Станок предназначен для шлифования поверхностей изделий, в частности, для бесцентровой суперфинишной обработки поверхностей цилиндрических изделий.
Для окончательной обработки поверхностей изделий в массовом производстве широкое применение получили бесцентровые суперфинишные станки. Основной частью таких станков являются валковые устройства, которые одновременно выполняют транспортную и формообразующую функции. Валковые устройства осуществляют позиционирование изделий относительно брусков суперфинишных станций и перемещение их по всей длине обработки (см. Мазальский В.Н. Суперфинишные станки. - Л.: Машиностроение, 1988. - С.80). Для обеспечения точности обработки траектория перемещения цилиндрических изделий должна быть прямолинейной и параллельной плоскости осцилляции брусков суперфинишных станций станка.
Известные бесцентровые суперфинишные станки содержат валковые устройства, включающие в себя два валка, развернутые друг относительно друга на угол 2λ и установленные на расстоянии 2ν (см. Мазальский В.Н. Суперфинишные станки. - Л.: Машиностроение, 1988. - С.62). Такие валковые устройства выпускают двух типов: с постоянным углом разворота валков и возможностью регулирования межосевого расстояния; с возможностью одновременного регулирования угла скрещивания и межосевого расстояния валков. В обоих случаях каждый из валков разворачивают относительно направления перемещения обрабатываемых изделий на угол λ .
В бесцентровых суперфинишных станках применяют валки различной формы, например, в виде однополостного гиперболоида вращения с симметричным и несимметричным профилем (см. Гундорин В.Д., Рязанов А.В. Форма транспортирующих валков для бесцентрового суперфиниширования цилиндрических деталей // Чистовая обработка деталей машин: Межвуз. науч. сб. - Саратов, 1975. - С.7-13). Данная форма валков не учитывает принцип взаимного огибания поверхностей изделий и валков при их относительном движении. Поэтому траектория перемещения изделий на подобных валках отличается от прямолинейной, что снижает точность обработки.
Другой известной формой валков бесцентровых суперфинишных станков является несимметричная криволинейная, близкая к однополостному гиперболоиду вращения (см. Мазальский В.Н. Суперфинишные станки. - Л.: Машиностроение, 1988. - С.84). Недостатком станка с такой формой валков является погрешность траектории перемещения изделий по валкам в горизонтальной и вертикальной плоскостях. Указанный факт приводит к возникновению отклонений формы изделий в виде бочкообразности, седлообразности или конусообразности.
По совокупности сходных существенных признаков наиболее близким техническим решением к заявленному устройству может быть выбран, например, станок для бесцентровой суперфинишной обработки цилиндрических изделий по патенту RU №2212994, В 24 В 35/00, 1/00. Известный станок содержит два валка для позиционирования и перемещения обрабатываемых изделий, установленных на расстоянии 2ν друг от друга и под углом 2λ скрещивания их осей. При этом каждый из валков развернут относительно направления перемещения изделий на угол λ в противоположных направлениях, что создает угол 2λ скрещивания валков друг относительно друга. Для обеспечения прямолинейной траектории перемещения изделий в процессе обработки наружные поверхности валков выполнены в форме нелинейчатого квазигиперболоида вращения, определяемого по приведенным зависимостям.
Известный станок для бесцентровой суперфинишной обработки цилиндрических изделий имеет следующие недостатки. Симметричность расположения валков по углу разворота X относительно направления перемещения изделий обусловливает ограниченные возможности станка при наладке.
Профиль валков при симметричном расположении, рассчитанный по известным зависимостям, имеет большую разность диаметров в различных сечениях по длине обработки. Как известно, коэффициент трения зависит от скорости относительного перемещения контактирующих поверхностей, которая в свою очередь определяется круговой скоростью и радиусом валков. Поэтому при значительной разности диаметров валков один из них является ведущим, а на другом происходит проскальзывание, что вызывает появление продольных рисок на изделиях и, в конечном счете, снижает качество обработки.
Задачей настоящего изобретения является расширение технологических возможностей станка и повышение качества обрабатываемых изделий при бесцентровой суперфинишной обработке.
Поставленная задача решается тем, что предложен станок для бесцентровой суперфинишной обработки цилиндрических изделий, содержащий два валка для их позиционирования и перемещения, установленных на расстоянии 2ν друг от друга и под углом λ скрещивания их осей.
Новым в предложенном способе является то, что λ =λ 1-λ 2, где λ 1 и λ 2 - соответственно углы разворота первого и второго валков относительно направления перемещения изделий, а λ 1≠λ 2.
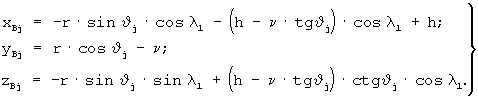
Новым в предложенном способе является также то, что наружные поверхности валков характеризуются зависимостями:
для валка с углом λ 1
для валка с углом λ 2
где xBi, yBi, zBi - координаты поверхности валка, мм;
r - радиус обрабатываемого изделия, мм;
λ 1; λ 2 - углы скрещивания осей первого и второго валков и направления перемещения изделий соответственно, град;
 i - угол контакта валка и изделия, град;
i - угол контакта валка и изделия, град;
h, ν - наладочные координаты суперфинишного станка, мм.
Технический результат заявленного изобретения заключается в повышении качества обработки и расширении технологических возможностей станка при бесцентровом суперфинишировании цилиндрических изделий.
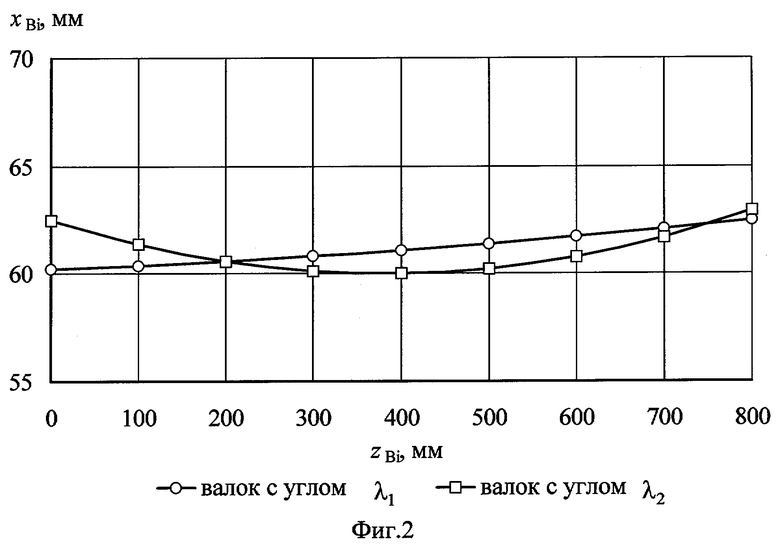
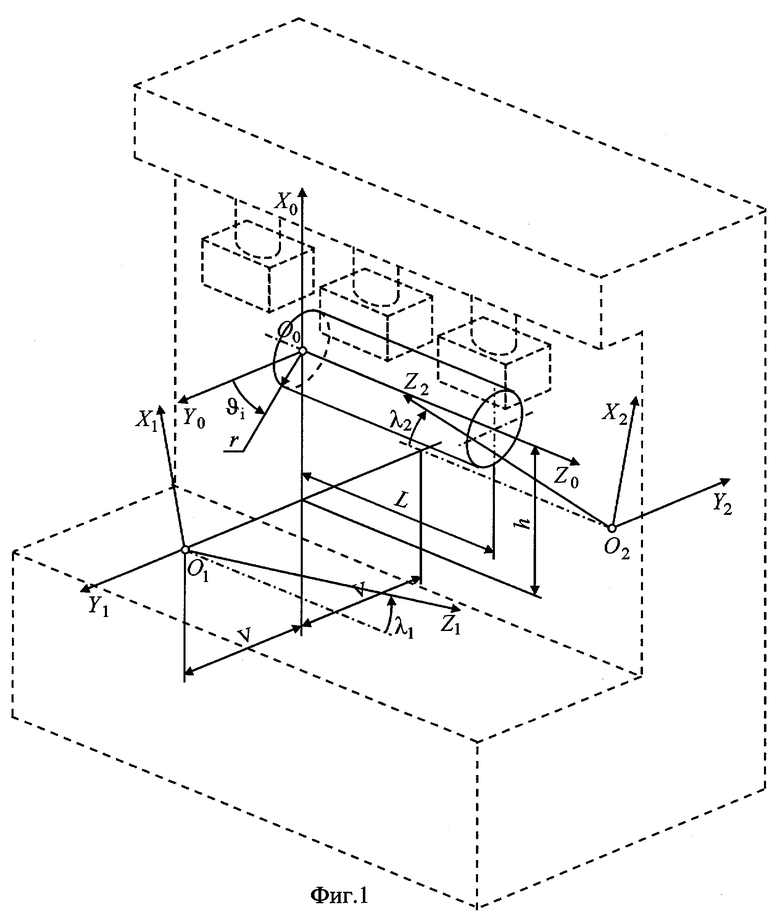
На фиг.1 представлена координатная схема размещения валков на станке, на фиг.2 - расчетный осевой профиль валков.
Расчетные зависимости для определения наружной поверхности валков получены на основе теоретических положений теории огибающих в пространстве.
На фиг.1: S0(X0, Y0, Z0) - система координат изделия; S1(X1, Y1, Z1) - система координат валка с углом наклона λ 1; S2(X2, Y2, Z2) - система координат валка с углом наклона λ 2. Системы координат S1 и S2 заданы в системе координат S0 вертикальным наладочным смещением вдоль оси Х0 на величину h, горизонтальным наладочным смещением вдоль оси Y0 на величины ±ν и поворотом против и по часовой стрелке на углы λ 1 и λ 2 соответственно. С целью удобства восприятия на фиг.1 валки условно не показаны.
Для нахождения наружной поверхности валков необходимо поверхность цилиндрического изделия, описанную в системе координат S0, переместить в системы координат валков S1 и S2 соответственно. Условием взаимного огибания поверхностей валков и изделия при их относительном перемещении является пересечение нормалей к поверхности изделия с осями валков.
Наружные поверхности валков рассчитывают по зависимостям:
для валка с углом λ 1
для валка с углом λ 2
где xBi, УBi, zBi - координаты поверхности валка, мм;
r - радиус обрабатываемого изделия, мм;
λ 1; λ 2 - углы скрещивания осей первого и второго валков и направления перемещения изделий соответственно, град;
 i - угол контакта валка и изделия, град;
i - угол контакта валка и изделия, град;
h, ν - наладочные координаты суперфинишного станка, мм.
Рассчитанные таким образом валки имеют различную форму наружной поверхности в зависимости от величины углов λ 1 и λ 2.
На фиг.2 приведен пример осевого профиля валков, рассчитанный для следующих исходных параметров: r=20,0 мм; λ 1=1° ; λ 2=3° ; ν =80,0 мм; h=20,2 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| СПОСОБ ШЛИФОВАНИЯ ВАЛКА БЕСЦЕНТРОВОГО СУПЕРФИНИШНОГО СТАНКА | 2004 |
|
RU2278014C2 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| СПОСОБ НАЛАДКИ БЕСЦЕНТРОВОГО СУПЕРФИНИШНОГО СТАНКА | 2003 |
|
RU2239539C1 |
| БЕСЦЕНТРОВОЙ СТАНОК ДЛЯ ОБКАТКИ И СТАБИЛИЗАЦИИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608115C1 |
| Способ обработки калибрующего участка бочки валка клети поперечно-винтовой прокатки | 1987 |
|
SU1526913A1 |
| Устройство для бесцентрового суперфиниширования конических бомбинированных роликов | 1972 |
|
SU621554A1 |
| Ведущий валок приспособления для автоматической загрузки цилиндрических заготовок в бесцентрово-шлифовальный станок | 1958 |
|
SU116750A1 |
| ЛУЩИЛЬНЫЙ СТАНОК И СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2020 |
|
RU2800524C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
Изобретение относится к области машиностроения и может быть использовано для бесцентровой суперфинишной обработки цилиндрических изделий. Станок содержит два валка, предназначенных для позиционирования изделий и их перемещения. Валки установлены на расстоянии друг от друга и под углом λ скрещивания их осей. Величина λ определена как сумма величин λ 1 и λ 2 углов разворота первого и второго валков относительно направления перемещения изделий. При этом λ 1≠λ 2. В результате расширяются технологические возможности станка и повышается качество обработки изделий. 1 з.п. ф-лы, 2 ил.
для валка с углом λ 1
для валка с углом λ 2

где xBj, yBj zBj - координаты поверхности валка, мм;
r - радиус обрабатываемого изделия, мм;
λ 1, λ 2 - углы скрещивания осей первого и второго валков и направления перемещения изделий соответственно, град;
ϑ i - угол контакта валка и изделия, град;
h, ν - наладочные координаты суперфинишного станка, мм.
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| Бесцентровый станок для заточки суперфиниша цилиндрических изделий | 1939 |
|
SU58930A1 |
| DE 3225977 A1, 12.01.1984. | |||

