Изобретение относится к области металлургии, в частности к химико-термической обработке путем нитрооксидирования, сульфонитрооксидирования, карбонитрирования конструкционных деталей поршневых групп двигателей внутреннего сгорания и дизельных двигателей из сталей и чугунов при проведении процессов в сыпучих составах на базе древесноугольных и угольных компонентов с активизирующими добавками.
Предлагаемый способ может найти применение в машиностроении, нефтедобывающей промышленности, судостроении, на малых ремонтных предприятиях при ремонте двигательных установок и агрегатов.
Известен способ химико-термической обработки изделий с использованием состава по патенту РФ №1638201, М.кл. С 23 С 8/32, опубл. в БИ №12, 1991 г., согласно которому газонитроцементацию стальных изделий, преимущественно инструмента, осуществляют в составе, содержащем мочевину и нитрит натрия при следующем соотношении компонентов, мас.%:
Мочевина 95-99
Вода 0,5-2,5
Нитрит натрия 0,5-2,5
Основным недостатком известного технического решения является то, что оно не обеспечивает хорошего качества обработки, в частности получения равномерных слоев достаточной глубины, с улучшенными трибологическими свойствами на деталях пар трения, работающих как в условиях смазки, так и без нее.
Другой способ, применяемый на предприятиях массового и серийного производства, является, на наш взгляд, более эффективным для обработки поршневых контактных пар (Н.В.Богданова, Г.А.Кочергин, Г.А.Кудрявцев//Исследование процессов альтернативного твердому хромированию при упрочнении поршней тормозных дисков автомобилей ВАЗ.//Труды 5-го Собрания металловедов России, 13-15 сентябрь 2001, г. Краснодар, c.146-149). Данный способ также имеет свои недостатки: необходимость достаточно больших капиталовложений, повышенную стоимость газоносителей, большие трудозатраты. Все это делает сомнительным возможность его использования на малых ремонтных предприятиях.
Наиболее близким к заявляемому техническому решению является “Состав для цементации в твердом карбюризаторе” (SU №606899, МПК С 23 С 9/04, заявл. 05.01.77 г., опубл. 15.05.1978, БИ №18, 1978 г.). Известный состав содержит древесный уголь, углекислый натрий, углекислый кальций и активатор, полукокс, тиокарбамид.
К недостаткам данного способа также следует отнести невысокое качество обработки поверхности изделий, трудоемкость и нетехнологичность.
К основным задачам, которые поставили перед собой авторы предлагаемого способа, относятся снижение стоимости и трудоемкости обработки. Попутно решаемой задачей является повышение технологичности. Выполнение этих задач сделает возможным применение способа на малых предприятиях автотракторного ремонта.
Поставленные задачи достигаются тем, что в качестве химико-термической обработки изделий в смеси, содержащей древесный уголь и натрий углекислый, проводят карбонитрирование при температре 600-700°С в течение 2-6 часов в смеси, дополнительно содержащей гранулированный уголь, карбамид, галогенид щелочного металла и древесные опилки, при следующем соотношении компонентов, вес.%:
Древесный уголь 30-35
Гранулированный уголь 20-25
Карбамид 2-8
Натрий углекислый 1,8-4,0
Галогенид щелочного металла 0,2-0,5
Древесные опилки Остальное
затем проводят охлаждение изделий в смеси.
При этом предусматривается использование в качестве галогенидов щелочных металлов смеси хлористого натрия и йодистого натрия, а также в качестве гранулированного угля - гранулированного сульфоугля.
Одновременно карбонитрирование ведут с нагревом и охлаждением со скоростью нагрева и охлаждения печи и карбонитрированию подвергают детали поршневых пар тракторных и автомобильных деталей.
Особенность предлагаемого способа заключается в одновременном выборе температурно-временного интервала химико-термической обработки, а также в использовании активированного для заданных температур состава на основе простейших углеродосодержащих компонентов древесного угля, гранулированных углей древесных опилок с введением активно диссоциирующего азотоуглеродосодержащего карбамида и щелочных металлов в качестве активаторов процесса диффузии.
В частности, приближение температур нитроооксидирования к температуре критической точки AС1 позволяет повысить скорость диффузии углерода и азота в стали и чугуны, сократив время выдержки до 2-6 часов.
Наличие в составе смеси одновременно гранулированного угля, древесного угля, древесных опилок и легко диссоциирующего карбамида позволяет поддерживать стабильный азотоуглеродный потенциал и приток атомарного азота и углерода к поверхности обрабатываемых деталей. Натрийсодержащие соли вызывают лучшие условия адсорбции к поверхности углерода, а наличие галогенов способствует депассивации поверхности сталей и чугунов и исключает неравномерность диффузионных слоев вследствие образования малых количеств непредельных углеводородов.
Кроме того, выбранные условия нагрева и охлаждения позволяют снизить или исключить деформацию тонкостенных деталей при химико-термической обработке, а также повысить стабильность микронных приростов размеров по диаметрам гильз, дисков, поршневых колец.
Примеры осуществления заявляемого способа
Способ иллюстрируется примерами химико-термической обработки деталей из сталей и чугунов, используемых в двигателях внутреннего сгорания, дизельных автомобильных и тракторных.
Для приготовления смесей использовали угли древесные дробленые по ГОСТ 6217-74, гранулированные активные угли АГ-2, АГ-3 по ГОСТ 20464-73, ГОСТ 23998-80, сульфоуголь по ГОСТ 5696-74Е, а также технический карбомид (мочевину) по ГОСТ 6691-77 и углекислый натрий. Химико-термическую обработку мелкоразмерных деталей карбонитрооксидирование, сульфонитрирование проводили в контейнерах из нержавеющей стали 12Х18Н10Т в малоэнергоемких электропечах СНОЛ-1,6.2,5.1/9И3 и ПЛ-2,5. Металлографический анализ структуры и измерение микротвердости вели на микроскопах ММР-4, ММР-2 и на твердомере ЦМТ-3.
Пример 1. Цилиндрические вкладыши диаметром 100 мм и толщиной 2 мм из углеродистой стали 15 для восстановления гильз дизельных тракторных двигателей обрабатывают согласно предложенному способу. Для карбонитрооксидирования готовят состав, содержащий 35% древесного угля, 20% гранулированного АГ-3, 2,8% карбамида, 1,8% углекислого натрия, 0,5% хлористого натрия, остальное - древесные опилки. Ящик с деталями в упаковке нагревают в печи СНО-6.8.6/9,5 при температуре выдержки 700°С и времени выдержки 6 часов, при этом нагрев и охлаждение осуществляют в ящиках в печи.
Такая обработка позволяет сформировать диффузионный слой встречной диффузии на поверхностях вкладышей с содержанием углерода 0,8-1,2% и азота до 0,35%. После запрессовки в корпуса цилиндров, шлифования и доводки рабочей поверхности микротвердость составила Н1H=520-680, износостойкость и ресурс работы повысились в 1,6 раза в сравнении со стандартными гильзами, и в 1,2 раза в сравнении с гильзами, подвергнувшимися химико-термической обработке в известном составе.
Практически минимальной 20-40 мкм была деформация по диаметру вкладышей, не наблюдалось хрупкого разрушения в краевых зонах на выходе из цилиндра, трудоемкость механической обработки сократилась на 20%.
Пример 2. Поршни тормозные, диаметром 23 мм из стали 20Х подвергают карбонитрооксидированию по предложенному способу, для чего их укладывают в контейнер из нержавеющей стали с составом, содержащим 30% древесного угля, 20% гранулированного угля АГ-3, карбамида 2%, натрия углекислого 2%, хлористого натрия 0,2%, остальное - древесные опилки.
Детали подвергают обработке в предложенном составе смеси с нагревом и выдержкой при температуре 640°С в течение 4 часов в контейнере, в печи СНОЛ-1,6.2,5.1/9И3. В результате обработки на рабочей поверхности поршней формируется карбонитридный слой толщиной 35-40 мкм, с плавным переходом к подслою и сердцевине. При содержании карбонитридов в износостойком слое в 25-30 вес.% коррозионная стойкость и контактная прочность повышаются в 1,5 раза в сравнении с карбонитрооксидированием и карбонитрированием по технологическим схемам, описанным в аналогах.
Ресурс работы поршней в условиях циклического нагружения и трения в составе автомобильных тормозных цилиндров повышается в 2 раза и достигает 1050 часов. При этом трудоемкость химико-термической обработки и затраты на вспомогательные материалы снижаются в 3 раза по сравнению с обработкой по технологии серийного предприятия, которая предусматривает проведение химико-термической обработки в природном газе с добавкой аммиака.
Пример 3. Кольца поршневые мотороллеров из стали 20 диаметром 52 мм изготавливают из трубных заготовок, прошедших химико-термическую обработку по предложенному способу. При выдержке в течение 5 часов при температуре карбонитрооксидирования 680°С в смеси, содержащей 33% древесного угля, 23% гранулированного сульфугля, 2% карбомида, 3% натрия углекислого, 0,3% хлористого натрия, остальное - древесные опилки твердых пород дерева, формируется диффузионный износостойкий слой с лучшими коэффициентами трения, который прочно связан через переходной слой с основой.
На чертеже приведена микроструктура слоя, полученного при нагреве в смеси со скоростью нагрева и охлаждения вместе с печью, тип печи СНОЛ-1,6.2,5.1/9.
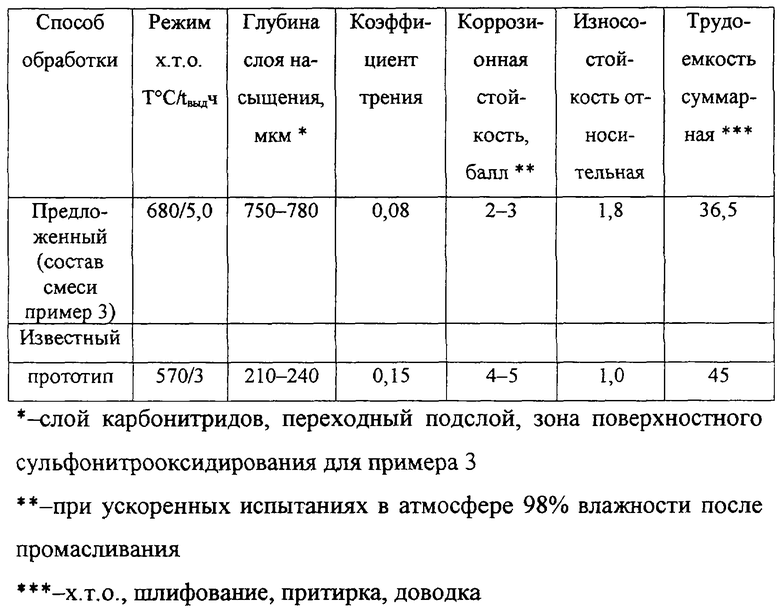
Обработка позволила получить кольца и кольцевые заготовки практически без деформации, под доводку к посадочным канавкам, с коррозионной стойкостью на уровне 2-3 балла по ГОСТ 9.308-85, ресурс работы колец был не хуже дорогостоящих и более трудоемких с покрытием гальваническим хромом. В таблице приведены сравнительные свойства и результаты испытания колец, обработанных по предложенному и известным способам.
Пример 4. Полуматрицы горизонтально-ковочной машины 800 тонн для высадки конца кардана автомобиля изготовляют из стали 4Х5МФС и подвергают карбонитрированию в смеси, содержащей 32% вес. древесного угля дробленого, гранулированного угля АГ-3 22% вес., карбамида 6%, углекислого натрия 2,7%, йодистого натрия 0,3%, остальное - древесные опилки. Обработку проводят в течение 4 часов при температуре 650°С после закалки, отпуска и чистовой обработки - шлифования и доводки полуматриц в окончательный размер. Диффузионный слой глубиной 0,3-0,35 мм на рабочих поверхностях имел микротвердость H0,5H=775-797 с плавным переходом к твердости основного металла НРСЭ=38-40, имел повышенную износостойкость, разгаростойкость. Съем деталей из стали 40Х при горячей штамповке-высадке достиг 1840-1930 штамповок, что в 1,7 раза выше закаленных и карбонитрированных по режимам прототипа. Тепловая деформация по диаметру не превышала 15-19 мкм или втрое ниже допусков на диаметр, достигаемых при обработке по стандартным для стали 4Х5МФС режимам. Работоспособность полуматриц при применении эмульсионных смазок и охлаждающих эмульсий улучшилась, не наблюдалось формирования по переходным сечениям и кромкам глубоких трещин разгара. Опыт и испытания, проведенные с использованием составов смесей за пределами заявляемых содержаний компонентов и при температурах аналогов, прототипа, известных технологий показали, что свойства слоев и эксплуатационные характеристики деталей оказываются ниже, чем в предложенном способе. Повышение температур карбонитрирования свыше 700°С приводит к образованию приповерхностных зон внутреннего окисления, образованию сетки карбидов и карбонитридов и снижает прочностные и антифрикционные свойства рабочих поверхностей. Таким образом, предложенный способ прост в осуществлении, менее трудоемок, экологически чист и более технологичен в условиях малых предприятий автотракторного ремонта и производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИКОТРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ И ИНСТРУМЕНТА | 2003 |
|
RU2237744C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ЭЛЕКТРОМАГНИТНЫХ КЛАПАНОВ ИЗ МАГНИТОМЯГКОЙ СТАЛИ | 2004 |
|
RU2253692C1 |
| СОСТАВ ДЛЯ НИТРОЦЕМЕНТАЦИИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2314363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| СПОСОБ КАРБОНИТРИРОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 2011 |
|
RU2463381C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННЫМ НАСЫЩЕНИЕМ | 2013 |
|
RU2550066C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ В ПОРОШКОВЫХ СМЕСЯХ | 2007 |
|
RU2348736C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО И ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА ИЗ ТЕПЛОСТОЙКИХ ХРОМИСТЫХ СТАЛЕЙ | 2001 |
|
RU2205892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256706C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ САМОНАРЕЗОВ | 1991 |
|
RU2015198C1 |
Изобретение относится к области металлургии, в частности к химико-термической обработке. Предложенный способ карбонитрирования изделий включает нагрев при 600-700°С в течение 2-6 часов в смеси, содержащей компоненты при следующем соотношении, вес.%: древесный уголь 30-35, гранулированный уголь 20-25, карбамид 2-8, натрий углекислый 1,8-4,0, галогенид щелочного металла 0,2-0,5, древесные опилки - остальное и последующее охлаждение изделий в смеси. В частных случаях выполнения данного способа карбонитрирование проводят в смеси, содержащей в качестве галогенидов щелочных металлов хлористый или йодистый натрий, в качестве гранулированного угля - гранулированный сульфоуголь; нагрев и охлаждение при карбонитрировании проводят со скоростью нагрева и охлаждения печи; карбонитрированию подвергают детали поршневых пар тракторных и автомобильных двигателей. Техническим результатом изобретения является разработка способа, позволяющего образовывать на изделиях диффузионный износостойкий слой с низким значением коэффициента трения. 4 з.п. ф-лы, 1 ил., 1 табл.

Древесный уголь 30-35
Гранулированный уголь 20-25
Карбамид 2-8
Натрий углекислый 1,8-4,0
Галогенид щелочного металла 0,2-0,5
Древесные опилки Остальное
затем проводят охлаждение изделий в смеси.
| Состав для цементации в твердом карбюризаторе | 1977 |
|
SU606899A1 |
| Состав для газовой нитроцементации стальных изделий | 1988 |
|
SU1638201A1 |
| Способ нанесения карбидных покрытий на поверхность изделий из низкоуглеродистых сталей | 1982 |
|
SU1089170A1 |
| СПОСОБ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1993 |
|
RU2075536C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2020188C1 |
| JP 61177363 А, 09.08.1986. | |||

