Предлагаемое изобретение относится к области обработки металлов давлением, а именно к газовому формованию тонкостенных изделий в состоянии сверхпластичности.
Известен способ формования тонкостенных изделий [Патент ФРГ №3125367, кл. B 21 D 26/02, 1983], при котором заготовку устанавливают в приспособление, имеющее внутреннюю полость. При этом заготовка разделяет внутреннюю полость приспособления на рабочую и заполняемую полости. Заготовку нагревают до температуры сверхпластичности. В полости подают инертный газ, причем в рабочую полость подают газ с давлением, необходимым для деформации заготовки. А в заполняемую полость газ подают с минимальным давлением, способным преодолеть давление водяного столба в системе контроля процесса формования.
Основными недостатками известного способа формования в свете предлагаемого изобретения является то, что давление газа подаваемого в заполняемую полость не регулируют в процессе формования и величина этого давления не соизмерима с пределом текучести материала заготовки в состоянии сверхпластичности, то есть не может влиять на формирование свойств получаемого изделия, а используется лишь для контроля за процессом формования заготовки.
Более близким к предлагаемому изобретению является способ формования тонкостенных изделий [Патент на изобретение РФ №2021057, приоритет 25.12.91], при котором заготовку устанавливают в приспособление, имеющее внутреннюю полость. При этом заготовка разделяет внутреннюю полость приспособления на рабочую полость и заполняемую полость. Нагревают заготовку до достижения ею состояния сверхпластичности, после чего в рабочую и заполняемую полости подают инертный газ, причем величину давления инертного газа в заполняемой полости устанавливают исходя из необходимости исключения провисания листа заготовки.
В этом техническом решении давление газа в заполняемой полости используют для исключения провисания листа заготовки, однако, это давление, как и в предыдущем аналоге, не регулируют в процессе формования и величина этого давления также не соизмерима с пределом текучести материала заготовки в состоянии сверхпластичности, то есть не влияет на формирование и распределение свойств материала получаемого изделия: пределы прочности, текучести, относительное удлинение и усталостную прочность.
Технической задачей предлагаемого изобретения является создание возможности целенаправленно влиять на схему напряженно-деформированного состояния получаемого изделия в процессе формовки.
Поставленная задача решается следующим образом.
Заготовку устанавливают в приспособление, имеющее внутреннюю полость, при этом заготовка разделяет внутреннюю полость приспособления на рабочую полость и заполняемую полость. Заготовку нагревают до достижения ею состояния сверхпластичности, после чего в рабочую и заполняемую полости подают инертный газ.
Новым в предлагаемой полезной модели является то, что давление инертного газа в заполняемой полости регулируют в процессе формования, исходя из соотношения:

где Р - величина давления инертного газа в заполняемой полости;
σs t - предел текучести формуемого материала при температуре сверхпластичности.
На прилагаемом чертеже изображен вариант реализации предлагаемого изобретения.
Способ формования тонкостенных изделий реализуется следующим образом. В приспособление 1, имеющее внутреннюю полость, устанавливают заготовку 2, причем она разделяет полость приспособления 1 на рабочую полость 3 и заполняемую полость 4. После приспособление 1 вместе с заготовкой 2 нагревают до температуры сверхпластичности заготовки 2. Затем в полость 3 через трубопровод 5 и одновременно в полость 4 через трубопровод 6 подают аргон, причем давление газа в рабочей полости 3 создают достаточным для формования заготовки 2, а давление газа в заполняемой полости 4 регулируют с помощью редукционного клапана 7 в процессе формования, исходя из соотношения
где Р - величина давления инертного газа в заполняемой полости;
σs t - предел текучести формуемого материала при температуре сверхпластичности.
В результате этого создается возможность целенаправленно влиять на схему напряженно-деформированного состояния, осуществляя процесс формообразования в условиях всестороннего сжатия материала, что позволяет получать детали сложной формы без утонения стенки и повысить такие служебные характеристики деталей, как прочность и усталостная прочность на 15-20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2021057C1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ СЛОЖНОПРОФИЛЬНЫХ НАНОСТРУКТУРНЫХ КОНСТРУКЦИОННЫХ И ФУНКЦИОНАЛЬНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2508961C2 |
| Способ изготовления замкнутых емкостей из листовых материалов | 1984 |
|
SU1199537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 2005 |
|
RU2306996C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ И ЯЧЕИСТАЯ СТРУКТУРА | 1989 |
|
RU2043805C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ТРУБНОЙ ЗАГОТОВКИ ТИТАНОВОГО СПЛАВА В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ В УСТРОЙСТВЕ | 2022 |
|
RU2792249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1992 |
|
RU2048283C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении тонкостенных изделий в состоянии сверхпластичности. Заготовку устанавливают в приспособление, имеющее внутреннюю полость, при этом заготовка разделяет внутреннюю полость приспособления на рабочую и заполняемую полости. Нагревают заготовку до достижения ею состояния сверхпластичности, после чего в рабочую и заполняемую полости подают инертный газ. Давление инертного газа в заполняемой полости регулируют в процессе формования, исходя из представленного в формуле соотношения. Повышаются служебные характеристики деталей. 1 ил.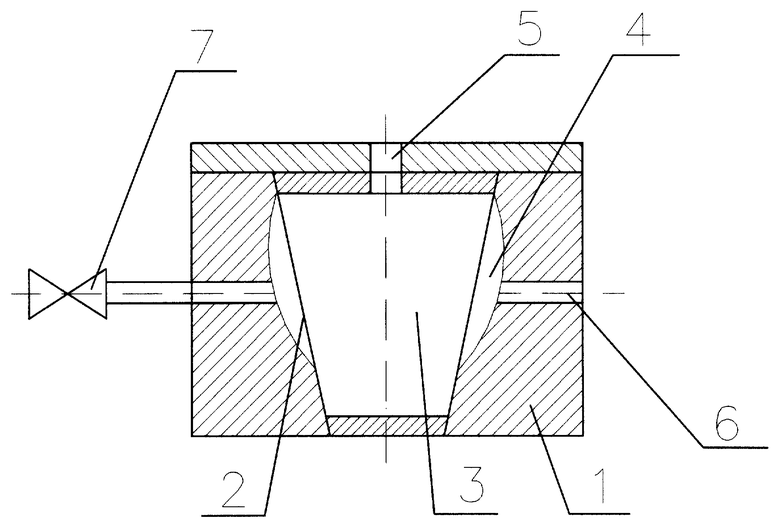
Способ формования тонкостенных изделий, при котором заготовку устанавливают в приспособление, имеющее внутреннюю полость, при этом заготовка разделяет внутреннюю полость приспособления на рабочую полость и заполняемую полость, нагревают заготовку до достижения ею состояния сверхпластичности, после чего в рабочую и заполняемую полости подают инертный газ, отличающийся тем, что давление инертного газа в заполняемой полости регулируют в процессе формования исходя из соотношения
Р=0,5-0,8σt s,
где Р - величина давления инертного газа в заполняемой полости;
σt s - предел текучести формуемого материала при температуре сверхпластичности.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2021057C1 |
| US 4708008 A, 24.11.1987 | |||
| DE 3125367 А, 20.01.1983. | |||

