Изобретение относится к обработке металлов давлением, а именно к производству трубчатых оболочек малого диаметра в рабочих клетях формовочного стана.
Известна рабочая клеть формовочного стана, содержащая подушки и смонтированные в них с помощью подшипников качения приводные валы с жестко закрепленными относительно друг друга с зазором на них формовочными валками, которые в сопряжении с собой образуют калибр и регулируются винтовой стяжкой с пружиной [SU, Авторское свидетельство, 1121079, кл. В 21 С 37/06].
Недостатки данного устройства:
1. Сложность данной конструкции, увеличивающая ее стоимость и время на настройку и демонтаж.
2. Шпоночное соединение валка с валом при небольшой выработке образует люфт, что отрицательно сказывается на формировании калибра.
3. Радиальное перемещение валка происходит через пружину, тем самым не обеспечивается жесткость при изготовлении трубчатых оболочек.
Задачей изобретения является повышение качества продукции, повышение эксплуатационных характеристик клети.
Сущность изобретения заключается в том, что в рабочей клети формовочного стана для изготовления трубчатых оболочек малого диаметра, содержащей подушки, нижний и верхний консольные валы, на которых установлены нижний и верхний профильные валки, механизм радиального перемещения верхнего валка и регулируемые упоры, согласно изобретению валы выполнены неприводными, установлены в выполненном в виде траверсы корпусе, полость которого образована верхней и боковой крышками, внутри полости размещен вертикальный ползун, рабочее положение которого фиксируется посредством шпильки, втулки и гаек на его концах, при этом валы жестко закреплены, нижний - в боковой крышке, верхний - в ползуне, с возможностью вертикального перемещения вместе с ним, верхний и нижний валки жестко закреплены соответственно на верхнем коническом и нижнем барабанах, установленных на подшипниках, закрепленных на валах, при этом нижний валок неподвижно зафиксирован с одной стороны торцом барабана, с другой - фланцем, верхний валок закреплен с возможностью его осевого перемещения вручную и фиксации путем регулировки внешнего диаметра разжимного кольца, установленного на коническом барабане посредством конического кольца, фланца и торцевого болта.
Опытно-промышленные варианты предлагаемой клети формовочного стана были опробованы при изготовлении трубчатых оболочек малых диаметров.
На чертеже изображена предлагаемая рабочая клеть формовочного стана.
Рабочая клеть формовочного стана состоит из корпуса 1, двух крышек верхней 2 и боковой 3, которые в совокупности между собой образуют полость, в которой перемещается вертикально ползун 4. Перемещение ползуна осуществляется с помощью винта 5 и пяты 6, а рабочее положение фиксируется при помощи шпильки 7, втулки 8 и гаек 9 и 10. Нижний вал 11 является неподвижным, он закреплен в корпусе 1 и фиксируется болтом 12 через боковую крышку 3. Верхний вал 13 является также неподвижным и зафиксирован в ползуне 4 с помощью фланца 14 и винтов 15. На валах 11 и 13 расположены рабочие профильные валки 16 нижний и 17 верхний, которые между собой образуют калибр 18. Нижний валок фиксируется на корпусе барабана 19 с помощью фланца 20 и болта 21. Верхний валок 17 фиксируется на корпусном барабане 22 при помощи разжимного кольца 23, конического кольца 24, фланца 20 и болта 21. Вращение верхнего и нижнего корпусов барабанов и валков на них осуществляется посредством подшипников 25.
Устройство работает следующим образом:
Ползун 4 при помощи винта 5 поднимаем до крайнего верхнего положения. На разжимное кольцо 24 верхнего конусного барабана 23 устанавливается верхний валок 17 по свободной посадке и регулируется в горизонтальном положении по натянутой струне относительно нижнего валка 16, при этом за базу берется торец нижнего барабана 19, после чего фиксируется при помощи фланца 20 и болта 21. Далее с помощью винта 5 опускаем ползун с верхним валком до размера, который определяется щупом относительного заданного калибра. Затем при помощи гайки 10 и гайки 9 фиксируется вертикальное положение ползуна.
Технический результат достигается тем, что рабочая клеть имеет полый корпус, выполненный в виде траверсы, доукомплектованной с двух сторон крышками, что позволяет оперативно и качественно проводить визуальный осмотр, регулировать и корректировать работу узлов оборудования, находящихся непосредственно в полом корпусе, производить замену отдельных частей, в случае необходимости, смазывать детали. Все это существенно повышает эксплуатационные характеристики клети в целом.
Кроме того, полый корпус рабочей клети позволяет перемещаться в нем ползуну, на концах которого имеются гайки, с помощью которых жестко фиксируется верхний валок при вертикальном перемещении относительно нижнего. Нижний вал жестко фиксируется при вертикальном перемещении относительно нижнего. Нижний вал жестко фиксируется в полом корпусе. Это обеспечивает необходимую жесткость и точность калиброванных валков (формовочного калибра), расположенных на верхнем и нижнем валу, следовательно, повышается качество при формировании трубчатых оболочек.
Корпусные барабаны, на которых располагаются валки, спроектированы так, что горизонтальное перемещение и жесткая фиксация верхнего валка осуществляется по свободной посадке на разжимном кольце, которое в свою очередь находится на конусном барабане и разжимается коническим кольцом через фланец, образуя жесткую посадку верхнего валка на разжимном кольце и жестко фиксируется торцевым болтом относительно нижнего валка. Нижний валок закрепляется на корпусе нижнего барабана по жесткой посадке без разжимного кольца и фиксируется с одной стороны стенкой барабана (взятой за базу), а с другой фланцем и жестко закрепляется торцевым болтом. Это позволяет снизить время на настройку стана при перевалке валков, а жесткая фиксация валков позволяет повышать качество.
Вращение верхнего и нижнего валков происходит посредством подшипников, закрепленных на валах и барабанах, что позволяет не применять шпонку и избежать возможного люфта при ее выработке, что в свою очередь позволяет повысить эксплуатационные характеристики изделия и качество готовой продукции.
Рабочая клеть выполнена неприводной, равномерность тянущих усилий в клетях формовочного стана определяется тянущим усилием в каждой из рабочих клетей, и условием самоустановки линейной скорости движения оболочки, следовательно не требует соответствующей сложной настройки скорости вращения валков при переходе с размера на размер, как это происходит в приводных клетях. Поэтому можно избежать таких дефектов, как смещение кромок и гофр.
Предлагаемая рабочая клеть формовочного стана по сравнению с известными позволяет повысить качество продукции при формовке за счет возможности регулировки, осевой настройки и жесткой фиксации валков, которые между собой поддерживают постоянство размера калибра. Конструкция выполненной рабочей клети позволяет применять безшпоночное соединение, снизить время на ремонт и демонтаж оборудования, дает доступность для визуального осмотра и смазки деталей, а также снижается время на настройку оборудования при переходе с размера на размер, все это делает ее надежной и более дешевой по сравнению с аналогами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ФАЛЬЦЕВЫМ ШВОМ | 2003 |
|
RU2260499C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПРУТКОВОГО ИЛИ ТРУБЧАТОГО МАТЕРИАЛА | 2005 |
|
RU2373004C2 |
Изобретение относится к производству трубчатых оболочек малого диаметра в рабочих клетях формовочного стана. Задача изобретения - повышение качества продукции при формовке, повышение эксплуатационных характеристик клети. В рабочей клети формовочного стана для изготовления трубчатых оболочек малого диаметра, содержащей подушки, нижний и верхний консольные валы, на которых установлены нижний и верхний профильные валки, механизм радиального перемещения верхнего валка и регулируемые упоры, согласно изобретению валы выполнены неприводными, установлены в выполненном в виде траверсы корпусе. Полость корпуса образована верхней и боковой крышками, внутри полости размещен вертикальный ползун, рабочее положение которого фиксируется посредством шпильки, втулки и гаек на его концах, при этом валы жестко закреплены, нижний - в боковой крышке, верхний - в ползуне, с возможностью вертикального перемещения вместе с ним. Верхний и нижний валки жестко закреплены соответственно на верхнем коническом и нижнем барабанах, установленных на подшипниках, закрепленных на валах. Нижний валок неподвижно зафиксирован с одной стороны торцом барабана, с другой - фланцем. Верхний валок закреплен с возможностью его осевого перемещения вручную и фиксации путем регулировки внешнего диаметра разжимного кольца, установленного на коническом барабане посредством конического кольца, фланца и торцевого болта. Предлагаемая рабочая клеть формовочного стана позволяет повысить качество продукции при формовке за счет возможности регулировки, осевой настройки и жесткой фиксации валков, которые между собой поддерживают постоянство размера калибра. Конструкция рабочей клети позволяет применять безшпоночное соединение, снизить время на ремонт и демонтаж оборудования, дает возможность визуального осмотра и смазки деталей, снизить время на настройку оборудования при переходе с размера на размер. 1 ил.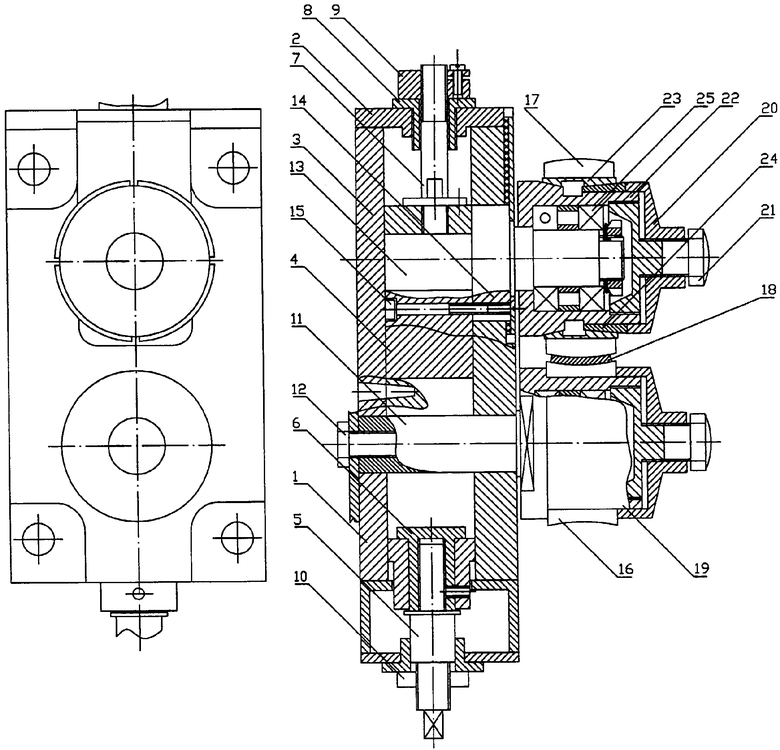
Рабочая клеть формовочного стана для изготовления трубчатых оболочек малого диаметра, содержащая подушки, нижний и верхний консольные валы, на которых установлены нижний и верхний профильные валки, механизм радиального перемещения верхнего валка и регулируемые упоры, отличающаяся тем, что валы выполнены неприводными, установлены в выполненном в виде траверсы корпусе, полость которого образована верхней и боковой крышками, внутри полости размещен вертикальный ползун, рабочее положение которого фиксируется посредством шпильки, втулки и гаек на его концах, при этом валы жестко закреплены, нижний - в боковой крышке, верхний - в ползуне, с возможностью вертикального перемещения вместе с ним, верхний и нижний валки жестко закреплены соответственно на верхнем коническом и нижнем барабанах, установленных на подшипниках, закрепленных на валах, при этом нижний валок неподвижно зафиксирован с одной стороны торцом барабана, с другой - фланцем, верхний валок закреплен с возможностью его осевого перемещения вручную и фиксации путем регулировки внешнего диаметра разжимного кольца, установленного на коническом барабане посредством конического кольца, фланца и торцевого болта.
| Рабочая клеть формовочного стана | 1983 |
|
SU1121079A1 |
| Формовочный стан для производства сварных труб | 1977 |
|
SU665962A1 |
| Рабочая клеть трубоформовочного стана | 1988 |
|
SU1724404A1 |
| DE 1933222 А, 28.01.1971. | |||

