Изобретение относится к способу Х-Н прокатки двутавровых стальных профилей с параллельными полками (опорами) с Н-профилем в последовательно расположенной компактной прокатной группе, которая состоит из первой универсальной клети, следующей за ней клети для осаживания полок и второй универсальной клети, причем валки клетей имеют проходящие наклонно или вертикально к осям валков плоскости прокатки.
Подобные способ и устройство известны из документа US5896770, В 21 В 41/06 от 27.04.1999, в котором раскрыта прокатка двутавровых стальных профилей с параллельными полками в последовательно расположенной компактной прокатной группе, которая состоит из первой универсальной клети, следующей за ней клети для осаживания полок и последующей второй универсальной клети, причем валки клетей имеют проходящие наклонно или вертикально к осям валков плоскости прокатки.
В качестве заготовки для первого прохода в этой компактной прокатной группе используется предварительно прокатанная непрерывнолитая заготовка, причем предварительная прокатка осуществляется в традиционной обжимной клети или же в вертикально-горизонтальной реверсивной группе прокатных клетей или соответственно горизонтально-универсальной или вертикально-горизонтально-универсальной реверсивной группе прокатных клетей. Однако в качестве заготовки в этой компактной прокатной группе может использоваться близкий к конечному размеру непрерывнолитой профиль.
При данном способе прокатки такого Н-профиля, особенно в случае массивных опор, возникает проблема большого и, сверх того, различающегося износа поверхности валков, особенно горизонтальных валков, одной горизонтальной клети по отношению к другой. Этот износ приводит к тому, что валки часто должны заново обтачиваться, что приводит к значительному повышению производственных затрат.
При этом опыты показали, что целесообразно по возможности поддерживать износ горизонтальных валков в первой универсальной клети и износ горизонтальных валков во второй универсальной клети одинаковым, чтобы дополнительная обточка обоих горизонтальных комплектов валков осуществлялась одновременно с как можно меньшими затратами времени и чтобы при согласовании друг с другом ширины бочек обоих комплектов валков избежать излишних больших потерь материала. Однако это согласование износа на практике оказывается очень трудным.
В основе изобретения лежит задача уменьшить износ горизонтальных валков, уравнять его для обеих клетей и удержать по возможности одинаковым.
Эта задача решается за счет того, что при использовании вертикальных валков с отклоненными друг от друга под углом между 0° и 10° плоскостями прокатки в первой универсальной клети и вертикальных валков с цилиндрическими плоскостями прокатки во второй универсальной клети боковые поверхности горизонтальных валков, которые с плоскостями прокатки вертикальных валков образуют Н-калибр, имеют наклоны от 0,0° до 0,5°, а во второй универсальной клети соответственно достигается обжатие проката, которое составляет 0-100% обжатия, достигнутого в первой универсальной клети.
При этом наружная длина бочек горизонтальных валков второй универсальной клети предпочтительно может соответствовать внутреннему размеру камеры подвергаемой прокатке Н-опоры.
В обычном случае при использовании данного способа производства существует возможность выбирать обжатия в последовательных проходах каскадно от 100% обжатия в первой универсальной клети вплоть до последнего прохода с минимальным 5% обжатием. Однако может быть предпочтительным с точки зрения температурного режима осуществлять проход с очень незначительным обжатием в обеих универсальных клетях, чтобы затем снова повысить обжатие в клетях.
Применение соответствующего изобретению способа позволяет устанавливать одно и то же время для необходимого дополнительного обтачивания валков обеих универсальных клетей при незначительных затратах времени, а посредством этого согласования также сокращать потери материала и таким образом общие производственные затраты.
Кроме того, заявленное изобретение относится к устройству для осуществления способа Х-Н-прокатки двутавровых стальных профилей с параллельными полками, выполненному в виде последовательно расположенной компактной прокатной группы, которая состоит из первой универсальной клети, имеющей X-образный калибр, следующей за ней клети для осаживания полок и второй универсальной клети, имеющей Н-образный калибр, при этом наружная длина бочек горизонтальных валков второй универсальной клети соответствует внутреннему расстоянию между параллельными полками прокатываемого стального Н-профиля.
Устройство и способ Х-Н-прокатки двутавровых стальных профилей с параллельными полками далее более подробно описываются со ссылкой на чертежи, на которых представлено:
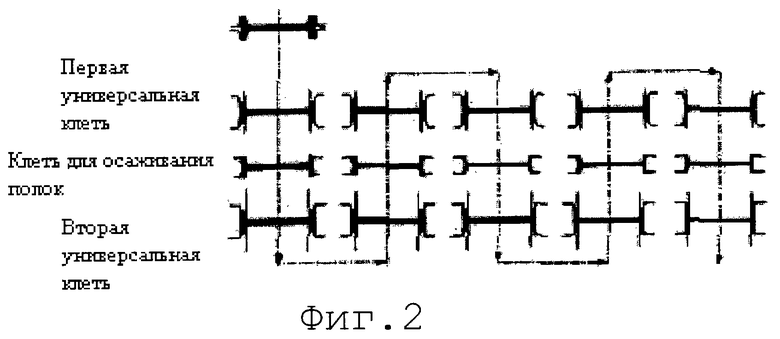
Фиг.1 - схематическое изображение компактной группы клетей для осуществления Х-Н-прокатки двутаврового стального профиля.
Фиг.2 - схема проходов при Х-Н-прокатке.
Способ предусматривает обработку прокатываемой заготовки одновременно во всех клетях компактной прокатной группы тандем, содержащей первую универсальную клеть, имеющую Х-образный калибр, следующую за ней клеть для осаживания полок и вторую универсальную клеть, имеющую Н-образный калибр (Фиг.1, 2). В представленной на фиг.1 схеме первая универсальная клеть содержит горизонтальные валки и вертикальные валки, причем плоскости прокатки вертикальных валков отклонены друг от друга на угол до 10°.
Вторая универсальная клеть содержит цилиндрические вертикальные валки и горизонтальные валки, которые образуют с вертикальными валками Н-калибр, при этом боковые поверхности горизонтальные валков имеют наклон до 0,5°.
Авторами было экспериментально установлено, что при указанных величинах наклона поверхностей валков и при величине обжатия во второй клети не более 100% от обжатия, достигнутого в первой клети, достигается равномерный износ горизонтальных валков первой и второй универсальных клетей, при этом износ горизонтальных валков уменьшается, что, вероятно, связано с установление оптимального значения силы, действующей на горизонтальные валки со стороны заготовки при обработке последней.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| Способ прокатки | 1987 |
|
SU1829972A3 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
Изобретение касается способа Х-Н-прокатки двутавровых стальных профилей с параллельными полками (опорами) с Н-профилем и устройства для осуществления способа. Задача изобретения - уменьшение износа горизонтальных валков. Способ осуществляют в последовательно расположенной компактной прокатной группе, которая состоит из первой универсальной клети, следующей за ней клети для осаживания полок и последующей второй универсальной клети, причем валки клетей имеют проходящие наклонно или соответственно вертикально к осям валков плоскости прокатки. При использовании вертикальных валков с отклоненными друг от друга под углом до 10° плоскостями прокатки в первой универсальной клети и вертикальных валков с цилиндрическими плоскостями прокатки во второй универсальной клети боковые поверхности горизонтальных валков, которые с плоскостями прокатки вертикальных валков образуют Н-калибр, имеют наклоны до 0,5°, а во второй универсальной клети достигают соответственно обжатия проката, которое составляет не более 100% обжатия, достигнутого в первой универсальной клети. В устройстве в соответствии с изобретением наружная длина бочек горизонтальных валков второй универсальной клети соответствует внутреннему расстоянию между параллельными полками прокатываемого стального Н-профиля. Изобретение обеспечивает возможность уравнивания износа в обеих универсальных клетях и удержание его одинаковым. 2 н.п. ф-лы, 2 ил.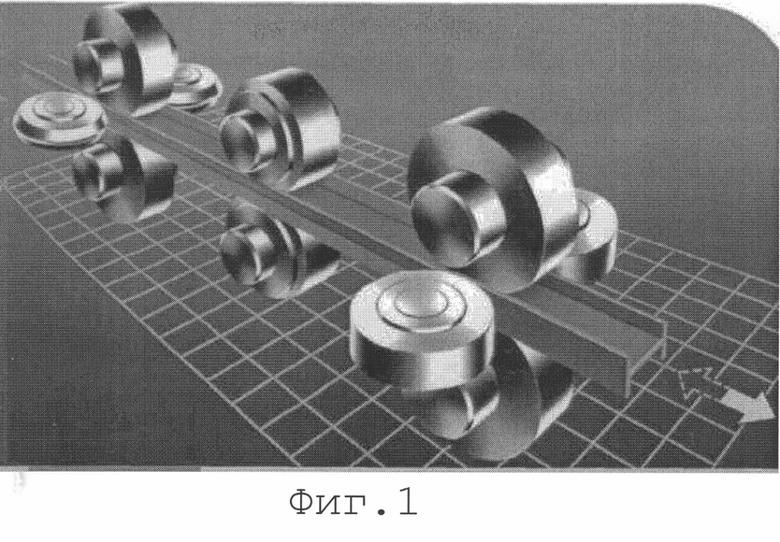
| US 5896770 А, 27.04.1999 | |||
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРОФИЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2090274C1 |
| DE 3419501 А, 28.11.1985. | |||

