Изобретение относится к электродуговой механизированной сварке плавлением, а именно к способам восстановления работоспособности контактных наконечников к сварочным горелкам.
Известен способ восстановления контактных наконечников, включающий рассверливание изношенной части канала, установку в него штифта, заплавку штифта в канале, сверление в штифте осевого сквозного отверстия соответствующего диаметра (см. Бондаренко И.А. Переоборудование шланговых полуавтоматов для сварки в СО2 с одновременной очисткой проволоки. Ж-л Автоматическая сварка. №5 (170), 1967, стр.57-58).
Недостатком известного способа является значительный расход дефицитного материала, уходящего в стружку, и припоя.
Известен способ восстановления контактных наконечников, включающий изменение размеров внутреннего канала и восстановление его первоначального диаметра. В данном способе в изношенной части канала осуществляют рассверловку до большего диаметра, нарезают в нем резьбу и вворачивают подготовленную ранее вставку с осевым сквозным отверстием соответствующего диаметра (см. Черный О.М. Токоподводящие наконечники многократного использования для сварочных горелок. Ж-л Сварочное производство. №5, 1990, стр.22-23, рис.1).
Недостатком известного способа, как и описанного выше, является повышенный расход материала и, кроме того, значительная трудоемкость восстановления, т.к. необходимо нарезать резьбу как в подготовленном (рассверленном) канале, так и на вставке.
Задача - сократить расход материала наконечников и снизить трудозатраты на их восстановление.
Поставленная задача достигается тем, что в способе восстановления контактных наконечников, выполненных с цилиндрическим и резьбовым участками, включающем изменение размеров внутреннего канала наконечника и восстановление его первоначального диаметра, изменение размеров внутреннего канала наконечника производят пластическим деформированием его цилиндрического участка в радиальном направлении, а восстановление первоначального диаметра внутреннего канала наконечника осуществляют сверлением сжатого участка упомянутого канала со стороны резьбового участка с использованием несжатого участка для направления. При этом деформацию наконечников производят в два этапа: сначала в ручье пресс-формы, имеющем профиль в форме двух соединенных по хордам сегментов, а затем, повернув его вокруг оси на 90°, в ручье пресс-формы, имеющем профиль в форме круга.
Заявленный способ характеризуется наличием следующих существенных отличительных признаков:
а) цилиндрический участок наконечника подвергают радиальной пластической деформации до сжатия внутреннего канала;
б) со стороны резьбового участка сверлят сквозное осевое отверстие соответствующего диаметра, используя несжатый участок для направления.
Деформация наконечников может быть произведена сначала в пресс-форме с ручьем, имеющим сечение в форме двух соединенных по хордам сегментов, а затем, повернув на 90° вокруг оси, в пресс-форме с ручьем, имеющим круглый профиль.
Использование совокупности существенных признаков заявляемого способа сократит до минимума расход материала наконечника при сравнительно небольшой трудоемкости восстановления.
Проведенные исследования по патентной и научно-технической литературе с последующим сравнительным анализом известных и предложенного способов позволили сделать вывод о соответствии заявляемого способа критериям патентоспособности изобретений.
Сущность заявленного изобретения поясняется чертежами, где на:
Фиг.1 - общий вид пресс-формы;
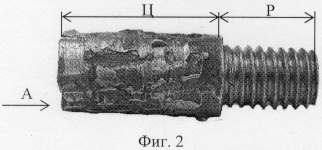
Фиг.2 - общий вид изношенного наконечника;
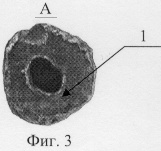
Фиг.3 - вид по А на фиг.2;
Фиг.4 - общий вид восстановленного наконечника;
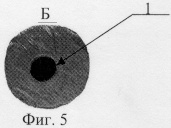
Фиг.5 - вид по Б на фиг.4;
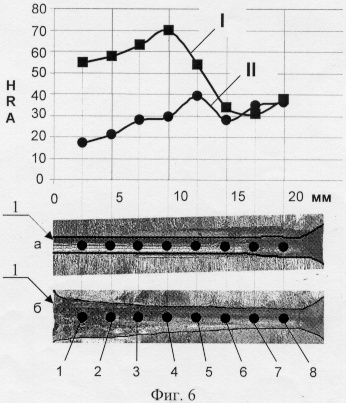
Фиг.6 - схема распределения твердости материала в каналах изношенного и восстановленного наконечников.
Способ восстановления контактных наконечников осуществляется следующим образом.
Наконечник на цилиндрическом участке Ц деформируют до сжатия внутреннего канала 1, после чего со стороны резьбового участка Р, используя направление несжатой части канала 1, производят сверление сквозного осевого отверстия диаметром, равным первоначальному диаметру канала 1.
Деформацию цилиндрического участка Ц производят в пресс-форме 2, имеющей ручьи с профилем в форме двух соединенных по хордам сегментов окружности 3 и с круглым профилем 4. Деформацию наконечника в ручье 3 производят с целью исключения срезания слоя металла в зоне разъема пресс-формы 2. После поворота наконечника на 90° вокруг собственной оси производят вторую деформацию в ручье 4, придавая цилиндрическому участку Ц наконечника первоначальную форму.
После деформации на торце цилиндрического участка Ц наконечника на месте внутреннего канала образуется бесформенный наплыв металла, который удаляется любым известным способом (слесарным, подрезкой на токарном станке и т.д.), сохраняя общую длину цилиндрического участка Ц наконечника.
Операция сверления сквозного осевого отверстия завершает процесс восстановления контактного наконечника.
Были проведены исследования механических свойств внутреннего канала 1 изношенного и восстановленного наконечников, результаты которых сведены в таблицу:
Предложенный способ является эффективным и довольно простым при восстановлении работоспособности контактных наконечников, при этом в процессе деформации металл на цилиндрическом участке "прорабатывается", подвергаясь упрочнению; его твердость повышается, а это существенно повышает износостойкость при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| Способ восстановления изношенных стальных зубчатых колес | 1982 |
|
SU1063571A1 |
| Способ восстановления деталей с внутренним зубчатым профилем | 1988 |
|
SU1648712A1 |
| Способ восстановления изношенных деталей | 1986 |
|
SU1569159A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ЗАГОТОВКИ | 2017 |
|
RU2693280C2 |

Изобретение относится к способам восстановления работоспособности контактных наконечников к сварочным горелкам. Способ восстановления контактных наконечников к сварочным горелкам, выполненных с цилиндрическим и резьбовым участками, включает изменение размеров внутреннего канала наконечника путем пластического деформирования его цилиндрического участка в радиальном направлении. Восстановление первоначального диаметра внутреннего канала наконечника осуществляют сверлением сжатого участка упомянутого канала. Сверление производят со стороны резьбового участка, используя в качестве направляющего несжатый участок канала. В результате сокращается расход материала наконечников и снижаются трудозатраты на их восстановление. 1 з.п. ф-лы, 6 ил., 1 табл.
| ЧЕРНЫЙ О.М., Токоподводящие наконечники многократного использования для сварочных горелок | |||
| Сварочное производство, 1990, №5, с.22-23 | |||
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2176182C2 |
| Способ восстановления цилиндрических деталей | 1991 |
|
SU1811464A3 |
| US 3808667 A, 07.05.1974. | |||

