Изобретение относится к области изготовления труб из пластических масс.
Известен способ сварки пластмассовых труб, включающий закрепление труб в зажимах (центраторах), торцовку труб, нагрев торцев труб, их сближение и создание сварочного усилия осадки, реализованный в "Установке для сварки труб Дн 600-1000 мм" см. номенклатурный каталог "Инструменты, приспособления и механизмы для изготовления и монтажа пластмассовых трубопроводов", ЦБНТИ, Москва, 1984, рис.79, стр.88.
В таком способе сближение труб и создание сварочного усилия осадки ведется гидроцилиндром, расположенным под трубами, с перемещением подвижного центратора по направляющим, лежащим ниже осей труб.
Недостаток способа заключается в разных усилиях осадки в нижней и верхней частях свариваемых труб, обусловленных нежесткостью установки для сварки, что снижает качество сварного стыка и, следовательно, надежность способа.
Известен другой способ сварки пластмассовых труб, включающий настройку пружинных динамометров на параллельных направляющих труб на одинаковое усилие, закрепление труб в зажимах, нагрев торцев труб, их сближение и создание сварочного усилия осадки, реализованный в "Устройстве для сварки пластмассовых труб Дн 225 мм" - см. тот же источник, рис.72, стр.81.
По своим признакам и достигнутому результату этот способ наиболее близок к заявляемому и принят за прототип.
В этом способе осадка создается предварительно настроенными на одинаковое усилие (ноль) двумя тарированными пружинами по направляющим в плоскости симметрии трубы, что несколько повысило равномерность усилия осадки по стыку труб.
Однако достигнутый в этом способе положительный результат остается недостаточным
Задачей изобретения является повышение надежности способа сварки пластмассовых труб.
Эта задача решается усовершенствованием способа сварки труб, включающего настройку пружинных динамометров на параллельных направляющих труб на одинаковое усилие, закрепление труб в зажимах, нагрев торцев труб, их сближение и создание сварочного усилия осадки.
Усовершенствование заключается в том, что в процессе создания усилия осадки контролируют показания пружинных динамометров и показатели одного из динамометров выравнивают с показателями другого.
Контроль показаний пружинных динамометров в процессе создания усилия осадки позволяет определить величину разброса усилий, передаваемых пружинами.
Выравнивание показателей одного из динамометров с показателями другого позволяет компенсировать механические недостатки (люфты, перекосы, погрешности настройки и т.д.) сварочного устройства, повысить равномерность усилия осадки по сечению сварного стыка труб, тем самым, повысить качество сварного соединения и, следовательно, надежность способа сварки труб.
Ниже, со ссылкой на прилагаемый чертеж, дается описание предлагаемого способа сварки пластмассовых труб.
Способ включает настройку пружинных динамометров 1 и 2 на параллельных направляющих 3 на одинаковое усилие (например, ноль), закрепление труб 4, 5 в зажимах 6, 7, нагрев торцев труб 8, 9 одним из известных способом (например, дисковым электронагревателем и его удаление из межтрубного пространства), сближение торцев 8 и 9 и создание сварочного усилия осадки (показано стрелкой).
Способ характеризуется тем, что в процессе создания усилия осадки контролируют показания пружинных динамометров 1 и 2 (что позволяет определить величину разброса усилий, передаваемых пружинами динамометров) и показатели одного из динамометров (например, 2) выравнивают его поднастройкой (регулировкой) с показателями динамометра 1 (что позволяет компенсировать механические недостатки сварочного устройства).
Способ сварки пластмассовых труб по изобретению (благодаря повышению равномерности усилия осадки по сечению сварного стыка) имеет по сравнению с прототипом повышенную надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 1998 |
|
RU2159183C2 |
| Клещи для контактной сварки труб из пластмасс | 1975 |
|
SU534365A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1523384A1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ТРУБОПРОВОДОВ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2024 |
|
RU2830774C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2544620C2 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Способ стыковой контактной сварки сопротивлением | 1981 |
|
SU1009672A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2018 |
|
RU2684379C1 |
Изобретение относится к области изготовления труб из пластических масс. В способе сварки пластмассовых труб осуществляют настройку пружинных динамометров, расположенных на параллельных направляющих труб, на одинаковое усилие. Свариваемые трубы закрепляют в зажимах, нагревают торцы труб, трубы сближают и создают сварочное усилие осадки. При этом в процессе создания усилия осадки контролируют показания пружинных динамометров. Показатели одного из динамометров выравнивают с показателями другого динамометра. Изобретение позволяет компенсировать механические недостатки (люфты, перекосы, погрешности настройки т.д.) сварочного устройства, повысить равномерность усилия осадки по сечению сварного стыка труб, тем самым повысить качество сварного соединения. 1 ил.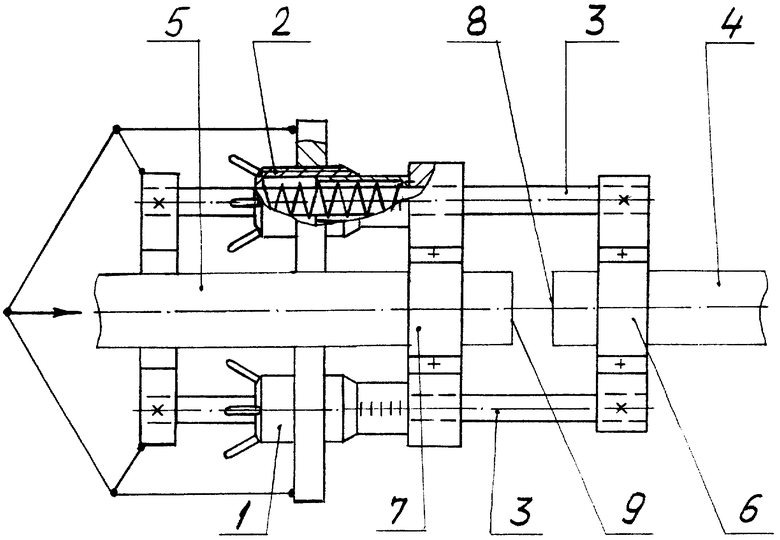
Способ сварки пластмассовых труб, включающий настройку пружинных динамометров на параллельных направляющих труб на одинаковое усилие, закрепление труб в зажимах, нагрев торцев труб, их сближение и создание сварочного усилия осадки, отличающийся тем, что в процессе создания усилия осадки контролируют показания пружинных динамометров и показатели одного из динамометров выравнивают с показателями другого.
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| US 5464496 А, 07.11.1995 | |||
| Устройство для измерения мощности | 1947 |
|
SU72372A1 |
| DE 4013471 A1, 31.10.1991. | |||

