Изобретение относится к нефтехимической промышленности, в частности к способу совместного получения метилтретбутилового и диметилового эфиров, которые находят применение в качестве высокооктановой добавки к моторным топливам.
Из патентной литературы известны способы получения метилтретбутилового эфира (МТБЭ) путем прямоточного пропускания через слой катализатора-сульфокатионита смеси метанола и содержащей изобутилен фракции углеводородов С4 [Патент GB 1506596, кл. С 07 С 1980, патент СССР 867295 кл. С 07 С 43/04, 1981, патент US 4324924, кл. С 07 С 41/06, 1982]. Процесс осуществляют в жидкой фазе при повышенном давлении и температуре 30-100°С. Мольное соотношение метанола к изобутилену составляет 2,0-1,0:1. Выходящую из реактора реакционную смесь, содержащую отработанную фракцию углеводородов С4, метанол и МТБЭ, направляют на ректификацию с эффективностью колонны 14 т.т., где при давлении 0,6-0,8 МПа отгоняют азеотроп углеводородов с метанолом, а МТБЭ выделяют из куба колонны.
Общими признаками известных технических решений и заявляемого изобретения является пропускание через слой катализатора-сульфокатионита смеси метанола и фракции углеводородов С4, содержащей изобутилен, осуществление процесса в жидкой фазе при повышенном давлении и нагревании, ректификация реакционной массы для выделения целевого продукта (МТБЭ).
К недостаткам известных способов получения эфиров можно отнести отсутствие возможности совместного получения смеси эфиров (МТБЭ и МИБЭ), значительный расход метанола.
Из [Патент RU 2063398 кл. С 07 С 43/04, 41/06, 1996] известен способ получения МТБЭ взаимодействием содержащей изобутилен фракции углеводородов С4 с метанолом в жидкой фазе под давлением в присутствии катализатора-сульфокатионита в Н-форме в двух реакционных зонах, при мольном соотношении метанола к изобутилену в исходной смеси 1,01:1, 0 до степени превращения изобутилена в первой реакционной зоне 95-99% и при относительно пониженных температурах реакции, изменяющихся от 25-40 до 80-110°С в первой реакционной зоне и - в интервале от 25-40 до 45-58°С во второй реакционной зоне. Причем подаваемая в первую реакционную зону сырьевая смесь содержит избыток метанола, во вторую реакционную зону подают не прореагировавшие в первой реакционной зоне вещества, полученные после отделения МТБЭ в ректификационной колонне.
Задачей данного изобретения является разработка способа совместного получения метилтретбутилового эфира (МТБЭ) и метилизобутилового эфира (МИБЭ) при использовании в качестве сырья изобутилена и метанола в реакции этерификации и диметилового эфира (ДМЭ) с изобутанолом в реакции переэтерификации.
Технический результат изобретения заключается в:
- совместном получении МТБЭ и МИБЭ в одной реакционной зоне,
- упрощении технологического процесса,
- существенном снижение расхода метанола,
- увеличении суммарного выхода эфиров МТБЭ и МИБЭ,
- улучшении физико-химических свойств получаемой смеси эфиров, как октанповышающей добавки к моторным топливам,
- повышении их положительного воздействия на октановые числа моторных топлив.
Технический результат в способе получения эфиров обработкой метанолом изобутиленсодержащей фракции в жидкой фазе под давлением при нагревании и в присутствии катализатора-сульфокатионита в Н-форме, отделением эфиров в ректификационной колонне, достигают за счет того, что в состав сырья дополнительно вводят диметиловый эфир (ДМЭ) и изобутанол, процесс осуществляют в одной реакционной зоне, при следующем мольном соотношении реагентов в исходной смеси: метанол:изобутилен:диметиловый эфир:изобутанол, равном 0,82-0,71:1:0,21-0,33:0,21-0,33 соответственно. Температуру в реакционной зоне поддерживают в интервале 50-70°С, давление - 1,6 МПа.
Сопоставительный анализ прототипа и заявляемого изобретения показывает, что общими признаками является обработка метанолом изобутиленсодержащей фракции, которую осуществляют в жидкой фазе, под давлением, при нагревании и в присутствии катализатора-сульфокатионита в Н-форме в реакционной зоне, отделение целевого продукта в ректификационной колонне.
Отличие предлагаемого изобретения от прототипа заключается в том, что
- в состав сырья дополнительно включают диметиловый эфир (ДМЭ) и изобутанол;
- мольное соотношение реагентов метанол:изобутилен:ДМЭ:изобутанол составляет 0,82-0,71:1:0,21-0,33:0,21-0,33;
- температуру в реакционной зоне поддерживают в интервале 50-70°С, а давление - 1,6 МПа;
- реакцию этерификации осуществляют в одной реакционной зоне;
- продукты реакции разделяют в одной колонне.
Из уровня техники не известно влияние отличительных признаков на достижение заявляемого технического результата, а именно не описано совместное получение МТБЭ и МИБЭ в одном реакторе и выделение продуктов реакции в одной колонне.
Проведение предлагаемого процесса по однореакторной схеме и при одноколонном выделении продуктов реакции обеспечивает упрощение технологии, существенное снижение расхода метанола и увеличение выхода суммарных эфиров. Степень превращения изобутилена достигает 95-99%, степень превращения изобутанола - 91-92%.
Заявляемое техническое решение может быть реализовано в промышленных условиях, а смесь получаемых эфиров может быть использована в качестве октанповышающих добавок к моторным топливам.
Сущность изобретения иллюстрируется следующими примерами.
Процесс осуществляют на установке непрерывного действия. Принципиальные схемы реализации способа получения эфиров по прототипу и по предлагаемому техническому решению представлены на фиг.1 и на 2 соответственно. По прототипу фиг.1, метанол (поток 1) и бутанбутиленовую фракцию (ББФ) (поток 2) в заданном соотношении закачивают в емкость I. Полученную смесь из емкости I (поток 3) подают в реактор II, заполненный катализатором-сульфокатионитом в Н-форме. Выходящую из реактора II реакционную смесь (поток 4) направляют в ректификационную колонну III, верхом которой выводят отработанную ББФ (поток 5), а кубом выводят продукт реакции (поток 6) МТБЭ.
В качестве исходных реагентов используют метанол (ГОСТ 2222-78) и бутан-бутиленовую фракцию каталитического крекинга. В качестве катализатора используют сульфокатионит в Н-форме, например КУ-2-8 (ГОСТ 20298-74) или др.
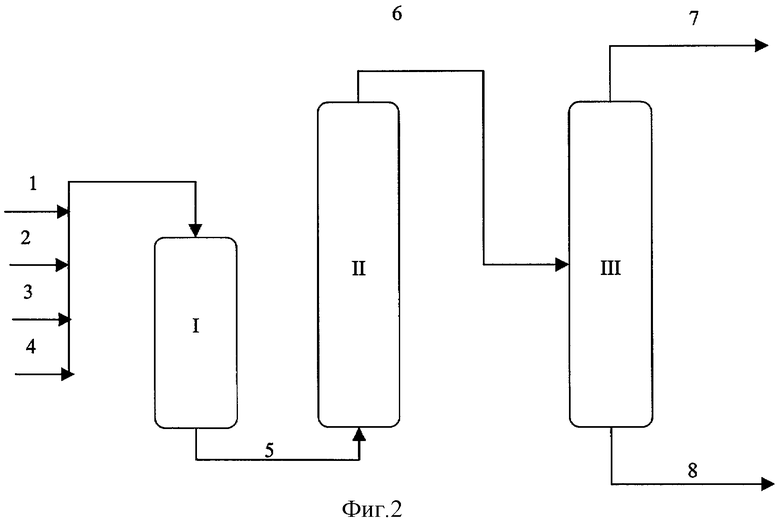
По предлагаемому техническому решению фиг.2 метанол (поток 1), ББФ (поток 2), фракцию ДМЭ (поток 3) и изобутанол (поток 4) в заданных соотношениях закачивают в емкость I. Полученную смесь (поток 5) подают в реактор II, заполненный катализатором-сульфокатионитом в Н-форме. Выходящую из реактора II реакционную смесь (поток 6) направляют в ректификационную колонну III, верхом которой выводят отработанную ББФ (поток 7), а кубом выводят целевой продукт (поток 8) - смесь МТБЭ и МИБЭ.
В качестве исходных реагентов используют метанол (ГОСТ 2222-78), ББФ каталитического крекинга, фракцию ДМЭ производства метанола и изобутанол (ГОСТ 9536-79). В качестве катализатора используют сульфокатионит в Н-форме, например, КУ-2-8 (ГОСТ 20298-74).
Пример 1 (по прототипу).
Метанол (поток 1) закачивают в емкость I в количестве 748 г. ББФ с содержанием изобутилена 16,2% мас. (поток 2) закачивают в емкость I в количестве 8000 г. Полученную сырьевую смесь (8748 г) (поток 3) состава, мас.%: углеводороды С4 - 76,64; изобутилен - 14,81; метанол - 8,55 при мольном соотношении метанол:изобутилен 1,01:1,00 непрерывно подают в реактор II с объемом катализатора 170 см3 со скоростью 178,5 г/час (306 см3/час), т.е. с объемной скоростью 1,8 ч-1. В реакторе с электрообогреваемой рубашкой поддерживают температуру на входе 50°С, а на выходе 60°С и давление 1,6 МПа. Выходящую из реактора II смесь (поток 4) состава, мас.%: МТБЭ - 22,00; метанол - 0,54; изобутилен - 0,81; триметилкарбинол (ТМК) - 0,01; ДМЭ - 0,01; C8-олефины - следы; углеводороды С4 - 76,63 направляют в ректификационную колонну III, верхом которой отбирают дистиллят (поток 5) в количестве 139,4 г/час состава мас.%: метанол - 0,70; изобутилен - 1,02; МТБЭ - 0,21; углеводороды - С4 98,07; ТМК - следы; ДМЭ - следы. Из куба ректификационной колонны III отбирают продукт (поток 6) в количестве 39,1 г/час состава, мас.%: МТБЭ - 99,79; ТМК - 0,06; углеводороды С4 - 0,14; C8-олефины - следы. Выход кубового продукта составляет 1914,8 г или 21,89 мас.% на сырье.
Пример 2 (по настоящему техническому решению).
Метанол (поток 1) в количестве 573 г, ББФ с содержанием изобутилена 16,2 мас.% (поток 2) в количестве 7609 г, фракция ДМЭ с содержанием метанола 1,17 мас.% (поток 3) в количестве 231 г и изобутанол (поток 4) в количестве 335 г закачивают в емкость I. Полученную сырьевую смесь (8748 г) из емкости I (поток 5) состава, мас.%: углеводороды С4 - 72,89; изобутилен - 14,09; метанол - 6,58; ДМЭ - 2,61; изобутанол - 3,83, мольном соотношении метанол:изобутилен:ДМЭ:изобутанол 0,82:1,00:0,21:0,21 непрерывно подают в реактор II с объемом катализатора 170 см3 со скоростью 180,2 г/час (306 см3/час), т.е. с объемной скоростью 1,8 ч-1. В реакторе с электрообогреваемой рубашкой поддерживают температуру на входе 50°С, на выходе 70°С и давление 1,6 МПа. Выходящую из реактора II смесь (поток 6) состава, мас.%: МТБЭ - 20,92; метанол - 0,46; изобутилен - 0,75; ТМК - 0,03; ДМЭ - 0,47; углеводороды С4 - 72,89; изобутанол - 0,36; МИБЭ - 4,12 направляют в ректификационную колонну III, верхом которой отбирают дистиллят (поток 7) в количестве 134,6 г/час состава, мас.%: углеводороды С4 - 97,51; ДМЭ - 0,63; метанол - 0,61; изобутилен - 1,01; МТБЭ - 0,20; МИБЭ - 0,02. Из куба ректификационной колонны III отбирают продукт (поток 8) в количестве 45,6 г/час состава, мас.%: МТБЭ - 82,17; ТМК - 0,04; МИБЭ - 16,23; углеводороды С4 - 0,12; изобутанол - 1,44. Сумма МТБЭ и МИБЭ, мас.%, 98,41. Выход кубового продукта составляет 2211,6 г или 25,28 мас.% на сырье. Скорость отбора эфиров по сравнению с прототипом возросла с 39,1 до 45,6 г/час или на 14,3% отн. При переэтерификации ДМЭ изобутанолом за счет образования дополнительного метанола его количество в исходной смеси снижено с 748 до 573 г или на 23,4 мас.%.
Пример 3 (по настоящему техническому решению).
Метанол (поток 1) в количестве 525 г, ББФ с содержанием изобутилена 16,2 мас.% (поток 2) в количестве 7507 г, фракция ДМЭ с содержанием метанола 1,17 мас.% (поток 3) в количестве 276 г, изобутанол (поток 4) в количестве 440 г закачивают в емкость I. Полученная сырьевая смесь (8748 г) из емкости I (поток 5) состава, мас.%: углеводороды С4 - 71,91; изобутилен - 13,90; метанол - 6,04; ДМЭ - 3,12; изобутанол - 5,03, мольном соотношении метанол:изобутилен:ДМЭ:изобутанол 0,76:1,00:0,27:0,27 непрерывно подают в реактор II с объемом катализатора 170 см3 со скоростью 180,7 г/час (306 см3/час), т.е. с объемной скоростью 1,8 ч-1. В реакторе с электрообогреваемой рубашкой поддерживают температуру на входе 50°С, на выходе 70°С и давление 1,6 МПа. Выходящую из реактора II смесь (поток 6) состава, мас.%: МТБЭ - 20,64; метанол - 0,48; изобутилен - 0,74; ТМК - 0,03; ДМЭ - 0,31; углеводороды С4 - 71,91; изобутанол - 0,48; МИБЭ - 5,41 направляют в ректификационную колонну III, верхом которой отбирают дистиллят (поток 7) в количестве 133,0 г/час состава, мас.%: углеводороды С4 - 97,67; ДМЭ - 0,41; метанол - 0,65; изобутилен - 1,01; МТБЭ - 0,20; МИБЭ - 0,03. Из куба ректификационной колонны III отбирают продукт (поток 8) в количестве 47,7 г/час состава, мас.%: МТБЭ - 77,62; ТМК - 0,05; МИБЭ - 20,41; углеводороды С4 - 0,11; изобутанол - 1,81. Сумма МТБЭ и МИБЭ 98,04 мас.%. Выход кубового продукта составляет 2309,8 г или 26,40 мас.% на сырье. Скорость отбора эфиров по сравнению с прототипом возросла с 39,1 г/час до 47,7 г/час или на 18,1% отн. При переэтерификации ДМЭ изобутанолом за счет образования дополнительного метанола, его исходное количество в смеси снижено по сравнению с прототипом с 748 до 525 г или на 29,8% отн.
Пример 4 (по настоящему техническому решению).
Метанол (поток 1) в количестве 480 г, ББФ с содержанием изобутилена 16,2 мас.% (поток 2) в количестве 7410 г, фракцию ДМЭ в количестве 329 г (поток 3) с содержанием ДМЭ 98,83 мас.%; метанола 1,17 мас.%, изобутанол (поток 4) в количестве 529 г закачивают в емкость I. Полученная сырьевая смесь (8748 г) из емкости I (поток 5) состава, мас.%: углеводороды С4 - 70,98; изобутилен - 13,72; метанол - 5,53; ДМЭ - 3,72; изобутанол - 6,05, мольном соотношении метанол:изобутилен:ДМЭ:изобутанол 0,71:1,00:0,33:0,33 непрерывно подают в реактор II (объем катализатора 170 см3) со скоростью 181,2 г/час (306 см3/час), т.е. с объемной скоростью 1,8 ч-1. В реакторе с электрообогреваемой рубашкой поддерживается температура на входе 50°С, на выходе 70°С и давление 1,6 МПа. Выходящую из реактора II смесь (поток 6) состава, мас.%: МТБЭ - 20,37; метанол - 0,46; изобутилен - 0,73; ТМК - 0,04; ДМЭ - 0,33; углеводороды С4 - 70,98; изобутанол - 0,57; МИБЭ - 6,51 направляют в ректификационную колонну III, верхом которой отбирают дистиллят (поток 7) в количестве 131,7 г/час состава, мас.%: углеводороды С4 - 97,64; ДМЭ - 0,46; метанол - 0,64; изобутилен - 1,00; МТБЭ - 0,20; МИБЭ - 0,04. Из куба ректификационной колонны III отбирают продукт в количестве 49,5 г/час состава, мас.%: МТБЭ - 74,02; ТМК - 0,05; МИБЭ - 23,72; изобутанол - 2,10; углеводороды С4 - 0,10. Сумма МТБЭ и МИБЭ, мас.%, 97,74. Выход кубового продукта составляет 2390,8 г или 27,33 мас.% на сырье. Скорость отбора эфиров по сравнению с прототипом возросла с 39,1 до 49,5 г/час или на 21,1% отн. При переэтерификации ДМЭ изобутанолом за счет образования дополнительного метанола его количество в исходной смеси снижено с 748 до 480 г, или на 35,83% отн.
Пример 5 (по настоящему техническому решению).
Метанол (поток 1) в количестве 439 г, ББФ с содержанием изобутилена 16,2 мас.% (поток 2) в количестве 7297 г, фракцию ДМЭ в количестве 392 г (поток 3) с содержанием ДМЭ, мас.%: 98,83; метанола - 1,17, изобутанол (поток 4) в количестве 624 г закачивают в емкость I. Полученная сырьевая смесь (8748 г) из емкости I (поток 5) состава, мас.%: углеводороды С4 - 69,90; изобутилен - 13,51; метанол - 5,02; ДМЭ - 4,44; изобутанол - 7,13, мольном соотношении метанол:изобутилен:ДМЭ:изобутанол 0,66:1,00:0,40:0,40 непрерывно подают в реактор II (объем катализатора 170 см3) со скоростью 181,8 г/час (306 см3/час), т.е. с объемной скоростью 1,8 ч-1. В реакторе с электрообогреваемой рубашкой поддерживается температура на входе 50°С, на выходе 70°С и давление 1,6 МПа. Выходящую из реактора II смесь (поток 6) состава, мас.%: МТБЭ - 20,05; метанол - 0,54; изобутилен - 0,71; ТМК - 0,04; ДМЭ - 0,44; углеводороды С4 - 69,86; изобутанол - 0,68; МИБЭ - 7,68 направляют в ректификационную колонну III, верхом которой отбирают дистиллят (поток 7) в количестве 130,4 г/час состава, мас.%: углеводороды С4 - 97,37; ДМЭ - 0,61; метанол - 0,75; изобутилен - 0,99; МТБЭ - 0,20; МИБЭ - 0,05. Из куба ректификационной колонны III отбирают продукт в количестве 51,4 г/час состава, мас.%: МТБЭ - 70,41; ТМК - 0,06; МИБЭ - 27,03; изобутанол - 2,39; углеводороды С4 - 0,10. Сумма МТБЭ и МИБЭ, мас.%, 97,44. Выход кубового продукта составляет 2773,7 г или 28,28 мас.% на сырье. Скорость отбора эфиров по сравнению с прототипом возросла с 39,1 до 51,4 г/час или на 24,0% отн. При переэтерификации ДМЭ изобутанолом за счет образования дополнительного метанола его количество в исходной смеси снижено с 748 до 439 г, или на 41,3% отн.
Пример 6 (по настоящему техническому решению).
Метанол (поток 1) в количестве 400 г, ББФ с содержанием изобутилена 16,2 мас.% (поток 2) в количестве 7212 г, фракцию ДМЭ в количестве 442 г (поток 3) с содержанием ДМЭ, мас.% 98,83; метанола - 1,17, изобутанол (поток 4) в количестве 694 г закачивают в емкость I. Полученную сырьевую смесь (8748 г) из емкости I (поток 5) состава, мас.%: углеводороды С4 - 69,09; изобутилен - 13,36; метанол - 4,63; ДМЭ - 4,99; изобутанол - 7,93, мольном соотношении метанол:изобутилен:ДМЭ:изобутанол 0,61:1,00:0,46:0,45 непрерывно подают в реактор II (объем катализатора 170 см3) со скоростью 182,1 г/час (306 см3/час), т.е. с объемной скоростью 1,8 ч-1. В реакторе с электрообогреваемой рубашкой поддерживается температура на входе 50°С, на выходе 70°С и давление 1,6 МПа. Выходящую из реактора II смесь (поток 6) состава, мас.%: МТБЭ - 19,83; метанол - 0,49; изобутилен - 0,70; ТМК - 0,05; ДМЭ - 0,56; углеводороды С4 - 69,09; изобутанол - 0,75; МИБЭ - 8,54 направляют в ректификационную колонну III, верхом которой отбирают дистиллят (поток 7) в количестве 129,30 г/час состава, мас.%: углеводороды С4 - 97,25; ДМЭ - 0,78; метанол - 0,69; изобутилен - 0,99; МТБЭ - 0,20; МИБЭ - 0,05. Из куба ректификационной колонны III отбирают продукт в количестве 52,8 г/час состава, мас.%: МТБЭ - 67,92; ТМК - 0,06; МИБЭ - 29,32; изобутанол - 2,60; углеводороды С4 - 0,10. Сумма МТБЭ и МИБЭ, мас.% 97,24. Выход кубового продукта составляет 2536,1 г или 28,99 мас.% на сырье. Скорость отбора эфиров по сравнению с прототипом возросла с 39,1 до 52,8 г/час или на 24,0% отн. При переэтерификации ДМЭ изобутанолом за счет образования дополнительного метанола его количество в исходной смеси снижено с 748 до 400 г, или на 46,5% отн.
Полученные эфиры МТБЭ (пример 1) и смеси МТБЭ и МИБЭ (примеры 2, 3, 4, 5, 6) компаундировали с бензином риформинга. Представленные в таблице результаты показывают, что смесь эфиров по примерам 2, 3 и 4 как октанповышающая добавка не уступает по эффективности чистому МТБЭ. Смесь эфиров по примерам 5 и 6, содержащая повышенное содержание изобутанола, в композициях бензина риформинга имеет пониженные показатели.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1994 |
|
RU2063397C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1994 |
|
RU2063398C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2030383C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2008304C1 |
| СПОСОБ СОВМЕСТНОГО ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА И ДИМЕРОВ ИЗОБУТИЛЕНА | 2004 |
|
RU2270828C1 |
| Способ получения метил(этил)-трет-бутилового эфира | 2021 |
|
RU2778127C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 2003 |
|
RU2248343C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2029758C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2032657C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 2010 |
|
RU2456263C2 |
Изобретение относится к нефтехимической промышленности, в частности к способу совместного получения метилтретбутилового и метилизобутилового эфиров, которые находят применение в качестве высокооктановой добавки к моторным топливам. Сущность изобретения: проводят обработку изобутиленсодержащей фракции метанолом в жидкой фазе, при нагревании, под давлением, в присутствии катализатора-сульфокатионита в Н-форме. Затем проводят разделение продуктов реакции в ректификационной колонне. При этом в состав сырья дополнительно включают диметиловый эфир и изобутанол при следующем мольном соотношении компонентов метанол:изобутилен:диметиловый эфир:изобутанол, составляющем 0,82-0,71:1:0,21-0,33:0,21-0,33, соответственно. Обрабатывают в жидкой фазе. Температуру в реакционной зоне поддерживают в интервале 50-70°С, а давление 1,6 МПа. Технический результат: возможность одновременного получения различных эфиров, упрощение процесса. 2 ил., 1 табл.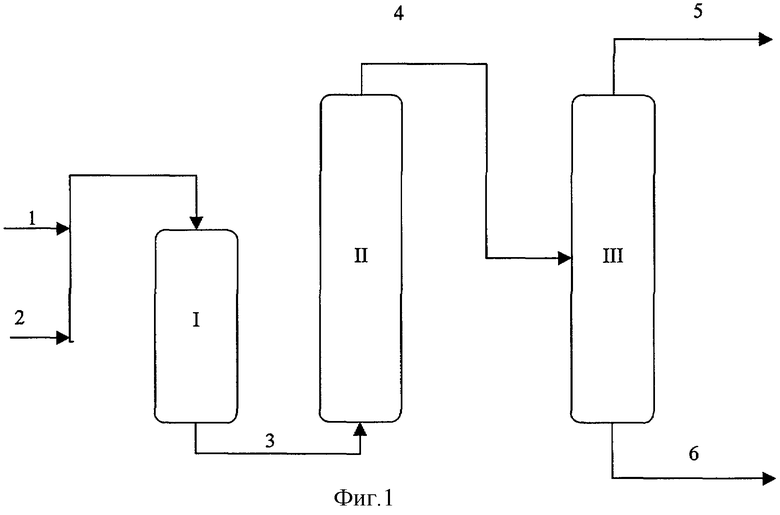
Способ получения эфиров, включающий обработку метанолом изобутиленсодержащей фракции, которую проводят в жидкой фазе при нагревании под давлением в присутствии катализатора-сульфокатионита в Н-форме, разделение продуктов реакции в ректификационной колонне, отличающийся тем, что в состав сырья дополнительно вводят диметиловый эфир и изобутанол при следующем мольном соотношении компонентов: метанол:изобутилен:диметиловый эфир:изобутанол соответственно 0,82-0,71:1:0,21-0,33:0,21-0,33, температуру в реакционной зоне поддерживают в интервале 50-70°С, а давление 1,6 МПа.
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1994 |
|
RU2063398C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭФИРНОГО ПРОДУКТА (ВАРИАНТЫ) | 1997 |
|
RU2167848C2 |
| СПОСОБ ПОЛУЧЕНИЯ C*001-C*004-АЛКИЛ-ТРЕТ-С*004-С*005-АЛКИЛОВЫХ ПРОСТЫХ ЭФИРОВ | 1994 |
|
RU2070189C1 |
| 0 |
|
SU323134A1 | |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

