Изобретение относится к технике газодуговой резки, в частности к воздушно-плазменной резке, и может быть использовано на предприятиях машиностроения в условиях мелкосерийного и опытно-промышленного производства.
Детали, полученные, например, путем штамповки, требуют круговой обрезки. В условиях массового производства обычно применяют обрубные штампы, что не всегда экономически оправдано при мелкосерийном и опытно-промышленном производстве, так как это требует значительных капитальных вложений. Автоматизация же процесса обрезки деталей, полученных методом холодной объемной штамповки, например являющихся элементами кузова легковых автомобилей, представляет определенные трудности, так как они имеют обычно сложную объемно-пространственную форму, что приводит к необходимости использования дорогостоящих и сложных в эксплуатации и обслуживании робототехнических комплексов и изготовления оснастки, обеспечивающей пространственную ориентацию обрезаемой детали. В случае широкой номенклатуры обрезаемых деталей необходима частая смена оснастки и переналадка параметров процесса.
При мелкосерийном и опытно-промышленном производстве ручная резка каждой детали механическими средствами требует ее предварительной разметки, является трудоемкой и малопроизводительной. Резка ножницами ведет к деформации обрезаемых кромок и необходимости последующей их правки.
По сравнению с ручной резкой ножницами воздушно-плазменная резка позволяет избежать механических деформаций кромки и, как следствие, последующей операций правки.
Плазменную резку можно вести, используя шаблон или оснастку, исключая предварительную разметку, при этом трудоемкость обрезки объемных деталей кузова значительно снижается, а производительность увеличивается.
Для удобства выполнения резки изделий со сложной пространственной ориентацией изделие приходиться устанавливать в различные положения с помощью приспособлений, одним из которых является, например, позиционер - приспособление, предназначенное для установки изделия в удобное для резки пространственное положение. Обычно позиционер не перемещает изделие со скоростью сварки, а только удерживает его в заданном положении.
Известен способ фиксации детали при сварке, заключающийся в том, что деталь в позиции сварки удерживают несколькими зажимами и ее после сварки переводят в позицию контроля, в которой определяют фактическое положение заданных контрольных точек на ней. Положение этих точек сравнивают с эталонным их расположением и в случае обнаружения их отклонений от эталонного расположения производят компенсацию отклонений путем переналадки зажимов, чтобы устранить ошибку при сварке следующей детали [Патент США №6173882, кл. В 23 К 31/12, В 23 К 26/00, 2001].
Этот способ не обеспечивает условия для безошибочного проведения самого процесса сварки, а также требует дополнительного времени на контроль и переналадку.
Известен способ обрезки деталей, взятый за прототип, предусматривающий воздушно-плазменную обрезку этих деталей по контуру с использованием рабочего стола и оснастки [Автоматизированная установка воздушно-плазменной резки для изготовления кузовных деталей автомобилей. Нестеров В.Н., Грузовик и автобус, троллейбус, трамвай. 2001, №1, с.34-35].
Этот способ может быть использован в условиях серийного и массового производства, но при этом является сложным и дорогим.
Задача, на решение которой направлено заявляемое изобретение, заключается в разработке такого способа обрезки, при котором оказалось бы возможным снизить трудоемкость процесса и время цикла обрезки одной детали при обеспечении требуемых геометрических размеров и качества обрезанной кромки.
Эта задача решается тем, что в способе обрезки деталей, преимущественно вытяжек отштампованных деталей, включающем воздушно-плазменную обрезку этих деталей по контуру при использовании плазмотрона с соплом, рабочего стола и оснастки, обрезаемую деталь размещают между элементами оснастки, содержащей ложемент, закрепляемый на основании рабочего стола, и шаблон, снабженный ручкой и направляющей вдоль его контура, упирают сопло плазмотрона сбоку в направляющую и производят собственно обрезку детали по внешнему контуру направляющей путем скольжения сопла относительно последней с одновременной ориентацией оси плазмотрона перпендикулярно плоскости обрезаемой детали, при этом ложемент, шаблон и обрезаемая деталь имеют подобную друг другу объемно-пространственную форму, обеспечивающую условия самофиксации их между собой, контур ложемента меньше контура шаблона, а контур последнего меньше контура детали эталонных размеров, причем в качестве ложемента и шаблона используют готовые одноименные детали, полученные путем их эталонной обрезки с последующей обработкой краев.
Размещение обрезаемой детали между элементами оснастки, содержащей ложемент, закрепляемый на основании рабочего стола, и шаблон, снабженный ручкой и направляющей вдоль его контура, в целом позволяет жестко зафиксировать деталь и обеспечить необходимые условия для проведения процесса обрезки.
Использование в качестве элемента оснастки ложемента обеспечивает опору для фиксации (закрепления) и стабильной пространственной ориентации детали, подвергаемой обрезке.
Закрепление ложемента на основании рабочего стола позволяет получить удобную позицию для обрезки детали.
Использование в качестве элемента оснастки шаблона обеспечивает получение после обрезки детали с очертаниями, соответствующими контуру чертежа, при этом сам шаблон используют как приспособление, применяемое непосредственно в процессе обрезки, а не для предварительной разметки.
Снабжение шаблона ручкой позволяет перед обрезкой быстро устанавливать его на деталь, а после окончания цикла быстро снимать его без опасности воздействия температуры.
Снабжение шаблона направляющей вдоль его контура обеспечивает условия для бокового упора сопла плазмотрона в направляющую и скольжения относительно нее в процессе обрезки.
Упирание сопла плазмоторона сбоку в направляющую шаблона позволяет проводить обрезку практически без колебания сопла, то есть с обеспечением пространственной ориентации плазмотрона в каждой точке траектории (контура) реза.
Производство обрезки детали по внешнему контуру направляющей путем скольжения сопла плазмотрона относительно последней обеспечивает воспроизводимость траектории (контура) реза.
Одновременная ориентация оси плазмотрона перпендикулярно плоскости обрезаемой детали обеспечивает качество реза с минимальными уклонами, прожогами, гратом и т.п.
Использование ложемента, шаблона и обрезаемой детали с подобной друг другу объемно-пространственной формой, обеспечивающей условия их самофиксации между собой, исключает необходимость в дополнительных приспособлениях.
Подобие же ложемента, шаблона и обрезаемой детали друг другу означает, что каждое из них можно получить из другого увеличением или уменьшением линейных размеров в одном и том же отношении.
Выполнение контура ложемента меньшим контура шаблона, а контура последнего меньшим по сравнению с контуром детали эталонных размеров позволяет в процессе обрезки детали учитывать размеры используемого плазмотрона, тем самым обеспечивая условия для точного воспроизведения контура детали при ее обрезке (использование шаблона), а также не препятствовать проходу продуктов резки и обеспечивать стабильную пространственную ориентацию обрезаемой детали в удобной для обрезки позиции (использование ложемента).
Использование в качестве шаблона и ложемента готовых одноименных деталей путем их эталонной обрезки с последующей обработкой краев позволяет без особых затрат получить из этих деталей образцы, которые могут служить эталоном для мелкосерийного и серийного воспроизведения этих же деталей, а в процессе обрезки обеспечить высокую точность этого процесса.
Предлагаемый способ иллюстрируется чертежами, на которых изображено:
на фиг.1 - контур готовой детали 1, например основания заднего сидения автомобиля, вид в плане;
на фиг.2 - контур вытяжки 2 отштампованной детали в сравнении с контуром готовой детали, обозначенным пунктиром, вид в плане;
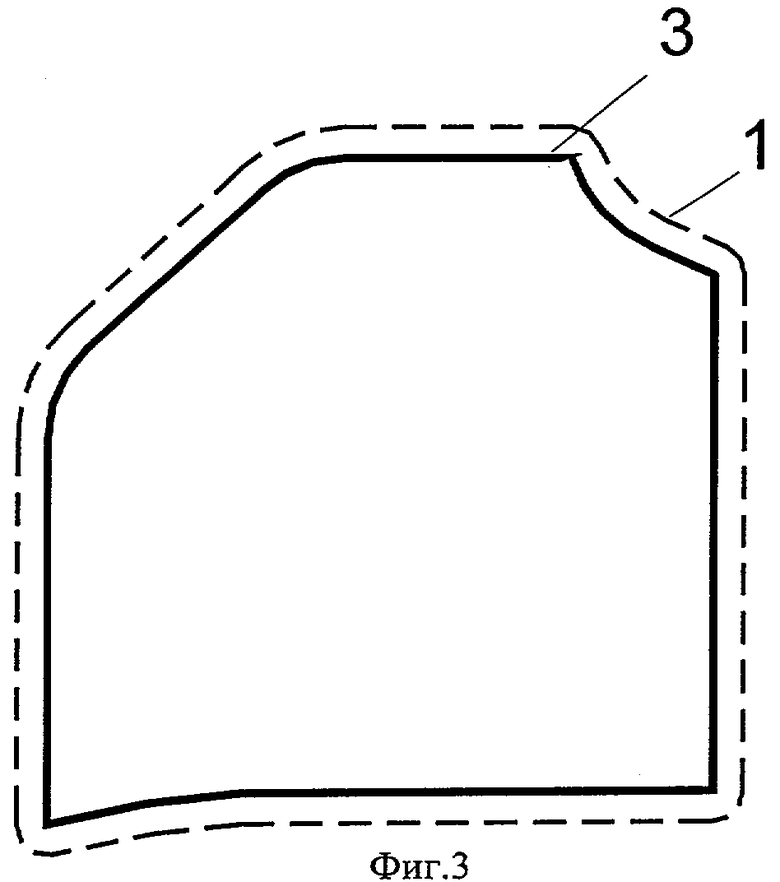
на фиг.3 - контур ложемента 3, изготовленного из серийной детали, в сравнении с контуром готовой детали, обозначенным пунктиром, вид в плане;
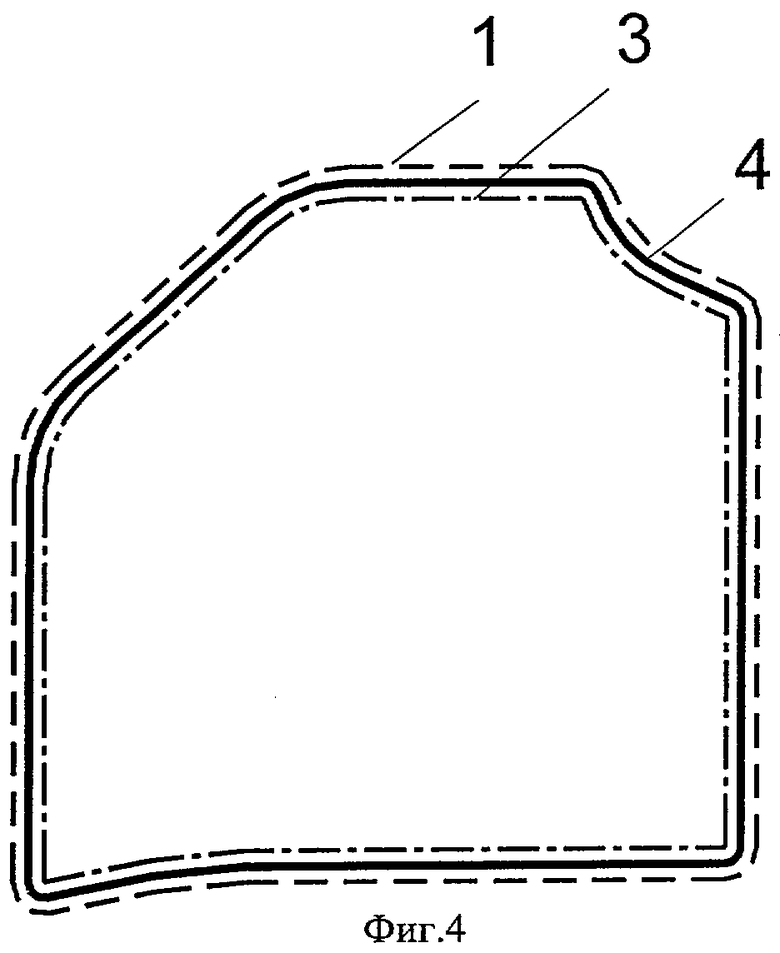
на фиг.4 - контур шаблона 4, изготовленного из серийной детали, в сравнении с контуром готовой детали, обозначенным пунктиром, и контуром ложемента, обозначенным штрихпунктиром, вид в плане;
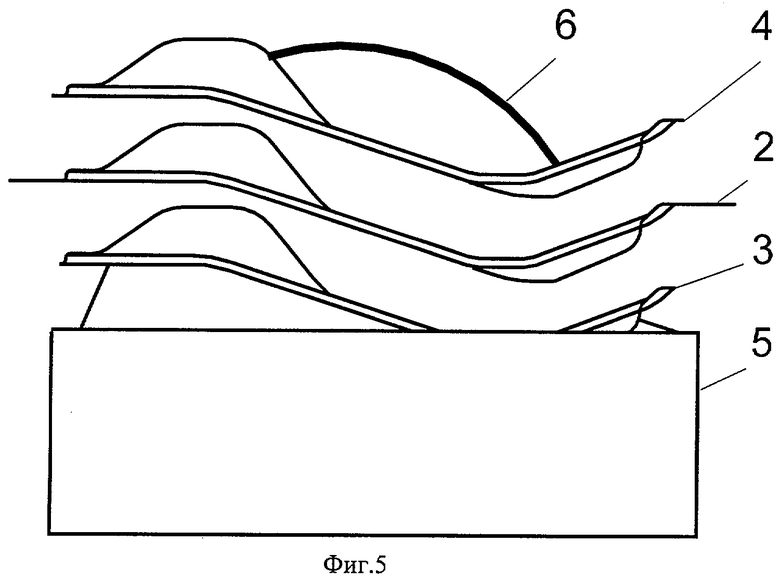
на фиг.5 - элементы сборки оснастки с обрезаемой деталью перед их взаимной фиксацией, где позицией 5 обозначено основание рабочего стола, а позицией 6 - ручка шаблона;
на фиг.6 - то же, в зафиксированном положении, плазмотрон не показан;
на фиг.7 - вид А на фиг.6, до работы плазмотрона, где позицией 7 обозначена направляющая шаблона, 8 - плазмотрон, 9 - ось плазмотрона;
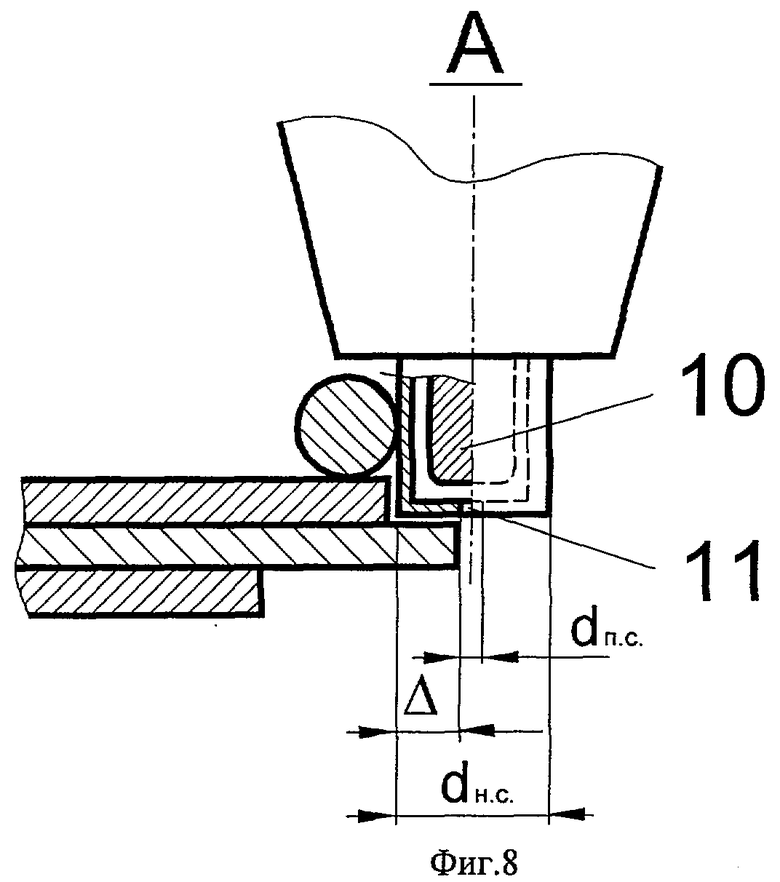
на фиг.8 - то же, при работе плазмотрона, где позицией 10 обозначен электрод, а 11 - плазмообразующее сопло.
Способ обрезки деталей с криволинейным контуром осуществляют следующим образом.
Ложемент 3 (фиг.5 и 6), изготовленный в соответствии со способом, крепят к основанию 5, которое представляет собой платформу, внутри контура которой размещены средства для закрепления держателя ложемента (не показаны), причем в позиции, обеспечивающей наиболее благоприятные (оптимальные) условия для работы оператора. Далее обрезаемую деталь 2 накладывают на ложемент 3 и фиксируют на нем, а затем сверху накладывают шаблон 4, после чего плазмотрон 8 (фиг.7) подводят к детали 2, упирают его сопло сбоку в направляющую 7 шаблона 4 и производят обрезку детали по внешнему контуру направляющей путем скольжения сопла относительно нее с одновременной ориентацией оси 9 плазмотрона перпендикулярно плоскости обрезаемой детали.
При правильно выбранной скорости перемещения резака ширина реза получается равномерной и составляет 1,0-2,0 диаметра плазмообразующего сопла 11 (фиг.8), а кромки получаются чистыми, с минимальными скосами и практически без грата.
После того как оснастка изготовлена, производят с ее помощью обрезку установочной (опытной) партии деталей, которую затем передают на метрологические измерения для проверки соответствия геометрических и других параметров требованиям конструкторской документации. Если это соответствие установлено и подтверждено, то эта деталь считается эталоном, а процесс - эталонированным. В дальнейшем при необходимости эталонирование может повторяться с периодичностью, обусловленной технологией.
Применение предлагаемого изобретения позволяет в сжатые сроки и с минимальными затратами организовать процесс обрезки деталей сложной формы.
Пример. Осуществляли обрезку вытяжек отштампованных деталей по контуру с использованием установки ручной воздушно-плазменной резки типа ДС-90П (НПП «Технотрон», Россия), укомплектованной плазмотроном PSB-31 (ф. Alexander Binzel, Германия), в котором наружный диаметр сопловой части равен 11,0 мм, диаметр плазмообразующего сопла - 1,0 мм. Величина смещения направляющей рассчитывалась по формуле:
Δ=1/2(dн.c.-(1,0-2,0)dп.c.),
где Δ - величина смещения;
dн.c. - наружный диаметр сопловой части;
dп.c. - диаметр плазмообразующего сопла.
Коэффициент (1,0-2,0) учитывает изменение ширины реза в зависимости от износа (эрозии) плазмообразующего сопла 11 (фиг.8), электрода 10 и параметров реза (скорость движения, ток).
В нашем примере Δmin=1/2(11-1,0)=5,0 мм, Δmax=1/2(11-2,0)=4,5 мм, т.е. в номинале можно выбрать величину смещения Δ=(4,75±0,25) мм.
Расчет иллюстрируется фиг.8.
На основании рабочего стола разместили ложемент 3, полученный обрезкой по 30 мм от края детали (>5 мм), на нем зафиксировали обрезаемую деталь 2, а сверху наложили шаблон 4, полученный обрезкой по 4,75 мм от края детали (с учетом размера используемого плазмотрона). После завершения сборки произвели обрезку вытяжки 2, поддерживая боковой контакт внешней образующей сопловой части с направляющей 7 на шаблоне 4 по ее контуру, опирая сопло плазмотрона на обрезаемую деталь с одновременной ориентацией оси 9 плазмотрона перпендикулярно плоскости этой детали.
Параметры технологии следующие:
- толщина разрезаемого металла - 0,8 мм;
- диаметр плазмообразующего сопла - 1,0 мм;
- ток резки - 40-50 А;
- скорость резки - 6-8 м/мин;
- расход воздуха - 90-100 л/мин.
Время цикла обрезки одной детали составило 50-60 с.
Качество обрезанных деталей такое, что не требует последующей операции правки и зачистки от грата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫРЕЗКИ КОНТУРА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2470769C1 |
| Устройство для термической резки деталей из листов | 1981 |
|
SU998032A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009027C1 |
| ПЛАЗМОТРОН | 2016 |
|
RU2637548C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМОХИМИЧЕСКОГО ГИДРОКРЕКИНГА УГЛЕВОДОРОДНЫХ ФРАКЦИЙ | 2009 |
|
RU2411286C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107739C1 |
| Способ зажигания трехфазной плазменной дуги | 1991 |
|
SU1802768A3 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |



Изобретение относится к технике газодуговой резки, а именно к воздушно-плазменной резке деталей с криволинейным контуром, преимущественно вытяжек отштампованных деталей, с применением рабочего стола и оснастки и может быть использовано в условиях мелкосерийного и опытно-промышленного производства на машиностроительных заводах. Обрезаемую деталь (2) размещают между элементами оснастки, содержащей ложемент, закрепляемый на основании рабочего стола, и шаблон, снабженный ручкой и направляющей вдоль его контура. Упирают сопло плазмотрона сбоку в направляющую и производят обрезку детали по внешнему контуру направляющей путем скольжения сопла относительно последней с одновременной ориентацией оси плазмотрона перпендикулярно плоскости обрезаемой детали. Ложемент, шаблон и обрезаемая деталь имеют подобную друг другу объемно-пространственную форму, обеспечивающую условия самофиксации их между собой. Контур ложемента меньше контура шаблона, а контур последнего меньше контура детали эталонных размеров (1). В качестве ложемента и шаблона используют готовые одноименные детали, полученные путем их эталонной обрезки с последующей обработкой краев. Это позволит снизить трудоемкость процесса и время цикла обрезки одной детали при обеспечении требуемых геометрических размеров и качества обрезанной кромки. 8 ил.
Способ обрезки деталей с криволинейным контуром, преимущественно вытяжек отштампованных деталей, предусматривающий воздушно-плазменную обрезку этих деталей по контуру с использованием рабочего стола и оснастки, отличающийся тем, что обрезаемую деталь размещают между элементами оснастки, содержащей ложемент, закрепляемый на основании рабочего стола, и шаблон, снабженный ручкой и направляющей вдоль его контура, упирают сопло плазмотрона сбоку в направляющую и производят собственно обрезку детали по внешнему контуру направляющей путем скольжения сопла относительно последней с одновременной ориентацией оси плазмотрона перпендикулярно плоскости обрезаемой детали, при этом ложемент, шаблон и обрезаемая деталь имеют идентичную объемно-пространственную форму и подобны друг другу, контур ложемента меньше контура шаблона, а контур последнего меньше контура детали эталонных размеров, причем в качестве ложемента и шаблона используют готовые одноименные детали, полученные путем эталонной обрезки их и последующей обработки краев.
| НЕСТЕРОВ В.Н | |||
| и др., Автоматизированная установка воздушно-плазменной резки для изготовления кузовных деталей автомобилей // Грузовик & автобус, троллейбус, трамвай, 2001, №1, с.34-35 | |||
| СТЕНД ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1994 |
|
RU2089366C1 |
| Способ двухпроходной поверхностной плазменной резки конусных деталей | 1980 |
|
SU967005A1 |
| Устройство для обрезки кромок крупногабаритных днищ | 1969 |
|
SU468720A1 |
| ЛИНИЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1983 |
|
SU1150846A1 |
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU738804A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

