Изобретение относится к листопрокатному производству, а именно к конструкции устройств для транспортирования и пакетирования листового материала, например, в агрегатах поперечной резки горячекатаной полосы.
Известен агрегат АПР 3-12*1850, предназначенный для поперечной резки горячекатаных стальных полос, смотанных в рулоны, на листы мерной длины, с последующей сортировкой, укладкой в пачки и обвязкой ("Адъюстажное оборудование прокатных цехов", отраслевой каталог 20-90-01 ЦНИИинформтяжмаш, Москва, 1990 г., стр.12-13). В конце этого агрегата установлено оборудование для сортировки и укладки листов в пачки, состоящее из трех листоукладчиков (по числу карманов для укладки) с опрокинутыми электромагнитными рольгангами и секциями боковых направляющих линеек, подъемных столов, поперечных цепных транспортеров и выдвижных упоров. Наибольшая высота набора пачки листов - до 500 мм, длина листов от 2,5 до 12 метров, наибольшая масса пачки листов - 15 т.
Недостатки этого оборудования заключаются в следующем.
Для набора кондиционных пачек из листов большой длины (например, от 9 до 12 метров) используют только два листоукладчика из трех имеющихся, т.к. один листоукладчик используют для отсортировки некондиционных листов (например, коротких обрезков передних и задних концов полос, коротких выбраковок по качеству, длине и т.п.). В этом случае малопроизводительная работа одного листоукладчика оправдана, технологический процесс не замедляется.
При наборе кондиционных пачек малой и средней длины (от 2,5 до 9 метров), особенно при малотоннажных заказах пачек разной длины, для увеличения производительности имеется техническая возможность использовать один из листоукладчиков одновременно для укладки кондиционных и некондиционных пачек (если сумма их длин меньше рабочей длины листоукладчика, например, на 1÷2 метра, а интенсивность работы АПР 3-12*1850 поддерживается в высокопроизводительном проектном положении). Однако ни один из листоукладчиков не предназначен для раздельного вывода кондиционных и некондиционных пачек (из-за конструктивных особенностей подъемного стола и поперечных цепных транспортеров), поэтому вместе с выводом кондиционной пачки требуемой высоты выводится пачка некондиционного металла, состоящая из двух-трех обрезков листа. Это затрудняет дальнейший технологический процесс по переработке некондиционного металла (транспортировку, обвязку, перегрузку, складирование, отгрузку на переработку).
Наиболее близким по своей технической сущности и достигаемым результатам к заявленному изобретению является электромагнитный листоукладчик рольгангового типа, выполненного в виде опрокинутого электромагнитного рольганга и состоящего из электромагнитных роликов с секциями боковых направляющих линеек, стационарного переднего упора, рычажно-приводного подъемного стола, выполненного в виде рамы с возвышающимися над рамой опорами, расположенными параллельно относительно друг друга в ряд с определенным шагом, поперечного многоцепного транспортера, верхние ветви которого расположены в промежутках между опорами перпендикулярно оси электромагнитного рольганга и индивидуально приводных задних упоров, выполненных в виде металлической пластины специальной формы и установленных во всех опорах рамы подъемного стола с возможностью возвратно-поступательного движения (патент РФ №2225767, МПК В 21 D 43/22, В 21 В 47/02, 2004 г.).
Недостатки известного листоукладчика заключаются также в невозможности раздельного вывода пакетов кондиционного и некондиционного металла, особенно актуального при высокопроизводительной работе (из-за конструктивных особенностей подъемного стола и поперечного многоцепного транспортера).
Технический результат изобретения - расширение технологических возможностей для одновременного формирования двух полнотоннажных пачек металла, суммарная длина которых меньше максимальной проектной длины пачки, формируемой листоукладчиком, с возможностью независимого вывода из листоукладчика одной из двух сформированных пачек.
Технический результат достигается тем, что в электромагнитном листоукладчике для одновременного формирования двух пачек металла, состоящем из опрокинутого электромагнитного рольганга с секциями боковых направляющих линеек, переднего упора, рычажно-приводного подъемного стола, выполненного в виде рамы с возвышающимися над рамой опорами, расположенными параллельно относительно друг друга в ряд с определенным шагом, поперечного многоцепного транспортера, верхние ветви которого расположены в промежутках между опорами перпендикулярно оси электромагнитного рольганга, согласно предложению опоры, расположенные на раме со стороны входа листов в листоукладчик, выполнены с возможностью их дополнительного подъема относительно рамы на величину, большую расстояния от рабочей плоскости опор в нижнем положении подъемного стола до рабочей плоскости поперечного многоцепного транспортера, а также тем, что опоры, дополнительно поднимаемые относительно рамы, выполнены в виде направляющих, неподвижных относительно рамы, и съемных грибовидных вставок, сопрягаемых с направляющими с возможностью их возвратно-поступательного перемещения относительно направляющих в вертикальном направлении, и, кроме того, тем, что листоукладчик выполнен с неподвижно закрепленными двухходовыми фиксаторами вертикального перемещения вставок, при этом вставки выполнены с фиксирующей прорезью.
На фиг.1 изображен электромагнитный листоукладчик для одновременного формирования двух пачек металла, варианты №1, №2, схематичное изображение; на фиг.2 - выноска I на фиг.1, вариант №1; на фиг.3 - выноска I на фиг.1, вариант №2; на фиг.4 - разрез А-А на фиг.3, вариант №2.
Электромагнитный листоукладчик для одновременного формирования двух пачек металла по варианту №1 (фиг.1, 2) состоит из опрокинутого электромагнитного рольганга 1, закрепленного на продольных балках 2, переднего упора 3, секций боковых направляющих линеек 4, рычажно-приводного подъемного стола 5, который выполнен в виде рамы 6 с возвышающимися над рамой на одной высоте "а" опорами 7 и 7а, расположенными параллельно относительно друг друга в ряд с определенным шагом, рычажной системы 8 стола, привода 9 стола, поперечного многоцепного транспортера 10, верхние ветви 11 которого расположены в промежутках 12 между опорами перпендикулярно оси электромагнитного рольганга.
Все опоры 7а расположены на раме 6 с одной стороны листоукладчика (со стороны 13 входа листов), а все опоры 7 с другой его стороны (со стороны переднего упора 3). В нижнем положении стола 5 (статическое состояние листоукладчика) рабочая плоскость опор 7 и 7а расположена ниже рабочей плоскости верхних ветвей 11 транспортера 10 с постоянным высотным уровнем 14, например, ниже нее на некоторую величину "б" (т.е. занимает, например, высотный уровень 15 на фиг.2).
В отличие от опор 7, постоянно возвышающихся над рамой 6 на одной и той же высоте "а", все опоры 7а выполнены с возможностью их дополнительного подъема над рамой 6 на высоту "в", которая больше разности высотного уровня 14 рабочей плоскости поперечного многоцепного транспортера 10 и высотного уровня 15 рабочей плоскости опор 7 и 7а в нижнем положении рамы листоукладчика, например, на величину "г" (фиг.2). Таким образом, при использовании этой возможности в нижнем положении стола 5 (в статическом состоянии листоукладчика) высотный уровень 16 опор 7а будет выше высотного уровня 15 опор 7 (например, на величину "в") и выше высотного уровня 14 поперечного многоцепного транспортера 10 (например, на величину "г").
Возможность дополнительного подъема опор 7а (совместного или раздельного) относительно рамы 6 и опор 7 может быть обеспечена любыми известными средствами, в том числе бесступенчатыми или ступенчатыми (например, электромеханическими или гидравлическими индивидуальными или групповыми приводами, располагаемыми, например, внутри опор 7а и рамы 6).
Электромагнитный листоукладчик для одновременного формирования двух пачек металла по варианту №1, суммарная длина которых меньше максимальной проектной длины пачки, формируемой листоукладчиком, работает следующим образом.
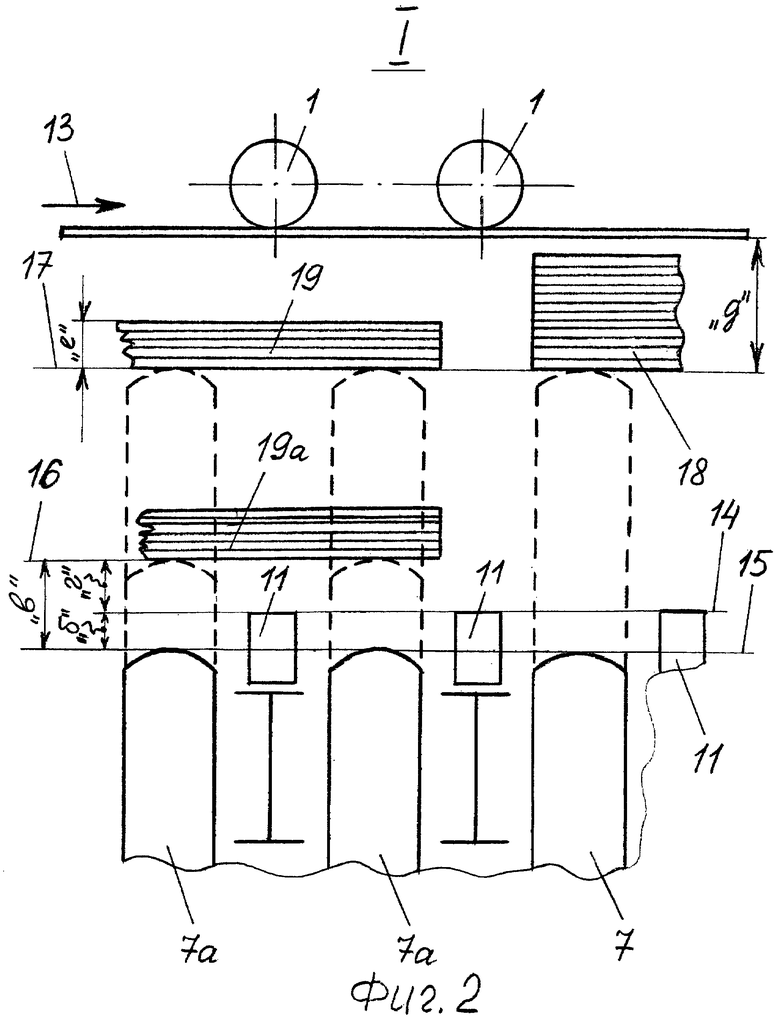
Рама 6 с возвышающимися над рамой на одной высоте "а" опорами 7 и 7а поднимается рычажной системой 8 в крайнее верхнее положение до высотного уровня 17 (фиг.1, 2), определяемое максимально допустимой величиной "д" бестравматического падения первого листа формируемой пачки 18 кондиционного металла на опоры 7. Подаваемые в направлении 13 кондиционные листы укладываются на опоры 7 в пачку 18, а некондиционные листы - на опоры 7а в пачку 19. В зависимости от высоты формируемых пачек 18 и 19 подъемный стол 5 вместе с рамой 6 и опорами 7 и 7а при наборе пачек 18 и 19 может опускаться вниз до любого из возможных промежуточных высотных уровней - от максимально возможного высотного уровня 17 до высотного уровня 14 рабочей плоскости транспортера 10 (промежуточные уровни на чертежах не показаны).
После формирования полнотоннажной пачки 18 кондиционного металла рама 6 с опорами 7 и 7а опускается рычажной системой 8 в крайнее нижнее положение (до уровня 15), но с дополнительным подъемом опор 7а на величину "в" (т.е. до уровня 16). Таким образом, набранная пачка 18 кондиционного металла передается с опор 7 на верхние ветви 11 транспортера 10 (показано только на фиг.1), а неполностью сформированная пачка 19 некондиционного металла остается на опорах 7а на высотном уровне 16 (т.е. в положении 19а на фиг.2). При включении транспортера 10 пачка 18 выводится из листоукладчика, а пачка 19 остается под рольгангом 1 на опорах 7а.
Затем начинается новый цикл формирования новой пачки 18 кондиционного металла на опоры 7 и продолжения формирования пачки 19 некондиционного металла на опоры 7а. Для этого рама 6 возвращается в крайнее верхнее положение до высотного уровня 17 вместе с пачкой 19, при этом дополнительно поднятые на величину "в" опоры 7а возвращаются в исходное положение, т.е. до высотного уровня 17, одинакового для опор 7 и 7а.
Такие циклы формирования полновесных пачек 18 и вывода их из листоукладчика повторяются до окончания формирования пачки 19 необходимой высоты (высота пачки 19 должна быть меньше максимально допустимой величины "д", т.е. меньше габаритного размера между опорами 7а и роликами рольганга 1). По окончании формирования пачки 19 некондиционного металла рама 6 с обеими пачками 18 и 19 опускается рычажной системой 8 в крайнее нижнее положение (до уровня 15), но без дополнительного подъема опор 7а на величину "в". При этом обе пачки 18 и 19 передаются с опор 7 и 7а на верхние ветви 11 транспортера 10 и совместно выводятся из листоукладчика при включении транспортера 10 (на чертеже не показано).
Если необходимая высота "е" формирования пачки 19 относительно мала (фиг.2) и сумма величин "е" и "в" меньше величины "д", то становится возможным оставлять дополнительный подъем опор 7а на величину "в" на весь длительный период формирования пачки 19, независимо от количества ранее описанных циклов формирования пачек 18 кондиционного металла (т.е. не производя изменение высотного уровня 16 опор 7а на высотный уровень 15 и обратно в течение всего времени формирования пачки 19, кроме дополнительного подъема в начале формирования пачки 19 и дополнительного опускания в конце формирования пачки 19). Такой упрощенный вариант работы листоукладчика разработан и описан ниже, в предлагаемом варианте № 2 листоукладчика.
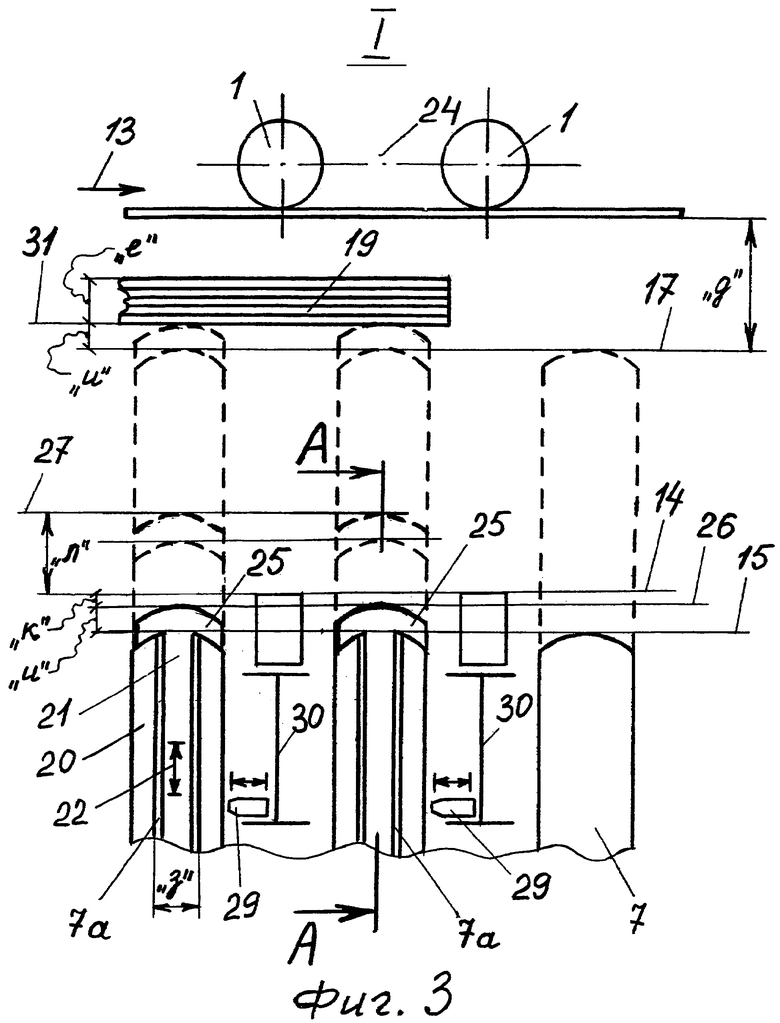
Электромагнитный листоукладчик для одновременного формирования двух пачек металла по варианту №2 (фиг.3-4) состоит из тех же узлов и деталей, что и листоукладчик по варианту №1, но с незначительным отличием конструкции опор 7а, связанными с конкретизацией привода их дополнительного подъема.
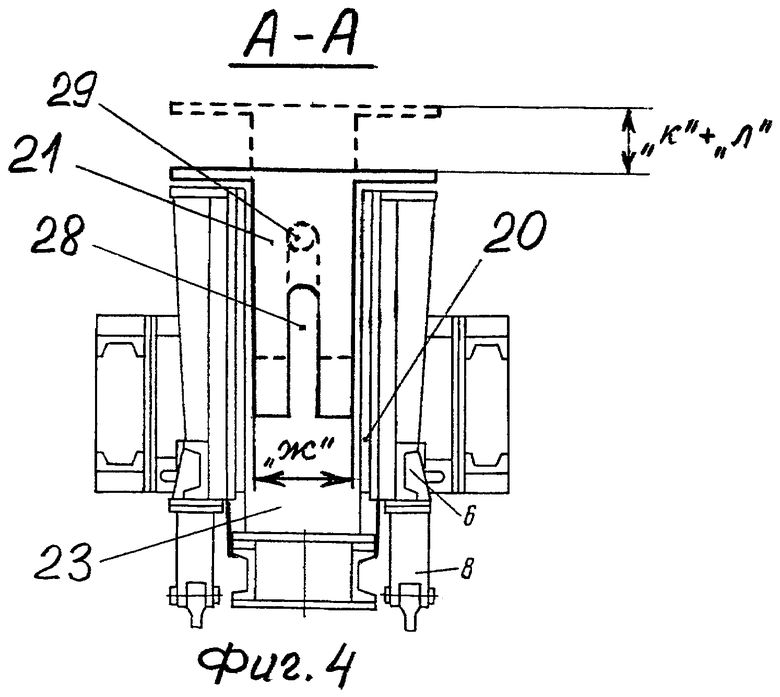
В листоукладчике по варианту №2 все опоры 7а, расположенные на раме 6 со стороны 13 входа листов в листоукладчик, выполнены в виде направляющих 20, неподвижных относительно рамы 6, и вставок 21, сопрягаемыми с направляющими 20 с возможностью их возвратно-поступательного перемещения относительно направляющих 20 в вертикальном направлении 22. Все габаритные размеры направляющих 20 имеют одинаковые значения с габаритными размерами опор 7, поэтому рабочие плоскости всех направляющих 20 и всех опор 7 находятся на одном высотном уровне 15. По всей высоте направляющих 20 проходят отверстия 23 прямоугольной формы с размерами "ж" и "з", в которые могут быть поставлены вставки 21 грибообразной формы (например, через свободные промежутки 24 между роликами электромагнитного рольганга 1). Вставки 21 удерживаются в направляющих 20 под действием собственного веса на утолщении 25, форма которого аналогична форме рабочих плоскостей направляющих 20 и опор 7. Поэтому рабочая плоскость вставок 21 возвышается над высотным уровнем 15 направляющих 20 и опор 7, например, на величину "и" и занимает высотный уровень 26. При этом аналогично варианту №1 рабочая плоскость вставок 21 должна располагаться на более низком высотном уровне 26, чем высотный уровень 14 рабочей плоскости верхних ветвей 11 транспортера 10 (например, ниже на величину "к").
Аналогично варианту №1 листоукладчика в варианте №2 должно быть также обеспечено необходимое превышение величины дополнительного подъема опор 7а (т.е. вставок 21) над высотным уровнем 14 рабочей плоскости верхних ветвей 11 транспортера 10 (например, на величину "л"). Таким образом, при использовании возможности дополнительного подъема опор 7а в нижнем положении стола 5 (в статическом состоянии листоукладчика) высотный уровень 27 опор 7а будет выше высотного уровня 15 опор 7 (например, на сумму трех величин "и+к+л" на фиг.3) и выше высотного уровня 14 транспортера 10 (например, на величину "л" на фиг.3).
В отличие от применения специальных приводов для дополнительного подъема опор 7а в варианте №1 в варианте №2 обеспечен "бесприводной" дополнительный подъем опор 7а (т.е. без применения специальных приводов подъема). Для этого во вставке 21, например, выполнена прорезь 28 для входа в нее двухходового приводного фиксатора 29 (например, круглого стержня). Фиксатор 29 закреплен на неподвижной металлоконструкции 30 листоукладчика и имеет два положения - нейтральное и рабочее (в нейтральном положении фиксатор 29 выведен из прорези 28, в рабочем - введен в прорезь 28). Прорезь 28 вставки 21 имеет такие габариты, чтобы при опускании подъемного стола 5 в крайнее нижнее положение вставка 21 зависала на включенном в рабочее положение фиксаторе 29 на высотном уровне 27.
Электромагнитный листоукладчик для одновременного формирования двух пачек металла по варианту №2, суммарная длина которых меньше максимальной проектной длины пачки, формируемой на листоукладчике, работает аналогично листоукладчику по варианту №1, но с нижеследующими отличиями.
При подъеме стола 5 в крайнее верхнее положение рабочая плоскость опор 7а занимает высотный уровень 31 (выше уровня 17 рабочей плоскости опор 7 на величину "и", т.е. на величину утолщения 25 вставок 21). Поэтому высота формируемой пачки 19 в листоукладчике по варианту №2 меньше высоты пачки 19 в листоукладчике по варианту №1 на величину "и".
Неполностью сформированную пачку 19 при выводе второй, полностью сформированной, пачки 18 оставляют в листоукладчике следующим образом.
При опускании стола 5 в промежутке от высотного уровня 31 до высотного уровня 27 переключают фиксатор 29 из нейтрального (статического) состояния в рабочее (динамическое) состояние, при этом фиксатор 29 входит в прорезь 28 вставки 21. На высотном уровне 27 габарит прорези 28 заканчивается и вставка 21 зависает на включенном в рабочее положение фиксаторе 29 (что соответствует высотному уровню 27 опор 7а). После вывода пачки 18 стол 5 вместе с неполностью сформированной пачкой 19 поднимают.
По окончании формирования пачки 19 необходимой высоты "е" снова опускают стол 5 с пачками 19 и 18, при этом в промежутке от высотного уровня 31 до высотного уровня 27 переключают фиксатор 29 из рабочего состояния в нейтральное состояние, при этом фиксатор 29 выходит из прорези 28 вставки 21 и не препятствует дальнейшему опусканию вставки 21 до высотного уровня 26 вместе со столом 5. При полном опускании опор 7а в исходное положение пачка 19 (и пачка 18) передаются с опор 7а и 7 на верхние ветви 11 транспортера 10 и совместно выводятся из листоукладчика при включении транспортера 10 (на чертежах, фиг.3, 4, не показано, в том числе не показана пачка 18).
Во всех вариантах термины "кондиционный" и "некондиционный" металл могут быть условными, т.к. на любых из опор 7 и 7а по варианту №1 и №2 листоукладчика могут быть сформированы пачки металла любого качества.
При технологической необходимости формирования пачек различной длины (например, при переходе с двух коротких пачек на одну длинную) имеется возможность набирать одну длинную пачку на оба вида опор (т.е. на опоры 7, 7а по варианту №1 и №2), при этом приводы дополнительного подъема опор 7а по обоим вариантам блокируются (т.е. не используются и превращаются в опоры 7). При этом в опорах 7а листоукладчика по варианту №2 могут быть, например, временно удалены вставки 21 (если незначительные перегибы пачек металла 18, 19 на границе участков с разновысокими опорами 7 и 7а по варианту №2 выходят за пределы упругих деформаций).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ ЛИСТОУКЛАДЧИК РОЛЬГАНГОВОГО ТИПА | 2002 |
|
RU2225767C2 |
| Устройство для сортирования сухого лущеного шпона | 1988 |
|
SU1579781A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| ЛИСТОУКЛАДЧИК | 1998 |
|
RU2144899C1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| СПОСОБ УКЛАДКИ ГОФРИРОВАННЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2412889C1 |
| Система отбраковки листов | 1978 |
|
SU821084A1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
| Листоукладчик | 1980 |
|
SU912356A1 |
| Листоукладчик | 1980 |
|
SU927386A1 |
Изобретение относится к листопрокатному производству, а именно для транспортирования и пакетирования листового материала. Электромагнитный листоукладчик содержит электромагнитные ролики, секции боковых направляющих линеек, передний упор, рычажно-приводной подъемный стол в виде рамы с возвышающимися над рамой опорами, расположенными параллельно относительно друг друга в ряд с определенным шагом, поперечный многоцепной транспортер, верхние ветви которого расположены в промежутках между опорами перпендикулярно оси рольганга. Опоры, расположенные на раме со стороны входа листов в листоукладчик, выполнены с возможностью их дополнительного подъема относительно рамы на величину, большую расстояния от рабочей плоскости опор в нижнем положении подъемного стола до рабочей плоскости поперечного многоцепного транспортера. Расширяются технологические возможности. 2 з.п. ф-лы, 4 ил.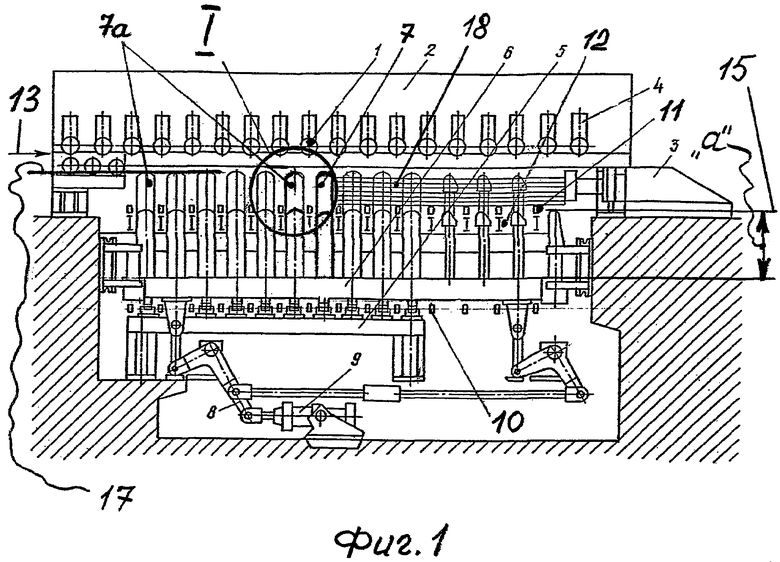
| ЭЛЕКТРОМАГНИТНЫЙ ЛИСТОУКЛАДЧИК РОЛЬГАНГОВОГО ТИПА | 2002 |
|
RU2225767C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ЛИСТОУКЛАДЧИК | 2000 |
|
RU2184063C2 |
| Устройство для поштучного отделения гибких ферромагнитных листов от стопы и подачи их в зону обработки | 1991 |
|
SU1810249A1 |
| Затвор для мешалок шаровых мельниц и тому подобных аппаратов, преимущественно употребляемых в керамике | 1929 |
|
SU41997A1 |
| Загрузочное устройство | 1978 |
|
SU709320A1 |

