Изобретение относится к технологическому оснащению профилегибочных станков для профилирования в роликах заготовок преимущественно с покрытием при изготовлении профилей, имеющих четыре и более зон сгиба.
Известна конструкция гибочных роликов, в которой ролики содержат бандаж из эластичного материала для формовки поперечного сечения и придания профилю продольной кривизны с использованием заготовок с покрытием, в частности плакированных заготовок [Закиров И.М., Лысов М.И. Гибка на валках с эластичным покрытием. - М.: Машиностроение, 1985. - 144 с.; с.73-74 и рис.3.23 и 3.25].
Недостатком известной конструкции является сложность локального бандажирования и его трудоемкость (из-за относительно больших диаметров роликов, наклона участков покрытия, необходимости применения, как правило, способов осаждения или специальной оснастки, необходимости чистовой обработки в качестве дополнительной операции вследствие невозможности термообработки ролика с уже нанесенным покрытием), а также невозможность выдерживания заданного радиуса гиба заготовки вблизи разъема калибра (при наличии торцевого поджатия заготовки радиус уменьшается произвольно, что приводит к нарушению покрытия). Кроме того, из-за различия скоростей по ширине калибра в зонах разъема калибра могут возникать касательные контактные напряжения, также негативно влияющие на сохранность покрытия заготовки.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности признаков является клеть для профилирования вхолодную, содержащая торцовую проводку, включающую установленные на рабочих валах клети верхнюю и нижнюю опоры, дистанционные втулки, функциональный ролик на расположенной в плоскости осей симметрии рабочих валов оси [Патент США №4176539, кл. В 21 D 5/06. Клеть для профилирования вхолодную (Cold-roll forming stand) / Такеши Савада и Такеши Ину (Япония). Опубл. 4 декабря 1979 г.], принятая за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что известное устройство не позволяет производить формовку профиля с покрытием ввиду отсутствия на нем покрытия из эластичного материала, отсутствия тонкой регулировки и жесткого базирования по основным формующим роликам. Основное назначение функционального ролика в прототипе - более равномерная подгибка полки, а не способствование формированию угловой зоны с заданными геометрическими параметрами, что хорошо видно из фиг.5 описания прототипа. Другим недостатком прототипа является ограниченность его технологических возможностей и универсальности при отработке технологии производства профилей различной конфигурации ввиду отсутствия возможностей тонкой регулировки положения функционального ролика вдоль рабочих валов клети, введения его в зону разъема калибра и сообщения ему сопутствующего движения.
Сущность изобретения заключается в следующем. При изготовлении сложных профилей из заготовок с покрытием возникает необходимость удержания и оформления зоны сгиба без нарушения покрытия заготовки на наружном контуре. Удовлетворить данному требованию можно в случае, если зону сгиба по наружному контуру подпирать эластичным инструментом, имеющим скорость, близкую к скорости профилирования (т.е. с принудительным движением). Эти условия могут быть обеспечены за счет применения регулируемого функционального ролика с эластичным покрытием и приводимого в движение за счет контакта с основными формующими роликами. Применение такого устройства в ряде случаев может стать единственной возможностью обеспечения надлежащего качества профиля с покрытием.
Технический результат, получаемый в результате применения заявляемого изобретения, заключается в обеспечении условий предотвращения нарушений покрытия заготовки в местах сгиба, снижении трудоемкости отработки технологии и удобстве настройки проводки.
Указанный технический результат при осуществлении изобретения достигается тем, что для изготовления профилей из ленты с покрытием в валках дополнительно применяют торцовую проводку клети профилегибочного станка, включающую установленные на рабочих валах клети нижнюю и верхнюю опоры, удерживающие концы вертикальной оси, расположенной в плоскости осей симметрии рабочих валов клети, с размещенными на ней дистанционными втулками и функциональным роликом.
Особенность заключается в том, что вертикальная ось установлена с возможностью тонкой регулировки ее положения вдоль рабочих валов клети, рабочая часть функционального ролика выполнена из эластичного материала, а его торцовые поверхности снабжены круговыми ребордами на их периферийной части.
Кроме того, особенность устройства заключается в том, что привод функционального ролика и согласование линейной скорости его рабочей части со скоростью профилирования осуществляется за счет наличия реборд на нем, через которые движение от сомкнутых формующих роликов передается функциональному ролику. Наличие реборд позволяет избежать проскальзывания ролика и необоснованных энергетических затрат на преодоление трения, поскольку отрезок линии контакта уменьшается по сравнению с линией контакта, образованной поверхностью формующего ролика и торцовой поверхностью функционального ролика, и, следовательно, уменьшается величина трения скольжения. Предлагаемое устройство работает по принципу фрикционной передачи (аналогично схеме лобового вариатора).
Наличие эластичной среды на рабочих частях функционального ролика обеспечивает благоприятные условия деформирования (отсутствие жесткого контакта между инструментом и заготовкой), так что вкупе с вращением ролика создаются условия для бездефектного формообразования угловой зоны.
Усилие подпора со стороны функционального ролика традиционно выбирают в процессе отработки технологии за счет ширины регулировочных втулок, насаживаемых на рабочие валы клети. При этом регулировочные втулки приходится многократно снимать для подгонки, демонтировать замыкающую серьгу клети и саму торцовую проводку, что ведет к излишним трудовым и временным потерям. Наличие механизма тонкой настройки позволяет устранить указанный недостаток.
Проведенный заявителем анализ уровня техники позволил установить, что в наличных источниках отсутствуют описания устройств, характеризующихся указанной совокупностью отличительных признаков для достижения заявляемого технического результата, в связи с чем предлагаемое техническое решение можно квалифицировать соответствующим условию «новизна».
Дополнительный поиск показал, что предлагаемое техническое решение не вытекает из известного уровня техники для специалиста явным образом, что характеризует его как техническое решение, обладающее изобретательским уровнем.
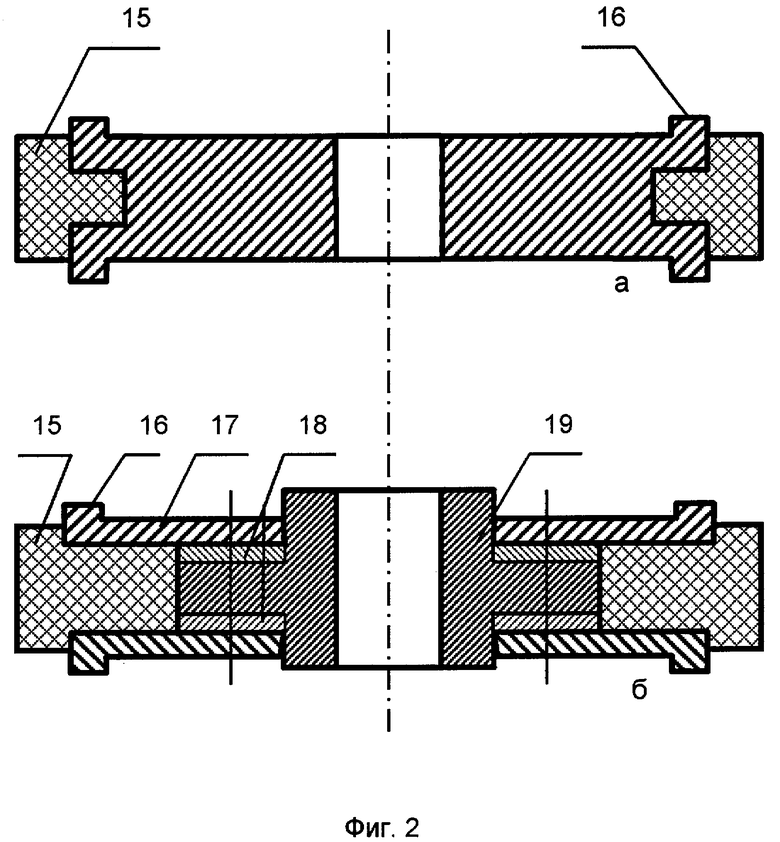
На фиг.1 представлен общий вид торцовой проводки, смонтированной на клети профилегибочного станка. На фиг.2 указаны различные варианты исполнения функционального ролика: а - цельный; б - сборный.
Устройство устанавливают вместе с формующими роликами 1, в калибре которых размещена заготовка 2, на рабочие валы 3 через регулировочные втулки 4. Оно содержит опоры 5 (верхнюю и нижнюю - одной и той же конструкции), устанавливаемые на валы клети через бронзовые вкладыши 6. В опоре размещен механизм регулировки положения вертикальной оси, включающий пружину 7 для возврата цилиндрической ползушки 8, в которой крепится конец вертикальной оси, пробку-направляющую 9 с резьбовым отверстием и регулировочный винт 10, имеющий такую же резьбу, как в пробке-направляющей. Концы вертикальной оси 11, на которой установлены функциональный ролик 12 и дистанционные втулки 13, размещены в ползушках 8 верхней и нижней опор.
Механизм регулировки положения вертикальной оси может иметь и другие воплощения, например поводковый или клиновой механизмы.
Цельный функциональный ролик имеет эластичное покрытие (бандаж) 15 на его рабочих частях, а на торцевых поверхностях - круговые реборды 16 в периферийной части.
Возможен также вариант сборного функционального ролика, включающего эластичный бандаж 15, круговые пластины 17 с ребордами 16, регулировочные шайбы 18, ступицу 19 и крепежные болты/винты (условно не показаны) для скрепления круговых пластин со ступицей. Сборный функциональный ролик облегчает крепление эластичного бандажа, позволяет изменять его толщину за счет выбора толщины регулировочных шайб. Преимущественная сфера его применения - отработка технологии и производство партий профилей широкой номенклатуры.
Элементы проводки (кроме вкладыша и эластичного бандажа) можно изготавливать из конструкционных сталей с использованием соответствующей химико-термической обработки. Эластичный бандаж может быть изготовлен из полиуретана или плотной резины.
Установку устройства и его регулировку осуществляют в следующей последовательности. После размещения на рабочих валах клети 3 нижнего и верхнего формующих роликов 1 на вертикальную ось 11 проводки устанавливают функциональный ролик 12 и дистанционные втулки 13, а концы оси 11 устанавливают в цилиндрические ползушки 8 опор 5. На рабочие валы помещают внешние регулировочные втулки 14, устанавливают замыкающую серьгу без силового замыкания. Регулировочными винтами 10 производят настройку, перемещая вертикальную ось в плоскости осей симметрии рабочих валов, после чего производят силовое замыкание калибра с помощью регулировочного винта замыкающей серьги и винта разведения валов клети (условно не показаны).
Устройство работает следующим образом. При включении станка с установленными на нем торцевыми проводками (например, станок ГПС-300М6 или ГПС-500М8 разработки ОАО «Ульяновский НИАТ») за счет сил трения формующие ролики 1 приводят в движение функциональный ролик 12. Поступающая в калибр заготовка 2 поджимается со стороны функционального ролика эластичной средой бандажа по наружной поверхности зоны сгиба. При этом создаются условия «мягкого» контакта между инструментом и заготовкой и условия снижения/устранения касательных контактных напряжений, чем исключается повреждение покрытия заготовки.
Таким образом, вышеизложенные сведения свидетельствуют, что при использовании заявляемого устройства выполняются следующие совокупности условий:
- торцовая проводка клети профилегибочного станка предназначена для использования в промышленности, а именно, в автомобильной, электротехнической и строительной индустрии, а также организациях-разработчиках оборудования и технологии производства профильной продукции;
- для заявляемого устройства подтверждена возможность его осуществления с помощью описанных в заявке средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует условию «промышленная применимость».
Заявляемое устройство не оказывает вредных воздействий на окружающую среду.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОПОЛОЧНЫХ ШВЕЛЛЕРНЫХ И КОРЫТНЫХ СИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ В РОЛИКАХ | 2002 |
|
RU2228232C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВЕЛЛЕРОВ ПРЕИМУЩЕСТВЕННО ИЗ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2004 |
|
RU2296025C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| СПОСОБ РЕГУЛИРОВКИ ЗАЗОРА КАЛИБРА НА ТОЛЩИНУ ПРОФИЛИРУЕМОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2292250C2 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
Изобретение относится к технологическому оснащению профилегибочных станков для профилирования в роликах заготовок преимущественно с покрытием при изготовлении профилей, имеющих четыре и более зон гиба. Торцовая проводка клети содержит установленные на рабочих валах клети с формующими роликами, верхнюю и нижнюю опоры, расположенную в плоскости осей симметрии рабочих валов клети вертикальную ось, концы которой установлены в верхней и нижней опорах, с размещенными на ней дистанционными втулками и функциональным роликом. При изготовлении профилей из ленты с покрытием вертикальная ось установлена с возможностью тонкой регулировки ее положения вдоль рабочих валов клети. Функциональный ролик выполнен с рабочей частью из эластичного материала. Для приведения в движение функционального ролика он выполнен с возможностью контакта с формующими роликами посредством круговых реборд, имеющихся на периферийных частях его торцевых поверхностей. Достигается предотвращение нарушений покрытия заготовки в местах сгиба, снижение трудоемкости обработки и удобство настройки проводки. 2 ил.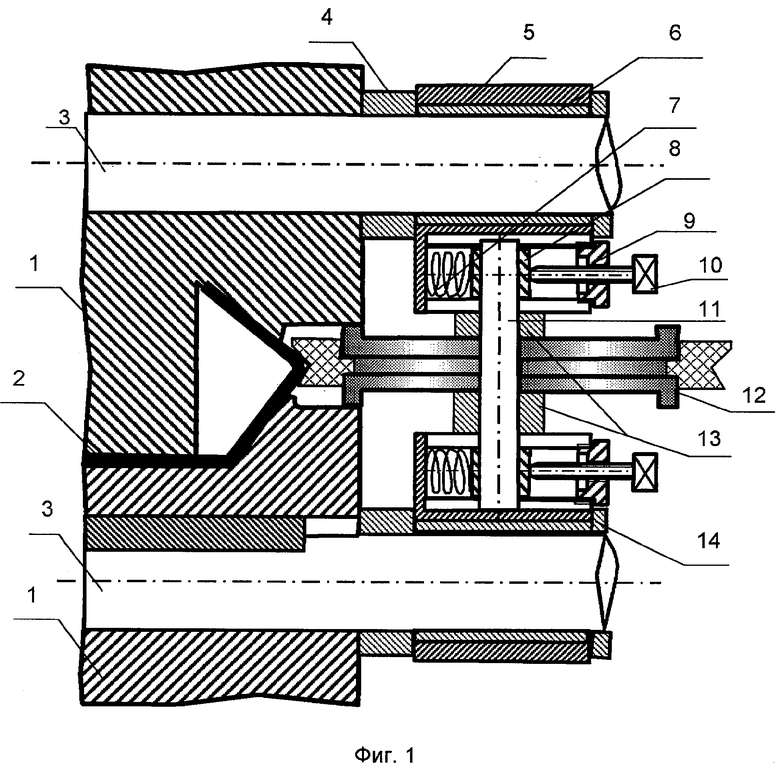
Торцовая проводка клети профилегибочного станка, содержащая установленные на рабочих валах клети с формующими роликами верхнюю и нижнюю опоры, расположенную в плоскости осей симметрии рабочих валов клети вертикальную ось, концы которой установлены в верхней и нижней опорах, с размещенными на ней дистанционными втулками и функциональным роликом, отличающаяся тем, что при изготовлении профилей из ленты с покрытием вертикальная ось установлена с возможностью тонкой регулировки ее положения вдоль рабочих валов клети, функциональный ролик выполнен с рабочей частью из эластичного материала, при этом для приведения в движение функционального ролика он выполнен с возможностью контакта с формующими роликами посредством круговых реборд, имеющихся на периферийных частях его торцовых поверхностей.
| US 4176539 А, 04.12.1979 | |||
| Рабочая клеть профилегибочного стана | 1989 |
|
SU1667984A1 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| Инструмент профилегибочного стана | 1989 |
|
SU1639830A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО С ПОКРЫТИЯМИ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105624C1 |
| US 6289708 В1, 18.09.2001. | |||

