Способ получения внутренней оболочки с переходным кольцом камеры сгорания (способ) относится к обработке металлов давлением, к способу осуществления процесса ротационного выдавливания.
Известен способ соединения внутренней оболочки с переходным кольцом камеры сгорания, при котором переходное кольцо и стальная оболочка свариваются встык методом оплавления кромок. (Ф.А.Жаренков, В.А.Криволучкий и др. «Ракетные двигатели», ЛВИКА им А.Ф.Можайского, г.Ленинград, 171 г., стр.96-99) (наиболее близкий аналог).
Недостатком данного способа является большая трудоемкость, снижение качества из-за изменения профиля и толщины вследствие применения сварки, снижение прочности, снижение качества.
Технической задачей данного способа является повышение качества изготовления, прочности соединения, снижение трудоемкости, повышение технологичности.
Данная задача решается с помощью способа получения внутренней оболочки камеры сгорания с переходным кольцом: из листа вырезается дисковая заготовка внутренней оболочки и кольцевая заготовка переходного кольца. В дисковой заготовке выполняется кольцевой паз, неподвижно закрепляется в ней заготовка переходного кольца с расчетными размерами, получается внутренняя оболочка камеры сгорания совместно с переходным кольцом и неподвижным их соединением методом ротационной вытяжки со стороны, обратной закреплению заготовки переходного кольца, с помощью вертикально расположенной оправы и раскатных роликов, с режимами, учитывающими механические свойства материала внутренней оболочки, при этом производится корректировка зазоров установки раскатных роликов относительно оправы с учетом механических свойств переходного кольца, величина которой пропорциональна соотношению толщин слоев металла в месте закрепления заготовки переходного кольца. Корректировка осуществляется путем введения изменения величин координат движения роликов относительно профиля оправы в заданных для корректировки местах. После ротационной вытяжки осуществляется токарная обработка с наружной стороны поверхности переходного кольца.
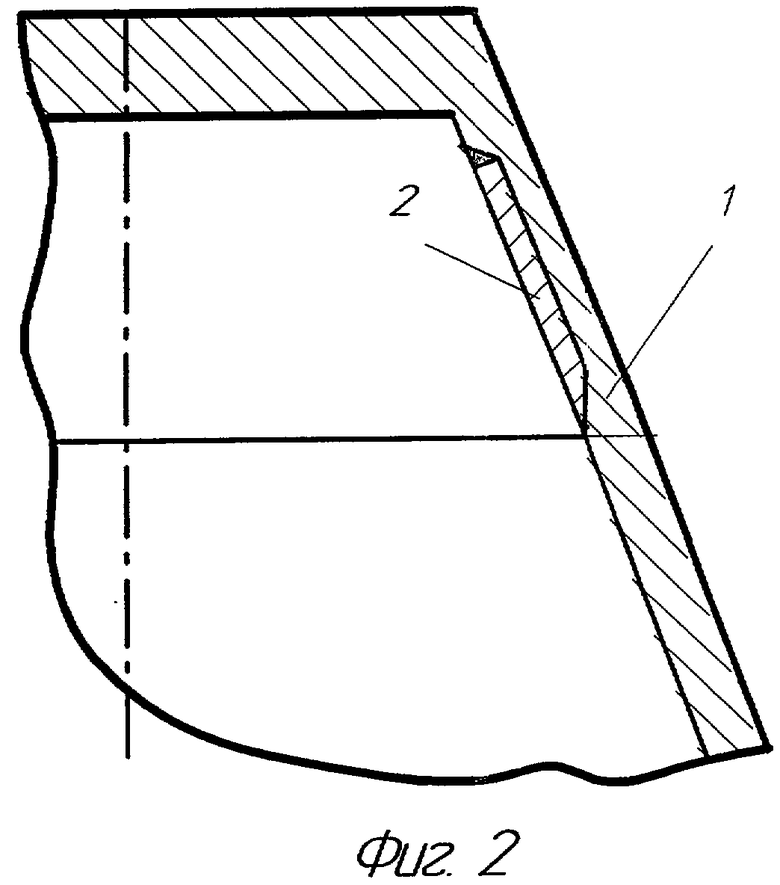
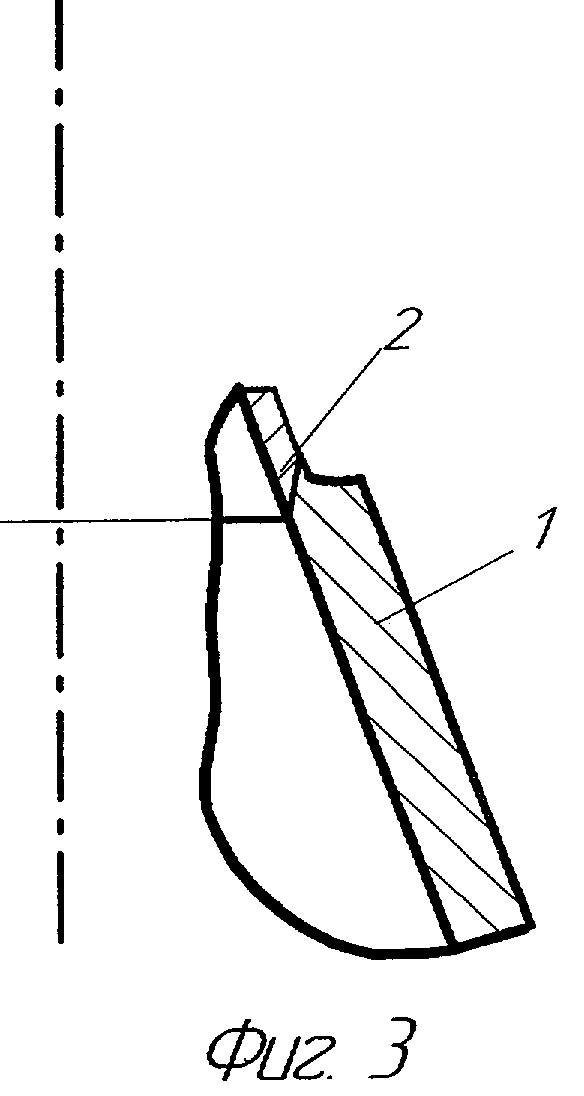
На фиг.1 изображено в разрезе закрепление кольцевой заготовки переходного кольца в пазу дисковой заготовки внутренней оболочки камеры сгорания. На фиг.2 - соединение деталей в момент ротационной вытяжки. На фиг.3 - соединение внутренней оболочки камеры сгорания с переходным кольцом после токарной обработки.
Способ осуществляется следующим образом: из листа вырезают заготовку в форме диска внутренней оболочки камеры сгорания и кольцевую заготовку переходного кольца. Затем в дисковой заготовке выполняют кольцевой паз под кольцевую заготовку, после чего последнюю устанавливают в полученный паз и закрепляют с помощью сварки или наплавкой. Полученное соединение устанавливается для ротационной вытяжки на вертикально расположенной оправке так, чтобы ротационная обработка осуществлялась со стороны внутренней оболочки, задаются режимы обработки в зависимости от механических свойств материала внутренней оболочки камеры сгорания, например, если материал внутренней оболочки сталь 12Х18Н9Т, то скорость вращения вертикально расположенной оправы равна n=1,5 об/сек, а скорость подачи роликов относительно оправки равна V=1,8 мм/сек.
При движении ролика по образующей внутренней оболочки камеры сгорания зазор между роликом и оправой равен - Z=4,4 мм, при движении ролика по месту соединения внутренней оболочки с переходным кольцом (материал переходного кольца - 12Х21Н5Т) вносится корректировка (используя специальный расчет) - Z=3,6 мм.
Специальный расчет для осуществления такой корректировки выполняется по следующей зависимости:
Z1=Z1 1+Z2 1,
где Z1 - зазор по месту соединения оболочки с переходным кольцом;
Z1 1 - расчетный зазор на толщину оболочки по месту соединения оболочки с переходным кольцом;
Z2 1 - расчетный зазор на толщину переходного кольца по месту соединения оболочки с переходным кольцом,
где
Z1 1=S1×Z/S,
где S1 - толщина оболочки по месту соединения оболочки с переходным кольцом;
Z - зазор по образующей внутренней оболочки без переходного кольца;
S - толщина внутренней оболочки по образующей без переходного кольца
Z2 1=(S2×Z/S)×k,
где S2 - толщина переходного кольца по месту соединения с оболочкой;
k - коэффициент пропорциональности механических свойств материала переходного кольца относительно механических свойств материала оболочки.
При этом величина корректировки пропорциональна толщине слоев металла в месте закрепления заготовки переходного кольца и зависит от механических свойств обрабатываемого металла.
Ротационная вытяжка осуществляется за несколько переходов. После ротационной вытяжки толщина переходного кольца составляет 3 мм. Затем осуществляют токарную обработку, при этом срезается металл только с наружной стороны поверхности до толщины 0,8 мм, внутренняя же сторона кольца и оболочки является окончательно сформированной и токарной обработке не подлежит.
Используя данный способ, получаем цельнотянутую внутреннюю оболочку камеры сгорания совместно с цельнотянутым переходным кольцом с высоким качеством соединения, с улучшенными механическими свойствами металла по месту соединения, повышается технологичность, снижается трудоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ | 2007 |
|
RU2351425C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ КРУПНОГАБАРИТНОГО КОРПУСА СТЫКОВОЧНОГО АГРЕГАТА КОСМИЧЕСКОГО АППАРАТА | 2002 |
|
RU2242319C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОЖИВАЛЬНОЙ ФОРМЫ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С АКТИВНЫМ РЕГУЛИРОВАНИЕМ ТОЛЩИНЫ ОБОЛОЧКИ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2438820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ | 2003 |
|
RU2255827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПАРТИЙ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2010 |
|
RU2454288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при ротационном выдавливании. Из листа вырезают дисковую заготовку внутренней оболочки и кольцевую заготовку переходного кольца. В дисковой заготовке выполняют кольцевой паз, неподвижно закрепляют в нем заготовку переходного кольца с расчетными размерами, получают внутреннюю оболочку камеры сгорания совместно с переходным кольцом и неподвижным их соединением методом ротационной вытяжки с помощью вертикально расположенной оправы и раскатных роликов. Режимы учитывают механические свойства материала внутренней оболочки. Производят корректировку зазоров установки раскатных роликов относительно оправы с учетом механических свойств переходного кольца, величина которой пропорциональна соотношению толщин слоев металла в месте закрепления заготовки переходного кольца. После ротационной вытяжки осуществляют токарную обработку с наружной стороны поверхности переходного кольца. Повышается качество. 3 ил.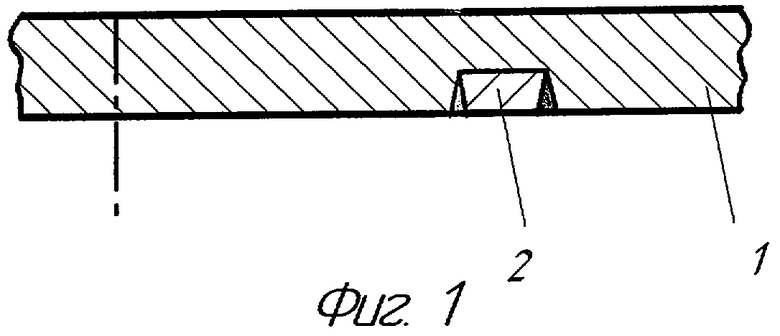
Способ получения внутренней оболочки камеры сгорания с переходным кольцом, отличающийся тем, что из листа вырезают дисковую заготовку внутренней оболочки и кольцевую заготовку переходного кольца, в дисковой заготовке выполняют кольцевой паз, неподвижно закрепляют в нем заготовку переходного кольца с расчетными размерами, получают внутреннюю оболочку камеры сгорания совместно с переходным кольцом и неподвижным их соединением методом ротационной вытяжки со стороны, обратной закреплению заготовки переходного кольца, с помощью вертикально расположенной оправы и раскатных роликов с режимами, учитывающими механические свойства материала внутренней оболочки, при этом производят корректировку зазоров установки раскатных роликов относительно оправы с учетом механических свойств переходного кольца, величина которой пропорциональна соотношению толщин слоев металла в месте закрепления заготовки переходного кольца, после ротационной вытяжки осуществляют токарную обработку с наружной стороны поверхности переходного кольца.
| ЖАРЕНКОВ Ф.А | |||
| Ракетные двигатели, ЛВИКА им | |||
| Можайского А.Ф., 1971, с.96-99 | |||
| Способ изготовления биметаллических полых осесимметричных изделий | 1990 |
|
SU1787600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДНИЩ | 1971 |
|
SU424635A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ КРУПНОГАБАРИТНОГО КОРПУСА СТЫКОВОЧНОГО АГРЕГАТА КОСМИЧЕСКОГО АППАРАТА | 2002 |
|
RU2242319C2 |
| US 4055976 А, 01.11.1977. | |||

