Область техники, к которой относится изобретение
Настоящее изобретение относится к системе управления, обеспечивающей с помощью пневматического давления управление рабочей машиной для изменения положения объекта, подлежащего сварке, с помощью устройства автоматической сборки, такого как сварочный робот.
Предшествующий уровень техники
Обычно в устройстве автоматической сборки, таком как устройство автоматической сварки, обрабатываемая деталь, то есть объект, который должен быть сварен, удерживается удерживающим устройством, а сварка выполняется автоматически в заданных местах с помощью сварочного робота. Если необходимо выполнить сварку в заданных местах, например по периметру обрабатываемой детали, тогда вращающийся стол, удерживающий обрабатываемую деталь, размещенную на поверхности удерживающего устройства, поворачивается на заданный угол таким образом, чтобы места сварки всегда располагались на верхней стороне, чтобы сварка могла быть выполнена сверху вниз.
Удерживающее устройство такого типа управляется совместно со сварочным роботом, и, более конкретно, управляющие данные для вращающегося стола на поверхности удерживающего устройства являются входными данными для рабочей программы для сварочного робота. Поэтому сварочный робот и устройство удерживания соединены друг с другом с помощью множества проводов системы управления.
Поэтому необходимо расположить множество проводов системы управления между сварочным роботом и устройством удерживания, хотя было предложено устройство удерживания, которое делает эту сложную работу ненужной.
Устройство удерживания обрабатываемой детали содержит электрический привод, который вращает оснастку, удерживающую обрабатываемую деталь, корпус с множеством отверстий, через которые может быть введена сварочная горелка сварочного робота, и оптические датчики, размещенные внутри каждого отверстия, для обнаружения сварочной горелки. Когда указанный оптический датчик активизируется при введении сварочной горелки в конкретное отверстие, управление электрическим двигателем осуществляется таким образом, что оснастка, удерживающая обрабатываемую деталь, поворачивается на заданный угол (см., например, выложенный японский патент Japanese Patent Laid-open №2000-288786).
Согласно структуре, описанной выше, оснастка для удерживания обрабатываемой детали поворачивается на заданный угол в соответствии с положением отверстия, в которое вводится сварочная горелка, но поскольку для того, чтобы обнаружить сварочную горелку используются оптические датчики, существует риск, что может возникнуть неправильная работа из-за ошибочного обнаружения вместо сварочной горелки брызг, которые влетают в отверстия во время сварки. Более того, поскольку вращающимся столом, приводящимся в движение с помощью электрического двигателя, необходимо управлять, механизм управления становится усложненным и более дорогим.
Краткое изложение существа изобретения
Технической задачей настоящего изобретения является разработка системы управления, в которой предотвращена неправильная работа из-за брызг, возникающих во время сварки, и кроме того, в которой механизм управления может быть упрощен.
Поставленная задача согласно настоящему изобретению решена путем создания системы управления, которая представляет собой систему, в которой рабочий элемент устройства автоматической сборки обеспечивает управление работой другой рабочей машины, и которая содержит элементы обнаружения, предназначенные для обнаружения рабочего элемента и размещенные во множестве мест главного корпуса устройства, множество трубок подачи воздуха, один конец каждой из которых соединен с источником воздуха, а другой конец обеспечивает подачу рабочего воздуха к другой рабочей машине, электромагнитные открывающие и закрывающие клапаны, размещенные соответственно в средней части трубок подачи воздуха, блок управления для ввода сигналов обнаружения от элементов обнаружения и вывода сигналов управления к электромагнитным открывающим и закрывающим клапанам, расположенным в трубках подачи воздуха, причем элементы обнаружения образованы множеством датчиков неконтактного типа, обеспечивающих обнаружение рабочего элемента, по меньшей мере в двух различных положениях, а блок управления предназначен для формирования заданного сигнала управления только тогда, когда сигналы обнаружения от соответствующих датчиков элементов обнаружения поступают одновременно.
Кроме того, период времени, в течение которого сигналы обнаружения поступают одновременно от соответствующих датчиков элемента обнаружения, составляет, по меньшей мере, 0,5 секунд.
Блок управления содержит также блок установки периода времени, обеспечивающий установку периода времени, в течение которого сигналы обнаружения для формирования сигнала управления поступают одновременно.
Предпочтительно период времени, устанавливаемый блоком установки периода времени, составляет, по меньшей мере, 0,5 секунд.
Кроме того, датчики в соответствующих элементах обнаружения расположены внутри полых секций.
В качестве датчиков используются оптические датчики.
Согласно конфигурации системы управления, описанной выше, возможно управлять рабочей машиной через элементы обнаружения, предусмотренные на главном корпусе системы управления в соответствии с рабочим элементом, и возможно предотвращать брызги, которые образуются во время сварки, чтобы их не перепутывать с рабочим элементом. Поскольку рабочая машина приводится в движение с помощью рабочего воздуха, когда используется, например, пневматический цилиндр, положение может регистрироваться (контролироваться) в конце хода штока поршня, образующего приводной элемент цилиндра. Поэтому структура блока управления может быть упрощена и соответственно затраты могут быть уменьшены по сравнению со случаем, когда угол поворота управляется электрическим приводом и т.п.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предположительных вариантов воплощения со ссылками на сопровождающие чертежи, на которых:
Фиг.1 изображает схематично основную структуру сварочного робота и устройства изменения положения обрабатываемой детали и системы управления согласно варианту осуществления изобретения;
Фиг.2 - горизонтальное поперечное сечение удерживающего стола устройства изменения положения обрабатываемой детали согласно изобретению;
Фиг.3 - блок-схему системы управления согласно изобретению;
Фиг.4 - вид сбоку (частичный вырыв) устройства безопасности в системе управления согласно изобретению;
Фиг.5 - общий вид элемента обнаружения в системе управления согласно изобретению.
Предпочтительный вариант
Описание этого варианта осуществления изобретения относится к системе управления, которая управляет работой устройства изменения пространственного положения обрабатываемой детали, являющейся объектом сварки сварочного робота, который является одним из примеров устройства автоматической сборки.
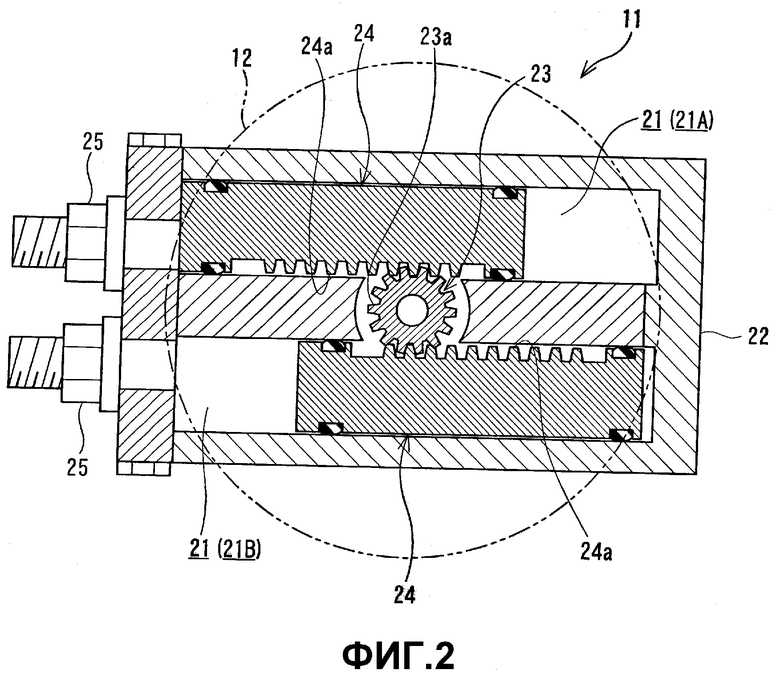
Сварочный робот 1 (Фиг.1) имеет, например, мультисочлененную руку 2 робота и сварочную горелку 3 (один из примеров рабочего элемента), присоединенную к переднему краю руки 2 робота. Система управления содержит также устройство 4 изменения пространственного положения (один из примеров рабочей машины), удерживающее обрабатываемую деталь W, которая должна быть сварена, а также изменяющее ее пространственное положение, устройство 5 присоединения детали (один из примеров рабочей машины), в котором устанавливается другой элемент W', и систему 6 управления, предназначенную для управления устройством 4 изменения пространственного положения и устройством 5 присоединения детали с помощью сварочной горелки 3 сварочного робота 1.
Устройство 4 изменения пространственного положения содержит привод 11 вращательного движения, имеющий вращающуюся секцию вала, которая приводится во вращение под действием пневматического давления, и удерживающий стол 12 для удерживания обрабатываемой детали W, расположенный на вращательной секции вала вращательного привода 11.
Вращательный привод 11 (Фиг.2) содержит корпус 22, в котором две воздушные цилиндрические камеры 21 (21А и 21В) расположены в заданном направлении параллельно друг другу, вращательный выходной вал 23 (вращательная секция вала), расположенный с возможностью вращения через подшипник между цилиндрическими камерами 21 в промежуточном положении их продольного направления (ход) и имеющий зубья 23а шестерни, образованные на его периферической поверхности, пару поршней 24, расположенных в продольном направлении внутри соответствующих цилиндрических камер 21 с возможностью перемещения и выполненных с реечными зубьями 24а, которые входят в зубья 23а шестерни вращательного выходного вала 23. Входные и выходные отверстия 25 для воздуха выполнены в корпусе 22 в местах, соответствующих одному концу цилиндрических камер 21, а удерживающий стол 12 прикреплен к верхним торцевым секциям вращательного выходного вала 23.
Поэтому путем передвижения двух поршней 24 во взаимно противоположных направлениях подачей или стравливанием воздуха (воздух под давлением) через соответствующие входные/выходные воздушные отверстия 25 возможно заставить выходной вал 23 или удерживающий стол 12 вращаться в прямом и обратном направлении.
Стандартный пневматический цилиндр 26 (Фиг.1) с односторонним штоком используется в качестве вышеупомянутого устройства 5 присоединения детали и служит для фиксирования детали W' в положении относительно обрабатываемой детали W с помощью перемещения детали W', когда, например, деталь W' устанавливается на обрабатываемую деталь W. Более того, для определения того, что секция 28а поршня штока 28 располагается в конце хода внутри цилиндрической камеры 27 пневматического цилиндра 26, предусмотрены первый и второй датчики 29 (29А и 29В) положения (например, магнитные датчики).
Привод 11 вращательного движения и пневматический цилиндр 26 работают с помощью воздушного давления, и поэтому соответствующие поршни (приводные элементы) фиксируются (управляются) в соответствующих конечных положениях поршней. Следовательно, структура блока управления может быть упрощена по сравнению со случаем, в котором осуществляется управление углом вращения с помощью электропривода.
Более того, как показано на Фиг.1 и Фиг.3, система 6 управления содержит множество датчиков 33, расположенных соответственно внутри полых секций 32 (от 32А до 32F), выполненных во множестве мест, например в шести местах, в верхней части имеющего форму коробки вертикально-ориентированного корпуса 31, образующего основной корпус устройства, (число датчиков предусматривается в таком же количестве, что и количество полых участков). Система 6 управления содержит множество (например, шесть) трубок 37 подачи воздуха, являющихся одним из примеров каналов подачи воздуха, предусматриваемых внутри корпуса 31, причем один конец каждой трубки соединен с участком 36 соединения труб, присоединяемым к источнику воздуха, например к воздушному компрессору 34, а другие концы присоединены к апертурам 35 подачи воздуха (более конкретно, к муфтам), предусмотренным в множестве (например, шесть) мест на внешней поверхности корпуса 31. Система 6 содержит также электромагнитные закрывающие и открывающие клапаны 38, расположенные в средней части каждой трубки 37 подачи воздуха, и блок 39 управления цепи (один из примеров блока управления) для ввода сигналов детектирования от датчиков 33 и вывода сигнала открытия и закрытия (заданного сигнала управления, называемого также рабочим сигналом) к открывающим и закрывающим клапанам 38. Другой конец участка 36 соединения труб присоединен к соединительной апертуре 40 через воздушную соединительную трубку 41.
Соответствующие воздушные апертуры 35 (35А-35F) для подачи воздуха присоединены к соответствующим рабочим машинам, например, по две в группе, и в описываемом варианте осуществления они присоединены через воздушные соединительные трубы 42 и 43 соответственно к двум воздушным входным и выходным отверстиям 25 привода 11 вращательного движения устройства 4 изменения пространственного положения, и к пневматическому цилиндру 26 устройства 5 присоединения детали. Конечно, возможно присоединять пневматические рабочие машины другого типа к оставшейся группе апертур 35 подачи воздуха (35Е-35F).
Кроме того, система 6 управления содержит устройство безопасности 51, чтобы останавливать сварочную работу сварочного робота 1, если давление воздуха, поступающего из соединительной апертуры 40 (или апертуры 35 подачи воздуха), падает по тем или иным причинам, или если происходит поломка в любой из рабочих машин, таких как устройство 5 присоединения детали, и устройство останавливается во время работы, или если прерывается подача энергии в системе 6 управления.
Устройство безопасности 51 (Фиг.1, 3, 4) содержит поднимающийся и опускающийся корпус 52, имеющий поперечное сечение перевернутой L-образной формы, в котором вертикальная часть 52b расположена параллельно боковой поверхности корпуса 31 таким образом, что горизонтальная часть 52а может подниматься и опускаться в положение на верхней поверхности корпуса 31, устройство поднятия и опускания, например пневматический цилиндр 53 поднятия и опускания, который поднимает и опускает корпус 52 до заданной высоты, и блок 54 рабочей цепи, который управляет пневматическим цилиндром 53. Полые секции 55, имеющие одинаковый диаметр и такое же положение, что и полые секции 32, выполненные в корпусе 31, выполнены в горизонтальной части 52а корпуса 52.
Цилиндр, например, с односторонним штоком со встроенной пружиной используется в качестве пневматического цилиндра 53. Когда часть штока поршневого штока цилиндра выдвигается и поднимает корпус 52, горизонтальное движение сварочной горелки 3 задерживается полой секцией 55, и поэтому активизируется переключатель безопасности, предусмотренный в сварочном роботе 1, например переключатель с использованием датчика, способного определять возникновение вибраций в сварочной горелке 1, и сварочный робот 1 останавливается. Величина, на которую поднимается перемещающийся корпус 52, больше, чем путь перемещения передней части сварочной горелки 3, поэтому сварочная горелка 3 всегда примыкает к стороне перемещающегося корпуса 52, если она сдвигается к следующей операции, когда корпус 52 поднимается.
Пневматический цилиндр 53 (Фиг.4) содержит трубчатый цилиндрический главный корпус 62, имеющий цилиндрическую камеру 61, поршневой шток 63, расположенный внутри цилиндрической камеры 61, из которой выступает во внешнем направлении часть 63а штока, и тело 64 пружины, расположенное внутри части 61а со стороны поршня и предназначенное для приведения в движение поршневого штока 63 в наружном направлении. Для тела 64 пружины используется спиральная пружина, и когда, например, подается пневматическое давление, поршневой шток выдвигается под действием силы пружины. Более того, апертура 65 подачи воздуха в области 61b со стороны штока цилиндрической камеры 61 соединена через трубку 66 подачи воздуха со средней частью участка 36 соединения труб.
Поэтому в состоянии, когда воздух нормально подается из источника 34 воздуха, пневматическое давление подается внутрь цилиндрической камеры 61b со стороны штока и поршневой шток 63 втягивается, преодолевая сопротивление тела пружины 64, но если есть остановки в подаче давления от источника воздуха 34, то сила пружины заставляет часть 63а поршневого штока 63 выдвигаться, тем самым поднимая и опуская корпус 52. Если рука 2 сварочного робота 1 передвигается в это положение, то сварочная горелка 3 контактирует (примыкает) с кромкой периметра полой секции 55 перемещающегося корпуса 52, поэтому устройство безопасности в сварочном роботе 1 активизируется и робот останавливается.
Далее будет описан блок 54 рабочей цепи. Этот блок 54 служит для активизации устройства безопасности 51 в случаях, когда возникает проблема в рабочей машине, например в устройстве 5 присоединения детали, или когда воздушное давление воздуха упало, или подача энергии к системе управления была прервана. Блок 54 активизирует устройство 51 безопасности на основе сигнала от первого и второго датчиков 29А и 29В положений, которые определяют конец хода поршневого штока 28, предусмотренного в пневматическом цилиндре 26, или с помощью определения падения пневматического давления или прекращения электроснабжения.
Поэтому в средней части трубки 66 подачи воздуха предусмотрена открытая трубка 67 для сброса воздуха в атмосферу, и более того, в соединительной части открытой трубки 67 предусмотрен трехпутевой переключающий клапан 68, который подает давление воздуха к пневматическому цилиндру 26, когда подается энергия к системе 6 управления. Но если, например, возникает проблема в рабочей машине, или если падает пневматическое давление, или если отключается электричество, т.е. прерывается электроснабжение, тогда пневматический цилиндр 26 соединяется с открытой трубкой 67.
В электрической цепи управления (не показана) для контроля трехпутевого переключающего клапана 68, если поршневой шток 28 пневматического цилиндра 26 останавливается во время работы, то сигналы обнаружения от двух датчиков 29А и 29В положения прерываются на определенный период времени или дольше, и когда эта ситуация обнаруживается, то приводится в работу устройство 51 безопасности.
Если период времени, во время которого сигнал от датчиков 29А и 29В положения не был обнаружен, превысил определенный период времени согласно таймеру, то трехпутевой переключающий клапан 68 соединяется с открытой трубкой 67, другими словами, удаляется команда к трехпутевому переключающему клапану и пневматическое давление сбрасывается из перемещающегося пневматического цилиндра 53.
Кроме того, в электрической цепи управления, если сигнал обнаружения вводится из переключателя 69 давления, предусмотренного в средней области участка 36 соединения труб, который предназначен для выдачи сигнала, если давление становится равным или меньше 0,3 МПа, и если электроснабжение больше не подается к системе 6 управления, то команда к трехпутевому переключающему клапану 68 удаляется и пневматический цилиндр 26 автоматически соединяется с открытой трубкой 67 и давление падает до атмосферного.
Следовательно, если возникла проблема в рабочей машине или в системе трубок подачи воздуха, или если было прерывание энергии из-за ошибки электрической системы, то устройство 51 безопасности активизируется и работа сварочного робота 1 останавливается.
Соответствующие элементы 33 обнаружения (Фиг.5, корпус не показан) содержат два комплекта (или три или более комплектов) оптических датчиков 71А (один из примеров датчика) и 71В, взаимно разделенных друг от друга на определенную высоту h в осевом направлении полой секции 32, (например, на несколько сантиметров). Оптические датчики 71А и 71В содержат устройство 72, излучающее свет, и устройство 73, принимающее свет, расположенные на поверхности внутренней стенки полой секции 32.
Установленный период времени может регулироваться таким образом, чтобы мог быть получен сигнал подтверждения, который подтверждает, что сварочная горелка была обнаружена, при этом период времени, во время которого сварочная горелка 3 обнаруживается одновременно двумя оптическими датчиками 71А и 71В в элементах 33 обнаружения, или другими словами, период времени, во время которого сигналы обнаружения от одного или двух оптических датчиков 71А и 71В взаимно перекрываются, равен определенному установленному периоду времени, например от около 0,5 секунды до нескольких секунд.
Более конкретно, система 6 управления содержит блок 81 определения периода времени, который вводит сигналы обнаружения, определенные оптическими датчикам 71А и 71В в соответствующие элементы 33 обнаружения, определяет, равен ли или больше период времени, во время которого определяются оба сигнала обнаружения, чем заданный установленный период времени, и выдает подтверждающий сигнал, показывающий, что сварочная горелка присутствует, если этот период времени равен или превышает установленный период времени. Система 6 управления содержит блок 82 выдачи сигнала управления, который вводит подтверждающий сигнал и выдает рабочий сигнал (заданный сигнал управления), показывающий угол, соответствующий элементу 33 обнаружения, относящемуся к этому подтверждающему сигналу, на электромагнитный открывающий и закрывающий клапан 38, который приводит в движение привод 11 вращения. Система 6 также содержит блок 82 регулирования установленного периода времени (или блок регулирования периода времени), который может регулировать извне установленный период времени, во время которого сигналы обнаружения одновременно определяются блоком 81 определения периода времени. Блок 81 определения периода времени оценивает, какой из элементов 33 обнаружения подал сигналы обнаружения.
В общих чертах, система 6 управления имеет функцию изменения (управления) пространственного положения обрабатываемой детали W, удерживаемую удерживающим столом 12 путем формирования рабочего сигнала вращения на привод 11 вращения в соответствии с сигналами обнаружения от элементов 33 обнаружения, и кроме того, она также имеет функцию управления пневматическим цилиндром 26 устройства 5 присоединения детали.
В вышеупомянутой структуре, если пространственное положение обрабатываемой детали W должно изменяться при выполнении установленной рабочей задачи относительно обрабатываемой детали W, расположенной, например, на удерживающем столе 12, сварочная горелка 3 сварочного робота 1 вводится в полую секцию 32 (32А), в которой расположен первый элемент обнаружения 33А, который подает команды на изменение пространственного положения в определенном направлении.
После этого сигнал обнаружения для сварочной горелки 3 вводится в блок 39 управления цепи от двух оптических датчиков 71А и 71В первого элемента 33А детектирования, расположенного внутри полой секции 32А.
В узле 39 управления сигналы обнаружения от двух оптических датчиков 71А и 71В вводятся в блок 81 определения периода времени, который вводит только сигнал подтверждения, показывающий, что сварочная горелка 3 присутствует, в узел 82 выдачи сигнала управления, если оба сигнала обнаружения определяются одновременно за установленный период времени или дольше. Затем блок 82 выдачи сигнала управления выдает сигнал, соответствующий положению рассматриваемого элемента 33 обнаружения, т.е. рабочий сигнал (заданный сигнал управления), который заставляет удерживающий стол 12 поворачиваться на установленный угол к приводу 11 вращения.
Если брызги летят в полую секцию 32, и это обычно обнаруживается двумя оптическими датчиками 71А и 71В, когда они проходят через центр полой секции 32, тогда, поскольку два оптических датчика 71А и 71В отделены друг от друга, сигналы обнаружения от двух оптических датчиков не будут определяться одновременно. Поэтому подтверждающий сигнал не выдается из блока 81 определения периода времени блока 39 управления цепи, и соответственно, не существует риска выполнения неправильной работы из-за брызг.
Таким образом, с помощью просто ввода сварочной горелки 3 в полую секцию 32 в корпусе 31 пространственное положение обрабатываемой детали W изменяется автоматически с помощью элементов 33 обнаружения. Т.е., когда необходимо изменить пространственное положение обрабатываемой детали W, инструкция об этом может быть послана в устройство 4 изменения пространственного положения или в устройство 5 присоединения изделия в соответствии с рабочими задачами, выполняемыми сварочным роботом, и более того, возможно предотвратить разбрызгивание, производимое во время сварки, от ошибочного обнаружения брызг как сварочной головки 3.
Более того, привод 11 вращения и пневматический цилиндр 26, описанные выше, работают от воздушного давления (рабочее пневматическое давление), и поэтому они регистрируются в положении (управляются) у соответствующего конца хода поршня, что означает, что структура блока управления может быть упрощена, и стоимость может быть снижена по сравнению со случаем, когда требуется управление углом вращения, что обеспечивается электрическим приводом.
Поскольку предусмотрено устройство 51 безопасности, то даже если существует проблема в системе 6 управления, работа (рабочая задача), выполняемая сварочным роботом 1, останавливается, т.е. может быть обеспечена безопасная работа. Чтобы достичь более надежного подтверждения того, что сварочная горелка 3 присутствует, с помощью элементов 33 обнаружения, блок 83 регулирования установленного периода времени системы 6 управления должен устанавливать более долгий период времени, во время которого сигналы обнаруживаются одновременно.
В варианте осуществления изобретения, описанном выше, в качестве элемента обнаружения для обнаружения сварочной горелки используется оптический датчик, но возможно также использовать, например, бесконтактный датчик, и кроме размещения датчика в полой секции возможно размещать элементы обнаружения соответственно в подходящих местах внутри контейнера, имеющего форму коробки, без выполнения полых частей и без выполнения перегородок.
Вариант осуществления изобретения, описанный выше, относится к случаю, который используется при выполнении сварочных работ с помощью сварочного робота, но настоящее изобретение, конечно, может применяться и в других случаях сборки, отличных от сварки.
Вариант осуществления, описанный выше, относится к случаю, когда предусмотрено шесть элементов обнаружения, но возможно увеличивать или уменьшать число элементов обнаружения в соответствии с увеличением или уменьшением числа задач, выполняемых относительно обрабатываемой детали.
Вариант осуществления, описанный выше, относится к случаю, когда ось вращения удерживающего стола расположена вертикально, но ось вращения не ограничивается вертикальным положением, она также может быть расположена под косым углом относительно вертикальной плоскости или в горизонтальном направлении в зависимости от пространственного положения во время сварки.
Промышленное применение
Система управления согласно настоящему изобретению полезна для управления устройством изменения пространственного положения детали, обрабатываемой с помощью сварочной горелки в устройстве сварочного робота. Она также полезна для управления работой рабочей машины при изменении пространственного положения элемента или перемещения элемента с помощью рабочей руки в роботизированном устройстве сборки детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РАБОЧИМИ БЛОКАМИ УПАКОВОЧНОЙ МАШИНЫ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2012 |
|
RU2587052C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| КОЛЛАБОРАТИВНОЕ СВАРОЧНОЕ УСТРОЙСТВО | 2024 |
|
RU2833865C1 |
| РУЧНАЯ ПИТАЕМАЯ ПОРОШКОМ ГОРЕЛКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2003 |
|
RU2317183C2 |
| СПОСОБ УПРАВЛЕНИЯ БЛОКОМ УРАВНИТЕЛЬНОГО ЦИЛИНДРА, В ЧАСТНОСТИ ДЛЯ СВАРОЧНОГО УСТРОЙСТВА, И БЛОК УРАВНИТЕЛЬНОГО ЦИЛИНДРА | 2005 |
|
RU2389589C2 |
| Мобильный робот-опрыскиватель для обработки пестицидами пропашных овощных и низкорастущих ягодных культур | 2019 |
|
RU2731082C1 |
| КОМПЕНСАЦИЯ СДВИГА В СХЕМАХ ВОЗБУЖДЕНИЯ | 2012 |
|
RU2588571C2 |
| Устройство для автоматического наведения оси сварочного инструмента на линию стыка при сварке пространственных швов | 1979 |
|
SU863227A1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ИНФОРМАЦИИИ О КРОВЯНОМ ДАВЛЕНИИ | 2009 |
|
RU2516864C2 |



Изобретение относится к области сварки, в частности к системе управления, предназначенной для управления рабочей машиной для изменения пространственного положения обрабатываемой детали в процессе сварки сварочным роботом. Элементы обнаружения системы способны обнаруживать сварочную горелку во множестве мест в корпусе. Имеется множество трубок подачи воздуха, один конец которых присоединен к источнику воздуха, а другой конец, имеющий апертуру, предназначен для подачи воздуха в рабочую машину. Электромагнитные открывающие и закрывающие клапаны расположены на среднем участке каждой трубки подачи воздуха. Блок управления цепи вводит сигналы обнаружения от элементов обнаружения и выводит сигналы управления к заданным электромагнитным открывающим и закрывающим клапанам. Элементы обнаружения состоят соответственно из множества оптических датчиков, способных обнаруживать сварочную горелку в двух местах. Блок управления цепи выдает заданный сигнал управления, когда сигналы обнаружения одновременно поступают от соответствующих оптических датчиков. Данная система проста в исполнении, позволяет осуществлять управление в условиях возникновения брызг от сварки. 5 з.п. ф-лы, 5 ил.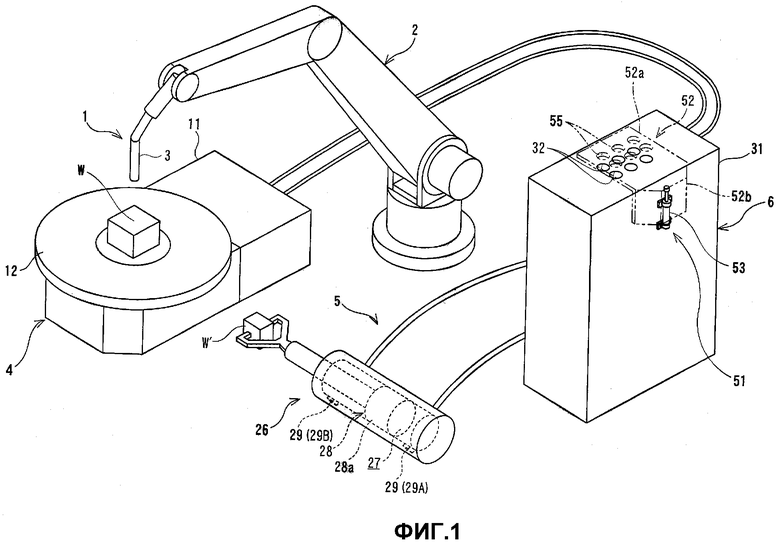
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| УСТРОЙСТВО ТРАЕКТОРНОГО, ОПТИМАЛЬНОГО ПО БЫСТРОДЕЙСТВИЮ УПРАВЛЕНИЯ МАНИПУЛЯЦИОННЫМ РОБОТОМ | 2000 |
|
RU2199775C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

