Изобретение относится к изготовлению резинотехнических изделий и предназначено для вулканизации армированных резинотехнических изделий в пресс-форме.
Известна (А.с. 825332 SU, МПК В29Н 5/00, опубл. 30.04.81, Бюл. №16) пресс-форма для вулканизации резинотехнических изделий с этажно расположенными элементами, содержащая нижнюю и верхнюю полуформы и фиксаторы арматуры.
В известной пресс-форме фиксаторы арматуры выполнены в виде стержня с резьбой, установленного в патроне с возможностью аксиального перемещения вдоль оси. Для этого в каждой полуформе предусмотрен зубчато-реечный механизм. Данное устройство необходимо для изменения расстояния между этажно расположенными элементами арматуры и используется для извлечения изделия из пресс-формы.
Однако, как правило, в резинотехнических изделиях с этажно расположенной арматурой расстояние между арматурами фиксированное и в его изменении нет необходимости, поскольку изменение расстояния между элементами арматуры ведет к изменению жесткостных характеристик изделия. Наличие механизма привода фиксаторов, расположенного между нагревательными элементами и формующей поверхностью пресс-формы, препятствует быстрому прогреву полуформы, что увеличивает время вулканизации.
Техническим результатом изобретения является устранение указанных недостатков, упрощение конструкции пресс-формы, повышение производительности, обеспечение стабильных жесткостных характеристик армированных резинотехнических изделий.
Технический результат достигается за счет того, что пресс-форма для вулканизации армированных резинотехнических изделий с этажно расположенными элементами, содержащая верхнюю и нижнюю полуформы, фиксаторы арматуры и экстрактор, выполнена без дополнительных механизмов между нагревательными элементами и формующей поверхностью, что способствует быстрому прогреву полуформ, а каждый фиксатор выполнен в виде ступенчатого стержня с фиксированным расстоянием между ступенями, равным заданному расстоянию между элементами арматуры изделия, что исключает необходимость регулировки и обеспечивает стабильность жесткостных характеристик изделий.
Сущность изобретения поясняется чертежами:
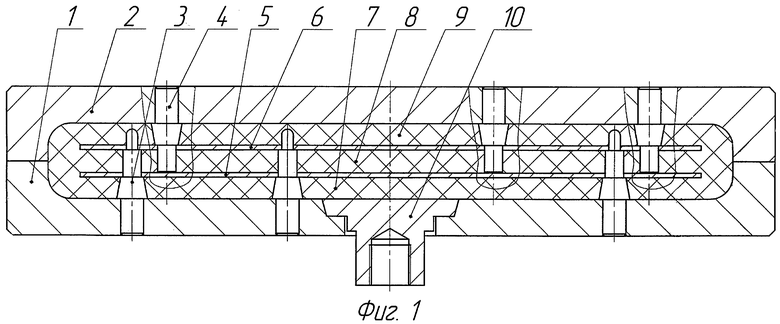
фиг.1 - общий вид пресс-формы;
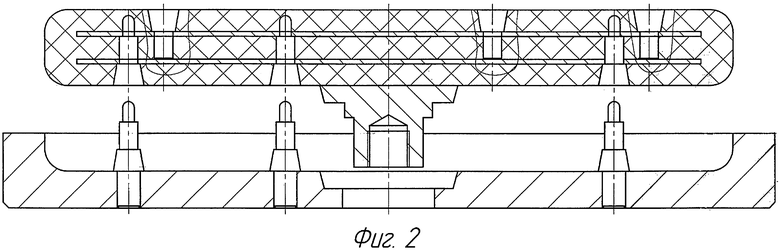
фиг.2 - извлечение изделия из пресс-формы.
Пресс-форма для вулканизации армированных резинотехнических изделий с этажно расположенной арматурой содержит нижнюю 1 и верхнюю 2 полуформы, фиксаторы арматуры 3 и 4, экстрактор 10. Фиксаторы арматуры выполнены в виде ступенчатого стержня с фиксированным расстоянием между ступенями, равным заданному расстоянию между элементами арматуры армированного резинотехнического изделия, что обеспечивает стабильность жесткостных характеристик каждого армированного резинотехнического изделия.
Пресс-форма устанавливается на гидравлический пресс и работает следующим образом.
На рабочую поверхность нижней полуформы 1 укладывают заготовку 7 из сырой резины с отверстиями под фиксаторы арматуры 3. Затем устанавливают арматуру 5 и на нее укладывают заготовку 8 из сырой резины с отверстиями под фиксаторы арматуры 3 и 4. На заготовку 8 изделия укладывают арматуру 6, после чего укладывают заготовку 9 из сырой резины с отверстиями под фиксаторы арматуры 4. Каждый фиксатор арматуры выполнен в виде ступенчатого стержня с фиксированным расстоянием между ступенями, равным заданному расстоянию между элементами арматуры. Верхняя и нижняя полуформы 1 и 2 пресс-формы смыкаются, и производится вулканизация армированных резинотехнических изделий по заданному режиму. По окончании процесса вулканизации верхняя и нижняя полуформы 1 и 2 раскрываются и экстрактором 10, выполненным в виде плоского диска, закрепленного на штоке выталкивателя пресса, армированное резинотехническое изделие извлекается из нижней полуформы 1 (фиг.2).
Предприятие имеет положительный опыт вулканизации на предлагаемой пресс-форме армированных резинотехнических изделий с обеспечением стабильных жесткостных характеристик каждого армированного резинотехнического изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1509264A1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1549765A1 |
| Пресс-форма для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1720870A1 |
Изобретение относится к изготовлению резинотехнических изделий и предназначено для вулканизации армированных резинотехнических изделий в пресс-форме. Пресс-форма для вулканизации армированных резинотехнических изделий с этажно расположенными элементами, содержащая верхнюю и нижнюю полуформы, фиксаторы арматуры и экстрактор. Выполнена без дополнительных механизмов между нагревательными элементами и формующей поверхностью. Каждый фиксатор выполнен в виде ступенчатого стержня с фиксированным расстоянием между ступенями, равным заданному расстоянию между элементами арматуры изделия. Технический результат при использовании заявленного изобретения позволяет создать пресс-формы, обеспечивающие повышение производительности и стабильность жесткостных характеристик армированных резинотехнических изделий. 2 ил.
Пресс-форма для вулканизации армированных резинотехнических изделий с этажно расположенными элементами, содержащая нижнюю и верхнюю полуформы и фиксаторы арматуры, отличающаяся тем, что каждый фиксатор арматуры выполнен в виде ступенчатого стержня с фиксированным расстоянием между ступенями, равным заданному расстоянию между элементами арматуры армированного резинотехнического изделия, при этом изделие извлекается из полуформы экстрактором, выполненным в виде плоского диска.
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| JP 56129117 A, 09.10.1981 | |||
| Штамп для холодного выдавливания деталей | 1989 |
|
SU1703239A1 |
| РАЗБОРНАЯ ПУГОВИЦА | 1990 |
|
RU2008780C1 |
| Осадительная центрифуга периодического действия | 1974 |
|
SU527209A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1984 |
|
SU1197763A1 |

