Данное техническое решение относятся к стеклобазальтопластиковым трубам, в том числе к способам изготовления указанных труб.
Способ предназначен для использования в области производства труб, которые предназначены преимущественно для строительства коммуникаций и для других целей.
Известны трубы, выполненные из композиционного материала на основе связующего и ровинга или ткани, содержащие несущий нагрузку слой трубы (далее - несущий слой), расположенную на несущем слое трубы теплоизоляцию, на которой закреплена наружная защитная оболочка [1-6], при этом в [1] теплоизоляция расположена между наружной оболочкой и многослойной трубой, в [2] композиционно-волокнистый материал имеет меньшую температуру полимеризации, чем температура подготовки к отверждению праймерного слоя, в [3] теплоизоляция выполнена из пенопласта, и труба включает панели из стеклобазальтового материала, в [4] труба выполнена из нескольких слоев различной плотности, и ее средний слой, соединенный со смежными слоями трубы, имеет ячеистую структуру, в [6] теплоизоляция закреплена на трубе гибкими элементами, охватывающими трубу.
Известны способы изготовления труб, которые имеют несущий слой, теплоизоляцию и наружную оболочку, причем каждый из известных способов включает операцию намотки на оправку композиционного материала на основе эпоксидного связующего, ровинга или ткани, формовку несущего слоя трубы, раструба и ниппеля, или раструба и раструба, или ниппеля и ниппеля, отверждение несущего слоя трубы [7-9], причем в [7] сначала изготавливают один слой трубы и его отверждают, затем изготавливают и отверждают второй слой трубы, в [8] сначала осуществляют полимеризацию наружной части слоя композитно-волокнистого материала, а зетем осуществляют полимеризацию остальной части слоя композитно-волокнистого материала, в [9] при намотке герметизирующего слоя трубы одновременно формуют раструб и ниппель, в [10] при изготовлении трубы последовательно наносят на трубу один или несколько слоев пенопласта с намоткой на каждый слой гибкой сетки и защитного покрытия.
Известны теплостойкие и огнестойкие трубы, выполненные из стеклопластиков [11-12], при этом в [11] труба имеет теплостойкую волокнистую стеклоарматуру и негорючее связующее, внутренний волокнистый слой стеклоарматуры не пропитан связующим и образует собой ворсистый покров, который при необходимости может быть выполнен на наружной поверхности трубы, а в [12] стекловолокнистый наполнитель пропитан связующим, и это связующее выполнено из компонентов, препятствующих горению.
Известны устройства для изготовления резьбы на концах выполненных из композиционных материалов труб, причем в устройства входят резьбовые втулки и матрицы, которые в процессе изготовления резьбы заводят на конец трубы [13-14].
Прототипом способа изготовления стеклобазальтопластиковой трубы является способ изготовления стеклобазальтопластиковой трубы, имеющей несущий слой трубы с резьбовыми раструбом и ниппелем или ниппелем и ниппелем, включающий операцию намотки на оправку композиционного материала на основе эпоксидного связующего и стеклобазальтовых ровинга или ткани, формовку несущего слоя, резьбового раструба и концевой части трубы под ниппель, изготовление резьбы ниппеля методом деформации концевой части трубы под ниппель резьбовой матрицей, перемещаемой вдоль трубы при вращении последней, введение связующего в зазор между резьбовой матрицей и ниппелем во время изготовления резьбы ниппеля [15].
Известные технические решения в недостаточной мере удовлетворяют современным технологическим условиям изготовления труб, при этом конструкции труб, изготовленные по известным способам, имеют неудовлетворительную прочность и надежность при сравнительно большой трудоемкости их изготовления.
Техническим результатом способа является повышение прочности и надежности труб и снижение трудоемкости их изготовления.
Для этого в способе изготовления стеклобазальтопластиковой трубы, имеющей несущий слой трубы с резьбовыми раструбом и ниппелем или ниппелем и ниппелем, включающем операцию намотки на оправку композиционного материала на основе эпоксидного связующего и стеклобазальтовых ровинга или ткани, формовку несущего слоя, резьбового раструба и концевой части трубы под ниппель, изготовление резьбы ниппеля методом деформации концевой части трубы под ниппель резьбовой матрицей, перемещаемой вдоль трубы при вращении последней, введение связующего в зазор между резьбовой матрицей и ниппелем во время изготовления резьбы ниппеля, - резьбовый раструб формуют оправкой одновременно при формовании несущего слоя трубы, а конец трубы под ниппель выполняют с коническим припуском из указанного композиционного материала, перемещение трубы в резьбой матрице осуществляют в частично отвержденном или в неотвержденном состоянии композиционного материала несущего слоя трубы, подачу связующего в зазор между резьбовой матрицей и конической частью конца трубы обеспечивают путем обработки резьбовой матрицей указанного припуска материала в рабочей полости резьбовой матрицы и перемещения связующего вдоль ниппеля во время формования резьбы, а после формования резьбы ниппеля матрицу нагревают и осуществляют отверждение ниппеля в нагретой матрице.
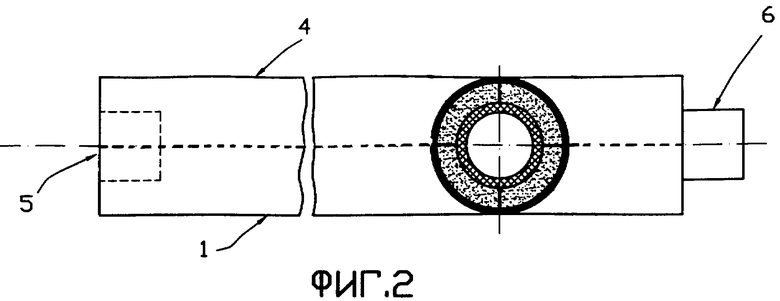
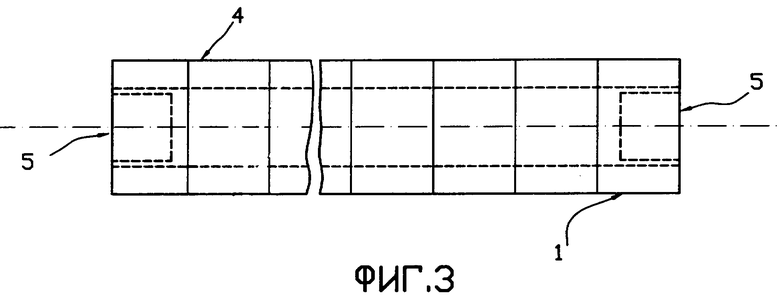
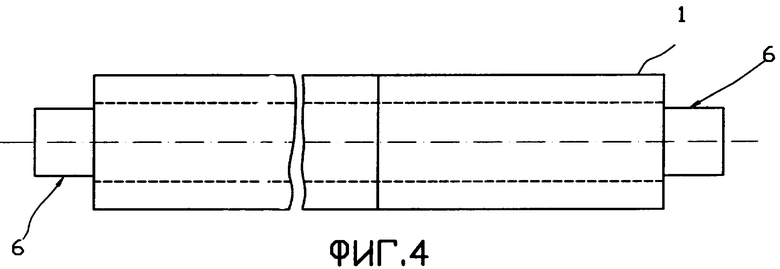
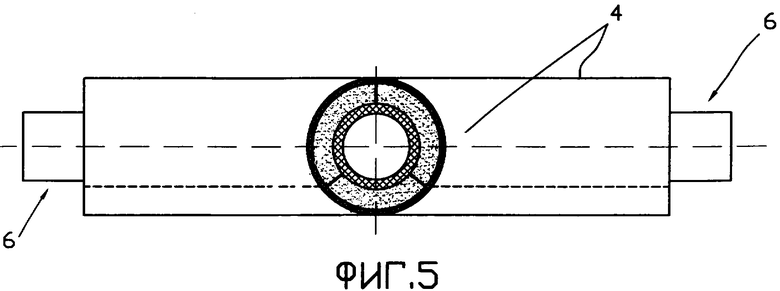
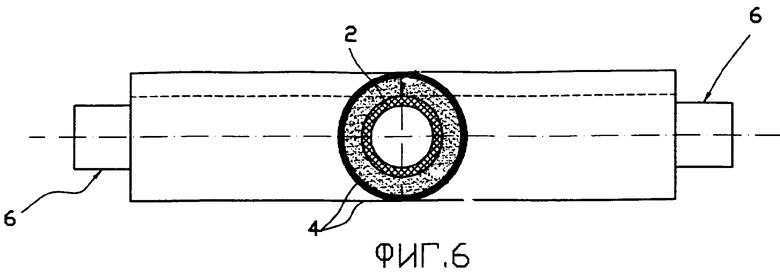
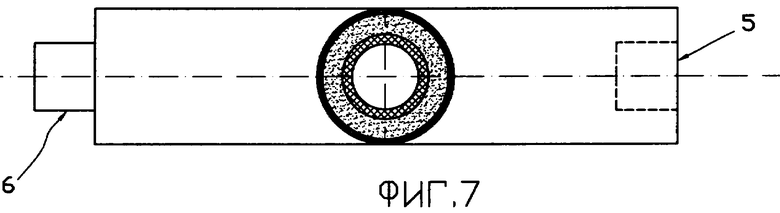
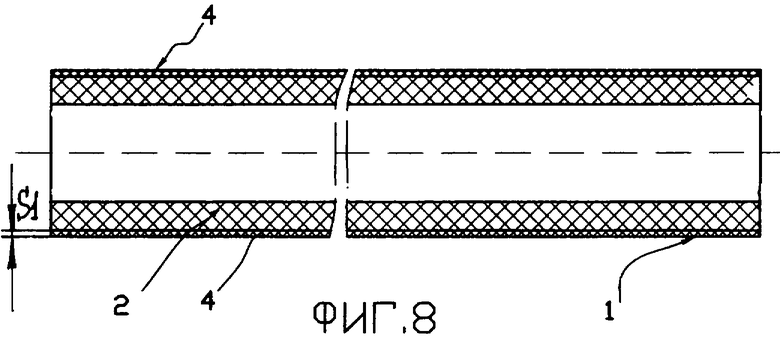
На фиг.1-8 показаны стеклобазальтопластиковые трубы в их различных исполнениях;
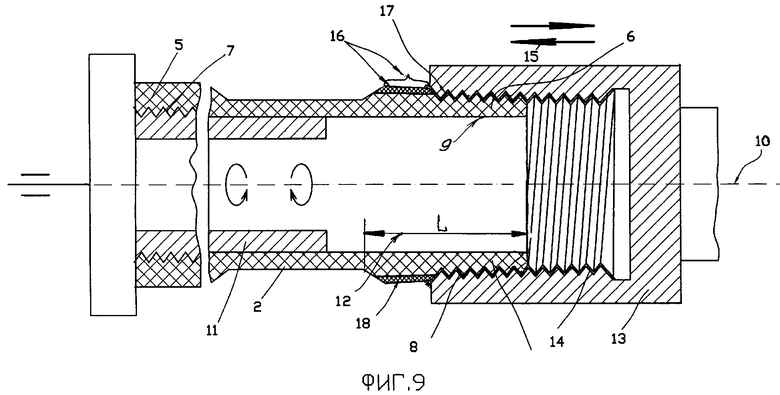
на фиг.9 - схема, поясняющая способ, включающий операцию изготовления резьбы ниппеля стеклобазальтопластиковой трубы.
Данный способ предусматривает изготовление стеклобазальтопластиковой трубы 1, включающей несущий слой 2 (на котором имеется теплоизоляция 3 или не имеется теплоизоляция, имеется или не имеется защитная оболочка 4), а также включающей резьбовые раструб 5 и ниппель 6 (фиг.1), или ниппель 6 и ниппель 6 (фиг.4), или только один ниппель 6. Способ включает формовку несущего слоя 2 трубы и при этом одновременную формовку резьбового раструба 5 с его резьбой 7, а также формовку резьбы 8 ниппеля 6 на конце 9 (фиг.9) несущего слоя 2 трубы.
Несущий слой 2 трубы выполняют путем вращения вокруг оси 10 оправки 11 и намотки на оправку композиционного материала на основе эпоксидного связующего и стеклобазальтовых ровинга или ткани (фиг.9). Резьбовый раструб 5 и его резьбу 7 формуют оправкой 11 одновременно во время формования несущего слоя 2 трубы. Резьбу 8 ниппеля 6 изготавливают после формования резьбового раструба 5 до операции отверждения несущего слоя 2 трубы и раструба 5.
Резьбу 8 ниппеля 6 изготавливают методом пластической деформации концевой части 12 трубы. Деформацию последней производят резьбовой матрицей 13, имеющей на внутренней цилиндрической поверхности витки резьбы 14. Во время изготовления резьбы 8 ниппеля 6 трубы, находящийся на оправке 11, несущий слой 2 трубы вращают оправкой 11 вокруг продольной оси 10 оправки, а резьбовую матрицу 13 перемещают вдоль оси 10 по стрелке 15.
Во время изготовления резьбы 8 ниппеля вводят связующее 16 вышеуказанного композиционного материала в зазор 17 между витками резьбы 14 резьбовой матрицы 13 и наружной поверхностью концевой части 12 несущего слоя 2 трубы с целью исключения разрыва нитей ровинга концевой части несущего слоя 2. Связующее 16, которое показано условно, образует собой по существу конический припуск 18 для обеспечения беспрепятственного ввода концевой части 12 несущего слоя 2 трубы в резьбовую матрицу 13. При этом диаметр торца концевой части 12 несущего слоя выбирают меньше диаметра входной части резьбовой матрицы 13.
Вращение несущего слоя 2 трубы в резьбовой матрице 13 осуществляют при неотвержденном состоянии композиционного материала несущего слоя 2 трубы, при этом подачу связующего 16 композиционного материала в зазор 17 между резьбовой матрицей 13 и концевой конической частью 12 трубы обеспечивают путем перемещения материала указанного конического припуска 18 движением витков резьбы резьбовой матрицы 13 вдоль несущего слоя трубы в зоне концевой части 12 несущего слоя. После формования резьбы 8 ниппеля 6 матрицу 13 нагревают и осуществляют отверждение ниппеля в нагретой матрице.
Предусмотрены варианты формования резьбы ниппеля на конце частично отвержденного несущего слоя 2 трубы, при этом подачу связующего в зазор 17 между резьбовой матрицей и концевой частью 12 несущего слоя 2 трубы обеспечивают путем обработки резьбовой матрицей указанного конического припуска 18 материала концевой части 12 несущего слоя 2 в рабочей полости резьбовой матрицы и путем перемещения связующего этого припуска вдоль ниппеля 6 во время формования его резьбы. После формования резьбы ниппеля матрицу нагревают и осуществляют отверждение ниппеля в нагретой матрице.
Предусмотрен вариант выполнения резьбы ниппеля на конце несущего слоя 2, когда этот слой находится в полностью отвержденном состоянии, при условии, что предварительную нарезку резьбы ниппеля осуществляют холодной матрицей, а окончательное формование резьбы ниппеля отвержденного несущего слоя трубы осуществляют нагретой матрицей до температуры, соответствующей формованию несущего слоя 2 трубы.
Возможны варианты частичного плавления связующего отвержденного несущего слоя 2 и его конического припуска 18 в нагретой резьбовой матрице с последующей формовкой резьбы ниппеля резьбовой матрицей 13 при ее навинчивании на концевую часть 12 несущего слоя 2, при этом перемещение связующего вдоль концевой конической части 12 трубы или вдоль ниппеля 6 осуществляют перемещением витков резьбы 14 резьбовой матрицы 13 по несущему слою 2 вдоль оси трубы. Чтобы выполнить эту операцию, резьбовую матрицу 13 перед операцией изготовления резьбы ниппеля нагревают до температуры начала плавления связующего композиционного материала несущего слоя 2 трубы и его припуска 18. После формовки резьбы ниппеля ее отверждают в резьбовой матрице.
Технический результат достигнут путем выбора условий и режимов изготовления в совокупности действий способа.
Источники информации.
Трубы из композиционных материалов, включая трубы с теплоизоляцией и защитными наружными оболочками.
1. RU 2224160 C2, 20.02.2004.
2. RU 2211983 С2, 19.09.2003.
3. RU 2115056 C1, 10.07.1998.
4. SU 165366, 23.09.1964.
5. SU 675261, 25.07.1979.
6. SU 365516, 23.03.1973.
Способы изготовления труб из композиционных материалов.
7. RU 2221183 C2, 10.01.2004.
8. RU 2208735 С2, 20.07.2003.
9. SU 1788379 А1, 15.01.1993.
10. RU 2190795 C1, 10.10.2002.
Огнестойкие и жаропрочные трубы из композиционных материалов.
11. SU 431362, 05.06.1974.
12. SU 843781, 30.06.1981.
Способы и устройства для изготовления резьбы на концах труб.
13. SU 559630 С1, 25.05 1977.
14. SU 556041, 30.04.1977.
15. RU 2071915 C1, 20.01.1997 (прототип способа изготовления стеклобазальтопластиковой трубы).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОБАЗАЛЬТОПЛАСТИКОВОЙ ТРУБЫ | 2006 |
|
RU2312270C2 |
| СТЕКЛОБАЗАЛЬТОПЛАСТИКОВАЯ ТРУБА | 2006 |
|
RU2327075C2 |
| СТЕКЛОБАЗАЛЬТОПЛАСТИКОВАЯ ТРУБА | 2006 |
|
RU2313717C2 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| СТЕКЛОПЛАСТИКОВАЯ СЕКЦИЯ ТРУБОПРОВОДА | 2004 |
|
RU2278314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2190795C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ РЕЗЬБЫ И СТЕКЛОПЛАСТИКОВАЯ ТРУБА С РЕЗЬБОЙ, ИЗГОТОВЛЕННОЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2011 |
|
RU2460746C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
Способ изготовления стеклобазальтопластиковой трубы, имеющей несущий слой трубы с резьбовыми раструбом и ниппелем или ниппелем и ниппелем. В способе резьбовый раструб формуют оправкой одновременно при формовании несущего слоя трубы, конец трубы под ниппель выполняют с коническим припуском из указанного композиционного материала, перемещение трубы в резьбой матрице осуществляют в частично отвержденном или в неотвержденном состоянии композиционного материала трубы, подачу связующего в зазор между резьбовой матрицей и конической частью конца трубы обеспечивают путем обработки резьбовой матрицей указанного припуска материала в рабочей полости резьбовой матрицы и перемещения связующего вдоль ниппеля во время формования резьбы, а после формования резьбы ниппеля матрицу нагревают и осуществляют отверждение ниппеля в нагретой матрице. Техническим результатом изобретения является повышение прочности и надежности трубы и снижение трудоемкости ее изготовления. 9 ил.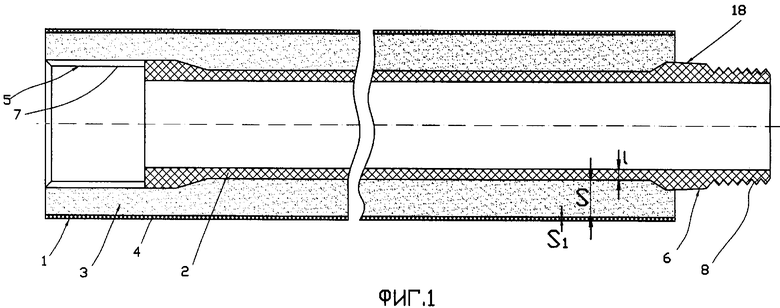
Способ изготовления стеклобазальтопластиковой трубы, имеющей несущий слой трубы с резьбовыми раструбом и ниппелем или ниппелем и ниппелем, включающий операцию намотки на оправку композиционного материала на основе эпоксидного связующего и стеклобазальтовых ровинга или ткани, формовку несущего слоя, резьбового раструба и концевой части трубы под ниппель, изготовление резьбы ниппеля методом деформации концевой части трубы под ниппель резьбовой матрицей, перемещаемой вдоль трубы при вращении последней, введение связующего в зазор между резьбовой матрицей и ниппелем во время изготовления резьбы ниппеля, отличающийся тем, что резьбовой раструб формуют оправкой одновременно при формовании несущего слоя трубы, а конец трубы под ниппель выполняют с коническим припуском из указанного композиционного материала, перемещение трубы в резьбовой матрице осуществляют в частично отвержденном или в неотвержденном состоянии композиционного материала несущего слоя трубы, подачу связующего в зазор между резьбовой матрицей и конической частью конца трубы обеспечивают путем обработки резьбовой матрицей указанного припуска материала в рабочей полости резьбовой матрицы и перемещения связующего вдоль ниппеля во время формования резьбы, а после формования резьбы ниппеля матрицу нагревают и осуществляют отверждение ниппеля в нагретой матрице.
| СПОСОБ ФОРМОВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ТРУБАХ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1990 |
|
RU2071915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2190795C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |
| US 4139025 A, 13.02.1979 | |||
| Устройство для торможения трехфазного асинхронного электродвигателя | 1984 |
|
SU1229938A2 |

