Изобретение относится к обработке металлов давлением и может быть использовано, в частности, при закрытой штамповке шатунов двигателей и других изделий.
Известен способ закрытой штамповки шатуна, заключающийся в подготовке заготовки с двумя концевыми утолщениями и средним участком, укладывании ее в ручей нижнего штампа, последующем деформировании заготовки в полости верхнего и нижнего штампов путем формования тела изделия верхним штампом и одновременного формирования пуансонами отверстий в обоих концевых утолщениях, доштамповке головок шатуна (заявка Японии №61-137641, МКИ В21K 1/08, B21J 5/02, опубл. 25.06.1986 г.).
Описанный способ не позволяет повысить качество изготавливаемого шатуна вследствие большой вероятности появления утяжин и зажимов в сопряжениях головок шатуна с телом изделия, что обусловлено образованием встречных потоков металла, возникающих при формировании тела и головок шатуна (Атрошенко А.П. Горячая штамповка труднодеформируемых материалов / А.П.Атрошенко, В.И.Федоров. - Л.: Машиностроение, 1979. - С.269-270).
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ закрытой штамповки шатуна двигателя, заключающийся в подготовке заготовки с двумя концевыми утолщениями и средним участком, объем металла которого превышает объем соответствующего участка изделия на 10-20%, деформировании заготовки в полости штампа путем формирования отверстий в двух концевых утолщениях и формовании среднего участка изделия с последующей доштамповкой головок шатуна. Реализация этого способа позволяет создать некоторое направленное течение металла и снизить вероятность возникновения утяжин и зажимов в сопряжениях головок шатуна со средним участком изделия (заявка Японии №62-3846, МКИ В21K 1/12, B21J 5/02, опубл. 09.01.1987 г.).
Основным недостатком способа закрытой штамповки шатуна двигателя является низкое качество получаемого изделия вследствие большой вероятности появления утяжин и зажимов в сопряжениях концевых утолщений со средним участком изделия, обусловленной возникновением встречных потоков металла при формировании среднего участка и стенок головок шатуна из-за несоответствия размещения и величины объема избытка металла на среднем участке заготовки относительно осей отверстий головок шатуна и величин объемов металла, вытесняемых в стенки головок шатуна при формировании отверстий в концевых утолщениях (Атрошенко А.П. Горячая штамповка труднодеформируемых материалов / А.П.Атрошенко, В.И.Федоров. - Л.: Машиностроение, 1979. - С.269-270).
Изобретение направлено на повышение качества шатуна двигателя.
Для достижения указанного технического результата в известном способе закрытой штамповки шатуна двигателя, включающем деформирование в полости закрытого штампа заготовки с двумя концевыми утолщениями и средним участком, объем которого превышает объем среднего участка шатуна, путем формирования отверстий в двух концевых утолщениях с вытеснением металла заготовки и формования среднего участка шатуна с последующей доштамповкой его головок, в соответствии с изобретением используют заготовку со сформованным на ее среднем участке утолщением, объем которого превышает объем среднего участка шатуна на величину, равную половине суммарного объема металла заготовки, вытесняемого при формировании отверстий в концевых утолщениях, при этом центр тяжести упомянутого утолщения среднего участка заготовки размещен на расстояниях от осей упомянутых отверстий, величины которых обратно пропорциональны величинам объемов металла, вытесняемого при формировании отверстий в соответствующих концевых утолщениях.
Использование заготовки со средним участком в виде утолщения объемом, превышающим объем металла соответствующего участка изделия на указанную выше величину, а также размещение центра тяжести утолщения среднего участка заготовки на расстояниях от осей отверстий, обратно пропорциональных величинам объема металла, вытесняемого при формировании отверстий, создает одинаковые по объемам попутные потоки металла, вытесняемые в стенки головок шатуна из утолщения среднего участка заготовки и полостей концевых утолщений при формировании отверстий. В результате этого исключается образование утяжин и зажимов в сопряжениях головок шатуна с его средним участком, что существенно повышает качество изделий.
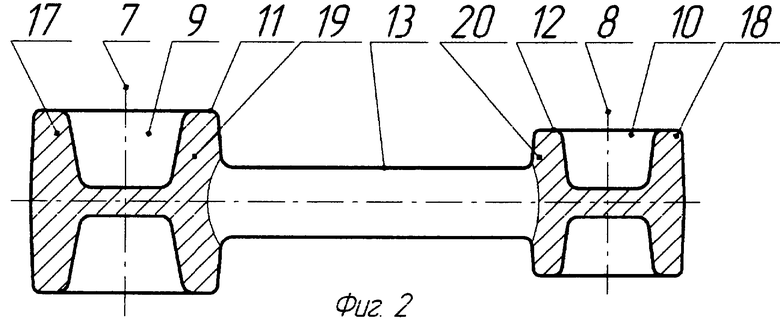
Способ закрытой штамповки шатуна двигателя поясняется чертежами, где на фиг.1 схематично показана заготовка, на фиг.2 - получаемый шатун двигателя.
Из сортового проката, например, вальцовкой готовят заготовку 1 (фиг.1) с двумя концевыми утолщениями 2 и 3. Через центры тяжести утолщений 2 и 3 перпендикулярно продольной оси 4 заготовки 1 проходят оси 5 и 6, расстояние между которыми равно расстоянию между осями 7 и 8 отверстий 9 и 10 головок 11 и 12 шатуна 13 (фиг.2). Средний участок 14 заготовки 1, расположенный между концевыми утолщениями 2 и 3, формуют с утолщением 15, объем металла которого превышает объем соответствующего участка длины шатуна 13 на величину, равную половине суммарного объема металла, вытесняемого при формировании отверстий 9 и 10 изделия 13. При этом центр тяжести 16 утолщения 15 размещают от осей 5 и 6 на расстояниях, обратно пропорциональных объемам металла, вытесняемого при формировании отверстий 9 и 10 в концевых утолщениях 2 и 3 (фиг.1).
Подготовленную заготовку 1 укладывают в ручей закрытого штампа (на чертеже не показан). В процессе формирования заготовки в полости штампа половину объема металла, вытесняемого при формировании каждого отверстия 9 и 10, смещают во внешние стенки 17 и 18 головок 11 и 12 шатуна 13, а другие половинные объемы металла смещают во внутренние стенки 19 и 20 головок 11 и 12 (фиг.2). Одновременно при формовании среднего участка изделия соответствующие по величинам объемы металла смещают во внутренние стенки 19 и 20 головок 11 и 12 из утолщения 15 заготовки 1 (фиг.1), так как степень истечения металла из утолщения 15 в стенки 19 и 20 головок 11 и 12 обратно пропорционально расстоянию осей этих головок от центра тяжести 16 утолщения 15 (фиг.1) согласно известному положению, что степень истечения металла в различные полости обратно пропорциональна сопротивлению деформации, которое в данном случае линейно зависит от расстояний осей 5 и 6 до центра тяжести 16 утолщения 15 заготовки 1.
В результате образуются попутные, равные по объему потоки металла, направленные в стенки 19 и 20 головок 11 и 12 шатуна 13, исключающие образование утяжин и зажимов, что существенно повышает качество изделий. Затем производят доштамповку головок 11 и 12 шатуна 13.
Пример. Проведена опытная штамповка шатунов двигателей в закрытом штампе. Материал шатуна - сталь 40ХН. Температура штамповки 1180°С.
Для построения расчетной заготовки определяют:
1) объем головки 11 шатуна 13 (фиг.2) V11=33400 мм3;
объем головки 12 V12=21931 мм3;
2) объем металла, вытесняемый при формировании отверстия 9 головки 11 шатуна 13 (фиг.2) V9=9734 мм3;
объем металла, вытесняемый при формировании отверстия 10 головки 12 шатуна 13 V10=6488 мм3;
3) объем концевого утолщения 2 заготовки 1
V2=V11-0,5V9=33400-0,5·9734=28533 мм3;
объем концевого утолщения 3 заготовки 1
V3=V12-0,5V10=21931-0,5·6488=18687 мм3;
4) объем утолщения 15 среднего участка 14 заготовки 1
V15=0,5(V9+V10)=0,5(9734+6488)=8111 мм3.
Расположение центра тяжести 16 утолщения 15 заготовки 1 определяют их соотношения:

где l1 - расстояние от оси 5 утолщения 2 заготовки 1 до центра тяжести 16 утолщения 15;
l2 - расстояние от оси 6 утолщения 3 заготовки 1 до центра тяжести 16 утолщения 15.
Из равенства (1) получают соотношение расстояний

Расстояние между осями отверстий головок шатуна в примере равно 107 мм. Тогда с учетом соотношения (2) получают
l1=42,8 мм; l2=63,7.
Для опытной штамповки шатуна исходные заготовки расчетного профиля (фиг.1) получали точением.
Отштампованные поковки имели хорошее качество поверхности без признаков каких-либо дефектов и благоприятную волокнистую структуру металла. Наблюдалось также снижение усилия штамповки вследствие уменьшения неравномерности деформации в процессе формообразования изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полых изделий с наружным фланцем | 1988 |
|
SU1669630A1 |
| СПОСОБ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ПОЛОСТЬЮ В УТОЛЩЕНИИ | 2009 |
|
RU2391172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ИЗДЕЛИЯ С КОНЦЕВЫМИ УТОЛЩЕНИЕМ И ЗАОСТРЕНИЕМ | 2006 |
|
RU2325244C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Способ штамповки деталей | 1982 |
|
SU1063519A1 |
| Способ штамповки полых изделий | 1972 |
|
SU565765A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2007 |
|
RU2365459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ КОРОТКИХ ТОЛСТОСТЕННЫХ ТРУБ В ШТАМПЕ | 2005 |
|
RU2312727C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штамповкой шатунов двигателей внутреннего сгорания. Для изготовления шатуна готовят заготовку с двумя концевыми утолщениями и утолщением на среднем участке. Полученную заготовку деформируют в полости штампа. При этом формируют отверстия в концевых утолщениях с вытеснением металла заготовки, формуют средний участок шатуна, производят доштамповку его головок. Объем утолщения на среднем участке заготовки превышает объем среднего участка изделия. Величина этого превышения равна половине суммарного объема металла заготовки, вытесняемого при формировании упомянутых отверстий. Центр тяжести утолщения среднего участка размещают на расстояниях от осей отверстий в концевых участках, обратно пропорциональных объемам металла, который вытесняется при формировании соответствующих отверстий. В результате обеспечивается повышение качества полученного изделия. 2 ил.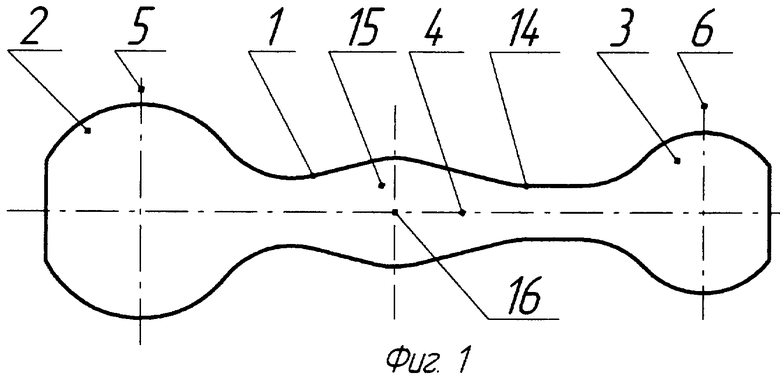
Способ закрытой штамповки шатуна двигателя, включающий деформирование в полости закрытого штампа заготовки с двумя концевыми утолщениями и средним участком, объем которого превышает объем среднего участка шатуна, путем формирования отверстий в двух концевых утолщениях с вытеснением металла заготовки и формования среднего участка шатуна с последующей доштамповкой его головок, отличающийся тем, что используют заготовку со сформованным на ее среднем участке утолщением, объем которого превышает объем среднего участка шатуна на величину, равную половине суммарного объема металла заготовки, вытесняемого при формировании отверстий в концевых утолщениях, при этом центр тяжести упомянутого утолщения среднего участка заготовки размещен на расстояниях от осей упомянутых отверстий, величины которых обратно пропорциональны величинам объемов металла, вытесняемого при формировании отверстий в соответствующих концевых утолщениях.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| СПОСОБ ДВУХПЕРЕХОДНОЙ ШТАМПОВКИ ШАТУНОВ НА КРИВОШИПНОМ ГОРЯЧЕШТАМПОВОЧНОМ ПРЕССЕ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158648C1 |
| ШАТУН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2232308C1 |
| Способ изготовления деталей в виде стержня с головками | 1984 |
|
SU1258584A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

