Изобретение относится к области металлографических исследований и анализа материалов, в частности к способам определения основных параметров структуры металла.
Известно, что практически все физико-механические свойства металлов и сплавов являются структурно-чувствительными, т.е. такие свойства, как прочность, пластичность, ударная вязкость, жаропрочность, коррозионная стойкость, теплопроводность, магнитная проницаемость и многие другие, напрямую зависят от размеров структурных составляющих (зерен) и степени их однородности во всем объеме изделия.
Получение тех или иных свойств в готовых изделиях обеспечивается сочетанием деформации и термической обработки, режимы которых разрабатываются на основании изучения структуры плоского среза образцов, вырезанных из изделия на определенной стадии его изготовления.
В настоящее время определение количества зерен в единице площади и среднего размера зерна выполняют на плоском срезе (шлифе) и оно дает весьма приближенное представление о структуре металла в объеме, что не позволяет уверенно судить о правильности выбора соответствующих режимов деформации и термической обработки. Такое положение приводит к возникновению брака при производстве изделий весьма ответственного назначения. Так, например, при производстве труб-оболочек тепловыделяющих элементов ядерных энергетических установок из дорогостоящих хромоникелевых сплавов брак по величине зерна и механическим свойствам достигает 3-5%.
Такое же положение наблюдается и при производстве котельных труб из хромоникелевой стали 12Х18Н10Т, требования к которым предъявляют как по величине зерна, так и по разнозернистости.
Требования по величине зерна и разнозернистости предъявляются к изделиям, используемым в электротехнике (молибденовые нити накаливания), самолетостроении, медицине и других отраслях промышленности.
Известен способ определения основных параметров структуры металла, включающий изготовление шлифа, получение видимого изображения зеренной структуры на плоском срезе, фотографирование сечения одного из зерен, замер на фотоотпечатке геометрических параметров и распределение найденных величин в долях по размерам.
При использовании данного способа для выбора интервалов измерения используют заранее разработанные таблицы интервалов пересчета, причем размеры интервалов измерений регламентируются методикой расчета значений параметров распределения. Само измерение плоских сечений производят визуально при передвижении шлифа микрометрическим винтом столика микроскопа в направлении, строго перпендикулярном к линейке окуляра.
При этом:
- сначала осуществляют предварительный просмотра шлифа, устанавливают наибольший диаметр или наибольшую площадь наблюдаемых сечений, а затем устанавливают размерные интервалы диаметров;
- для распределения сечений зерен по размерам предварительно устанавливают ряд размерных групп, например, в пределах от 7 до 12;
- увеличение микроскопа подбирают таким образом, чтобы диаметр наибольших сечений был равен целому числу делений окулярной линейки микроскопа в пределах от 7 до 12. (С.А.Салтыков. Стереометрическая металлография. - М., 1976. - С.222-228)
Данный способ позволяет определить только распределение сечений зерен по размерам для последующего расчета числа зерен на единице площади и средний диаметр зерна.
Такой процесс характеризуется низкой точностью из-за погрешностей, возникающих в процессе сложного метода измерения объектов плоского среза.
Известен также способ определения основных параметров структуры металла, включающий изготовление шлифа, получение видимого изображения зеренной структуры металла и выбор на изображении структуры представительной ее области, на которую наносят группу параллельных равноотстоящих секущих с последующим замером величин хорд, образовавшихся в результате пересечения представительной области изображения группой секущих, и по полученной совокупности замеров производят реконструкцию структуры, после чего судят о величинах ее параметров. При этом в качестве представительной области фотографируют максимальное сечение одного из зерен, а после реконструкции судят о распределении размеров плоских сечений зерна и его среднем диаметре (а.с. №1397832, G01N 33/20, 88).
При использовании данного способа точность реконструкции структуры невысока, т.к. он дает возможность определения параметров лишь монодисперсной системы, состоящей из зерен такого же размера, как и исследуемое. Реальные же структуры представляют собой полидисперсные системы. Кроме того, данный способ обеспечивает получение только таких основных параметров структуры металла, как распределение размеров плоских сечений зерен. Поэтому его технологические возможности и его применение при разработке режимов термической обработки металла крайне ограничены.
В основе предлагаемого изобретения лежит решение задачи по усовершенствованию способа определения основных параметров структуры металла путем изменения условий обработки видимого изображения зеренной структуры металла и приемов по ее реконструкции, в результате чего достигается повышение точности найденных величин основных параметров структуры при одновременном обеспечении расширения технологических возможностей способа.
Поставленная задача решена тем, что в способе определения основных параметров структуры металла получают видимое изображение зеренной структуры металла со шлифа, выбирают на изображении структуры представительную область, на которую наносят группу параллельных равноотстоящих секущих с последующим замером величин хорд, образовавшихся в результате пересечений границ зерен представительной области изображения группой секущих, по полученной совокупности замеров производят реконструкцию структуры, согласно изобретению в качестве представительной области изображения зеренной структуры выбирают совокупность не менее 3-х граничащих друг с другом зерен, на которую наносят как группу параллельных равноотстоящих секущих, так и перпендикулярную к ней - вторую идентичную ей группу секущих, замеряя длины хорд, образовавшихся от пересечения секущими обеих групп границ выбранной совокупности зерен, находят значения распределения измеренных хорд в заданных интервалах и производят реконструкцию плоских сечений зерна путем решения системы линейных уравнений вида:

где: n - количество интервалов измерений;
k - порядковый номер любого от 1 до n интервала измерений;
Pk(l) - распределение хорд на плоском срезе в любом k-ом интервале измерений;
Pk(δ) - найденное при реконструкции распределение плоских сечений зерен в любом k-ом интервале измерений;
δk - диаметр зерна на плоском срезе, соответствующий середине любого k-того интервала измерений,
а реконструкцию объемной структуры металла осуществляют путем решения аналогичной системы линейных уравнений вида:

где: n - количество интервалов измерений;
Pk(δ) - распределение плоских сечений зерен в любом k-ом интервале измерений;
Pk(D) - найденное при реконструкции распределение диаметров зерен в любом k-ом интервале измерений объема;
Dk - диаметр зерна в объеме, соответствующий середине любого k-того интервала измерений,
после чего находят распределение зерен в объеме и числовые характеристики, определяющие основные параметры структуры в объеме.
В качестве последних могут быть:
- размеры каждого зерна представительной области;
- количество зерен и распределение их размеров в объеме металла;
- среднее значение размеров зерна;
- среднеквадратичное отклонение от среднего размера;
- коэффициент вариации, характеризующий степень однородности структуры.
Предлагаемый способ отличается от способа прототипа тем, что представительная область включает совокупность указанных зерен, т.е. полидисперсную систему, на которую наносят как группу параллельных равноотстоящих секущих, так и перпендикулярную к ней - вторую идентичную ей группу секущих, замеряя все длины хорд, образовавшихся в результате пересечения границ представительной области, и решают систему линейных уравнений предложенного вида, причем сначала производят реконструкцию плоских сечений зерен, а затем производят реконструкцию объемной структуры и, решая аналогичную систему линейных уравнений, находят распределение зерен в объеме и числовые характеристики основных параметров объемной структуры металла.
Техническим результатом предлагаемого способа по сравнению с прототипом является повышение точности найденных величин основных параметров структуры при одновременном обеспечении расширения технологических возможностей способа. Это обусловлено тем, что обработка полученного видимого изображения зеренной структуры металла, произведенная в два этапа по заявляемым формулам, позволяет не ограничивать количество интервалов измерения и сечений с последующим высокоточным измерением величин хорд и, тем самым, увеличивать точность самой реконструкции и количество измеряемых параметров. В качестве представительной области выбирают полидисперсную систему, состоящую, как минимум, из трех зерен, а не монодисперсную, как в прототипе - одно зерно с максимальным сечением, что также способствует повышению точности при одновременном обеспечении получения любых параметров структуры, а не двух, как в прототипе - распределение размеров и средний диаметр зерна.
Указанное в сочетании с использованием принципа равновероятности положения секущих элементов относительно центров рассекаемых объектов на плоскости и в объеме, а также применение условий суперпозиции (Советский энциклопедический словарь. - М.: Советская энциклопедия, 1982. - 1284 с.) для полидисперсной системы объектов привело к одинаковым по виду системам линейных уравнений, позволяющим реконструировать структуру как на переходе от линии к плоскости, так и на переходе от плоскости к объему, повысив тем самым точность способа и расширив его технологические возможности.
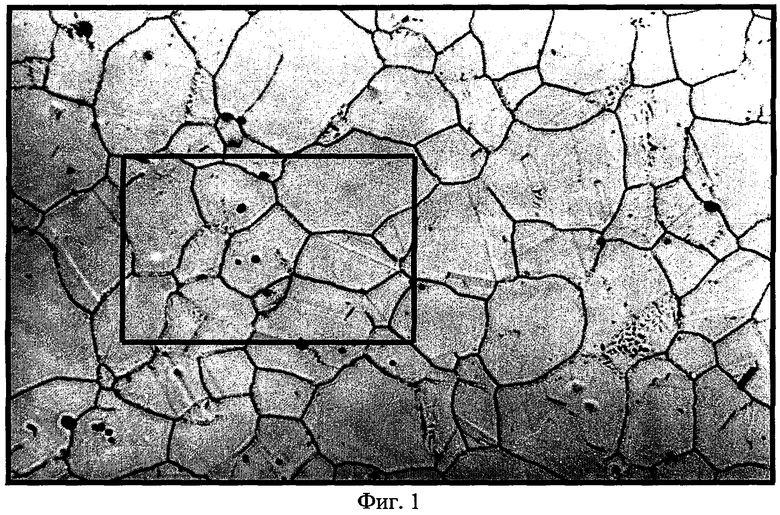
На фигуре 1 изображена фотография типичной зеренной микроструктуры однофазной стали аустенитного класса с обозначенной жирной линией представительной областью обрабатываемой микроструктуры.
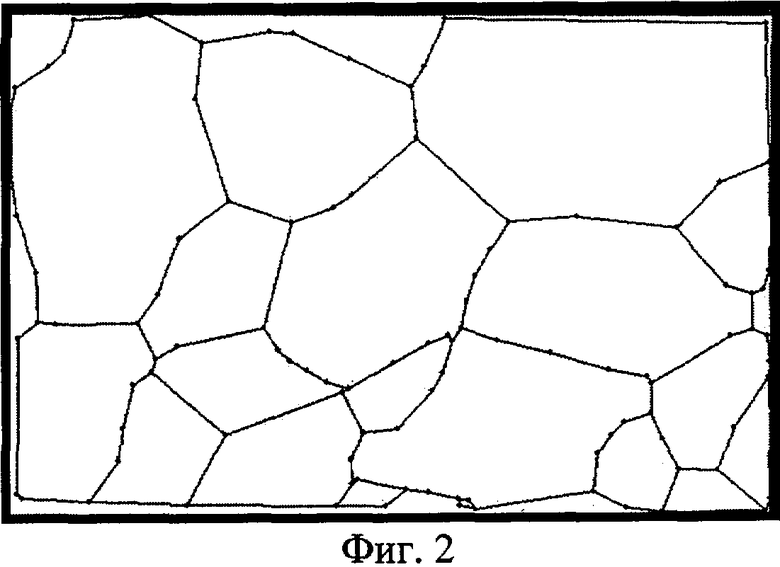
На фигуре 2 изображена схема выбранной представительной области после распознавания и редактирования в ходе обработки.
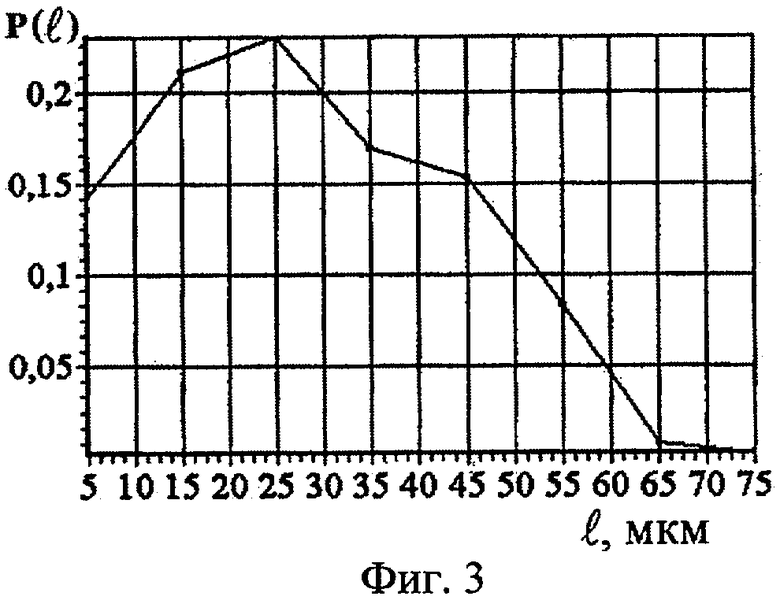
На фигуре 3 представлено распределение хорд плоского среза Р(l), полученное после обработки схематического изображения представительной области, показанной на фигуре 2, где l - длина хорды в мкм.
На фигуре 4 представлено распределение диаметров зерен плоского среза P(δ), полученное в результате первого этапа реконструкции, где δ - диаметр зерна в мкм.
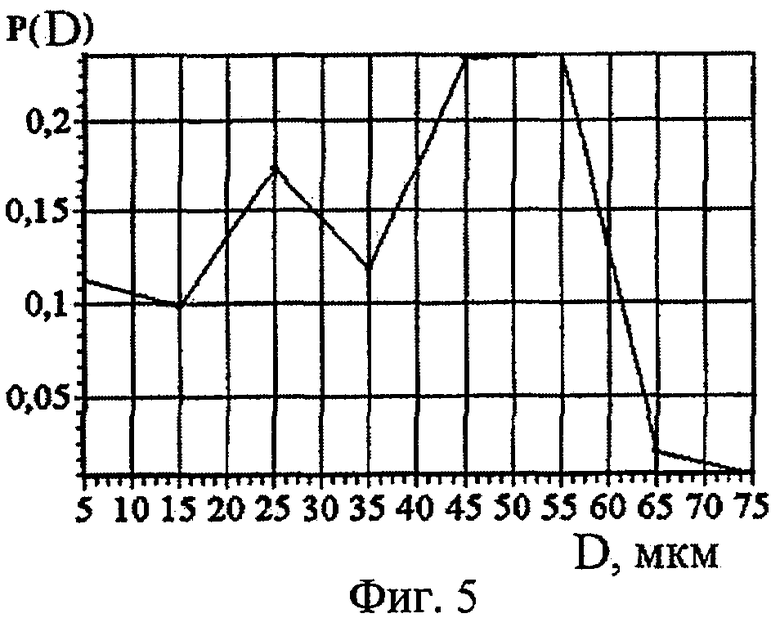
На фигуре 5 представлено распределение диаметров зерен в объеме P(D), полученное в результате второго этапа реконструкции, где D - диаметр зерна в объеме в мкм.
Предлагаемый способ осуществляется следующим образом.
Образцы шлифуют, их поверхности подвергают травлению, получают с помощью металлографического микроскопа видимое изображение зеренной структуры металла образца и фотографируют его.
Обработку полученного видимого изображения зеренной структуры металла и реконструкцию структуры осуществляют, например, с помощью компьютера, а в качестве представительной области выведенного на экран дисплея компьютера изображения зеренной структуры выбирают совокупность не менее трех граничащих друг с другом зерен, на которую и наносят как группу параллельных равноотстоящих секущих, так и перпендикулярную к ней - вторую идентичную ей группу секущих, замеряя длины хорд, образовавшихся от пересечения секущими обеих групп границ выбранной совокупности зерен, затем находят значения распределения измеренных хорд в заданных интервалах и производят реконструкцию плоских сечений зерна путем решения системы линейных уравнений вида:

где: n - количество интервалов измерений;
k - порядковый номер любого от 1 до n интервала измерений;
Рk(l) - распределение хорд на плоском срезе в любом k-ом интервале измерений;
Рk(δ) - найденное при реконструкции распределение плоских сечений зерен в любом k-ом интервале измерений;
δk - диаметр зерна на плоском срезе, соответствующий середине любого k-того интервала измерений.
Затем осуществляют реконструкцию объемной структуры металла путем решения аналогичной системы линейных уравнений вида:

где: n - количество интервалов измерений;
Pk(δ) - распределение плоских сечений зерен в любом k-ом интервале измерений;
Pk(D) - найденное при реконструкции распределение диаметров зерен в любом k-ом интервале измерений объема;
Dk - диаметр зерна в объеме, соответствующий середине любого k-того интервала измерений.
После чего находят распределение зерен в объеме и соответствующие ему числовые характеристики, определяющие основные параметры структуры в объеме.
Конкретный пример.
Из трубы размерами 16×1 мм (сталь 08Х18Н10Т) изготовили шлиф, который для выявления микроструктуры протравили в азотной кислоте и с помощью металлографического микроскопа МИМ7 получили изображение структуры на плоском срезе. Затем, выбрав представительную область (фиг.1), ввели это изображение в компьютер, нанесли на это изображение две группы параллельных равноотстоящих друг от друга секущих в двух взаимно перпендикулярных направлениях, измерили длины всех полученных хорд и вычислили распределение их по размерным группам, количество которых приняли равным  , поскольку максимальный размер хорды в данной совокупности соответствует 80 мкм.
, поскольку максимальный размер хорды в данной совокупности соответствует 80 мкм.
Данные полученных замеров приведены в таблице 1.
Принимая δ1=l1=15...δn=ln=75, составляем систему n уравнений. В нашем случае n=8; k=1, 2, 3...8. Затем для нахождения распределения диаметров зерен на плоском срезе (δ) составляем следующую систему уравнений:
(k=1, n=8)
(k=2, n=8)
(k=5, n=8)
Решая систему уравнений, например, с помощью компьютера, производят реконструкцию плоских сечений зерна и получают распределение диаметров зерен на плоском срезе, которое является исходным для последующей реконструкции распределения диаметров зерен в объеме.
Полученные результаты реконструкции приведены в таблице 2.
Принимая D1=δ1=5 мкм; D2=δ2=15 мкм... Dn=δn=75 мкм; n=8; k=1, 2, 3...8, составляем систему уравнений, необходимую для реконструкции объемной структуры металла:
(k=1, n=8)
(k=2, n=8)
(k=5, n=8)
Решая эту систему уравнений, например, с помощью компьютера, получаем распределение диаметров зерен в объеме и производим вычисление всех параметров структуры на линии (по хордам l), на плоскости (по диаметрам плоского среза δ) и в объеме (по диаметрам D). Все данные представляют в виде таблиц 3, 4, 5.
Точность предлагаемого способа определения параметров структуры по сравнению со способом прототипом повысилась в несколько десятков раз только за счет измерения параметров множества зерен вместо одного, как в прототипе. Кроме того, увеличение объема представительной области также позволяет повысить точность статистической обработки и предоставляет более широкие возможности получения других параметров зеренной структуры. На основании этих данных получены следующие параметры структуры металла, приведенные в таблице 6.
Подстановка значений диаметров плоских сечений больше или меньше значений, полученных из математических выражений, заявленных уравнений реконструкции, приводит к увеличению погрешности определения параметров структуры металла.
Использование способа-прототипа на том же плоском срезе (шлифе) привело к получению среднего зерна в объеме диаметром 43,7 мкм, что по ГОСТ 5639 соответствует номеру 6 и свидетельствует о явной погрешности способа, базирующегося на использовании одного максимального зерна в виде представительной области.
Таким образом, применение предлагаемого способа по сравнению с прототипом позволяет повысить точность при одновременном расширении технологических возможностей способа определения, что увеличивает круг практического его применения при выборе режимов термической обработки изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ЗЕРНА МЕТАЛЛОВ И СПЛАВОВ | 2005 |
|
RU2317540C2 |
| Способ определения распределения размеров плоских сечений зерна металлографических образцов | 1986 |
|
SU1397832A1 |
| Способ количественной оценки неоднородности зёренной структуры листовых металлических материалов | 2016 |
|
RU2628815C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ (ВАРИАНТЫ) | 2024 |
|
RU2835873C1 |
| Способ количественной оценки распределения дисперсных фаз листовых алюминиевых сплавов | 2018 |
|
RU2694212C1 |
| СПОСОБ КОНТРОЛЯ СТРУКТУРНОГО СОСТОЯНИЯ ЗАКАЛЕННЫХ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2012 |
|
RU2498262C1 |
| СПОСОБ СТЕРЕОЛОГИЧЕСКОГО ИССЛЕДОВАНИЯ СТРУКТУРНОЙ ОРГАНИЗАЦИИ ОБЪЕКТОВ | 2002 |
|
RU2291488C9 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРУЮЩИХ МАТЕРИАЛОВ ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2004 |
|
RU2257419C1 |
| Способ определения степени однородности и изотропности структуры объектов | 1989 |
|
SU1615750A1 |

Изобретение относится к области металлографических исследований и анализа материалов, в частности к способам определения основных параметров структуры металла. Техническим результатом предлагаемого способа является повышение точности найденных величин основных параметров структуры при одновременном расширении технологических возможностей способа. На видимом изображении зеренной структуры металла со шлифа выбирают представительную область, на которую наносят группу параллельных равноотстоящих секущих и перпендикулярно ей вторую группу секущих, замеряют величины хорд, образовавшихся в результате пересечения секущими обеих групп с границами зерен, и проводят реконструкцию структуры. В качестве представительной области выбирают совокупность не менее 3-х граничащих друг с другом зерен. По найденным значениям распределения измеренных хорд в заданных интервалах производят реконструкцию плоских сечений зерна и объемной структуры металла путем решения системы линейных уравнений, после чего находят распределение диаметров зерен в объеме и соответствующие ему числовые характеристики, определяющие основные параметры структуры в объеме. 5 ил., 6 табл.
Способ определения основных параметров структуры металла, при котором получают видимое изображение зеренной структуры металла со шлифа, выбирают на изображении структуры представительную область, на которую наносят группу параллельных равноотстоящих секущих с последующим замером величин хорд, образовавшихся в результате пересечения границ представительной области изображения группой секущих, и по полученной совокупности замеров производят реконструкцию структуры, отличающийся тем, что в качестве представительной области изображения зеренной структуры выбирают совокупность не менее 3 граничащих друг с другом зерен, на которую наносят группу параллельных равноотстоящих секущих и перпендикулярно к ней вторую идентичную ей группу секущих, замеряют длины хорд, образовавшихся от пересечения секущими обеих групп границ выбранной совокупности зерен, находят значения распределения измеренных хорд в заданных интервалах и производят реконструкцию плоских сечений зерна путем решения системы линейных уравнений вида

где n - количество интервалов измерений;
k - порядковый номер любого от 1 до n интервала измерений;
Рk(l) - распределение хорд на плоском срезе в любом k-том интервале измерений;
Рk(δ) - найденное при реконструкции распределение диаметров плоских сечений зерен в любом k-м интервале измерений;
δk - диаметр зерна на плоском срезе, соответствующий середине любого k-го интервала измерений,
а реконструкцию объемной структуры металла осуществляют путем решения аналогичной системы линейных уравнений вида

где n - количество интервалов измерений;
Рk(δ) - распределение диаметров плоских сечений зерен в любом k-м интервале измерений;
Pk(D) - найденное при реконструкции распределение диаметров зерен в любом k-м интервале измерений объема;
Dk - диаметр зерна в объеме, соответствующий середине любого k-го интервала измерений,
после чего находят распределение диаметров зерен в объеме и соответствующие ему числовые характеристики, определяющие основные параметры структуры в объеме.
| Способ определения распределения размеров плоских сечений зерна металлографических образцов | 1986 |
|
SU1397832A1 |
| Способ геометрического количественного анализа металлов, сплавов и тому подобных объектов | 1945 |
|
SU72704A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРЕН СТРУКТУРЫ МЕТАЛЛОВ | 0 |
|
SU377673A1 |
| JP 6347284 А, 12.02.2002 | |||
| JP 3150447 А, 26.06.1991 | |||
| БЕРНШТЕЙН М.Л | |||
| и др | |||
| Металловедение и термическая обработка стали | |||
| Справочник | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Методы испытаний и исследования | |||
| - М.: Металлургия, 1983, с.77-87. | |||

