Область техники, к которой относится изобретение
Изобретение относится к способу транспортировки одновременно совокупности одинаковых изделий из первой позиции во вторую позицию и устройству для осуществления этого способа. Более конкретно это изобретение относится к способу вышеописанного типа, предназначенному для транспортировки совокупности одинаковых свежесформованных единиц стеклянной тары из разомкнутых технологических форм машины, относящейся к типу с индивидуальными секциями, для формования стеклянной тары (ИндС-машины для формования стеклянной тары), на приемный стол машины для охлаждения единиц стеклянной тары, и к устройству для осуществления этого способа.
Уровень техники
Как поясняется, например, в патентах США №№6076654 (Leidy) и 6241448 B1 (Nicolas), информация о каждом из которых приводится здесь для справок, или, как известно из других первоисточников, большинство стеклянной тары изготавливается с помощью машины того типа, которая известна как машина с индивидуальными секциями (ИндС-машина). Единицы тары изготавливаются каждой ИндС-машиной одна за другой в совокупности секций машины, как правило, - в 6-ти, 8-ми, 10-ти или даже 12-ти секциях, а в каждой секции обычно изготавливаются 2 или 3 или 4 единицы тары одновременно, в зависимости от типоразмера тары и желаемых производительностей. В качестве заключительного этапа при изготовлении тары на ИндС-машине единицы выдувной тары транспортируют одновременно из разомкнутых технологических форм секции машины, в которой они были сформованы, на рядом расположенный приемный стол машины, чтобы обеспечить частичное охлаждение единиц выдувной тары перед тем, как их будут транспортировать на удаляющий конвейер для дальнейшей обработки.
Транспортировку единиц тары с технологической позиции выдувных технологических форм секции ИндС-машины на приемный стол осуществляет отставляющий механизм, в котором используется совокупность отдельных отставляющих клещевых захватов. Отставляющие клещевые захваты для каждой секции ИндС-машины подвешены в головке, которая подвешена на качательном манипуляторе, при этом для каждой единицы тары, транспортируемой из секции машины, имеется по одному клещевому захвату. После захвата единиц тары отставляющими клещевыми захватами манипулятор отставляющего механизма, в котором подвешены единицы тары, поворачивается приблизительно на 180° - при этом единицы тары остаются подвешенными в клещевых захватах, - чтобы расположить единицы тары над приемным столом ИндС-машины. Затем отставляющие головки высвобождают единицы тары, оставляя их на приемном столе, а манипулятор механизма потом совершает обратное качание на 180°, чтобы начать повторение своего рабочего цикла, когда следующая группа единиц стеклянной тары, изготовленных в секции машины, окажется готовой к транспортировке.
До настоящего времени в качестве источника энергии для качательного движения манипулятора с установленной на нем головкой отставляющего механизма использовали гидравлический первичный движитель, обычно - пневматический цилиндр, который применялся для сообщения возвратно-поступательного движения зубчатой рейке. Рейку вводили в зацепление с вращающимся зубчатым колесом, прикрепленным к отставляющему механизму таким образом, что возвратно-поступательное движение рейки в результате выдвижения или отвода пневматического цилиндра приводило к качательному движению зубчатого колеса и манипулятора, к которому оно прикреплено. Для поддержания головок подвешенными в манипуляторе в вертикальных положениях при любых положениях манипулятора на дуге качания использовалось параллельное шарнирное соединение между манипулятором и установленными на нем отставляющими головками, как поясняется, например, в патенте США №5271757 (Houben et al.). Как правило, пневматический цилиндр в таком отставляющем механизме располагали внутри каркаса ИндС-машины, так что доступ к нему с целью технического обслуживания и регулировки был затруднен.
Использование пневматических цилиндров в качестве источников энергии, потребляемой при работе отставляющего механизма, создает определенные проблемы, некоторые из которых присущи использованию пневматических цилиндров для отработки широкого диапазона движений, а некоторые являются связанными конкретно с транспортировкой свежесформованных единиц стеклянной тары. Начнем с того, что пневматические первичные движители обычно создают шум, а их эксплуатация в относительно ограниченном пространстве требует уделять пристальное внимание соблюдению стандартов уровней шума. Кроме того, свежесформованные единицы стеклянной тары являются еще горячими и поэтому мягкими и подверженными нарушению размеров, если их транспортируют иначе, чем плавно, малоинерционными движениями, которые трудно реализовать с помощью механизма с пневматическим приводом, если не эксплуатировать этот механизм медленно, плавно осуществляя действия запуска и останова. Эта характеристика ограничивает приемлемые времена циклов теми временами, которые могут неудовлетворительно ограничить производительность формовочной ИндС-машины.
Раскрытие изобретения
Чтобы решить вышеупомянутые и другие проблемы, связанные с использованием гидравлического двигателя для сообщения движения отставляющему манипулятору секции ИндС-машины для формования стеклянной тары, предложен отставляющий манипулятор, источником энергии для которого является реверсивный электродвигатель, предпочтительно - серводвигатель переменного тока, который предпочтительно расположен над основным каркасом ИндС-машины, что обеспечивает доступ к нему для технического обслуживания и регулировки. Таким электродвигателем можно точно управлять, чтобы осуществлять надлежащие движения запуска и останова и избежать приложения излишне больших сил инерции к свежесформованным единицам стеклянной тары, которые транспортируются, и без ненужного продления времени цикла транспортировки тары. Реверсивный электродвигатель согласно настоящему изобретению предпочтительно установлен сверху нераздвижной или раздвижной вертикальной стойки. В этой связи отметим, что раздвижная вертикальная стойка обеспечивает возможность регулировки возвышения головок, захватывающих тару, над технологическими формами формовочной машины и приемным столом, позволяющую приспосабливаться к обработке единиц тары разной высоты. Эту функцию также можно реализовать с помощью нераздвижной опорной стойки - путем использования регулировочных прокладок разной толщины для изменения промежутка между головками, на которых установлены клещевые захваты, и отставляющим манипулятором, в котором эти головки подвешены.
Соответственно задача настоящего изобретения состоит в том, чтобы разработать усовершенствованный способ транспортировки одного или более изделий из первой позиции во вторую позицию, а также устройство для осуществления этого способа. Более конкретно задача настоящего изобретения состоит в том, чтобы разработать способ вышеописанного типа для транспортировки одной или более свежесформованных единиц стеклянной тары из формующих технологических форм машины для формования стеклянной тары на приемный стол этой машины без приложения избыточных сил инерции к таре и без необязательного продления времени транспортировки, а также устройство для осуществления этого способа.
Чтобы лучше понять настоящее изобретение и его задачи, следует уделить внимание чертежам и нижеследующему краткому описанию их, подробному описанию изобретения и прилагаемой формуле изобретения.
Краткое описание чертежей
На фиг.1 представлено перспективно изображение отставляющего устройства в соответствии с предпочтительным вариантом осуществления настоящего изобретения в сочетании с другими элементами машины для формования стеклянной тары, вместе с которой надлежит использовать упомянутое устройство;
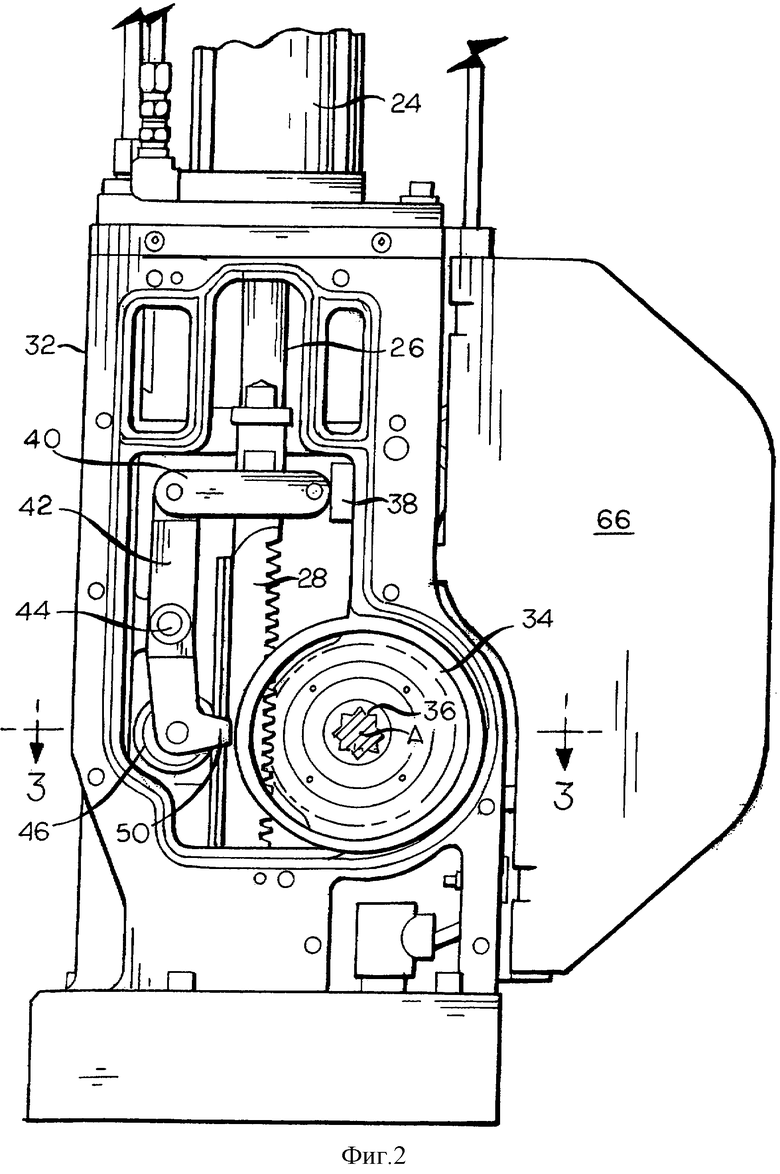
на фиг.2 - вертикальная проекция в увеличенном масштабе части отставляющего устройства согласно фиг.1, причем некоторая часть его не показана;
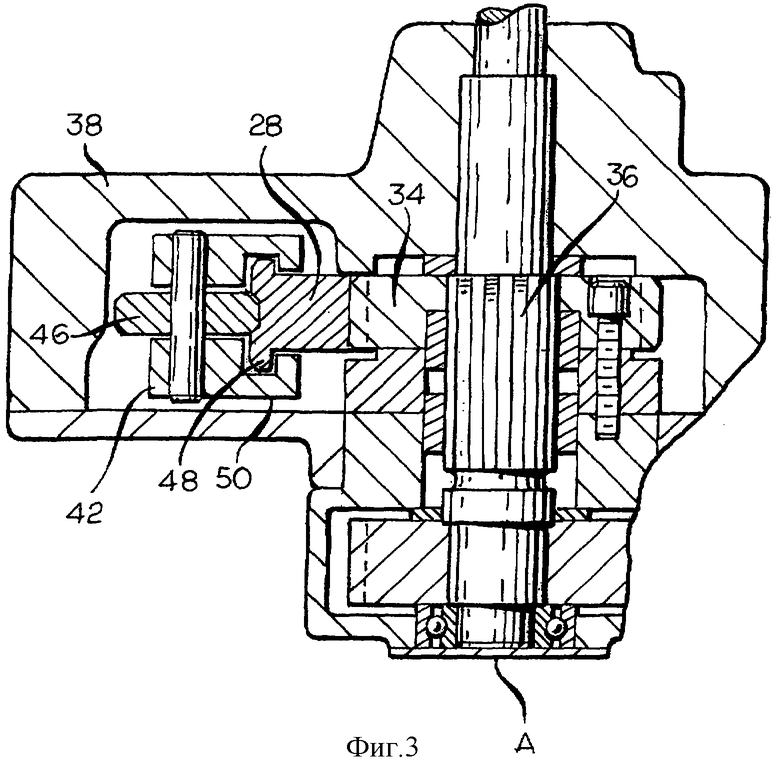
на фиг.3 - сечение в дополнительно увеличенном масштабе, проведенное вдоль линии 3-3, показанной на фиг.2; и
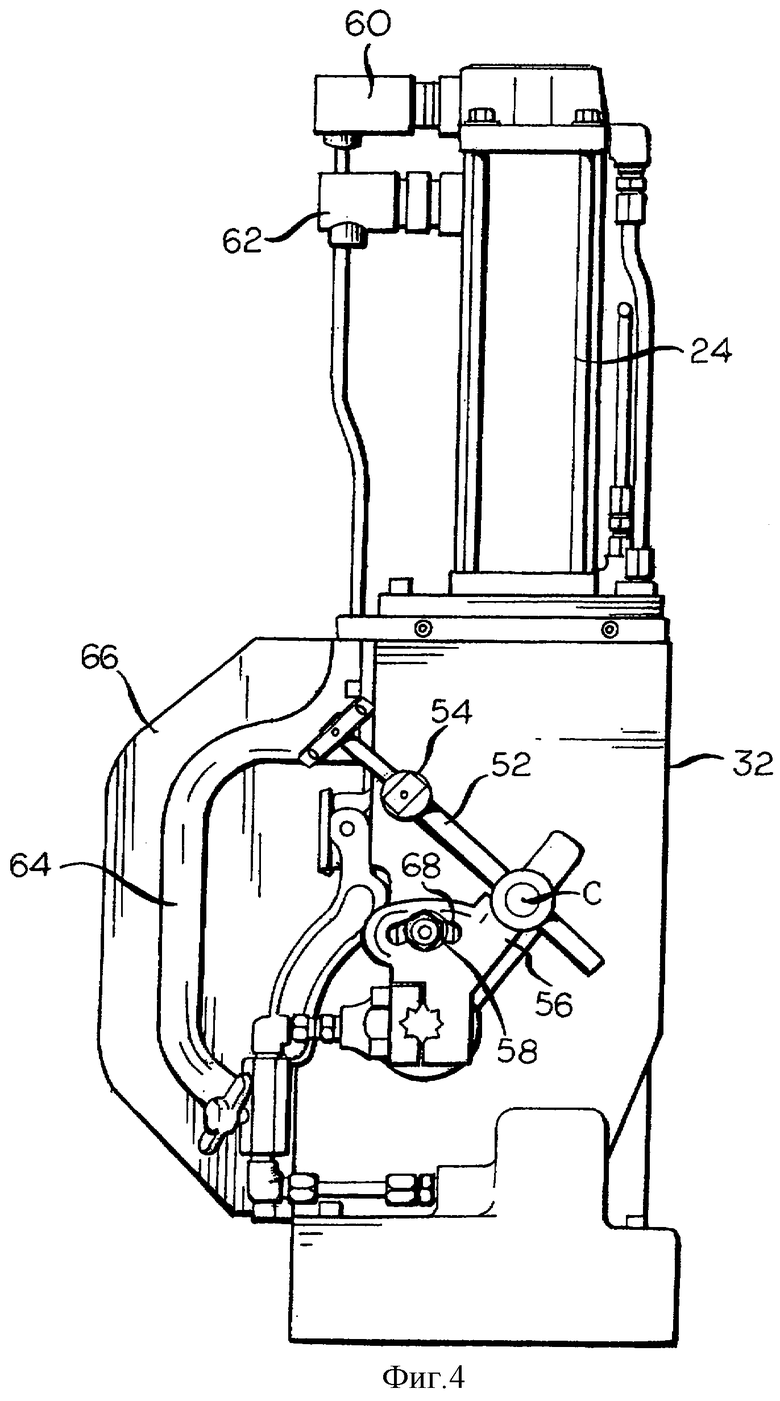
на фиг.4 - фрагментарная вертикальная проекция в увеличенном - по сравнению с фиг.1 - масштабе части той части отставляющего устройства, которая показана на фиг.2, и с направления, противоположного тому, которое соответствует проекции, показанной на фиг.2.
Осуществление изобретения
Отставляющее устройство, соответствующее предпочтительному варианту осуществления настоящего изобретения, обозначено как единое целое позицией 10 на фиг.1. Это отставляющее устройство 10 включает в себя манипулятор 12, в котором шарнирно подвешена головка 14. Эта головка 14 имеет один или более подвешенных в ней клещевых захватов 16 для зацепления тары, показанные как 3 клещевых захвата для зацепления тары, причем количество таких клещевых захватов, равное 3, оказывается достаточным для использования в связи с ИндС-машиной для формования стеклянной тары, которую эксплуатируют в трехкапельном процессе. В этой связи следует отметить, что каждый такой клещевой захват 16 может быть выполнен в соответствии с патентом США №6241448 B1 (Nicolas) или любым другим известным образом. В любом случае клещевые захваты 16 используются для захвата единиц стеклянной тары в выдувной технологической форме 18 ИндС-машины для формования стеклянной тары, а также для последующей транспортировки единиц тары, С, одновременно на приемный стол 20 формовочной машины. Как известно, единицы тары, С, находящиеся на приемном столе 20, после частичного их охлаждения передвигают посредством качательного передвигающего устройства КПУ на отставляющий конвейер 22 для дальнейшей обработки, причем это устройство может работать, например, в соответствии с положениями переуступленного обычным порядком патента США №5904745 ((Nafziger et al.), информация о котором приводится здесь для справок, или в соответствии с положениями патентной заявки, поданной от имени D.Wayne Leidy et al. (№17615 в Реестре патентных поверенных). В любом случае манипулятор 12 периодически совершает качательные движения между положением, показанным сплошной линией на фиг.1, в котором ориентация единиц тары, С, такова, что они готовы к высвобождению из выдувной технологической формы 18, в положение, показанное штрих-пунктирной линией, в котором единицы тары, С, расположены поверх приемного стола 20, что будет подробнее пояснено ниже.
Отставляющее устройство 10 также имеет вертикально простирающийся корпус 24, в котором имеется шток 26, выполненный с возможностью возвратно-поступательного движения, причем этот шток 26 имеет подвешенную в нем зубчатую рейку 28, которая лучше видна на фиг.2 и 3. Корпус 24 представляет собой корпус реверсивного линейно действующего и вертикально простирающегося электрического серводвигателя, который сообщает возвратно-поступательного движение штоку 26 и рейке 28. Корпус/двигатель 24 опирается на стойку 30, которая может быть раздвижной для обеспечения вертикальной регулировки положений покоя головки 14, или эту функцию можно реализовать с помощью нераздвижной стойки - за счет использования регулировочных прокладок (не показаны) для регулировки того промежутка, на который головка 14 расположена ниже манипулятора 12. В этой связи следует отметить, что корпус/двигатель 24 расположен на должном расстоянии над выдувной технологической формой 20 для простоты доступа с целью технического обслуживания и регулировки.
Возвратно-поступательное движение рейки 28 вызывает качательное движение зубчатого колеса 34 вокруг оси А, тем самым вызывая качательное движение манипулятора 12 вокруг оси А. В этой связи отметим, что манипулятор 2 имеет параллельное подвижное соединение между осью А и осью В поворота, с которой свешена головка 14, выполненное, например, так, как описано в переуступленном обычным порядком патенте США №4494973 (Perry), чтобы гарантировать, что центральные оси клещевых захватов 16 и единиц тары, С, удерживаемых этими захватами, останутся ориентированными вертикально во время движения манипулятора 12 из положения, показанного сплошной линией на фиг.1, в положение, показанное пунктирной линией. Кроме того, ось А является продольной центральной осью качательного вала 36 (фиг.2 и 3), который шарнирно установлен в корпусе 32. Зубчатое колесо 34 скреплено с возможностью качания с валом 36, причем вал 36 имеет неровную наружную поверхность, а зубчатое колесо 34 имеет неровную внутреннюю поверхность, являющуюся дополняющей по отношению к упомянутой, чтобы гарантировать, что зубчатое колесо 34 и вал 36 будут совершать качательное движение совместно, а не друг относительно друга.
Чтобы минимизировать мертвый ход между рейкой 28 и зубчатым колесом 34 и чтобы непрерывно компенсировать любой износ, происходящий в любом из этих конструктивных элементов, рейка 24 непрерывно упруго прижимается к зубчатому колесу 34 пружиной сжатия в корпусе 38, который воздействует на звено 40, шарнирно закрепленное на каждом из своих концов, причем рейка выполнена с возможностью возвратно-поступательного движения относительно звена 40. В свою очередь, звено 40 воздействует на конец рычажного манипулятора 42, который выполнен с возможностью поворота вокруг оси 44 поворота. Носовой участок 50 на противоположном конце рычажного манипулятора 42, который обычно является С-образным в поперечном сечении, как показано на фиг.3, окружает рейку 28, непрерывно обеспечивая возможность возвратно-поступательного движения рейки 28 относительно рычажного манипулятора 42. Этот рычажный манипулятор 42 также оснащен вращающимся следящим роликом 46 в месте, диаметрально противоположном оси А зубчатого колеса 34, а этот ролик 46 выполнен с возможностью качения по фланцу 38 рейки 28 на той ее стороне, которая противоположна зубчатой стороне рейки, чтобы таким образом обеспечить управляемый контакт с малым трением между рейкой 28 и зубчатым колесом 34 посредством возвратно-поступательного движения рейки 28.
Чтобы гарантировать, что головка 14 всегда останется на должном уровне, положение в окружном направлении вала 36, а значит - и положение в окружном направлении зубчатого колеса 34, регулируется посредством регулировочного винта 52 (фиг.4). Винт 52 ввинчен в гайку 54 и прикреплен с возможностью поворота к плечу 56 на оси С. Плечо 56 прикреплено с возможностью открепления к корпусу 32 посредством крепежной детали 58, которая проходит сквозь дугообразный паз 68 в плече 56. Плечо 56 имеет отверстие, в котором введена в зацепление часть вала 36, и когда крепежную деталь ослабляют, можно точно переместить плечо 56, обеспечивая тем самым точную переустановку вала 36 и зубчатого колеса 34. Конечно, регулировку положений в окружном направлении вала 36 и зубчатого колеса 34 проводят тогда, когда рейка 28 выведена из зацепления с зубчатым колесом 34.
Для точного отслеживания положения штока 26 внутри корпуса/двигателя 24 к верхнему концу корпуса/двигателя 24 прикреплен датчик 60. Кроме того, к корпусу/двигателю 24 прикреплен арматурный элемент 62 подвода электропитания, расположенный в вертикальном направлении ниже, чем датчик 60. Электрические провода для датчика 60 и арматурного элемента 62 проходят через внутреннее пространство С-образного кронштейна 64 (фиг.4), который прикреплен к корпусу 32, причем к кронштейну 64 - на той его стороне, которая противоположна стороне, на которой находится регулировочный винт 52, - прикреплен щиток 66.
Хотя выше описан и проиллюстрирован вариант осуществления настоящего изобретения, сочтенный авторами изобретения наилучшим на дату его подачи, для специалистов в данной области техники будет очевидно, что в рамках объема притязаний изобретения возможны подходящие модификации, изменения и эквиваленты, а сам объем притязаний ограничивается лишь терминами нижеследующей формулы изобретения и ее юридическими эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ТРАНСПОРТИРОВКИ ИЗДЕЛИЙ ИЗ ФИКСИРОВАННОГО ПОЛОЖЕНИЯ НА ДВИЖУЩИЙСЯ КОНВЕЙЕР | 2003 |
|
RU2330818C2 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| ПРЕСС-АВТОМАТ | 1965 |
|
SU177283A1 |
| Делительная машина | 1958 |
|
SU118618A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Линия для изготовления стержнейиз ХОлОдНОТВЕРдЕющиХ СМЕСЕй | 1978 |
|
SU846064A1 |
| Механизм смены приемных контейнеров текстильных машин | 1979 |
|
SU856956A1 |
| УСТРОЙСТВО для СБОРКИ ШАРИКОВЫХ РУЧЕК | 1970 |
|
SU283857A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЯ ДИСКОВЫХ КУЛАЧКОВ ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ | 1969 |
|
SU247003A1 |
| МНОГОПОТОЧНАЯ РОТОРЛАЯ МАШИНА | 1971 |
|
SU310713A1 |
Изобретение относится к способу и устройству для транспортировки стеклянной тары из технологических форм секционной машины на приемный стол этой машины. Отставляющее устройство имеет качательный манипулятор, на котором установлена головка, в которой подвешен клещевой захват для каждой из единиц стеклянной тары. Источником энергии для качательного движения манипулятора является реверсивный линейно действующий электродвигатель, предпочтительно - серводвигатель переменного тока, который вызывает возвратно-поступательное движение рейки. Эта рейка приводит в движение качательное зубчатое колесо, приводящее в качательное движение манипулятор. Электродвигатель установлен сверху стойки, выше мест нахождения технологических форм и приемного стола, вследствие чего электродвигатель оказывается легко доступным для технического обслуживания и регулировки. 3 н. и 8 з.п. ф-лы, 4 ил.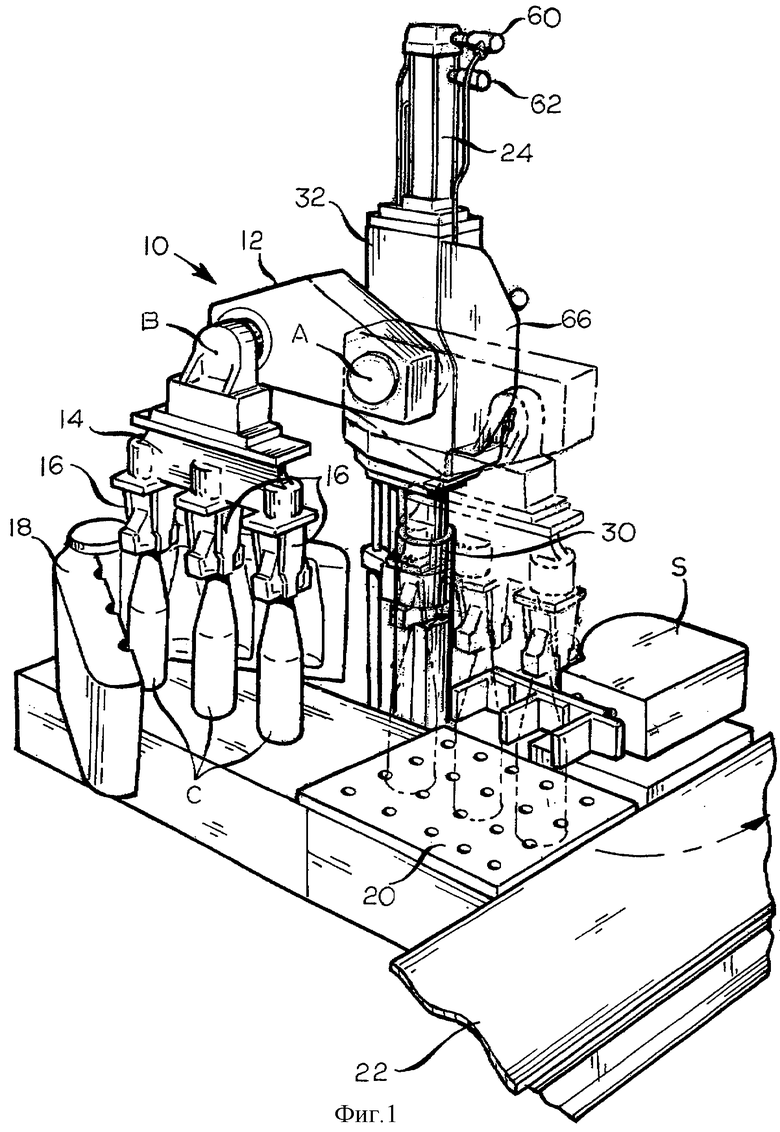
качательный манипулятор, выполненный с возможностью качания вдоль дуги, по существу, 180° между первой позицией и второй позицией,
разнесенное множество узлов клещевых захватов, установленных на качательном манипуляторе и выполненных с возможностью качания вместе с ним, причем каждый из узлов клещевых захватов выполнен с возможностью захвата изделия в первой позиции, транспортировки изделия во вторую позицию без изменения осевой ориентации этого изделия, и высвобождения изделия во второй позиции,
линейно простирающуюся рейку, имеющую зубчатую сторону и противоположную сторону и выполненную с возможностью возвратно-поступательного движения вдоль оси,
качательное зубчатое колесо с внешними зубьями, выполненное с возможностью качания вокруг оси и введенное в зацепление с возможностью передачи движения с рейкой, а также приводящее в качательное движение манипулятор,
единственный реверсивный электродвигатель в качестве источника энергии для возвратно-поступательного движения рейки и
средство для упругого отклонения рейки с введением ее в зацепление с качательным зубчатым колесом.
звено с двумя концами,
упруго отклоняющее средство, воздействующее на один конец звена, и
плечо с двумя концами, один конец которого скреплен с возможностью поворота с противоположным концом звена, причем плечо установлено с возможностью поворота вокруг оси, находящейся между его концами, а противоположный конец плеча имеет ролик, находящийся в зацеплении с противоположной стороной рейки.
качательный манипулятор, выполненный с возможностью качания вдоль дуги, по существу, 180° между первой позицией, находящейся над единицами стеклянной тары в разомкнутых технологических формах, и второй позицией, находящейся над позицией снаружи форм,
разнесенное множество узлов клещевых захватов, установленных на качательном манипуляторе и выполненных с возможностью качания вместе с ним, причем каждый из узлов клещевых захватов выполнен с возможностью захвата единицы тары в первой позиции, транспортировки единицы тары во вторую позицию и высвобождения единицы тары во второй позиции,
линейно простирающуюся рейку, имеющую зубчатую сторону и противоположную сторону и выполненную с возможностью возвратно-поступательного движения,
качательное зубчатое колесо с внешними зубьями, выполненное с возможностью качания вокруг оси и введенное в зацепление с возможностью передачи движения с рейкой, а также приводящее в качательное движение манипулятор,
единственный реверсивный электродвигатель в качестве источника энергии для возвратно-поступательного движения рейки и
средство для упругого отклонения рейки с введением ее в зацепление с качательным зубчатым колесом.
звено с двумя концами,
упруго отклоняющее средство, воздействующее на один конец звена, и
плечо с двумя концами, один конец которого скреплен с возможностью поворота с противоположным концом звена, причем плечо установлено с возможностью поворота вокруг оси, находящейся между его концами, а противоположный конец плеча имеет ролик, находящийся в зацеплении с противоположной стороной рейки.
обеспечивают качательный манипулятор,
обеспечивают совокупность клещевых захватов для зацепления тары, установленных на качательном манипуляторе,
обеспечивают качательное зубчатое колесо, оперативно связанное с качательным манипулятором,
обеспечивают совершающую возвратно-поступательное движение рейку, находящуюся в зацеплении с возможностью привода с качательным манипулятором,
обеспечивают подачу энергии для возвратно-поступательного движения рейки с помощью реверсивного электродвигателя и
упруго отклоняют рейку, вводя ее в зацепление с качательным зубчатым колесом.
| JP 2000327342 A, 28.11.2000 | |||
| ДУТЬЕВАЯ ГОЛОВКА К СТЕКЛОФОРМУЮЩЕЙ МАШИНЕ | 0 |
|
SU272503A1 |
| СПОСОБ ЛЕЧЕНИЯ ОЖИРЕНИЯ | 2001 |
|
RU2195330C1 |
| US 4445923 A, 01.05.1984 | |||
| US 4367087 A, 04.01.1983 | |||
| Способ преобразования сейсмограмм в разрезы | 1975 |
|
SU658519A1 |

