Область техники, к которой относится изобретение
Это изобретение относится к способу транспортировки совокупности выровненных изделий по стационарному элементу на пролет конвейера, который движется поперечно ориентации изделий по стационарному элементу, и к устройству для осуществления этого способа. Более конкретно, это изобретение относится к передвигающему устройству для транспортировки совокупности выровненных свежесформованных единиц стеклянной тары по приемному столу машины, относящейся к типу с индивидуальными секциями, для формования стеклянной тары (ИндС-машины для формования стеклянной тары) на верхний пролет конвейера для транспортировки единиц стеклянной тары в лер.
Уровень техники
Из патента US №6076654 известно, что при транспортировке свежесформованных единиц стеклянной тары с приемных столов ИндС-машины в лер для термообработки этой тары предусматриваются различные устройства и этапы. Среди устройств, применяемых в таком процессе, отметим передвигающее устройство, которое используется для одновременной транспортировки совокупности выровненных единиц тары, обычно двух, трех или четырех единиц тары, с приемного стола ИндС-машины на верхний движущийся пролет бесконечного машинного конвейера.
Известные передвигающие устройства ИндС-машин описаны, например, в патентах US №№3795503 (Perry), 4162503 (Mallory), 4199344 (Mumford et al.), 4222480 (Perry) и 5904754 (Nafziger et al.), информация о каждом из которых приводится здесь для справок. Как описано в этих первоисточниках или известно из других, типичная передвигающая головка ИндС-машины имеет горизонтально простирающуюся удлиненную планку с совокупностью отстоящих друг от друга горизонтально простирающихся пальцевых упоров, выступающих в поперечном направлении из удлиненной планки. Каждый пальцевой упор вместе с удлиненной планкой ограничивает в основном L-образный карман для приема единицы тары.
Первичные движители, прежде обычно именовавшиеся пневматическими цилиндрами, сообщают двойные движения головке с удлиненной планкой и пальцевыми упорами, которые выступают из нее. Первое из таких движений представляет собой возвратно-поступательное движение, первая часть которого служит для перемещения удлиненной планки и ее пальцевых упоров из положения вне контакта с единицами тары на приемном столе в положение контакта с единицами тары на приемном столе. Другое движение представляет собой качательное движение с размахом 90°, сообщаемое головке, первая часть которого обеспечивает транспортировку единиц тары по приемному столу на верхний пролет машинного конвейера. Затем в качестве второй части возвратно-поступательного движения удлиненная планка и ее пальцевые упоры отводятся в положение вне контакта с единицами тары на машинном конвейере, чтобы обеспечить транспортировку единиц тары от формовочной машины посредством машинного конвейера, а в качестве второй части качательного движения с размахом 90° головка с удлиненной планкой и ее пальцевыми упорами возвращается в свое исходное положение, становясь готовой к началу повторения процесса. Хотя прежде обычно использовали пневматические цилиндры как источники энергии для обоих требуемых движений передвигающей головки для стеклянной тары, в патенте США №5429651 (Bolin), где, в частности, описано пневматическое устройство в качестве источника энергии для возвратно-поступательного движения механизма передвигающего толкателя, указано (см. колонку 13, строки 45-50), что с этой целью можно также использовать шаговый электродвигатель. Кроме того, в патенте США №5125499 (Saathoff et al.) говорится об использовании шагового электродвигателя как источника энергии для качательного движения передвигающей головки, но также сказано и об использовании гидравлического двигателя в качестве источника энергии для возвратно-поступательного движения рычага толкателя.
Вместе с тем, использование пневматического цилиндра в качестве источника энергии либо для возвратно-поступательного движения, либо для качательного движения снабженной пальцевыми упорами планки передвигающей головки, имеет некоторые технологические недостатки. Трудно добиться точного управления синхронизацией возвратно-поступательного движения или качательного движения головки толкателя, что создает проблемы точной синхронизации движения головки толкателя относительно других движений ИндС-машины. Кроме того, трудно добиться изменения синхронизации любого из передвигающих пневматических цилиндров в соответствии с требованиями, например, когда модернизируют машину для производства большей или меньшей тары, и трудно управлять скоростями передвигающей головки с пневматическим приводом в начале и в конце движений выдвижения и отвода.
Раскрытие изобретения
Чтобы решить вышеупомянутые или другие проблемы, связанные с известными передвигающими устройствами ИндС-машин, в соответствии с настоящим изобретением предложено полностью электрифицированное передвигающее устройство. Передвигающее устройство согласно настоящему изобретению имеет пару вертикально расположенных реверсивных электродвигателей, каждый из которых предпочтительно является серводвигателем переменного тока. Электродвигатели ориентированы соосно, а выходной вал нижнего электродвигателя, который сообщает возвратно-поступательное движение передвигающей головке через посредство планетарной зубчатой передачи, проходит сквозь кольцевой выходной вал верхнего электродвигателя, который придает качательное движение передвигающей головке. Выходные валы нижнего и верхнего электродвигателей выполнены с возможностью вращения друг относительно друга. Поскольку установочные положения верхнего и нижнего электродвигателей фиксированы, провода этих электродвигателей не должны иметь гибкие выводы для восприятия движения электродвигателя относительно источника питания, а маслопроводы для охлаждения электродвигателей, желательные для продления срока службы в агрессивной высокотемпературной среде, не должны иметь гибкие элементы. Кроме того, расположение электродвигателей ниже передвигающей головки несколько снижает температуры, воздействию которых подвергаются электродвигатели.
Соответственно задача настоящего изобретения состоит в том, чтобы разработать способ транспортировки совокупности изделий из фиксированных положений на движущийся конвейер, при этом источниками энергии всех необходимых движений являются реверсивные электродвигатели, положения которых фиксированы, и устройство для осуществления этого способа. Более конкретно, задача настоящего изобретения состоит в том, чтобы разработать способ вышеописанного типа и устройство для его осуществления, подходящее для работы в непосредственной близости к машине для формования стеклянной тары, где рабочие температуры могут быть несколько выше, чем температура окружающей среды.
Чтобы лучше понять настоящее изобретение и его задачи, следует уделить внимание чертежам и нижеследующему краткому описанию их, подробному описанию изобретения и прилагаемой формуле изобретения.
Краткое описание чертежей
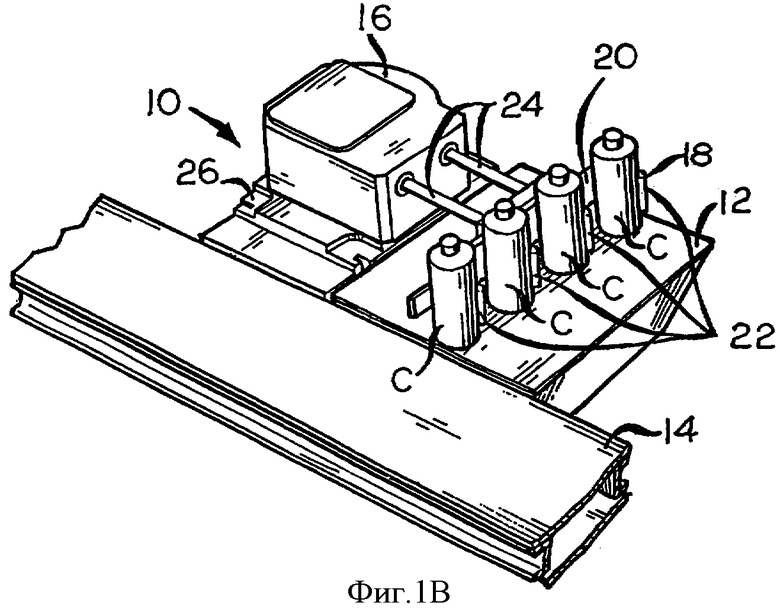
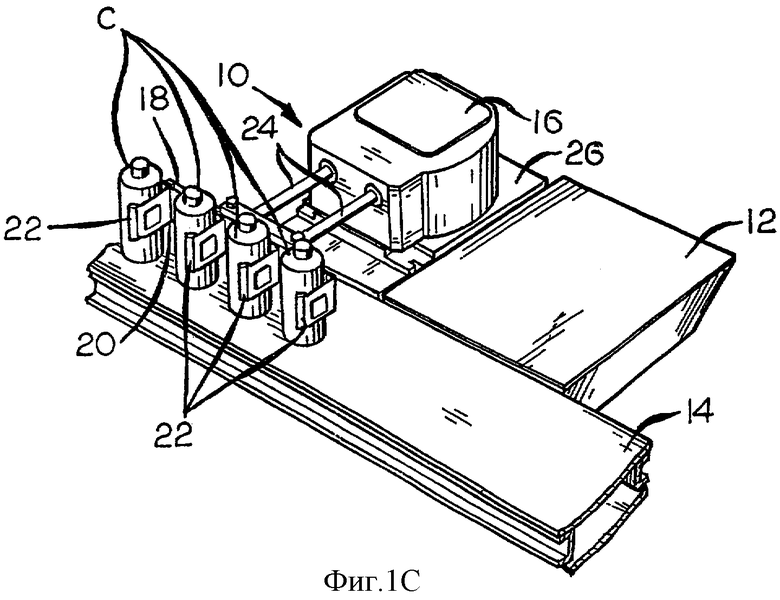
На фиг.1А, 1В и 1С представлены фрагментарные перспективные изображения устройства в соответствии с настоящим изобретением, причем каждый вид иллюстрирует устройство в отличающемся положении в цикле работы;
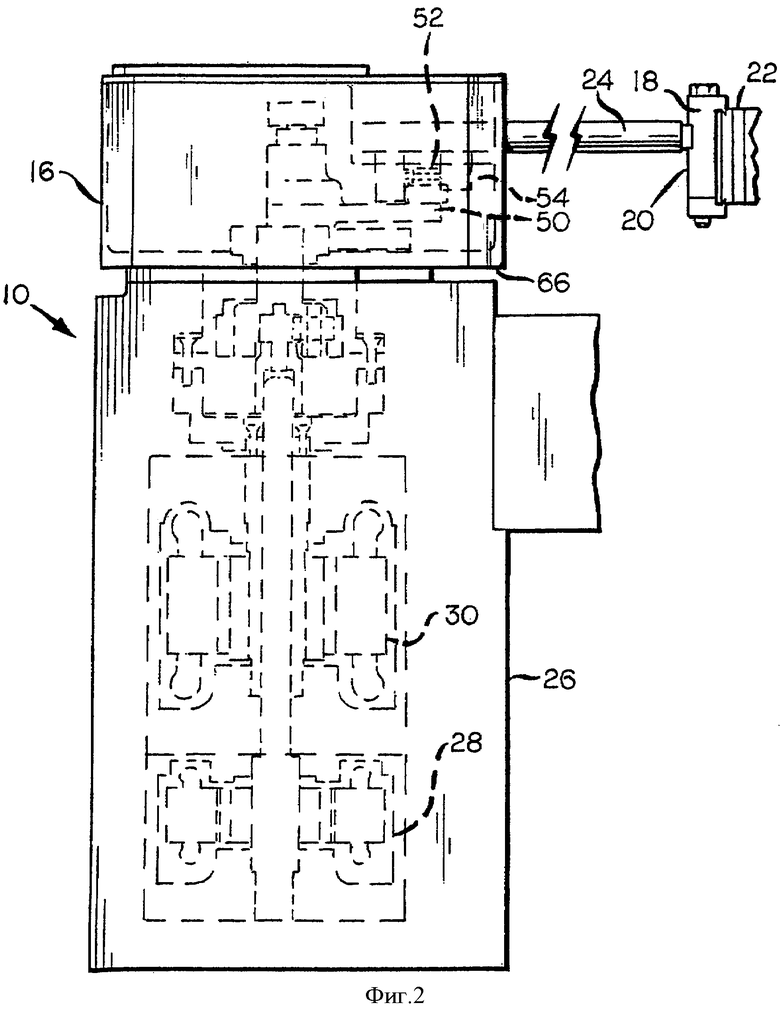
на фиг.2 представлена вертикальная проекция в увеличенном масштабе элементов устройства, показанного на фиг.1А, 1В и 1С;
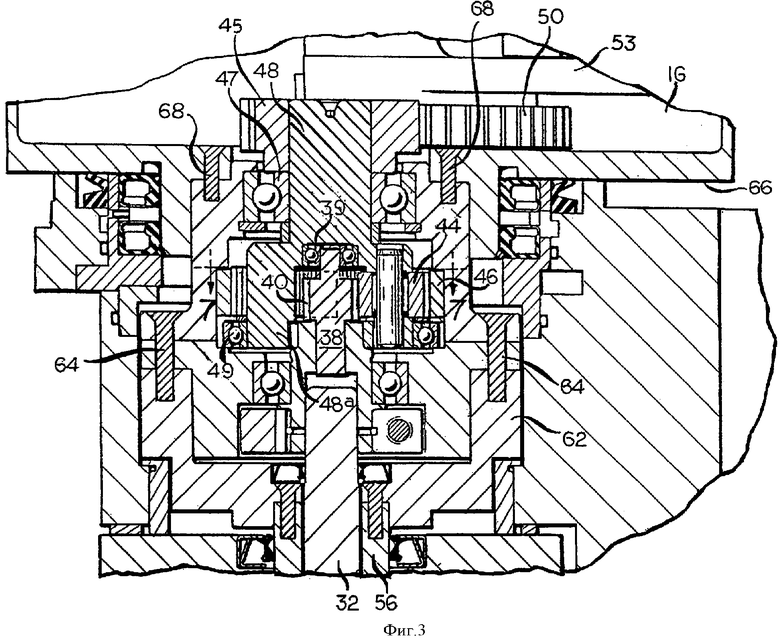
на фиг.3 представлено фрагментарное сечение в увеличенном масштабе части устройства, показанного на фиг.2;
на фиг.4 представлено сечение, аналогичное фиг.3, еще одной части устройства, показанного на фиг.2;
на фиг.5 представлено фрагментарное перспективное изображение с вырывом части конструкции устройства, показанного на фиг.2 и 3;
на фиг.6 представлено сечение вдоль линии 6-6, показанной на фиг.3;
на фиг.7 представлено фрагментарное перспективное изображение в частичном сечении части устройства, показанного на фиг.2-6;
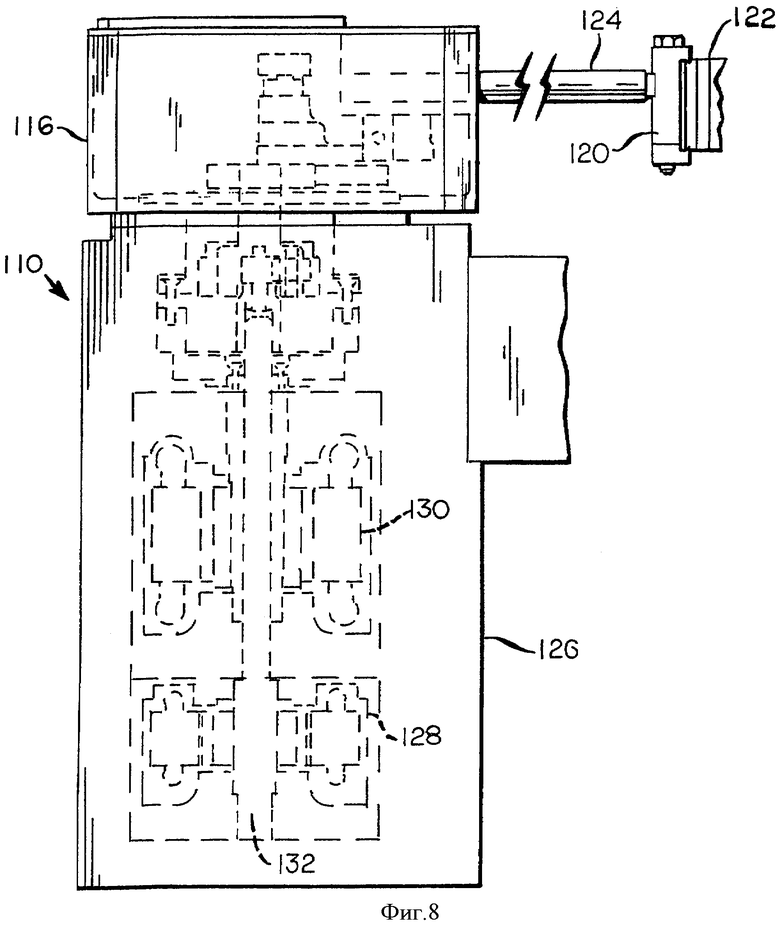
на фиг.8 представлена проекция, аналогичная фиг.2, альтернативного варианта осуществления настоящего изобретения;
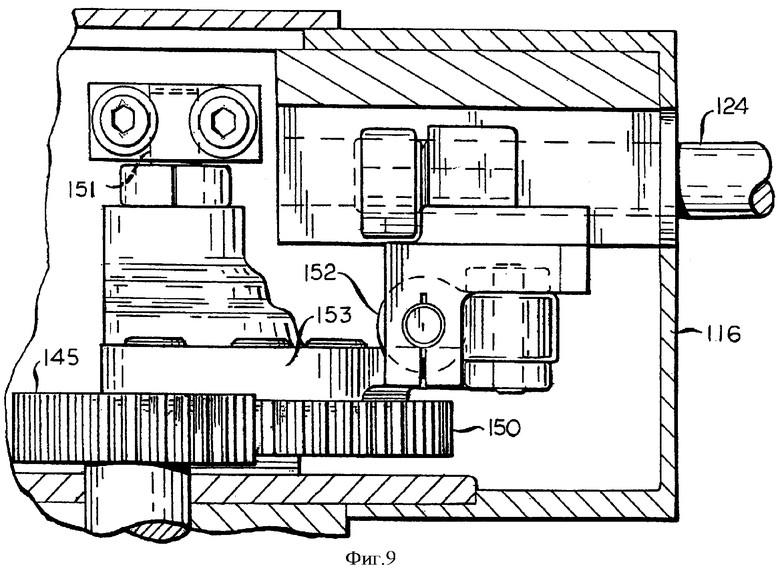
на фиг.9 представлено сечение, аналогичное фиг.3, части устройства, показанного на фиг.8;
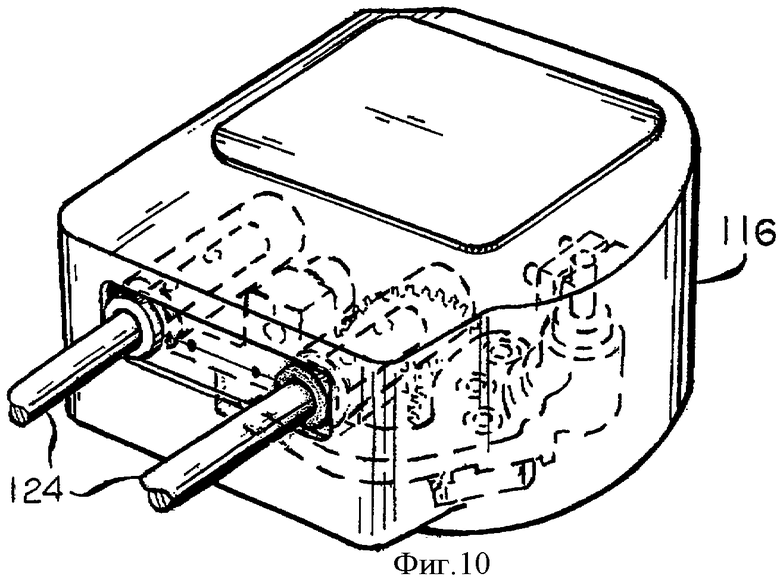
на фиг.10 представлено фрагментарное перспективное изображение части устройства, показанного на фиг.8; и
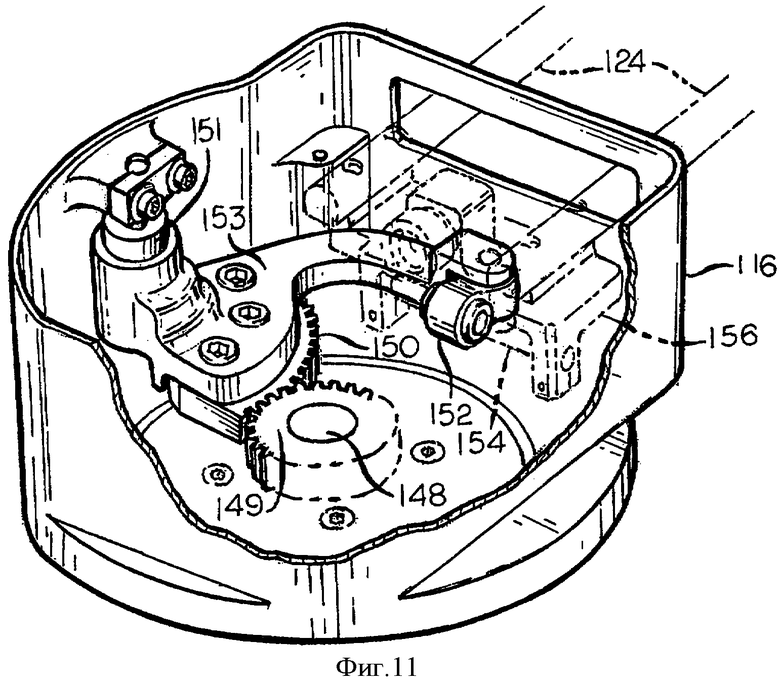
на фиг.11 представлено изображение, аналогичное фиг.10, с одной частью иллюстрируемого устройства, повернутой на 180°, и вырывом другой части этого устройства.
Осуществление изобретения
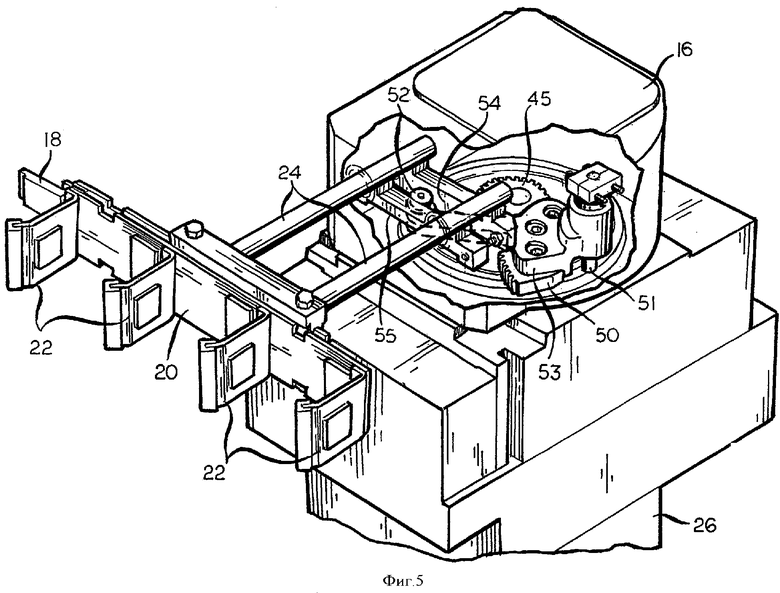
Передвигающее устройство, соответствующее настоящему изобретению, обозначено как единое целое позицией 10 на фиг.1А, 1В, 1С и 2 чертежей. Передвигающее 10 устройство используется для одновременной транспортировки выровненной совокупности свежесформованных единиц стеклянной тары С по приемному столу 12 ИндС-машины на движущийся верхний пролет отставляющего (машинного) конвейера 14. Единицы тары С затем подаются конвейером в лер (не показан) для термообработки единиц тары С с целью снятия остаточных механических напряжений в этой таре, как известно в данной области техники. Конвейер 14 проходит поперек приемного стола 12, а транспортировка единиц тары С с приемного стола 12 на конвейер 14 требует переноса единиц тары С на конвейер 14 и поворота на 90° при этом переносе, чтобы гарантировать, что единицы тары С будут выровнены друг с другом на конвейере 14, еще когда они находятся на приемном столе 12. С этой целью передвигающее устройство 10 оснащено вертлюжным узлом 16, который совершает повторяющиеся качания вдоль дуги 90°, включая движение из его положения, показанного на фиг.1А, в положение, показанное на фиг.1С. Кроме того, вертлюжный узел 16 оснащен передвигающей головкой 18, которая совершает повторяющиеся движения назад и вперед, а траектория возвратно-поступательного движения передвигающей головки 18 включает в себя движение из положения, показанного на фиг.1А, в положения, показанные на фиг.1В и 1С, а затем обратно в положение, показанное на фиг.1А.
Передвигающая головка 18 включает в себя удлиненную горизонтально простирающуюся планку 20 с совокупностью отстоящих друг от друга пальцевых упоров 22, выступающих в поперечном направлении из планки 20. Каждый из пальцевых упоров 22 вместе с планкой 20 ограничивает карман для приема единицы тары С, а количество пальцевых упоров 22, выступающих из планки 20, является таким же, как количество единиц тары С на приемном столе 12. Удлиненная планка 20 установлена на отстоящих друг от друга горизонтально простирающихся штоках 24, которые выполнены с возможностью совершения возвратно-поступательного движения относительно вертлюжного узла 16, как будет подробнее описано ниже, с целью сообщения возвратно-поступательного движения планке 20 передвигающей головки 18 из положения, показанного на фиг.1А, в котором единицы тары С не входят в контакт в карманах передвигающей головки 18, в положения, показанные на фиг.1В и 1С, в которых единицы тары С введены в контакт в карманах передвигающей головки 18. После транспортировки единиц тары С из положения, показанного на фиг.1А, в положение, показанное на фиг.1С, передвигающая головка 18 отводится, обеспечивая удаление единиц тары С конвейером 14, а затем вертлюжный узел 16 передвигающего устройства 10 возвращается обратно из своего положения, показанного на фиг.1С, в свое положение, показанное на фиг.1А, чтобы начать повторение цикла передвижения с новой группой единиц тары С, находящихся на приемном столе 12. Как показано на фиг.1А, 1В и 1С, передвигающая головка 18 снабжена четырьмя карманами для приема единиц тары, и именно эта конструкция подходит для каждой секции ИндС-машины того типа, которую часто называют "четырехкапельной" машиной. Конечно, известна и ИндС-машина, которую можно также приспособить к одновременному изготовлению трех единиц тары в каждой секции ИндС-машины, т.е. сделать "трехкапельной" машиной, или даже двух единиц тары в каждой секции ИндС-машины, т.е. сделать "двухкапельной" машиной; в таких случаях передвигающее устройство 10 для трехкапельной машины должно иметь передвигающую головку 18 лишь с тремя карманами для приема единицы тары, а передвигающее устройство 10 для двухкалельной машины должно иметь передвигающую головку 18 лишь с двумя карманами для приема единицы тары.
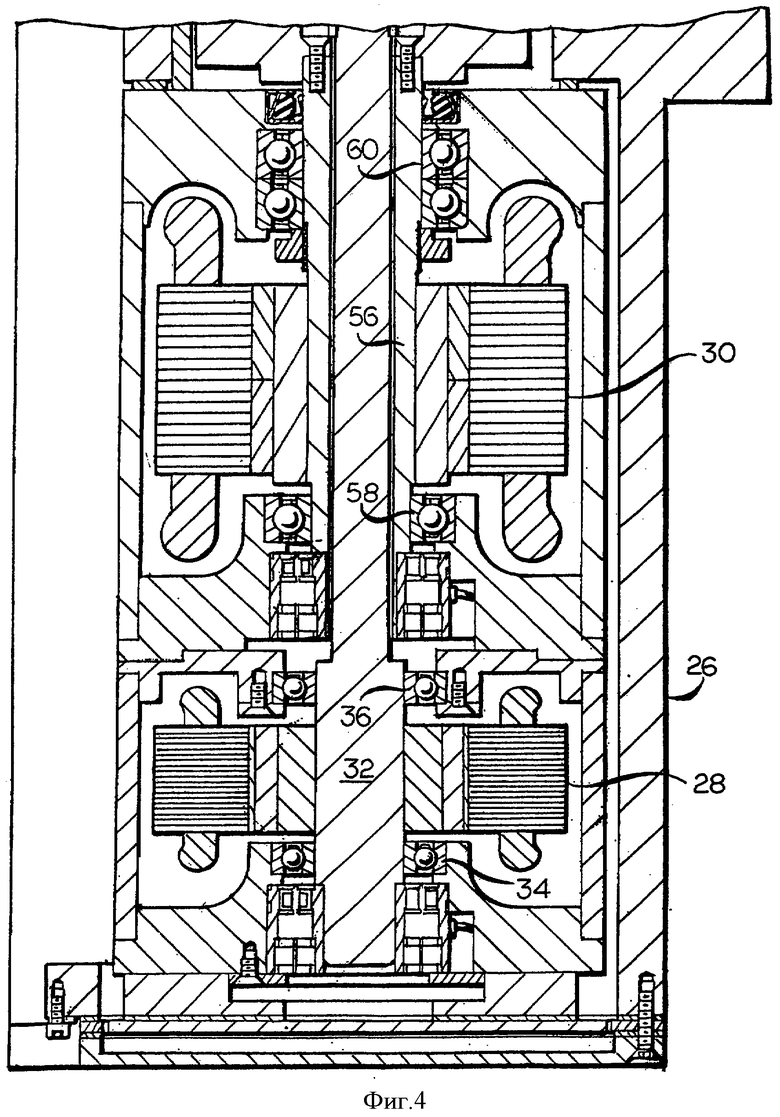
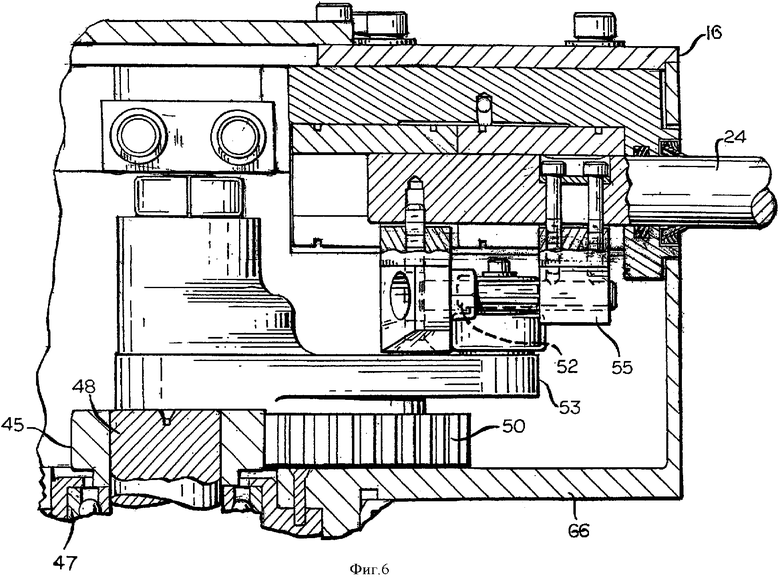
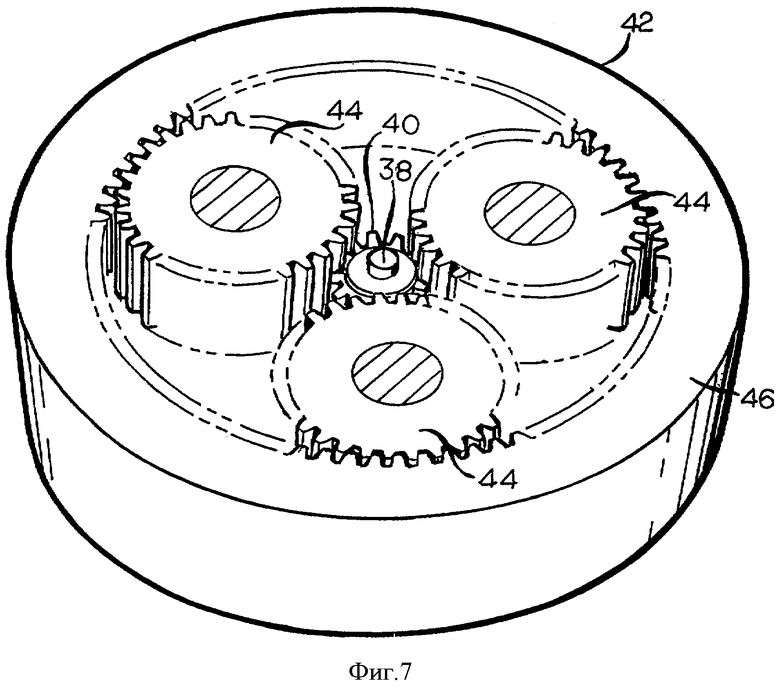
Передвигающее устройство 10 включает в себя стационарный корпус 26, который расположен под вертлюжным узлом 16 и выровнен с ним. Вертикально и в соосной ориентации друг с другом внутри корпуса 26 расположены первый и второй реверсивные электродвигатели 28, 30 переменного тока, каждый из которых предпочтительно является серводвигателем для обеспечения точной управляемости. Электродвигатель 28, который расположен под электродвигателем 30, приводит в движение выходной вал 32, (фиг.4), который оперт с возможностью вращения в отстоящих друг от друга подшипниках 34, 36. Выходной вал 32 имеет короткий вал 38 (фиг.3) планетарной зубчатой передачи 42, понижающей скорость, запрессованный по горячей посадке или иным образом вставленный в упомянутый выходной вал, и этот короткий вал 38, который оперт с возможностью вращения в подшипнике 39, приводит в движение солнечное зубчатое колесо 40 планетарной зубчатой передачи 42, понижающей скорость. Планетарная зубчатая передача также имеет совокупность отстоящих друг от друга сателлитов 44, а эти сателлиты 44, приводимые в движение солнечным колесом 40, введены в зацепление с поверхностью внутреннего зацепления кольцевого зубчатого колеса 46. Кольцевое зубчатое колесо 46 прикреплено к внутренней поверхности чашеобразной части 48 а надставки 48 вала, которая заходит в вертлюжный узел 16 передвигающего устройства 10 и оперта с возможностью вращения в подшипниках 47, 49 для обеспечения вращения относительно вертлюжного угла 16. Планетарная зубчатая передача 42 служит для существенного уменьшения скорости вращения надставки 48 вала по сравнению со скоростью вращения вала 32, например, с передаточным отношением 1:5. Такую планетарную зубчатую передачу поставляет как коммерческое изделие фирма Mectrol, Inc.
На надставке 48 вала установлено ведущее зубчатое колесо 45, и это ведущее зубчатое колесо 45 приводит в движение секторное зубчатое колесо 50 (фиг.6). Секторное зубчатое колесо 50 установлено в головке 18 с возможностью поворота относительно нее вокруг вала 51 (фиг.5) и имеет вышележащее плечо 53 (фиг.3, 5 и 6), которое поворачивается вместе с секторным зубчатым колесом 50, а дуговое движение надставки 48 вала, качание которой обуславливается реверсированием движения электродвигателя 28, вызывает реверсивное движение следящего ролика 52, который выступает из плеча 53 и движется в пазу 54 в кронштейне 56, с которым соединены штоки 24. Таким образом, реверсивное движение электродвигателя 28 вызывает выдвижение и отвод штоков 24 с планкой 20 и пальцевыми упорами 22 синхронно с перемещением между положениями, показанными на фиг.1А и 1В, которое совершается, по существу, без мертвого хода.
Электродвигатель 30 переменного тока имеет выходной вал 56, а этот вал 56 установлен с возможностью вращения в отстоящих друг от друга подшипниках 58, 60. Выходной вал 56 является кольцевым по конфигурации, а выходной вал 32 проходит через внутреннее пространство выходного вала 56 таким образом, что выходной вал 56 и выходной вал 32 выполнены с возможностью вращения независимо друг от друга.
Как лучше всего видно на фиг.3, кольцевой корпус 62 прикреплен к валу 56 посредством резьбовых крепежных деталей 64, а нижняя плита 66, выполненная как единое целое с вертлюжным узлом 16 передвигающего устройства 10, прикреплена к кольцевому корпусу 62 крепежными деталями 68. Таким образом, электродвигатель 30 сообщает реверсивное движение валу 56, и это реверсивное движение вызывает качание вертлюжного узла 16 передвигающего устройства 10 между положением, показанным на фиг.1А и 1В, и положением, показанным на фиг.1С, и это движение должно быть управляемым относительно движений выдвижения и отвода, сообщаемым передвигающей головке 18 электродвигателем 28, поскольку оба они осуществляются одновременно с сообщением таких движений выдвижения и отвода передвигающей головке во время качания вертлюжного узла 16.
В передвигающем устройстве 10, описанном выше, используются электродвигатели 28, 30, находящиеся внутри корпуса 26, который не должен двигаться при эксплуатации. Таким образом, провода (не показаны), ведущие к таким электродвигателям, могут быть стационарными, что позволяет избежать необходимости иметь гибкие или избыточно длинные провода, ведущие к таким электродвигателям, в относительно высокотемпературной рабочей среде, и такие провода могут быть вставными, быстро отсоединяемыми проводами для быстрой установки и снятия передвигающего устройства 10 как единого узла. Кроме того, поскольку корпус электродвигателей 28, 30 не должен двигаться при эксплуатации, электродвигатели 28, 30 можно легко охлаждать маслом, если это желательно, поскольку впускную и выпускную трубки хладагента для таких целей уже не нужно делать гибкими. Помимо этого, электронный блок управления, который не показан, можно, если это желательно, установить на корпус 26 и, если это также желательно, можно охлаждать маслом, потому что для идущих к этому блоку впускной и выпускной трубок не потребуются гибкие элементы. В любом случае расположение электродвигателей 28, 30 ниже головки 18 будет служить целям некоторого снижения температур, воздействию которых подвергаются электродвигатели 28, 30, по сравнению с температурами, воздействию которых подвергается головка 18.
В варианте осуществления, представленном на фиг.8-11, элементы, которые по выполняемым функциям соответствуют элементам варианта осуществления, представленного на фиг.1-7, обозначены позициями ряда, начинающегося со 100, а их последние две цифры являются такими же, как две цифры обозначений в варианте осуществления, представленном на фиг.1-7.
Передвигающее устройство, соответствующее варианту осуществления, представленному на фиг.8-11, обозначено как единое целое позицией 110 на фиг.8. Подобно передвигающему устройству 10, передвигающее устройство 110 используется для одновременной транспортировки выровненной совокупности свежесформованных единиц стеклянной тары по приемному столу ИндС-машины на движущийся верхний пролет отставляющего (машинного) конвейера, который транспортирует эти единицы тары в лер (не показан) для термообработки единиц тары с целью снятия остаточных механических напряжений в этой таре, как известно в данной области техники. Передвигающее устройство 110 оснащено вертлюжным узлом 116, который совершает повторяющиеся качания вдоль дуги 90°, и этот вертлюжный узел 116 оснащен передвигающей головкой 118, которая совершает повторяющиеся движения назад и вперед, в сущности, по той же траектории возвратно-поступательного движения, что и передвигающая головка 18 согласно варианту осуществления, показанному на фиг.1-7.
Передвигающая головка 118 включает в себя удлиненную горизонтально простирающуюся планку 120 с совокупностью отстоящих друг от друга пальцевых упоров 122, выступающих в поперечном направлении из планки 120. Удлиненная планка 120 установлена на отстоящих друг от друга горизонтально простирающихся штоках 124, которые выполнены с возможностью совершения возвратно-поступательного движения относительно вертлюжного узла 116, как будет подробнее описано ниже, с целью сообщения возвратно-поступательного движения планке 120 передвигающей головки 118.
Передвигающее устройство 110 включает в себя стационарный корпус 126, который расположен под вертлюжным узлом 116 и выровнен с ним. Вертикально и в соосной ориентации друг с другом внутри корпуса 126 расположены первый и второй реверсивные электродвигатели 128, 130 переменного тока, каждый из которых предпочтительно является серводвигателем для обеспечения точной управляемости. Электродвигатель 128, который расположен под электродвигателем 130, приводит в движение выходной вал 132.
Вариант осуществления, представленный на фиг.8-11, отличается от варианта осуществления, представленного на фиг.1-7, главным образом конструкцией, изображенной на фиг.9-11, в которой на надставке 148 вала установлено ведущее зубчатое колесо 145, которое приводит в движение секторное зубчатое колесо 150. Секторное зубчатое колесо 150 установлено в головке 118 с возможностью поворота относительно нее вокруг вала 151 (фиг.11) и имеет вышележащее плечо 153, которое поворачивается вместе с секторным зубчатым колесом 150. Дуговое движение надставки 148 вала, качание которой обуславливается реверсированием движения электродвигателя 128, вызывает реверсивное движение втулки 152, которая выступает из плеча 153 и окружает с возможностью скольжения шток 154, который установлен в кронштейне 156, с которым соединены штоки 124. Таким образом, реверсивное движение электродвигателя 128 вызывает выдвижение и отвод штоков 124 вместе с планкой 120 и пальцевыми упорами 122 синхронно с перемещением между крайними положениями отвода внутрь и выдвижения наружу планки 120, которое совершается, по существу, без мертвого хода.
В передвигающем устройстве 110, описанном выше, используются электродвигатели 128, 130, находящиеся внутри корпуса 126, который не должен двигаться при эксплуатации. Таким образом, провода (не показаны), ведущие к таким электродвигателям, могут быть стационарными, что позволяет избежать необходимости иметь гибкие или избыточно длинные провода, ведущие к таким электродвигателям, в относительно высокотемпературной рабочей среде, и такие провода могут быть вставными, быстро отсоединяемыми проводами для быстрой установки и снятия передвигающего устройства 110 как единого узла. Кроме того, поскольку корпус электродвигателей 128, 130 не должен двигаться при эксплуатации, электродвигатели 128, 130 можно легко охлаждать маслом, если это желательно, поскольку впускную и выпускную трубки хладагента для таких целей уже не нужно делать гибкими. Помимо этого, электронный блок управления, который не показан, можно, если это желательно, установить на корпус 126 и, если это также желательно, можно охлаждать маслом, потому что для идущих к этому блоку впускной и выпускной трубок не потребуются гибкие элементы. В любом случае расположение электродвигателей 128, 130 ниже головки 118 будет служить целям некоторого снижения температур, воздействию которых подвергаются электродвигатели 128, 130, по сравнению с температурами, воздействию которых подвергается головка 118.
Хотя выше описан и проиллюстрирован вариант осуществления настоящего изобретения, сочтенный авторами изобретения наилучшим на дату его подачи, для специалистов в данной области техники будет очевидно, что в рамках объема притязаний изобретения возможны подходящие модификации, изменения и эквиваленты, а сам объем притязаний ограничивается лишь терминами нижеследующей формулы изобретения и ее юридическими эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ ТРАНСПОРТИРОВКИ СОВОКУПНОСТИ ИЗДЕЛИЙ | 2003 |
|
RU2321554C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПЛАСТА ТЕСТА И ФОРМОВАНИЯ ИЗ НЕГО ТЕСТОВЫХ ЗАГОТОВОК | 2008 |
|
RU2408190C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2089474C1 |
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2313478C1 |
| Устройство для управления работой табуляторных, счетных и т.п. машин | 1928 |
|
SU11352A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
Изобретение относится к передвигающему устройству для транспортировки совокупности выровненных свежесформованных единиц стеклянной тары по приемному столу машины. Техническим результатом является синхронизация возвратно-поступательного движения или качательного движения головки толкателя. Для этого передвигающее устройство содержит головку с удлиненной планкой, имеющей совокупность отстоящих друг от друга пальцевых упоров, выступающих из нее в поперечном направлении. Причем каждый пальцевой упор вместе с удлиненной планкой ограничивает карман для приема одного из изделий. При этом удлиненная планка выполнена с возможностью качания вдоль дуги 90° для передвижения совокупности изделий с конструктивного элемента в некоторые положения на конвейере. Причем удлиненная планка также выполнена с возможностью возвратно-поступательного движения для вхождения в контакт с изделиями на конструктивном элементе и отвода ее от этих изделий на конвейере. Кроме того, передвигающее устройство содержит первый реверсивный электродвигатель для сообщения качательного движения головке, причем положение упомянутого первого реверсивного электродвигателя во время работы является фиксированным и он имеет кольцевой выходной вал, оперативно сцепленный с головкой, второй реверсивный электродвигатель для сообщения возвратно-поступательного движения удлиненной планке относительно головки, при этом второй реверсивный электродвигатель имеет выходной вал, проходящий сквозь кольцевой выходной вал первого реверсивного электродвигателя, и планетарную зубчатую передачу, расположенную между выходным валом второго реверсивного электродвигателя и средствами создания возвратно-поступательного движения для сообщения возвратно-поступательного движения удлиненной планке. 7 з.п. ф-лы, 13 ил.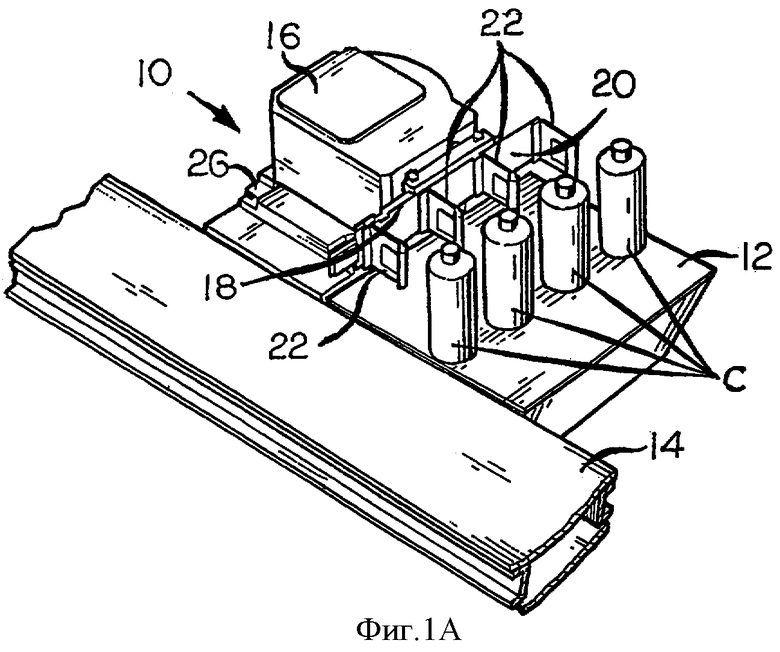
головку с удлиненной планкой, имеющей совокупность отстоящих друг от друга пальцевых упоров, выступающих из нее в поперечном направлении, причем каждый пальцевой упор вместе с удлиненной планкой ограничивает карман для приема одного из изделий, при этом упомянутая удлиненная планка выполнена с возможностью качания вдоль дуги на 90° для передвижения совокупности изделий с упомянутого конструктивного элемента в некоторые положения на конвейере, причем удлиненная планка также выполнена с возможностью возвратно-поступательного движения для вхождения в контакт с изделиями на упомянутом конструктивном элементе и отвода ее от этих изделий на конвейере,
первый реверсивный электродвигатель для сообщения качательного движения головке, причем положение упомянутого первого реверсивного электродвигателя во время работы является фиксированным и он имеет кольцевой выходной вал, оперативно сцепленный с упомянутой головкой, второй реверсивный электродвигатель для сообщения возвратно-поступательного движения удлиненной планке относительно упомянутой головки, причем положение упомянутого второго реверсивного электродвигателя во время работы является фиксированным и он расположен вертикально и в соосной ориентации под упомянутым первым реверсивным электродвигателем, при этом упомянутый второй реверсивный электродвигатель имеет выходной вал, проходящий сквозь упомянутый кольцевой выходной вал упомянутого первого реверсивного электродвигателя, а упомянутый кольцевой выходной вал упомянутого первого реверсивного электродвигателя и упомянутый выходной вал упомянутого второго реверсивного электродвигателя выполнены с возможностью вращения относительно друг друга, и
планетарную зубчатую передачу, расположенную между выходным валом упомянутого второго реверсивного электродвигателя и средствами создания возвратно-поступательного движения для сообщения возвратно-поступательного движения упомянутой удлиненной планке.
каждое из упомянутой совокупности изделий представляет собой свежесформованную единицу стеклянной тары,
упомянутый конструктивный элемент представляет собой приемный стол ИндС-машины для формования стеклянной тары, а
упомянутый конвейер является машинным конвейером в установке для изготовления стеклянной тары.
кольцевое солнечное зубчатое колесо, оперативно соединенное с упомянутым выходным валом упомянутого второго реверсивного электродвигателя,
совокупность отстоящих друг от друга в окружном направлении сателлитов, введенных в зацепление с упомянутым солнечным колесом, и круговое кольцевое колесо, окружающее каждое из упомянутой совокупности сателлитов и введенное в зацепление с ними.
секторное зубчатое колесо,
конструкцию для установки упомянутого секторного зубчатого колеса с возможностью качательного движения вокруг оси, отстоящей от упомянутого второго реверсивного электрического двигателя,
ведущее зубчатое колесо, приводимое в движение упомянутой планетарной зубчатой передачей и ориентированное соосно с упомянутым вторым реверсивным электрическим двигателем, при этом ведущее зубчатое колесо находится в зацеплении с секторным зубчатым колесом, по меньшей мере, один шток, выполненный с возможностью возвратно-поступательного движения и сцепленный с упомянутой удлиненной планкой,
кронштейн, к которому прикреплен упомянутый, по меньшей мере, один шток, выполненный с возможностью возвратно-поступательного движения, причем в упомянутом кронштейне имеется паз,
звено, установленное соосно с упомянутым секторным зубчатым колесом, для качания вместе с упомянутым секторным зубчатым колесом, причем упомянутое звено имеет свободный конец, отстоящий от оси качания упомянутого секторного зубчатого колеса, и
следящий ролик на упомянутом свободном конце упомянутого звена, находящийся в упомянутом пазу упомянутого кронштейна, причем качание упомянутого секторного зубчатого колеса и упомянутого звена вызывает возвратно-поступательное движение кронштейна посредством зацепления упомянутого следящего ролика в упомянутом пазу.
упомянутый, по меньшей мере, один шток, выполненный с возможностью
возвратно-поступательного движения, представляет собой совокупность отстоящих друг от друга штоков, выполненных с возможностью возвратно-поступательного движения.
ведущее зубчатое колесо, приводимое в движение упомянутой планетарной зубчатой передачей и ориентированное соосно с упомянутым вторым реверсивным электрическим двигателем,
секторное зубчатое колесо, находящееся в зацеплении с ведущим зубчатым колесом,
конструкцию для установки упомянутого секторного зубчатого колеса с возможностью качательного движения вокруг оси, отстоящей от центральной оси упомянутого второго реверсивного электрического двигателя,
звено, установленное соосно с упомянутым секторным зубчатым колесом, для качания вместе с упомянутым секторным зубчатым колесом, причем упомянутое звено имеет свободный конец, отстоящий от оси качания упомянутого секторного зубчатого колеса, и несущее следящий ролик,
кронштейн, к которому прикреплены упомянутый, по меньшей мере, один шток, выполненный с возможностью возвратно-поступательного движения, и упомянутая удлиненная планка, причем в упомянутом кронштейне имеется паз, и
следящий ролик на упомянутом свободном конце упомянутого звена, находящийся в упомянутом пазу упомянутого кронштейна, причем качание упомянутого секторного зубчатого колеса и упомянутого звена вызывает возвратно-поступательное движение кронштейна посредством зацепления упомянутого следящего ролика в упомянутом пазу.
| МЕТАЛЛОСПЛАВНОЙ КАТОД | 2002 |
|
RU2231855C1 |
| Планетарный механизм для преобразования вращательного движения в возвратно-поступательное | 1980 |
|
SU1071839A1 |
| Способ перемещения стеклянных сосудов (варианты) | 1999 |
|
RU2223239C2 |
| DE 4231454 А, 24.03.1994 | |||
| US 5429651 А, 04.07.1995. | |||

