Изобретение относится к трубопроводному транспорту и может быть использовано при ремонте эксплуатирующихся трубопроводов с дефектами, преимущественно трещиноподобными.
Известен способ повышения стойкости конструкций к распространению трещин, в котором осуществляют нагрев и охлаждение конструкции в направлении возможного распространения трещины (ПАТЕНТ РФ №2041418, МПК F16L 57/00. ОПУБЛ. 09.08.95. БЮЛЛ. №22). Основным недостатком способа является повышенная опасность реализации способа на эксплуатирующихся магистральных нефтегазопроводах с трещинами без снижения давления и стравливания перекачиваемого продукта.
Наиболее близким к заявляемому способу является способ предотвращения развития трещиноподобных и коррозионных дефектов стенок трубопроводов, взятый нами в качестве прототипа (ПАТЕНТ РФ №2097646, МПК F16L 57/00, 58/16. ОПУБЛ. 27.11.97. БЮЛЛ. №33). Известный способ заключается в установке разъемной муфты, сварке горизонтальными продольными швами половин муфты, при этом предварительно снижают растягивающие кольцевые напряжения путем понижения внутреннего давления в трубопроводе или обжима половин муфты цепным гидравлическим зажимом.
Недостатками известного способа является следующее.
1. Не учитывает вероятности наличия изгибных напряжений в трубопроводе на участке установки муфты, что не позволяет гарантированно предотвратить развитие дефектов.
2. Не учитывает силу трения, которая возникает между трубопроводом и муфтой при ее установке. В результате действия сил трения сжимающее усилие между муфтой и трубопроводом, возникающее при восстановлении сниженного давления или обжима гидравлическим зажимом, по окружности трубопровода неодинаково и может локально уменьшаться, что не гарантирует требуемого снятия растягивающих напряжений в дефекте, например в трещине.
3. При равномерном обжиме муфты в материале трубопровода на краях (концах) муфты возникает градиент напряжений, что может явиться дополнительным концентратором для развития дефекта.
4. При установке муфты на сниженном давлении в трубопроводе трудно обеспечить плотное, без зазоров, прижатие муфты к трубопроводу. Поэтому, при восстановлении давления происходит неравномерная деформация трубопровода, максимальная в зазорах, до его полного прижатия к муфте. Это может вызвать прирост размеров дефектов, например раскрытие трещин и т.д., что снижает надежность способа.
5. Способ требует существенного снижения давления в трубопроводе, что может быть затруднительно при его реализации, например, на магистральных газопроводах, снижение давления в которых повлечет за собой сбой в поставке газа потребителю.
Задачей изобретения является предотвращение развития дефектов в стенках трубопроводов путем снижения и формирования оптимального распределения напряжений растяжения в дефекте.
Поставленная задача решается тем, что в способе предотвращения развития трещиноподобных и коррозионных дефектов стенок трубопроводов вдоль образующей труб, заключающемся в определении местоположения и характера дефекта, вскрытии трубопровода, удалении изоляционного покрытия и зачистке дефекта, установке разъемной муфты, снижении кольцевых напряжений растяжения в стенке трубопровода, сварке горизонтальными продольными швами половин муфт, с целью снижения напряжений растяжения в дефекте, на участке установки муфты снижают до минимально возможной величины изгибные напряжения в трубопроводе, которые определяют методами неразрушающего контроля (НК), снижение кольцевых напряжений выполняют натяжением половин муфт, при этом смещают линию соединения половин муфт относительно дефекта на расстояние, обеспечивающее неизменность свойств металла трубы в зоне дефекта при сварке половин муфт, в зоне скольжения муфты относительно трубопровода наносят антифрикционный материал, в зоне трения придают поверхности металла муфты и трубопровода фрикционные свойства, контролируют растягивающие напряжения в муфте методами НК, натяжение муфты производят до создания в ее центральном сечении напряжения, равного по величине кольцевому напряжению в трубопроводе, а по концам муфты, равные около 1/2 от кольцевого напряжения, причем для определения напряжений применяют метод измерения коэрцитивной силы, линию соединения половин муфт смещают относительно дефекта на расстояние, равное около 1/5 от диаметра трубопровода, зоной скольжения является зона сопряжения поверхностей муфты и трубы между дефектом и ближайшей линией соединения половин муфт, зонами трения являются зоны сопряжения поверхностей муфты и трубы, граничащие с зоной скольжения, протяженность зоны трения составляет около 1/5 от диаметра трубопровода, фрикционные свойства в зоне трения придают, например, обработкой сопрягающихся поверхностей абразивным инструментом, а натяжение в муфте создают с помощью как минимум трех натяжителей, установленных между половинами муфт.
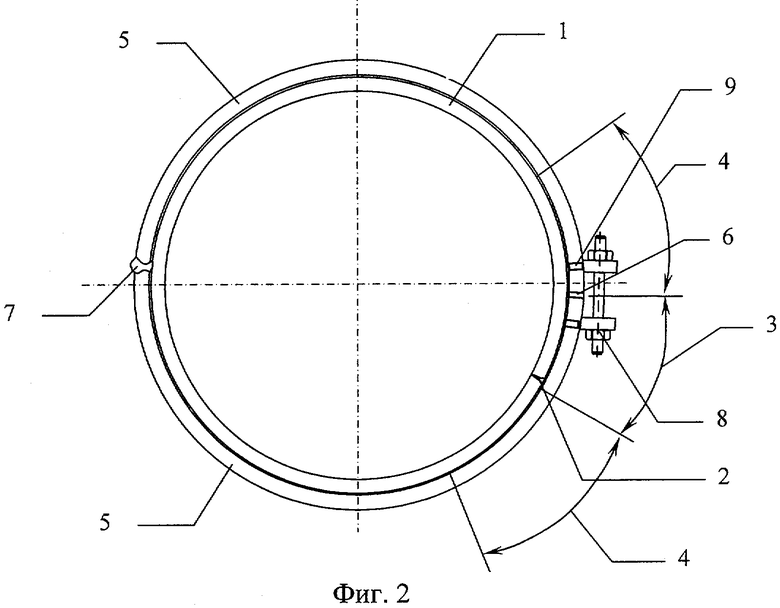
Способ поясняется фиг.1, 2. На фиг.1 изображен участок трубопровода с установленной муфтой: 1 - трубопровод, 2 - дефект, 5 - муфта, 8 - натяжители. На фиг.2 показан участок трубопровода в разрезе: 2 - дефект (трещина), 3 - зона скольжения, 4 - зона трения, 6 - линия соединения половин муфт, 7 - сварной шов, 8 - натяжители, 9 - отверстия для натяжителей.
Способ осуществляется следующим образом.
Откапывают трубопровод 1 (фиг.1) с дефектом 2, удаляют изоляционное покрытие, зачищают место дефекта 2. Определяют изгибные напряжения в стенке трубопровода методом НК. Добиваются их минимизации в месте установки муфты путем регулирования положения оси трубопровода. Отмечают на трубопроводе расположение зоны скольжения 3 (фиг.2) в произвольную от дефекта сторону по окружности трубы протяженностью около 1/5 диаметра. Отмечают расположение зон трения 4, примыкающих к зоне скольжения, каждая протяженностью около 1/5 от диаметра трубопровода. Придают поверхности металла трубы и сопрягаемой с ней поверхностью муфты 5 фрикционные свойства в зонах трения и антифрикционные в зоне скольжения.
Устанавливают половины муфты 5 на участок трубопровода 1 с дефектом 2, при этом положение линий соединения полумуфт 6 ориентируют таким образом, чтобы между линией соединения 6 и дефектом 2 располагалась зона скольжения 3.
Посредством сварного шва 7 сваривают половины муфты 5. Устанавливают не менее трех натяжителей 8 в отверстиях полумуфт 9. Затягивают натяжители 8, при этом кроме сжимающего усилия муфты 5 под воздействием силы трения возникает усилие, способствующее локальному дополнительному снижению растягивающих кольцевых напряжений в зоне дефекта. Затяжку натяжителей 8 начинают с центрального натяжителя (натяжителей), расположенного(ых) в центральном сечении муфты. Измеряют растягивающие напряжения в муфте методами НК. При достижении растягивающих напряжений в центральном сечении муфты величины кольцевых напряжений в трубопроводе выполняют затяжку концевых натяжителей до достижения растягивающими напряжениями в концевых сечениях муфты величины около 1/2 от кольцевых напряжений в трубопроводе. Сваривают половины муфты 5 по линии соединения 6 сварным швом (не показано), снимают натяжители 8. Восстанавливают изоляцию трубопровода и закапывают участок трубопровода 1.
Пример
При помощи внутритрубной дефектоскопии в магистральном подземном газопроводе, изготовленном из труб ⊘1220 мм и толщиной стенки 12 мм, обнаружена продольная трещина протяженностью 400 мм и максимальной глубиной в центральной ее части 5 мм, развитие которой в дальнейшем может привести к аварийному разрушению газопровода. Рабочее внутреннее давление в газопроводе 5,5 МПа, что вызывает кольцевые напряжения около 280 МПа. Трещина 2 (фиг.2) расположена на 4 часа, в координатах окружности газопровода, соответствующих часовому циферблату. Откапывают участок газопровода 1. Удаляют изоляционное покрытие с дефектного участка и зачищают его. Измеряют продольные напряжения в стенке трубы на дефектном участке методом измерения коэрцитивной силы в точках с часовой ориентацией 3, 6, 9, 12 часов. Регулируют положение оси трубопровода, добиваясь одинаковых показаний продольных напряжений, чем минимизируют изгибные напряжения на участке. Изготавливают муфту, состоящую из двух половин 5, длиной 600 мм, с отверстиями 9 под установку трех натяжителей 8: одного в центральной части и по два с каждого конца муфты.
Т.к. расположение зон скольжения 3 и трения 4 относительно дефекта 2 произвольное, то исходят из соображений практичности дальнейшей затяжки натяжителей и сварки половин муфт. В данном случае зону скольжения 3 располагают выше дефекта 2 приблизительно до 3,2 часа в почасовой ориентации (1/5 диаметра трубопровода приблизительно равна 0,8 часа). Отмечают границы зон скольжения 3 и трения 4. Абразивным инструментом, например шлифовальным кругом, придают поверхности металла в зоне трения 4 фрикционные свойства. Металлу в зоне скольжения 3 придают антифрикционные свойства, например, с помощью консистентной смазки "ЦИАТИМ". Аналогичные действия выполняют с зонами поверхности металла муфты, которые будут сопрягаться с зонами скольжения 3 и трения 4 при установке муфты 5. Устанавливают половины муфты 5 таким образом, чтобы линии соединения муфты 6 располагались приблизительно на 3,2 и 9,2 часа в почасовой ориентации. Соединяют половины муфты сварным швом 7. Затягивают центральный натяжитель, при этом измеряют растягивающие напряжения в центральном сечении муфты 5 методом измерения коэрцитивной силы. При достижении напряжениями 280 МПа затяжку центрального натяжителя останавливают. Затягивают краевые натяжители до создания в муфте напряжения 280/2=140 МПа. Сваривают половины муфты 5 по линии соединения 6 сварным швом (не показан), снимают натяжители 8. Восстанавливают изоляционное покрытие на участке газопровода 1, например, с помощью термоусаживающихся изоляционных муфт и засыпают участок грунтом.
Эффект изобретения проявляется в дополнительном локальном снижении растягивающих напряжений в зоне трещиноподобного дефекта, а также в обеспечении оптимального градиента напряжений в трубопроводе под муфтой, что предотвращает рост трещиноподобного дефекта и разрушение трубопровода.
Источники информации
1. Патент РФ №2041418, МПК F16L 57/00. Опубл. 09.08.95. Бюлл. №22 [Аналог].
2. Патент РФ №2097646, МПК F16L 57/00, 58/16. Опубл. 27.11.97. Бюлл. №33 [Прототип].
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2005 |
|
RU2295088C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2484359C1 |
| МУФТА ДЛЯ РЕМОНТА ТРУБОПРОВОДА И СПОСОБ ЕЕ УСТАНОВКИ | 2003 |
|
RU2240468C1 |
| СПОСОБ ОЦЕНКИ ОПАСНОСТИ ДЕФЕКТОВ ТРУБОПРОВОДА | 1998 |
|
RU2172929C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2601782C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 1995 |
|
RU2097646C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2007 |
|
RU2343337C1 |
| Способ заделки трещин в стенке трубопровода и устройство для его осуществления | 2018 |
|
RU2693940C1 |
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 1999 |
|
RU2171939C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2000 |
|
RU2170380C1 |
Изобретение относится к трубопроводному транспорту и может быть использовано при ремонте трубопроводов. На участке трубопровода снижают до минимально возможной величины изгибные напряжения, которые определяют методами неразрушающего контроля (НК). Снижение кольцевых напряжений выполняют натяжением половин муфты. При установке муфты смещают линию соединения ее половин относительно дефекта на расстояние, обеспечивающее неизменность свойств металла трубы в зоне дефекта при сварке половин муфт. В зоне скольжения муфты относительно трубопровода наносят антифрикционный материал, в зоне трения придают поверхности металла муфты и трубопровода фрикционные свойства. Контролируют растягивающие напряжения в муфте и натяжение муфты производят до создания в ее центральном сечении напряжения, равного по величине кольцевому напряжению в трубопроводе, а по концам муфты - равные половине кольцевого напряжения. Локально снижает растягивающие напряжения в зоне дефекта - трещины, обеспечивает оптимальный градиент напряжений в трубопроводе под муфтой, что предотвращает рост дефекта и разрушение трубопровода. 7 з.п. ф-лы, 2 ил.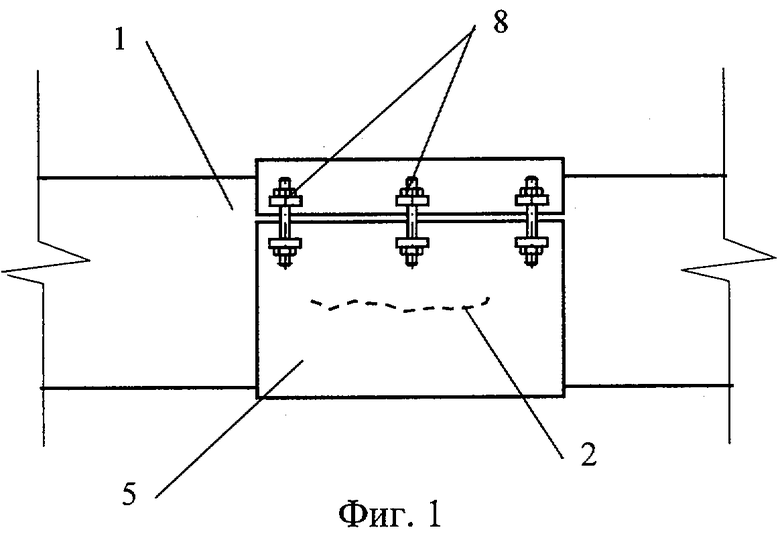
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 1995 |
|
RU2097646C1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2000 |
|
RU2170875C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2005 |
|
RU2295088C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ КОНСТРУКЦИЙ К РАСПРОСТРАНЕНИЮ ТРЕЩИН | 1992 |
|
RU2041418C1 |
| RU 2004113224 A, 20.10.2005. | |||

