Изобретение относится к обработке металлов давлением, с использованием интенсивной пластической деформации, и предназначена для получения нанокристаллических материалов с увеличенным уровнем механических свойств различных металлов и сплавов.
Известен по кн.: Процессы пластического структурообразования металлов, В.М.Сегал и др., Мн.: Навука i тэхнikа, 1994 - ISBN5-343-01164-0, стр.92-93, штамп для равноканального углового прессования, содержащий бандаж с установленной конической вставкой, состоящей из нескольких деталей, нижнюю опору, входной и выходной каналы, пресс-штемпель.
Недостатком этого штампа является то, что особенность его конструкции не предусматривает проведение ремонтных работ по восстановлению поверхностей стенок входного канала без замены его отдельных деталей.
Известный по патенту РФ №2252094, 7 В21С 25/00, B21J 13/02, 5/00, от 16.09.2003, опубл. в БИ №14 от 20.05.2005, штамп для равноканального углового прессования, содержащий бандаж с установленной вставкой, состоящей из нескольких деталей-сегментов, пересекающиеся плоскости которых сопряжены друг с другом с образованием входного канала, нижнюю опору, выходной канал и пресс-штемпель.
Недостатком данного штампа является то, что при проведении ремонтных работ по восстановлению поверхностей входного канала возникает необходимость дорабатывать конические поверхности вставки и бандажа. Доработка этих поверхностей приводит к увеличению финансовых затрат на поддержание штампа в рабочем состоянии в течение всего времени его эксплуатации и к значительному сокращению сроков эксплуатации штампа.
Задачей, решаемой данным изобретением, является достижение качественно новой основной технической характеристики штампа, а именно обеспечение возможности образования входного канала при замыкании плоскостей, части которых являются стенками входного канала, расположением любой детали-сегмента вставки в бандаже в положении, независимом от расположения других деталей-сегментов этой вставки.
Технический результат, достигаемый при использовании настоящего изобретения, заключается в полученной возможности устанавливать отремонтированные детали-сегменты вкладыша в бандаж с замыканием восстановленных плоскостей стенок входного канала без дополнительной обработки направляющих поверхностей деталей-сегментов вставки и бандажа. Получение возможности замыкания деталей-сегментов вставки без дополнительной обработки направляющих поверхностей самой вставки и бандажа обеспечивает увеличение количества возможных восстановительных работ стенок входного канала и тем самым увеличивает сроки эксплуатации штампа. В результате снижаются финансовые затраты на поддержание штампа в рабочем состоянии в течение всего времени его эксплуатации при одновременном увеличении сроков его эксплуатации.
Указанный выше технический результат достигается тем, что:
- в штампе для равноканального углового прессования (вариант 1), содержащем бандаж с установленной вставкой, состоящей из нескольких деталей-сегментов, пересекающиеся плоскости которых сопряжены друг с другом с образованием входного канала, нижнюю опору, выходной канал и пресс-штемпель, каждая деталь-сегмент вставки выполнены в виде неполного сегмента цилиндра, ограниченного двумя пересекающимися плоскостями. Для каждой детали-сегмента вставки в бандаже выполнены цилиндрические направляющие, образующие с сопрягаемыми деталями-сегментами вставки кинематические поступательные пары. Общие оси симметрии каждой такой пары расположены под углом к оси симметрии входного канала и не совпадают с общими осями других пар. Оси симметрии цилиндрических поверхностей деталей-сегментов вставки могут пересекаться с осью симметрии входного отверстия в верхней его части. Каждая из направляющих выполнена в виде отдельных деталей, соединенных между собой и запрессованных в бандаж. Пересекающиеся плоскости у каждой детали-сегмента вставки выполнены взаимно-перпендикулярными, при этом линия пересечения этих плоскостей не совпадает с осью симметрии входного канала, а часть одной из этих плоскостей является стенкой входного канала, образованного взаимно-перпендикулярными плоскостями деталей-сегментов вставки замкнутыми друг с другом, образовавшими также и выходной канал. В одной из двух деталей-сегментов вставки, образующих выходной канал, выполнен прямоугольный паз;
- в штампе для равноканального углового прессования (вариант 2), содержащем бандаж с установленной вставкой, состоящей из нескольких деталей-сегментов, пересекающиеся плоскости которых сопряжены друг с другом с образованием входного канала, нижнюю опору, выходной канал и пресс-штемпель, вставка выполнена в виде усеченной пирамиды с четырехугольным основанием и притупленными боковыми гранями. Форма деталей-сегментов вставки выполнена в виде ограниченной двумя взаимно-перпендикулярными плоскостями и отсекаемыми ими частью наклонной плоскости, расположенной под углом к оси симметрии входного канала. Для каждой детали-сегмента вставки в бандаже выполнены направляющие, образующие с сопряженными деталями-сегментами вставки кинематические поступательные пары. Направляющие выполнены в виде плоскостей, расположенных под тем же углом к оси симметрии входного канала, что и наклонные плоскости деталей-сегментов вставки. Каждая из направляющих выполнена в виде отдельных деталей, соединенных между собой и запрессованных в бандаж. Пересекающиеся плоскости у каждой детали вставки выполнены взаимно-перпендикулярными. При этом линия пересечения этих плоскостей не совпадает с осью симметрии входного канала. А часть одной из этих плоскостей является стенкой входного канала, образованного взаимно-перпендикулярными плоскостями деталей-сегментов вставки замкнутыми друг с другом, образовавшими также и выходной канал. В одной из двух деталей-сегментов вставки, образующих выходной канал, выполнен прямоугольный паз;
- в штампе для равноканального углового прессования (варианты 3 и 4), содержащем бандаж с установленной вставкой, состоящей из нескольких деталей-сегментов, пересекающиеся плоскости которых сопряжены друг с другом с образованием входного канала, нижнюю опору, выходной канал и пресс-штемпель, каждая деталь-сегмент вставки выполнена с формой, ограниченной радиусной поверхностью, двумя пересекающимися плоскостями и отсекаемыми ими частью цилиндрической поверхности. Для каждой детали-сегмента вставки в бандаже выполнены цилиндрические направляющие, образующие с сопряженными деталями-сегментами вставки кинематические поступательные пары. Общие оси симметрии каждой такой пары расположены под углом к оси симметрии входного канала и не совпадают с общими осями других пар. Оси симметрии цилиндрических поверхностей деталей-сегментов вставки могут пересекаться с осью симметрии входного отверстия в верхней его части. Пересекающиеся плоскости могут быть выполнены как взаимно-перпендикулярными, так и под углом 120° друг к другу. При этом ось радиусной поверхности совпадает с линией пересечения обеих плоскостей. Причем плоскости деталей-сегментов вставки замкнуты друг с другом, а радиусные поверхности образовали стенку входного канала. Выходной канал образован радиусными пазами, выполненными на двух сопряженных плоскостях деталей-сегментов вставки. Выходной канал образован радиусными пазами, выполненными на двух сопряженных плоскостях деталей-сегментов вставки. Каждая из направляющих выполнена в виде отдельных деталей, соединенных между собой и запрессованных в бандаж;
- в штампе для равноканального углового прессования (вариант 5), содержащем бандаж с установленной вставкой, состоящей из нескольких деталей-сегментов, пересекающиеся плоскости которых сопряжены друг с другом с образованием входного канала, нижнюю опору, выходной канал и пресс-штемпель, вставка выполнена в виде усеченной пирамиды с четырехугольным основанием и притупленными боковыми гранями. С формой деталей-сегментов вставки, ограниченной двумя взаимно-перпендикулярными плоскостями, радиусной поверхностью и отсекаемыми ими частью наклонной плоскости, расположенной под углом к оси симметрии входного канала. Для каждой детали-сегмента вставки в бандаже выполнены направляющие, образующие с сопряженными деталями-сегментами вставки кинематические поступательные пары. Направляющие выполнены в виде плоскостей, расположенных под тем же углом к оси симметрии входного канала, что и наклонные плоскости деталей-сегментов вставки. Каждая из направляющих выполнена в виде отдельных деталей, соединенных между собой и запрессованных в бандаж. Выходной канал образован радиусными пазами, выполненными на двух сопряженных плоскостях деталей-сегментов вставки;
- в штампе для равноканального углового прессования (вариант 6), содержащем бандаж с установленной вставкой, состоящей из нескольких деталей-сегментов, пересекающиеся плоскости которых сопряжены друг с другом с образованием входного канала, нижнюю опору, выходной канал и пресс-штемпель, вставка выполнена в виде усеченной пирамиды с шестиугольным основанием. С формой деталей-сегментов вставки, ограниченной радиусной поверхностью, двумя пересекающимися под углом 120° друг к другу плоскостями и отсекаемыми ими частью наклонной поверхности, расположенной под углом к оси симметрии входного канала. Для каждой детали-сегмента вставки в бандаже выполнены направляющие, образующие с сопряженными деталями-сегментами вставки кинематические поступательные пары. Направляющие выполнены в виде плоскостей, расположенных под тем же углом к оси симметрии входного канала, что и наклонные плоскости деталей-сегментов вставки. Каждая из направляющих выполнена в виде отдельных деталей, соединенных между собой через прокладки и запрессованных в бандаж. Выходной канал образован радиусными пазами, выполненными на двух сопряженных плоскостях деталей-сегментов вставки.
Выполнение каждой детали-сегмента вставки:
- в виде неполного сегмента, ограниченного двумя пересекающимися плоскостями и отсекаемыми ими частью цилиндрической поверхности (варианты 1) обеспечило возможность их соединения друг с другом перемещением каждой из них вдоль оси симметрии цилиндрической поверхности. Наличие у них поверхности цилиндрической формы обеспечивает возможность такого соединения после восстановления изношенных поверхностей стенок входного канала без доработки направляющих поверхностей (у известного штампа в этом случае дорабатывалась коническая поверхность вставки);
- в виде усеченной пирамиды с четырехугольным основанием и притупленными боковыми гранями (вариант 2), с формой деталей-сегментов вставки, ограниченной двумя взаимно-перпендикулярными плоскостями и отсекаемыми ими частью наклонной плоскости, расположенной под углом к оси симметрии входного канала. Наличие у них наклонной плоскости обеспечивает возможность такого соединения после восстановления изношенных поверхностей стенок входного канала без доработки направляющих поверхностей (у известного штампа в этом случае требовалась доработка конической поверхности вставки);
- с формой, ограниченной радиусной поверхностью, двумя пересекающимися плоскостями и отсекаемыми ими куском цилиндрической поверхности (варианты 3 и 4) обеспечило возможность их соединения друг с другом перемещением каждой из них вдоль оси симметрии цилиндрической поверхности. Наличие у них поверхности цилиндрической формы обеспечивает возможность такого соединения после восстановления изношенных поверхностей стенок входного канала без доработки направляющих поверхностей (у известного штампа в этом случае требовалась доработка конической поверхности вставки);
- в виде усеченной пирамиды с четырехугольным основанием и притупленными боковыми гранями (вариант 5), с формой деталей-сегментов вставки, ограниченной двумя взаимно-перпендикулярными плоскостями, радиусной поверхностью и отсекаемыми ими куском наклонной плоскости, расположенной под углом к оси симметрии входного канала. Наличие у них наклонной плоскости обеспечивает возможность такого соединения после восстановления изношенных поверхностей стенок входного канала без доработки направляющих поверхностей (у известного штампа в этом случае требовалась доработка конической поверхности вставки);
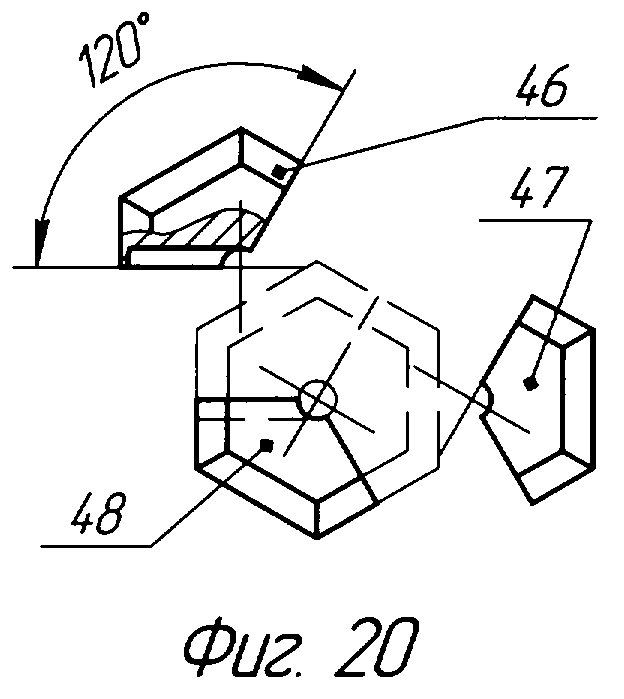
- в виде усеченной пирамиды с шестиугольным основанием (вариант 6), с формой деталей-сегментов вставки, ограниченной радиусной поверхностью, двумя пересекающимися под углом 120° друг к другу плоскостями и отсекаемыми ими куском наклонной поверхности, расположенной под углом к оси симметрии входного канала. Наличие у них наклонной плоскости обеспечивает возможность такого соединения после восстановления изношенных поверхностей стенок входного канала без доработки направляющих поверхностей (у известного штампа в этом случае требовалась доработка конической поверхности вставки). Достижение вышеуказанного результата обеспечено выполнением для каждой детали-сегмента вставки в бандаже:
- цилиндрических направляющих (варианты 1, 3 и 4) в бандаже, образовавших при сопряжении с деталями-сегментами вставки кинематические поступательные пары. При этом общие оси симметрии каждой такой пары расположены под углом к оси симметрии входного канала и не совпадают с общими осями других пар. Наличие у бандажа направляющих цилиндрической формы обеспечивает возможность указанного перемещения каждой детали-сегмента вставки при их соединении после восстановления изношенных поверхностей стенок входного канала без доработки его направляющих поверхностей (у известного штампа в этом случае требовалась доработка конической поверхности бандажа). Выполнение вставки таким образом, чтобы оси симметрии цилиндрических поверхностей ее деталей-сегментов пересекались с осью симметрии входного отверстия в верхней его части, способствует достижению вышеописанного результата и является предпочтительным вариантом исполнения из нескольких возможных вариантов исполнения;
- направляющих (варианты 2 и 5) в бандаже, образовавших с сопряженными деталями-сегментами вставки кинематические поступательные пары. Направляющие выполнены в виде плоскостей, расположенных под тем же углом к оси симметрии входного канала, что и наклонные плоскости деталей-сегментов вкладыша. Наличие у бандажа плоской направляющей обеспечивает возможность указанного соединения после восстановления изношенных поверхностей стенок входного канала без доработки направляющих поверхностей (у известного штампа в этом случае требовалась доработка конической поверхности бандажа);
- направляющих в бандаже (вариант 6), образовавших с сопряженными деталями-сегментами вставки кинематические поступательные пары. Направляющие выполнены в виде плоскостей, расположенных под тем же углом к оси симметрии входного канала, что и наклонные плоскости деталей-сегментов вставки. Наличие у бандажа плоской направляющей обеспечивает возможность указанного соединения после восстановления изношенных поверхностей стенок входного канала без доработки направляющих поверхностей (у известного штампа в этом случае требовалась доработка конической поверхности бандажа). Каждая из направляющих выполнена в виде отдельных деталей, соединенных между собой через прокладки и запрессованных в бандаж. Выходной канал образован радиусными пазами, выполненными на двух сопряженных плоскостях деталей-сегментов вставки.
Выполнение линии пересечения взаимно-перпендикулярных плоскостей, не совпадающей с осью симметрии вставки (варианты 1 и 2), позволило использовать часть одной из этих плоскостей в качестве стенки входного канала. Образование входного канала взаимно-перпендикулярными плоскостями детали-сегмента вставки замкнутыми друг с другом позволило образовать также и выходной канал. Для этого в одной из двух деталей-сегментов вставки, образовавших выходной канал, выполнен прямоугольный паз. Оси симметрии цилиндрических поверхностей деталей-сегментов вставки могут пересекаться с осью симметрии входного отверстия в одной точке в верхней его части. Выполнение детали-сегмента вставки с двумя плоскостями, которые могут быть как взаимно-перпендикулярными, так и под углом 120° друг к другу (варианты 3 и 4), с линией пересечения этих плоскостей с осью радиусной поверхности и с осью симметрии вставки, позволило использовать радиусные поверхности в качестве стенки входного канала. Этот канал образован деталью-сегментом вставки, замкнутой с сопряженными плоскостями других деталей-сегментов вставки. Выполнение радиусных пазов на двух сопряженных плоскостях деталей-сегментов вставки обеспечило образование выходного канала, изношенные стенки которого можно восстанавливать. Выполнение детали-сегмента вставки с двумя взаимно-перпендикулярными плоскостями (вариант 5), с линией пересечения этих плоскостей с осью радиусной поверхности и с осью симметрии вставки позволило использовать радиусные поверхности в качестве стенки входного канала. Выполнение детали-сегмента вставки с двумя пересекающимися под углом 120° друг к другу (вариант 6), с линией пересечения этих плоскостей с осью радиусной поверхности и с осью симметрии вставки, позволило использовать радиусные поверхности в качестве стенки входного канала. Этот канал (варианты 5 и 6) образован деталью-сегментом вставки, замкнутой с сопряженными плоскостями других деталей-сегментов вставки. Выполнение радиусных пазов на двух сопряженных плоскостях деталей-сегментов вставки обеспечило образование выходного канала, изношенные стенки которого можно восстанавливать. Выполнение каждой из направляющих в виде отдельных деталей, соединенных между собой и запрессованных в бандаж, обеспечивает упрощение изготовления предложенного штампа (варианты 1, 2, 3, 4, 5 и 6).
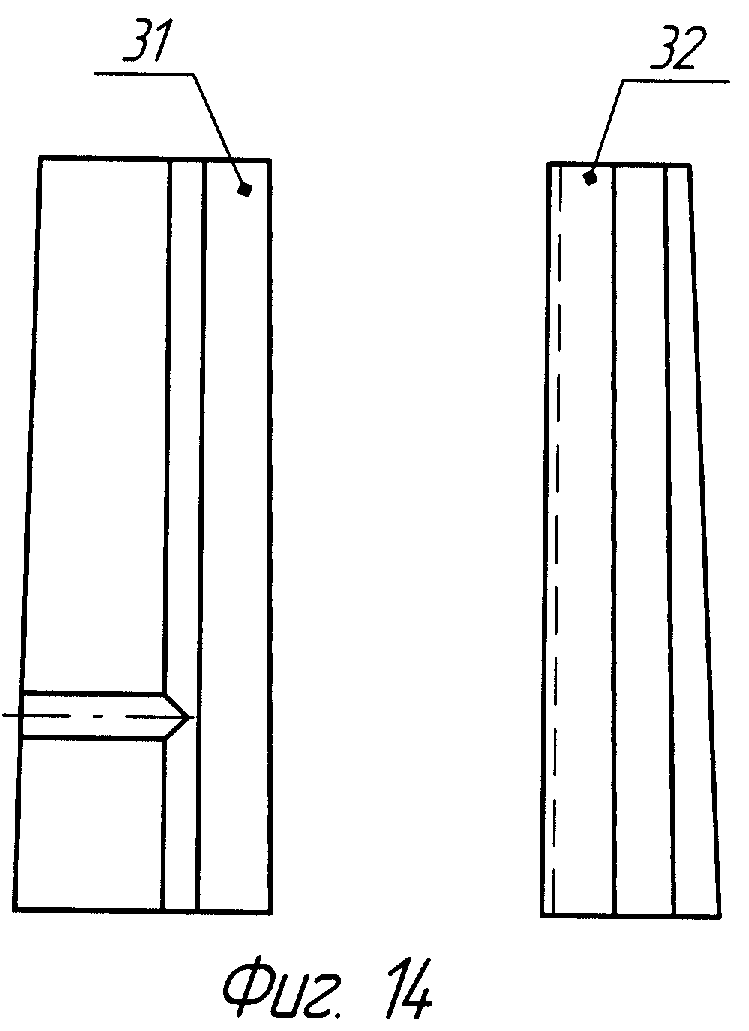
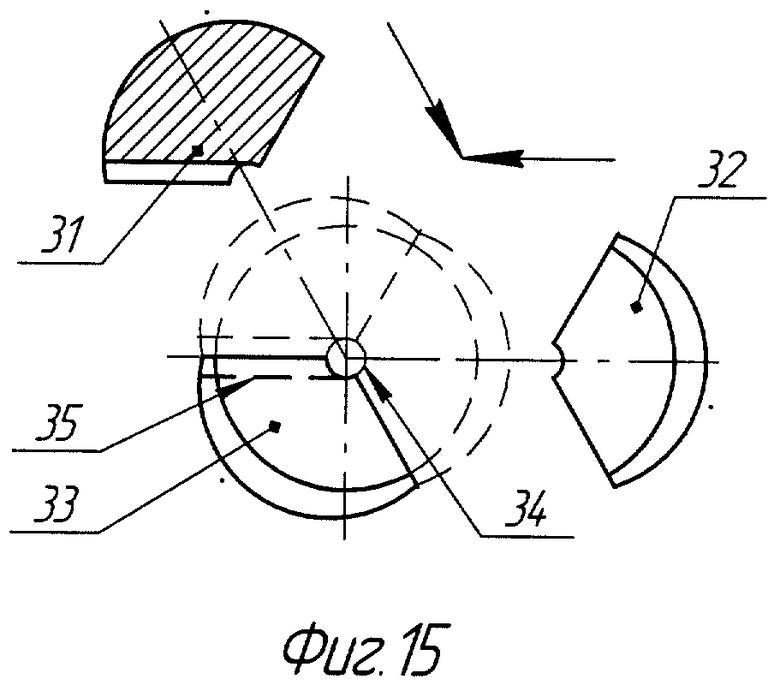
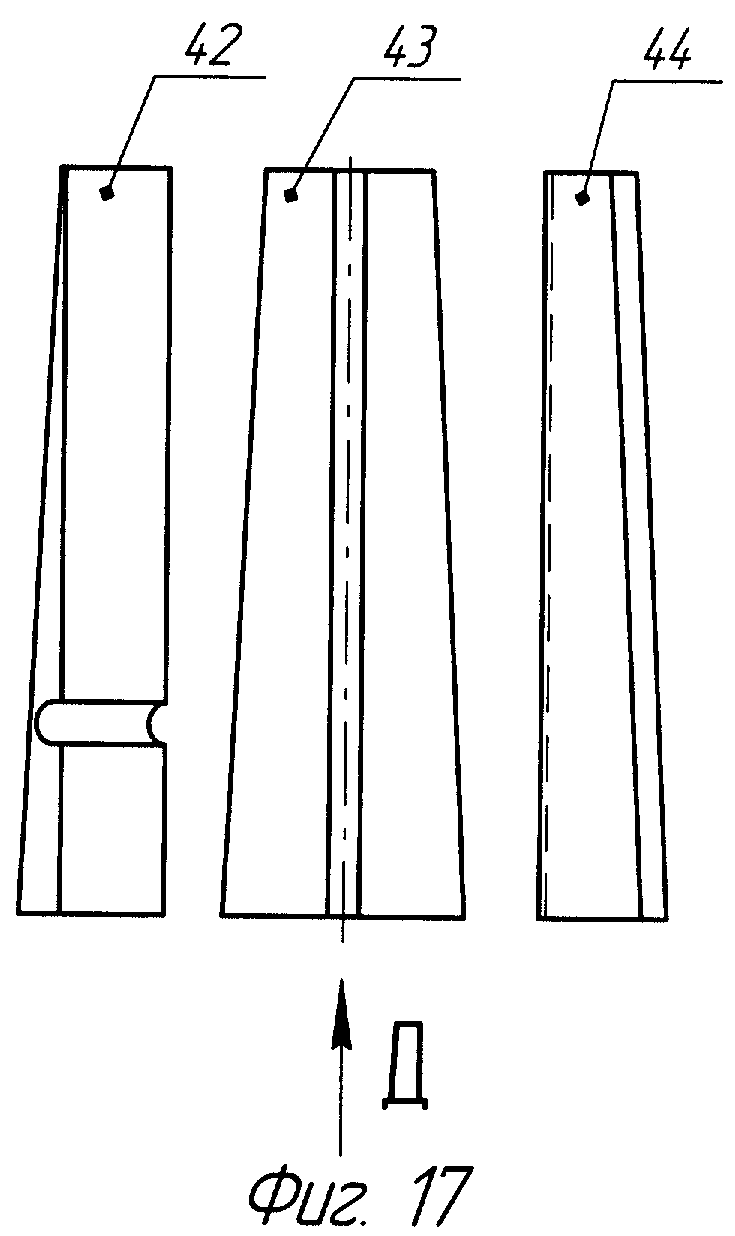
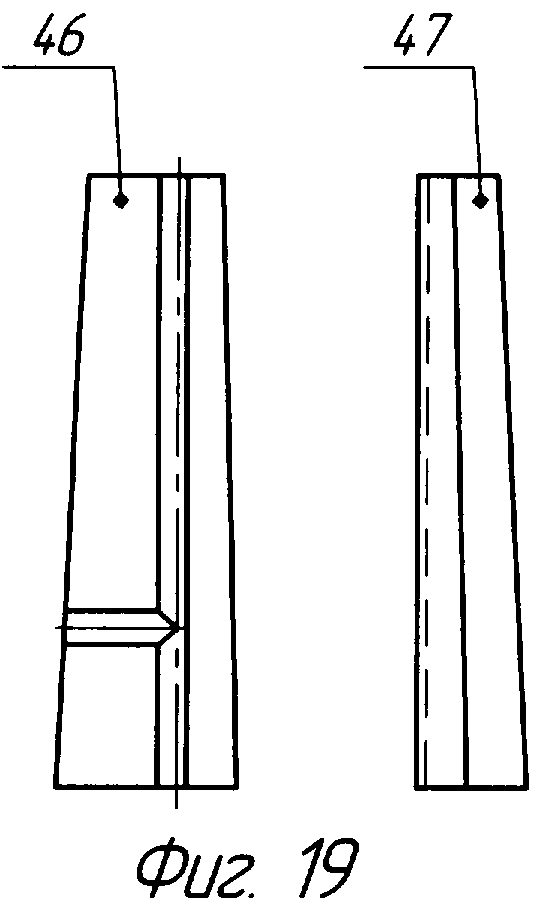
На фиг.1 показан штамп для равноканального углового прессования (вариант 1); на фиг.2 показана вставка в виде четырех деталей-сегментов (вариант 1), сечение А-А (вариант 1); на фиг.3 показана форма выполнения цилиндрических поверхностей деталей-сегментов вставки и направляющих бандажа (вариант 1); на фиг.4 показаны отделенные друг от друга детали-сегменты вставки, вид сбоку (вариант 1); на фиг.5 показаны отделенные друг от друга детали-сегменты вставки (пунктирными линиями - расположение этих деталей-сегментов в сборе, стрелками направление сдвига при замыкании деталей-сегментов), вид сверху (вариант 1); на фиг.6 показаны отделенные друг от друга направляющие детали бандажа, вид сбоку (вариант 1); на фиг.7 показаны отделенные друг от друга направляющие детали бандажа (пунктирными линиями - расположение этих деталей в сборе, стрелками направление сдвига при замыкании деталей), вид снизу (вариант 1); на фиг.8 показан штамп для равноканального углового прессования (вариант 2); на фиг.9 показаны детали-сегменты вставки в сборе (вариант 2), сечение Б-Б; на фиг.10 показаны отделенные друг от друга детали-сегменты вставки, вид сбоку (вариант 2); на фиг.11 показаны отделенные друг от друга детали-сегменты вставки (пунктирными линиями - расположение этих деталей-сегментов в сборе, стрелками направление сдвига при замыкании деталей-сегментов), вид сверху (вариант 2); на фиг.12 показаны отделенные друг от друга направляющие детали бандажа, вид сбоку (вариант 2); на фиг.13 показаны отделенные друг от друга направляющие детали бандажа (пунктирными линиями - расположение этих деталей в сборе, стрелками направление сдвига при замыкании деталей), вид Г (вариант 2); на фиг.14 показаны отделенные друг от друга направляющие детали-сегменты вставки, вид сбоку (вариант 3); на фиг.15 показаны отделенные друг от друга направляющие детали-сегменты вставки (пунктирными линиями - расположение этих деталей в сборе, стрелками направление сдвига при замыкании деталей, вид сверху (вариант 3); на фиг.16 показаны отделенные друг от друга направляющие детали-сегменты вставки (пунктирными линиями - расположение этих деталей в сборе, стрелками направление сдвига при замыкании деталей), сечение в плоскости выходного канала (вариант 3); на фиг.17 показаны отделенные друг от друга детали-сегменты вставки, вид сбоку (вариант 5); на фиг.18 показаны отделенные друг от друга детали-сегменты вставки (пунктирными линиями - расположение этих деталей в сборе, стрелками направление сдвига при замыкании деталей), вид сверху (вариант 5); на фиг.19 показаны отделенные друг от друга направляющие детали бандажа, вид сбоку (вариант 6); на фиг.20 показаны отделенные друг от друга направляющие детали бандажа (пунктирными линиями - расположение этих деталей в сборе, стрелками направление сдвига при замыкании деталей, вид сверху (вариант 3); на фиг.21 показаны отделенные друг от друга направляющие детали бандажа, вид сбоку (вариант 6); на фиг.22 показаны отделенные друг от друга направляющие детали бандажа (пунктирными линиями - расположение этих деталей в сборе, стрелками направление сдвига при замыкании деталей), вид Е (вариант 5);
Штамп (вариант 1, см. фиг.1) содержит бандаж 1 с установленной вставкой 2, входной канал 3, нижнюю опору 4, выходной канал 5 и пресс-штемпель 6. Нижняя опора 4 перекрывает входной канал 3.
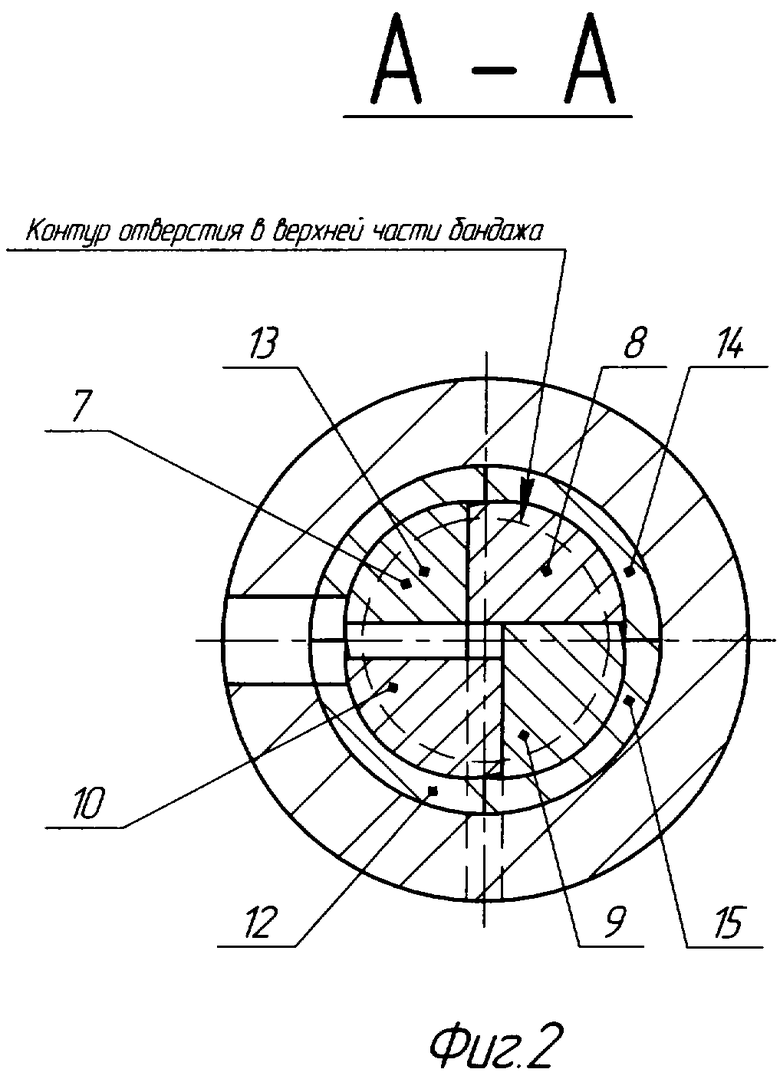
Сегмент в пространстве - тело, ограниченное двумя взаимно-перпендикулярными плоскостями и отсекаемыми ими частью цилиндрической поверхности. Сравнивая форму частей 7, 8, 9 и 10, из которых состоит вставка 2, с формой сегмента в пространстве, можно сказать, что части вставки 2 выполнены в виде деталей-сегментов с неполной формой сегмента (см. фиг.2). При этом центры радиусов R1, R2, R3, R4, образующих цилиндрические поверхности, у соединенных между собой деталей-сегментов 7, 8, 9 и 10 не совпадают (см. фиг.3). Линия пересечения взаимно-перпендикулярных плоскостей деталей-сегментов 7, 8, 9 и 10 не совпадает с осью симметрии вставки 2 так, что при замыкании взаимно-перпендикулярных плоскостей этих деталей-сегментов образован входной канал 3. Стенками входного канала 3 являются части одной из двух взаимно-перпендикулярных плоскостей каждой из четырех деталей-сегментов вставки 2.
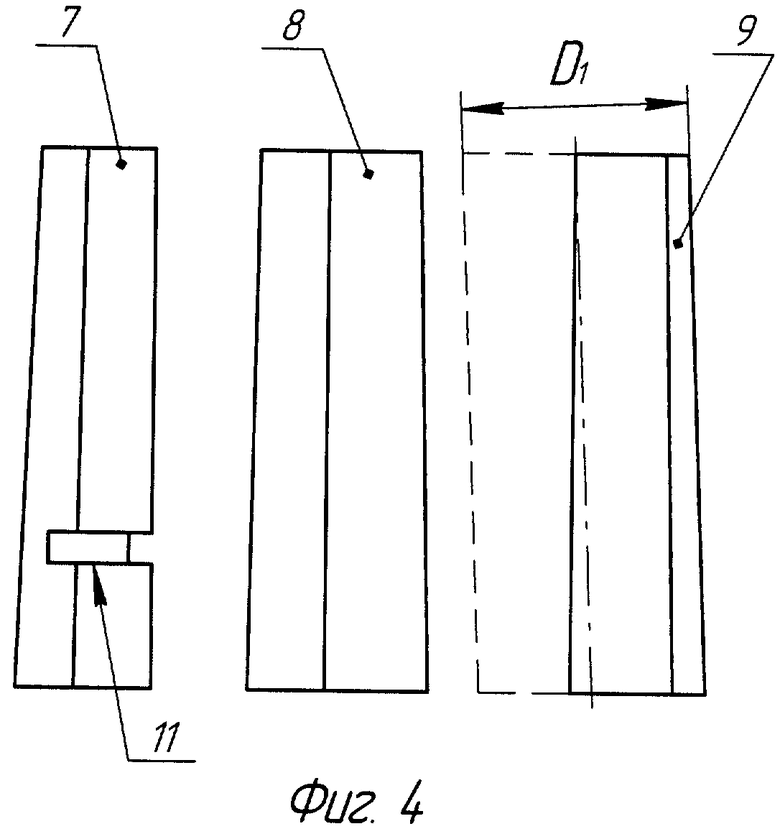
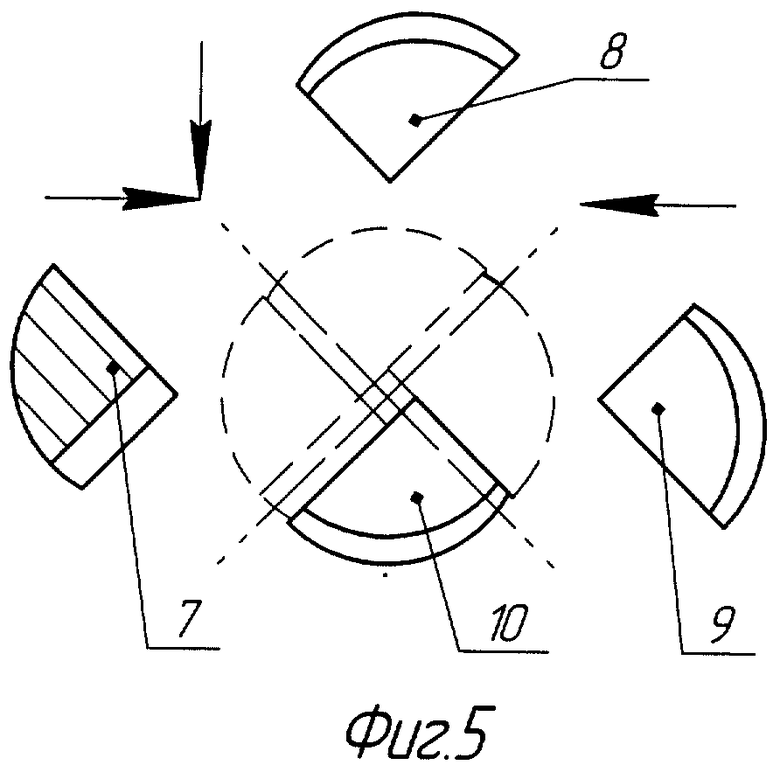
Для наглядности выполнения деталей-сегментов 7, 8, 9, 10 вставки 2 их изображения приведены по отдельности (см. фиг.4 и 5). На изображении детали-сегмента 9 пунктирной линией показан первоначальный цилиндр (заготовки) с диаметром D1, из которого изготавливаются детали-сегменты вставки 2.
Выходной канал 5 (см. фиг.2 и 4) образован плоскостью детали-сегмента 10 вставки 2, сопряженной с плоскостью детали-сегмента 7 вставки 2, в которой выполнен прямоугольный паз 11 (см. фиг.3).
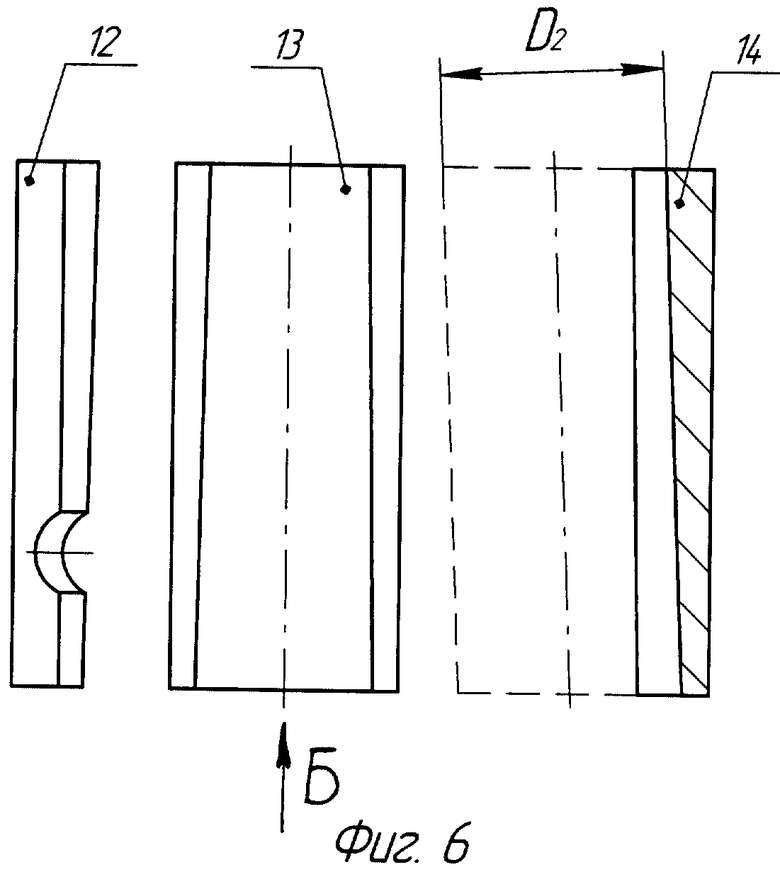
Бандаж 1 снабжен четырьмя направляющими 12, 13, 14 и 15. Направляющие деталей-сегментов соединены между собой и запрессованы в бандаж 1. При этом центры радиусов R5, R6, R7, R8 (на фиг. не показаны). Образующие цилиндрических поверхностей у соединенных между собой деталей 12, 13, 14 и 15 не совпадают. Для сопряжения четырех деталей-сегментов вставки 2 с направляющими бандажа 1 выполняется следующее условие D1=D5, D2=D6, D3=D7, D4=D8.
Для наглядности выполнения направляющих 12, 13, 14 и 15 бандажа 1 их изображения приведены по отдельности (см. фиг.6 и 7). На изображении детали 14 пунктирной линией показан первоначальный цилиндр с диаметром D2, из которого изготавливаются направляющие бандажа 1.
Цилиндрические направляющие 12, 13, 14 и 15 образовали с сопряженными деталями-сегментами 7, 8, 9 и 10 вставки 2 кинематические поступательные пары. Общие оси симметрии каждой такой пары расположены под одним и тем же углом к оси симметрии входного канала 3 и не совпадают с общими осями других пар. Общие оси симметрии цилиндрических поверхностей деталей-сегментов 7, 8, 9 и 10 и направляющих 12, 13, 14 и 15 могут пересекаться с осью симметрии входного отверстия в верхней его части. В этом случае контур отверстия в бандаже 1, в верхней его части, близок к контуру окружности с одним центром (см. фиг.2 - окружность, изображенная пунктирной линией).
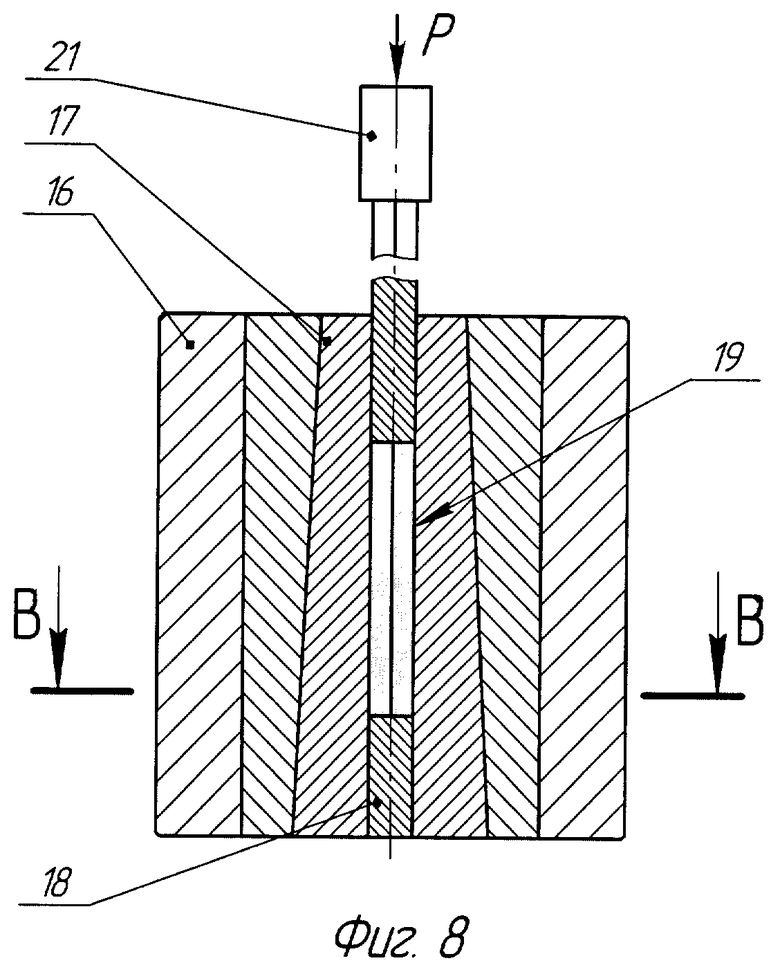
Штамп (вариант 2, см. фиг.8) содержит бандаж 16 с установленной вставкой 17, входной канал 18, нижнюю опору 19, выходной канал 20 и пресс-штемпель 21. Нижняя опора 19 перекрывает входной канал 18.
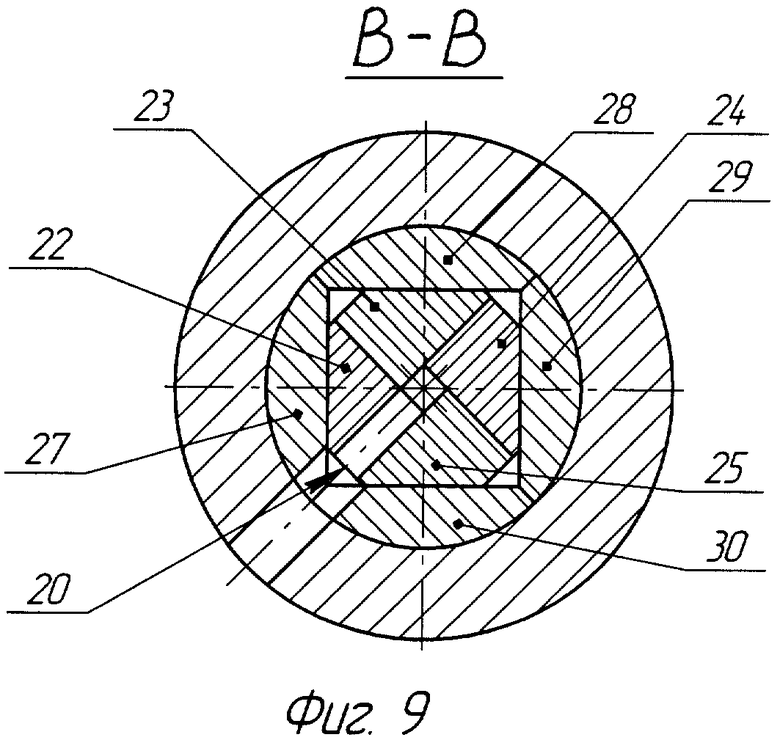
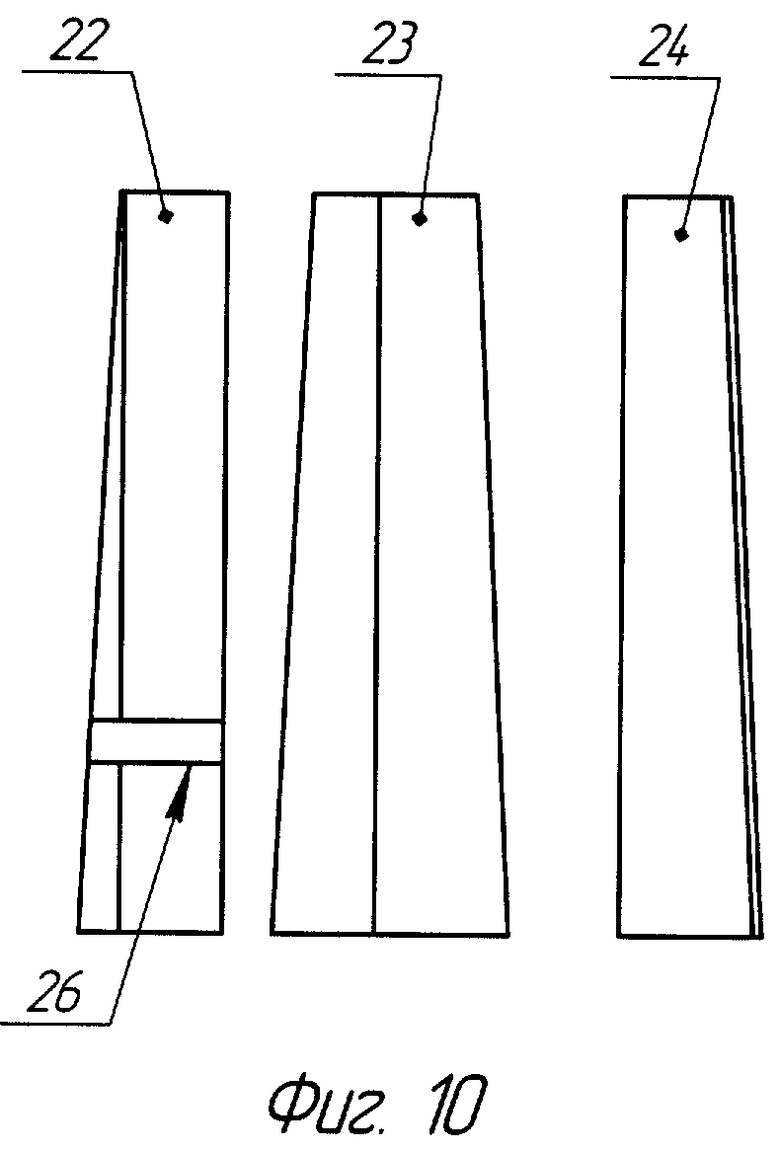
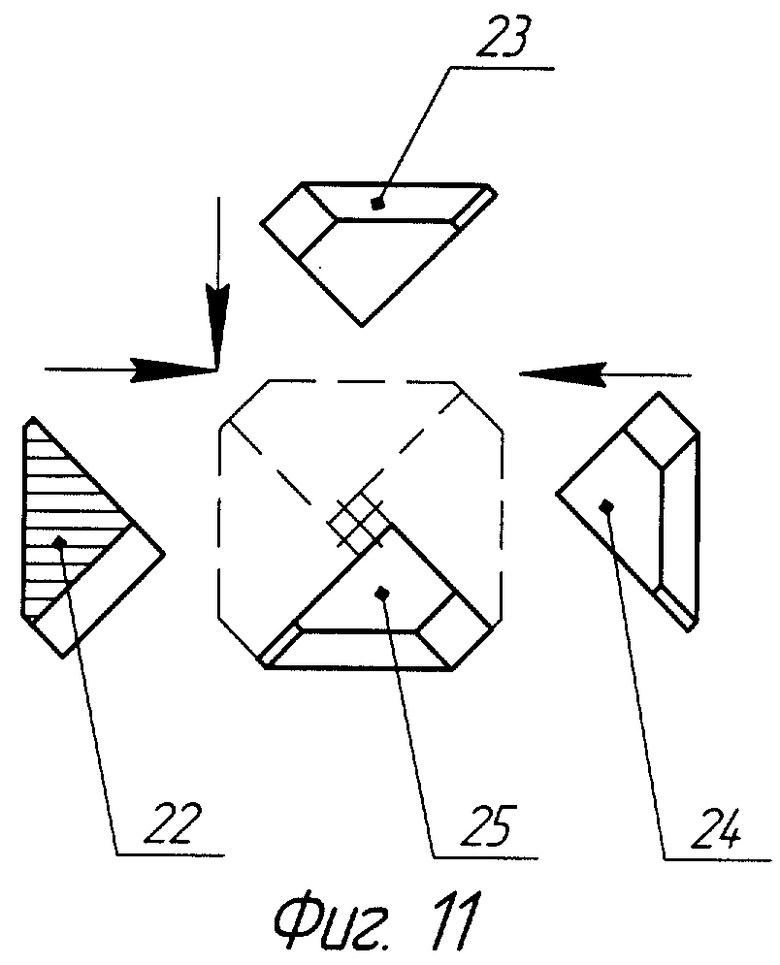
Штамп (вариант 2) отличается от штампа (вариант 1) формой выполнения вставки. Вставка 17, выполненная в виде усеченной пирамиды с четырехугольным основанием и притупленными боковыми гранями, состоит из четырех деталей-сегментов 22, 23, 24 и 25 (см. фиг.9). Детали-сегменты вставки 17 выполнены с формой, ограниченной двумя взаимно-перпендикулярными пересекающимися плоскостями и отсекаемыми ими куском наклонной плоскости, расположенной под углом к оси симметрии входного канала 18 (см. фиг.10 и 11). При этом линия пересечения взаимно-перпендикулярных плоскостей не совпадает с осью симметрии входного канала 18. А часть одной из этих плоскостей является стенкой входного канала 18, образованного взаимно-перпендикулярными плоскостями деталей-сегментов вставки 17 замкнутыми друг с другом, образовавшими также и выходной канал 20. Для наглядности выполнения деталей-сегментов 22, 23, 24 и 25 вставки 17 их изображения приведены по отдельности (см. фиг.10 и 11). Выходной канал 20 образован состыкованными деталями-сегментами 22 и 25, при этом в детали-сегменте 22 выполнен прямоугольный паз 26.
Бандаж 16 снабжен четырьмя направляющими 27, 28, 29 и 30, которые выполнены в виде плоскостей, расположенных под тем же углом к оси симметрии входного канала, что и наклонные плоскости деталей-сегментов 22, 23, 24 и 25 вставки 17. Каждая из этих направляющих выполнена в виде отдельных деталей, соединенных между собой и запрессованных в бандаж 16. Для наглядности выполнения направляющих 27, 28, 29 и 30 бандажа 16 их изображения приведены по отдельности (см. фиг.12 и 13).
Направляющие 27, 28, 29 и 30 образовали с сопряженными деталями-сегментами 22, 23, 24 и 25 вставки 17 кинематические поступательные пары. Сопряженные плоскости каждой такой пары расположены под одним и тем же углом к оси симметрии входного канала 18 и не совпадают с сопряженными плоскостями других пар.
Штампы (варианты 3 и 4) отличаются от штампа (вариант 1) формами выполнения деталей-сегментов вставки и формой выполнения входного и выходного каналов. Бандаж с направляющими выполняется аналогично бандажу с направляющими (см. вариант 1).
Детали-сегменты 31, 32, и 33 вставки (вариант 3) выполнены каждая с формой, ограниченной радиусной поверхностью, двумя пересекающимися плоскостями и отсекаемыми ими частью цилиндрической поверхности, при этом две плоскости выполнены под углом 120° друг к другу, а ось радиусной поверхности совпадает с линией пересечения обеих плоскостей, которая, в свою очередь, совпадает с осью симметрии цилиндрической поверхности, причем плоскости деталей-сегментов 31, 32 и 33 вставки замкнуты между собой, а радиусные поверхности образовали стенку входного канала 34, а выходной канал 35 образован радиусными пазами, выполненными на двух сопряженных плоскостях деталей-сегментов 31 и 33 вставки.
Детали-сегменты 36, 37, 38 и 39 вставки (вариант 4) выполнены каждая с формой, ограниченной радиусной поверхностью, двумя пересекающимися плоскостями и отсекаемыми ими куском конической поверхности, только при этом две плоскости выполнены под углом 90° друг к другу, а ось радиусной поверхности совпадает с линией пересечения обеих плоскостей, которая, в свою очередь, совпадает с осью симметрии конической поверхности, причем плоскости деталей-сегментов 36, 37, 38 и 39 вставки замкнуты между собой, а радиусные поверхности образовали стенку входного канала 40, выходной канал 41 образован радиусными пазами, выполненными на двух сопряженных плоскостях деталей-сегментов 36 и 39 конической вставки.
Штамп (вариант 5) отличается от штампа (вариант 2) формами выполнения деталей-сегментов вставки и формой выполнения входного и выходного каналов. Бандаж с направляющими выполняется идентично бандажу с направляющими (см. вариант 2).
Вставка выполнена в виде усеченной пирамиды с четырехугольным основанием и притупленными гранями. Форма деталей-сегментов 42, 43, 44 и 45, составляющей вставку, ограничена радиусной поверхностью, двумя взаимно-перпендикулярными плоскостями и отсекаемыми ими куском наклонной плоскости, расположенной под углом к оси симметрии входного канала. При этом для каждой детали-сегмента вставки в бандаже выполнена плоская направляющая, расположенная под тем же углом к оси симметрии входного канала, что и наклонная плоскость детали-сегмента вставки.
Входной и выходной каналы образованы аналогично образованию аналогичных каналов в вышеописанных вариантах (см. варианты 4 и 5).
Штамп (вариант 6) отличается от штампа (вариант 2) формами выполнения деталей-сегментов вставки и формой выполнения входного и выходного каналов. Бандаж с направляющими выполняется аналогично бандажу с направляющими (см. вариант 2).
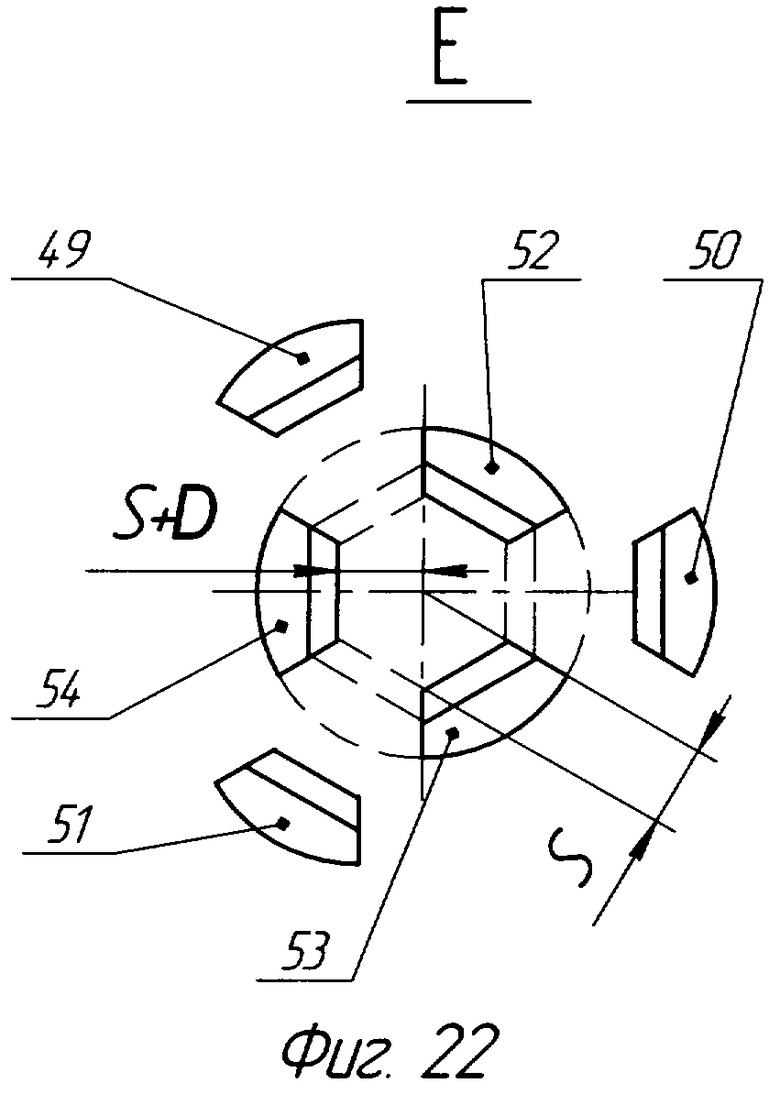
Вставка выполнена в виде усеченной пирамиды с шестиугольным основанием. Форма деталей-сегментов 46, 47 и 48, составляющей вставку, ограничена радиусной поверхностью, двумя пересекающимися под углом 120° друг к другу плоскостями и отсекаемыми ими тремя кусками наклонных плоскостей, расположенных под углами к оси симметрии входного канала. При этом для каждой детали-сегмента вставки в бандаже выполнена плоская направляющая, расположенная под тем же углом к оси симметрии входного канала, что и средняя наклонная плоскость детали-сегмента вставки. Каждая из направляющих выполнена в виде отдельных деталей 49, 50 и 51, которые соединены между собой через прокладки 52, 53 и 54 и запрессованы в бандаж.
Замыкание сопрягаемых поверхностей деталей-сегментов вставки (независимо от вариантов исполнения) обеспечивается перемещением каждой из них их по индивидуально выполненной в бандаже направляющей при приложении усилия к каждой из этих деталей-сегментов. Для замыкания этих поверхностей после доработки поврежденных при эксплуатации стенок входного канала доработка направляющих поверхностей деталей-сегментов вставки и обоймы не требуется.
Выполнение пирамиды из вставок с притупленными гранями и с шестиугольным основанием (три боковых поверхности у которой выполняют функцию притупленных граней) обеспечивает исключение препятствования соседних поверхностей бандажей перемещению отдельных деталей-сегментов вставки по направляющим. Пирамида из вставки с шестиугольным основанием по сути это пирамида с треугольным основанием, у которой притуплены грани. Размер притупленных граней соразмерен с размерами направляющих плоскостей, поэтому правильней говорить о пирамиде с шестиугольным основанием. В варианте 6 направляющие поверхности деталей 49, 50 и 51 выполнены (если рассмотреть какую-либо секущую плоскость) удаленными от оси симметрии вставки на расстояние S, а поверхности соседних с ними деталей 52, 53 и 54 - на S+Δ. Следует учесть, что эти поверхности расположены под углом к оси симметрии вставки и в разных секущих плоскостях размер S будет разным.
Штамп работает следующим образом.
Работа штампа не зависит от вариантов его выполнения. Поэтому рассмотрим процесс деформирования металлической заготовки 42 в штампе, выполненном по варианту 1 (см. фиг.1).
В исходном положении металлическую заготовку 42 размещают в рабочем канале 4 и проталкивают посредством пресс-штемпеля 6 в направлении выходного канала 5. При прохождении в канал 5 заготовка 29 подвергается пластической деформации, сохраняя свои первоначальные геометрические размеры в поперечном сечении. Для достижения заданной степени деформации, которая определяет необходимые физико-механические свойства изделия, их анизотропию и текстуру, указанный процесс повторяется многократно.
Использование данного изобретения позволило получить возможность устанавливать отремонтированные детали-сегменты вставки в бандаж с замыканием восстановленных плоскостей стенок входного канала без дополнительной обработки направляющих поверхностей деталей-сегментов вставки и бандажа. Получение возможности замыкания деталей-сегментов вставки без дополнительной обработки направляющих поверхностей самой вставки и бандажа обеспечивает увеличение количества возможных восстановительных работ стенок входного канала и тем самым увеличивает сроки эксплуатации штампа. В результате снижаются финансовые затраты на поддержание штампа в рабочем состоянии в течение всего времени его эксплуатации при одновременном увеличении сроков его эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2252094C1 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2276626C2 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2618677C1 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2004 |
|
RU2265492C1 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2007 |
|
RU2352419C1 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2706393C1 |
| ШТАМП ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2012 |
|
RU2509621C1 |







Штамп для равноканального углового прессования (варианты) относится к обработке металлов давлением. Штамп содержит бандаж с установленной вставкой, состоящей из нескольких деталей-сегментов, пересекающиеся плоскости которых сопряжены друг с другом с образованием входного канала, нижнюю опору, выходной канал и пресс-штемпель. Для каждой детали-сегмента вставки в бандаже выполнены направляющие, образующие с сопряженными деталями-сегментами вставки кинематические поступательные пары. В первом варианте каждая деталь-сегмент вставки выполнена в виде неполного сегмента цилиндра, ограниченного двумя пересекающимися плоскостями. Во втором варианте вставка выполнена в виде усеченной пирамиды с четырехугольным основанием и притупленными боковыми гранями. Форма деталей-сегментов вставки выполнена в виде ограниченной двумя взаимно-перпендикулярными плоскостями и отсекаемыми ими частью наклонной плоскости, расположенной под углом к оси симметрии входного канала. В третьем варианте каждая деталь-сегмент вставки выполнена с формой, ограниченной радиусной поверхностью, двумя пересекающимися плоскостями и отсекаемыми ими частью цилиндрической поверхности. В четвертом варианте вставка выполнена в виде усеченной пирамиды с четырехугольным основанием и притупленными боковыми гранями. В пятом варианте вставка выполнена в виде усеченной пирамиды с шестиугольным основанием с формой деталей-сегментов вставки, ограниченной радиусной поверхностью, двумя пересекающимися под углом 120° друг к другу плоскостями и отсекаемыми ими частью наклонной поверхности, расположенной под углом к оси симметрии входного канала. Обеспечивается возможность ремонта отдельных частей штампа. 5 н. и 13 з.п. ф-лы, 22 ил.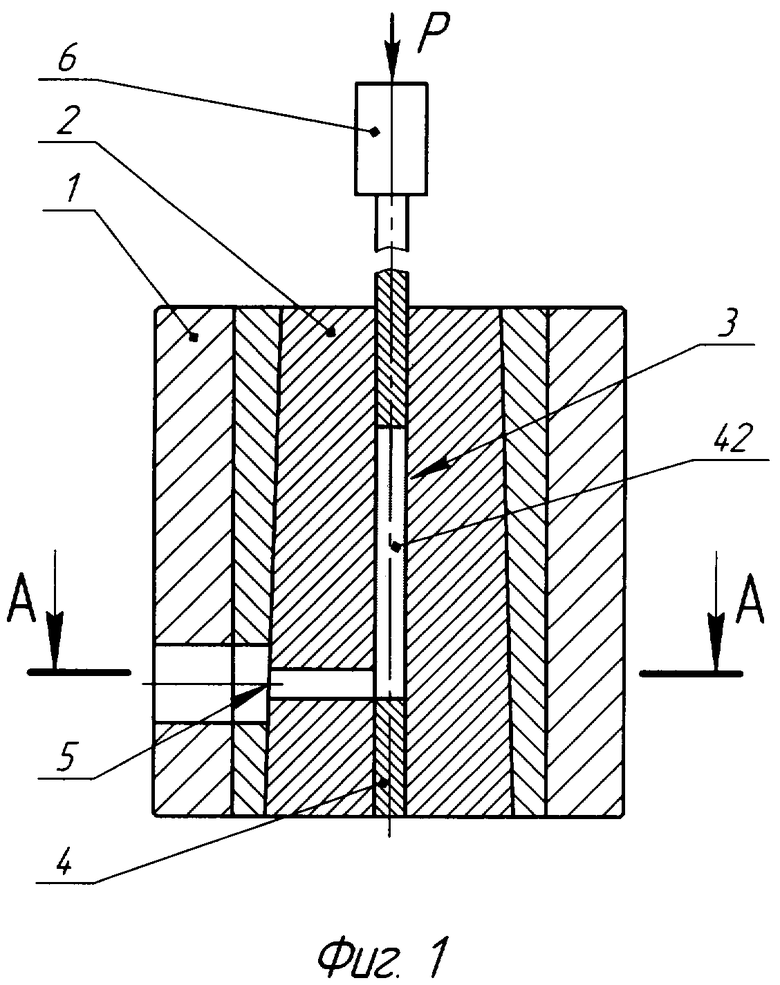
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2252094C1 |
| Способ получения изделий радиальным выдавливанием | 1986 |
|
SU1447508A1 |
| Способ обработки металлов и сплавов пластическим деформированием | 1976 |
|
SU607633A1 |

