Настоящее изобретение относится к способу нанесения твердого припоя на по меньшей мере частично профилированную фольгу. Изобретение относится также к способу изготовления сотового элемента, к устройству для нанесения твердого припоя, а также к устройствам для обработки или снижения токсичности отработавших газов (ОГ) и к транспортным средствам. Настоящее изобретение предназначено для использования прежде всего в области изготовления металлических устройств для обработки или снижения токсичности ОГ, выполняемых из множества по меньшей мере частично профилированных листов фольги.
Для изготовления подобных устройств для обработки или снижения токсичности ОГ гладкие и/или профилированные листы фольги набирают в пакет, затем совместно скручивают, соответственно свертывают в рулон и помещают в корпус. Для обеспечения длительного срока службы таких устройств для обработки или снижения токсичности ОГ в системе выпуска ОГ, которой оснащается транспортное средство, неразъемные соединения листов фольги между собой, соответственно с корпусом необходимо выполнять надежными и прочными. В принципе подобным требованиям удовлетворяют соединения пайкой твердым припоем и/или сварные соединения.
По мере совершенствования сотовых элементов, при изготовлении которых образующие их листы фольги соединяют между собой, соответственно с корпусом пайкой твердым припоем, постоянно возникают технические проблемы с его нанесением. Так, в частности, при нанесении твердого припоя необходимо обеспечить его расположение точно в тех местах, где в конечном итоге должно быть выполнено неразъемное соединение. Вместе с тем, однако, необходимо также исключать накопление твердого припоя в указанных местах в избыточных количествах, поскольку при последующей термической обработке между твердым припоем и металлическими компонентами сотового элемента могут происходить нежелательные диффузионные процессы, которые могут отрицательно сказаться на сроке службы фольги.
Твердый припой можно наносить на листы фольги еще до их скручивания, соответственно свертывания в рулон с образованием сотовой структуры, например, можно наносить в виде полосок и/или паст. Помимо этого известна технология снабжения готовой сотовой структуры твердым припоем (прежде всего порошковым) со стороны ее торца. Известна также технология нанесения твердого припоя на заданные отдельные участки поверхности листов фольги так называемым методом прямого печатания (струйной печати).
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача по меньшей мере частично решить технические проблемы, рассмотренные выше при описании уровня техники. Задача изобретения состояла прежде всего в разработке способа нанесения твердого припоя, каковой способ обеспечивал бы высокоточное нанесение твердого припоя на отдельные участки листов фольги пригодным для реализации в серийном производстве методом. Еще одна задача изобретения состояла в том, чтобы предложить пригодные для нанесения твердого припоя средства и устройства.
Указанные задачи решаются с помощью способа, заявленного в п.1 формулы изобретения, а также с помощью устройства, заявленного в п.9 формулы изобретения. Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения. При этом необходимо отметить, что представленные по отдельности в формуле изобретения отличительные признаки изобретения можно использовать в любых технически и технологически целесообразных комбинациях между собой с получением тем самым других вариантов осуществления изобретения.
В соответствии с этим предлагаемый в изобретении способ нанесения твердого припоя на по меньшей мере частично профилированную фольгу заключается в выполнении по меньшей мере следующих стадий:
(а) подготавливают по меньшей мере один плоский лист фольги,
(б) по меньшей мере один лист фольги подвергают формообразующей обработке с приданием фольге профильной структуры и
(в) на по меньшей мере один лист фольги наносят твердый припой, при этом стадии (б) и (в) выполняют в периодическом режиме и по меньшей мере частично совместно.
Обычно плоский лист фольги сматывают со своего рода рулона и затем такой плоский, гладкий лист фольги профилируют с приданием ему профильной структуры. Плоский лист фольги предпочтительно при этом подвергать пластической формообразующей обработке (обработке давлением) с приданием ему по всей его длине профильной структуры, которая в предпочтительном варианте имеет волнистый, синусоидальный, прямоугольный, пилообразный или иной аналогичный профиль.
В процессе, соответственно вскоре по завершении процесса формообразующей обработки листа фольги его снабжают твердым припоем. Стадии (б) и (в) выполняют при этом в периодическом режиме, т.е. в режиме, в котором, например, подача фольги происходит не с постоянной скоростью, а с периодическим значительным замедлением, соответственно с периодической полной остановкой. При нахождении фольги в таком неподвижном состоянии ее подвергают формообразующей обработке и наносят на нее твердый припой. При этом обе эти стадии по меньшей мере частично выполняют совместно, прежде всего одновременно. Помимо этого твердый припой можно также по меньшей мере частично наносить на фольгу в процессе ее перемещения, соответственно в процессе ее подачи, позиционирования относительно инструмента и выполнения иных операций. В любом случае стадии (б) и (в) выполняют на позициях, пространственно расположенных очень близко друг к другу, например, удаленных друг от друга в продольном направлении фольги на расстояние, не превышающее суммарный поперечный размер 100 профильных структур, прежде всего 10 профильных структур, например, 1-5 профильных структур. Тем самым при определенных условиях можно отказаться от применения датчиков для контроля положения нанесенного твердого припоя, каковой контроль необходим при перемещении фольги на большее расстояние.
Комбинированное выполнение обеих стадий (б) и (в) предполагает их осуществление в синхронизированном режиме. Поэтому впервые появляется возможность отказаться от отдельной, ранее обычно предусматривавшейся рабочей операции по нанесению твердого припоя. Одновременно с этим благодаря высокоточному нанесению твердого припоя появляется возможность точно задавать тип соединений, минимизировав тем самым расход твердого припоя.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа формообразующая обработка на стадии (б) представляет собой листовую штамповку, выполняемую с некоторой тактовой частотой, с которой выполняют и стадию (в). При листовой штамповке плоский лист фольги пропускают между матрицей и пуансоном, который при вдавливании фольги в матрицу придает фольге профильную структуру. Обычно для выполнения подобной операции пуансон требуется приводить в возвратно-поступательное движение, которым задается указанная выше тактовая частота. При обработке фольги толщиной менее 0,15 мм тактовая частота составляет, например, от 100 до 800 Гц [1/с], прежде всего от 400 до 600 Гц.
Синхронизация стадий (б) и (в) в данном случае осуществляется на основании тактовой частоты, в соответствии с чем при изготовлении определенного количества профильных элементов (например, волнистых или гофрированных участков) твердым припоем предпочтительно снабжать такое же количество отдельных участков (например, волнистых или гофрированных участков) фольги. Нанесение твердого припоя одновременно с изготовлением профильной структуры, на выполнение которой в любом случае требуется определенное время, позволяет, например, сократить также продолжительность всего процесса изготовления сотовых элементов по сравнению с известными методами их изготовления.
Стадии (б) и (в) предпочтительно далее выполнять с механической связью между ними. Для этого предпочтительно использовать механически связанные между собой инструменты, прежде всего по типу так называемого инструмента последовательного действия. Хотя этот вариант и предпочтителен с точки зрения затрат на его реализацию, комбинированное выполнение обеих стадий можно также обеспечить с помощью электронных схем, программного обеспечения и иных средств.
В особенно предпочтительном варианте стадия (в) предусматривает использование твердого припоя в виде припойной фольги, прежде всего с отделением от нее множества кусков. Таким путем можно подготавливать точно порционированные куски припойной фольги с точно заданным для нанесения на отдельный участок количеством твердого припоя. Подобные куски припойной фольги просты в обращении с ними и позволяют, кроме того, наиболее рационально использовать для нарезания на них припойную фольгу, минимизируя ее отходы. При применении по предпочтительному назначению, такому как изготовление носителей каталитических нейтрализаторов, используют куски припойной фольги, размеры которых составляют около 1 мм в ширину и до 5 мм в длину, при этом использование одного куска припойной фольги позволяет наносить в виде нее твердый припой в количестве, которое обычно составляет максимум примерно 1 г, с точным позиционированием относительно профильной структуры.
При нанесении твердого припоя в виде припойной фольги его на стадии (в) предпочтительно далее закреплять по меньшей мере одним из таких методов, как приклеивание и приваривание. Таким путем обеспечивается своего рода предварительная фиксация припойной фольги, соответственно ее кусков. При прикреплении твердого припоя приклеиванием на одну сторону припойной фольги, соответственно ее куска и/или на одну сторону снабжаемой твердым припоем фольги можно наносить адгезив. Для прикрепления же твердого припоя привариванием предпочтительно использовать лазер. Благодаря подобной предварительной фиксации припойной фольги обеспечивается сохранение припойпой фольгой своего требуемого положения в процессе формирования сотового элемента, когда листы фольги скользят один по другому.
В следующем варианте осуществления предлагаемого в изобретении способа по меньшей мере одному листу фольги придают волнистую или гофрированную профильную структуру с возвышениями и впадинами между ними, нанося при этом твердый припой по меньшей мере с одной стороны по меньшей мере одного листа фольги на несколько отдельных участков возвышений или впадин. Возвышения и впадины профильной структуры предпочтительно выполнять при этом по всей ширине фольги. Возвышения дополнительно можно снабжать карманами, крылышками, выпуклыми выступами и иными потоконаправляющими элементами, при этом, например, карманы могут также служить своего рода емкостью для наносимого твердого припоя. Твердый припой предпочтительно наносить на фольгу с обеих ее сторон, прежде всего одновременно. Указанные выше отдельные участки предпочтительно должны располагаться вблизи края, соответственно будущего торца изготавливаемого сотового элемента. Твердый припой можно наносить и на другие, внутренние отдельные участки фольги.
В изобретении предлагается также способ изготовления сотового элемента, заключающийся в выполнении по меньшей мере следующих стадий: описанным выше предлагаемым в изобретении способом наносят твердый припой, который затем вводят в контакт с участками по меньшей мере одного листа фольги с образованием при этом по меньшей мере одной сотовой структуры, которую после этого фиксируют и в завершение подвергают пайке твердым припоем.
В отношении стадий, следующих за стадией нанесения твердого припоя, следует отметить, что твердый припой можно вводить в контакт, например, с не покрытыми им отдельными участками того же самого листа фольги или другого, при необходимости гладкого листа фольги. При этом целесообразно обеспечивать прилегание друг к другу участков одного и того же листа фольги, соответственно участков разных листов фольги с определенным предварительным сжатием. Фиксировать сотовую структуру, образовавшуюся в результате введения твердого припоя в контакт с участками по меньшей мере одного листа фольги, и при необходимости создавать в такой сотовой структуре предварительное сжатие можно с помощью отдельных инструментов и/или путем помещения сотовой структуры в охватывающий ее корпус. Тем самым обеспечивается сохранение твердым припоем своего положения относительно соседнего листа фольги при последующем перемещении сотовой структуры в печь, в которой проводится процесс пайки твердым припоем (высокотемпературной пайки).
Еще одним объектом настоящего изобретения является устройство для нанесения твердого припоя на по меньшей мере частично профилированную фольгу, имеющее по меньшей мере следующие компоненты: по меньшей мере одну систему подачи фольги, предназначенную для подачи по меньшей мере одного листа плоской фольги, по меньшей мере одно формообразующее устройство, предназначенное для периодического придания по меньшей мере одному листу фольги профильной структуры, и по меньшей мере одно позиционирующее устройство, предназначенное для периодического нанесения твердого припоя на по меньшей мере один лист фольги, а также содержащее синхронизирующие средства, предназначенные для согласования движений, совершаемых рабочими подвижными частями по меньшей мере одного формообразующего устройства и по меньшей мере одного позиционирующего устройства. Подобное предлагаемое в изобретении устройство пригодно прежде всего для осуществления описанного выше предлагаемого в изобретении способа нанесения твердого припоя.
Система подачи фольги может содержать, например, ленточные конвейеры, зубчатые колеса, соответственно зубчатые рейки, направляющие и иные аналогичные приспособления и устройства, однако не обязательно должна являться неотъемлемым компонентом формообразующего устройства и/или позиционирующего устройства. Под формообразующим устройством в предпочтительном варианте подразумевается гибочная, соответственно штамповочная установка, в которой в периодическом режиме определенным отдельным участкам плоской фольги придается профильная структура. Под формообразующим устройством не подразумеваются прежде всего никакие обкатные агрегаты непрерывного действия со взаимно зацепляющимися обкаточными колесами.
Позиционирующее устройство преимущественно наносит твердый припой с той же тактовой частотой, с которой формообразующее устройство придает профильную структуру по меньшей мере одному листу фольги. В состав синхронизирующих средств могут также входить части системы управления, программного обеспечения, системы автоматического регулирования или системы обработки данных.
Предпочтительны, однако, синхронизирующие средства, которые содержат или представляют собой механическое связующее устройство. Такое механическое связующее устройство воздействует и на формообразующее устройство, и на позиционирующее устройство, обеспечивая тем самым синхронизированное движение рабочих подвижных частей обоих этих устройств. Тем самым при относительно малых технических затратах обеспечивается возможность точного нанесения твердого припоя на фольгу в процессе ее профилирования с одновременным сокращением затрачиваемого на эту операцию времени.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении устройства в нем для фиксации наносимого твердого припоя предусмотрено по меньшей мере одно приклеивающее устройство или сварочное устройство. Обычно в предлагаемом в изобретении устройстве вполне достаточно предусматривать либо приклеивающее, либо сварочное устройство, однако при определенных условиях может оказаться целесообразным предусматривать оба этих устройства. Приклеивающее, соответственно сварочное устройство позволяет предварительно фиксировать твердый припой на фольге, благодаря чему при последующих перемещениях фольги исключается изменение твердым припоем своего положения относительно нее.
В еще одном варианте выполнения предлагаемого в изобретении устройства по меньшей мере одно формообразующее устройство представляет собой листоштамповочное устройство, при этом синхронизирующие средства служат для обеспечения совместной работы такого листоштамповочного устройства и позиционирующего устройства. При этом в предпочтительном варианте рабочие подвижные части листоштамповочного устройства и позиционирующего устройства одновременно совершают поступательное движение, прежде всего в вертикальной плоскости, к фольге.
В изобретении предлагается также устройство для обработки или снижения токсичности отработавших газов с по меньшей мере одним сотовым элементом, изготовленным предлагаемым в изобретении способом или с помощью предлагаемого в изобретении устройства. Еще одним объектом изобретения является транспортное средство, которое предпочтительно оснащать по меньшей мере одним подобным устройством для обработки или снижения токсичности отработавших газов. Тем самым обеспечиваются значительные преимущества с точки зрения экономии времени и средств в серийном производстве систем выпуска ОГ, образующихся при работе нестационарных двигателей.
Ниже изобретение и необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. Необходимо отметить, что на этих чертежах схематично представлены лишь наиболее предпочтительные варианты осуществления изобретения, которыми, однако, его объем не ограничен. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - схема устройства для нанесения твердого припоя,
на фиг.2 - фрагмент устройства для нанесения твердого припоя,
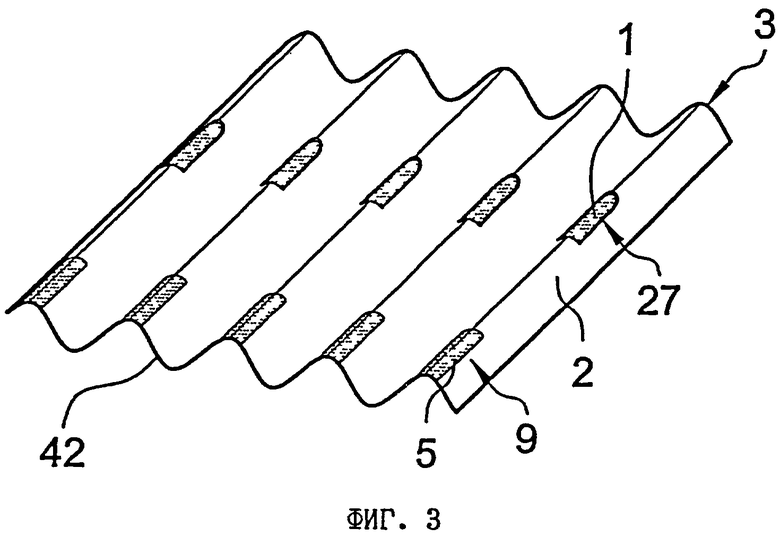
на фиг.3 - профилированная фольга с нанесенным на нее твердым припоем,
на фиг.4 - схема, иллюстрирующая процесс изготовления сотового элемента, и
на фиг.5 - транспортное средство с устройством для обработки или снижения токсичности ОГ.
Схематично показанное на фиг.1 устройство 13 для нанесения твердого припоя имеет выполненную в виде ленточного конвейера систему 14 подачи фольги, подающую гладкую фольгу 2 к формообразующему устройству 15. В формообразующем устройстве 15, которое в рассматриваемом примере выполнено в виде листоштамповочного устройства 21, фольга 2 подвергается профилированию с приданием ей профильной структуры 3. С этой целью рабочая подвижная часть листоштамповочного устройства 21 совершает возвратно-поступательное движение, опускаясь из своего обозначенного на чертеже штриховой линией исходного положения в указанном стрелкой направлении. Листоштамповочное устройство 21 снабжено при этом несколькими пуансонами 43, которые за одну операцию пластического формообразования обычно работают последовательно во времени. Так, например, формообразующую обработку в предпочтительном варианте начинает пуансон 43, ближайший к последней профильной структуре 3, а затем в работу по отдельности вступают соседние с ним пуансоны 43. При подобной схеме работы пуансонов обеспечивается возможность втягивания в листоштамповочное устройство 21 достаточного для процесса формообразующей обработки количества материала фольги 2.
Непосредственно по завершении процесса формообразующей обработки фольга 2 с приданной ей профильной структурой 3 подается в позиционирующее устройство 16. Рабочая подвижная часть позиционирующего устройства 16 совершает аналогичное возвратно-поступательное движение, при котором она опускается из своего обозначенного на чертеже штриховой линией исходного положения в указанном стрелкой направлении и которым управляют синхронизирующие средства 17. В рассматриваемом примере синхронизирующие средства 17 представляют собой или содержат связующее устройство 18. Одновременно с нанесением твердого припоя 1 на фольгу 2 твердый припой 1 предварительно фиксируется на ней приклеивающим устройством 19. После этого снабженную твердым припоем 1 фольгу 2 можно подавать на последующую обработку.
На фиг.2 показана схема, иллюстрирующая процесс подготовки твердого припоя и его подачи на фольгу 2. В данном случае твердый припой используют в виде 4 припойной фольги, сматываемый с рулона 24. Такая припойная фольга 4 подается далее к разделительному инструменту 25, которым от припойной фольги 4 отделяется множество кусков 5. По своим размерам куски 5 припойной фольги, например, точно соответствуют тому количеству твердого припоя, которое необходимо для создания соединений на отдельных возвышениях 6, соответственно с обратной стороны впадин 7 профильной структуры фольги 2. Таким образом, эти куски 5 припойной фольги подают к возвышениям 6 с одной стороны 8 фольги 2 и затем предварительно фиксируют на них привариванием сварочным устройством 20. После этого кускам 5 припойной фольги прижимным инструментом 26 придают форму, повторяющую форму профильной структуры гофрированной фольги 2, в результате чего куски припойной фольги в основном плотно прилегают к поверхности возвышений 6, соответственно впадин 7. Необходимо отметить, что стадии подачи, предварительной фиксации и прижатия кусков припойной фольги при определенных условиях частично могут выполняться одновременно одним инструментом.
На фиг.3 схематично в аксонометрии показан фрагмент фольги 2 с профильной структурой 3 и с размещенными на ее заданных отдельных участках 9 кусками 5 припойной фольги. Первые отдельные участки 9 расположены при этом вблизи края 42 фольги 2. Помимо этого на внутренние отдельные участки фольги, которые в данном случае выполнены с углублениями 27 (или карманами), также нанесен твердый припой 1. Благодаря подобным углублениям 27 твердый припой 1 постоянно остается на требуемых отдельных участках фольги (например, и при контакте такой профилированной фольги 2 с другой скользящей по ней фольгой), причем в данном случае при определенных условиях можно даже отказаться от предварительной фиксации твердого припоя.
На фиг.4 показана схема, иллюстрирующая процесс изготовления сотового элемента 10 из гладкой фольги 2 и профилированной фольги 2 путем их совместного свертывания в рулон по спирали. В принципе следует отметить, что таким же путем можно изготавливать и сотовые элементы 10 иных типов, например, сотовые элементы, при изготовлении которых листы фольги 2 сначала набирают в пакет и затем свертывают его в рулон по эвольвенте или скручивают S-образно. В рассматриваемом варианте, таким образом, гладкую фольгу 2 накладывают на профилированную фольгу 2, расположенный на возвышениях и с обратной стороны впадин которой твердый припой 1 в результате входит в контакт с участками 11 гладкой фольги 2. Затем полученный таким путем слой свертывают в рулон по спирали с образованием в результате показанной на чертеже цилиндрической сотовой структуры 12. Листы гладкой и профилированной фольги 2, образующие сотовую структуру 12, показанную на чертеже со стороны ее торца 29, образуют проходящие в ней в основном в ее осевом направлении параллельные каналы 28. Такую сотовую структуру 12 затем помещают в корпус 30, служащий для ее фиксации. Корпус 30 также можно снабдить твердым припоем, чтобы при последующей термической обработке в печи 31 (например, при температуре выше 1000°С и в вакууме) листы фольги 2 скреплялись неразъемными соединениями не только между собой, но и с корпусом 30.
На фиг.5 проиллюстрирована предпочтительная область применения подобных сотовых элементов 10 в качестве устройства 22 для обработки или снижения токсичности ОГ. На этом чертеже показано транспортное средство 23 с двигателем 33 внутреннего сгорания (ДВС), работой которого управляет соответствующая система 32 управления. Система 32 управления двигателем может, например, на основании результатов измерения тех или иных параметров встроенными в систему 40 выпуска ОГ датчиками 35 воздействовать на режим работы ДВС 33. Образующиеся при работе ДВС 33 отработавшие газы по выпускному трубопроводу 34 поступают в несколько устройств 22 для их обработки или снижения токсичности, каждое из которых содержит по соответствующему металлическому сотовому элементу 10. В направлении своего потока ОГ сначала поступают в нейтрализатор 36 с катализатором окисления, затем в улавливатель 37 твердых частиц, адсорбер 38 и еще один каталитический нейтрализатор 39. В завершение ОГ проходят также через глушитель 41 и после этого в обработанном, соответственно нейтрализованном виде выбрасываются в атмосферу.
Предлагаемое в изобретении решение позволяет наносить твердый припой без выполнения отдельной рабочей операции и одновременно с этим обеспечивает возможность целенаправленного нанесения твердого припоя по точно заданной схеме при минимальном его расходе. Тем самым обеспечивается значительная экономия времени и средств в серийном производстве металлических устройств для обработки ОГ, используемых в транспортных средствах.



Изобретения могут быть использованы при изготовлении металлических устройств для обработки или снижения токсичности отработавших газов, выполняемых из множества по меньшей мере частично профилированных листов фольги. В соответствии со способом нанесения твердого припоя 1 на по меньшей мере частично профилированную фольгу 2 подготавливают по меньшей мере один плоский лист фольги 2 (стадия а) и подвергают его формообразующей обработке с приданием фольге профильной структуры 3 (стадия б), после чего наносят твердый припой 1 (стадия в). Стадии (б) и (в) выполняют в периодическом режиме и по меньшей мере частично совместно. Устройство для нанесения твердого припоя 1 имеет по меньшей мере одну систему 14 подачи фольги и по меньшей мере одно формообразующее устройство 15, предназначенное для периодического придания листу фольги 2 профильной структуры 3. По меньшей мере одно позиционирующее устройство 16 предназначено для периодического нанесения твердого припоя 1 на по меньшей мере один лист фольги 2. Синхронизирующие средства 17 предназначены для согласования движений, совершаемых рабочими подвижными частями формообразующих устройств 15 и позиционирующих устройств 16. Изобретения обеспечивают высокоточное нанесение твердого припоя на отдельные участки листов фольги пригодным в серийном производстве методом. 5 н. и 9 з.п. ф-лы, 5 ил.
1. Способ нанесения твердого припоя (1) на по меньшей мере частично профилированную фольгу (2), заключающийся в выполнении по меньшей мере следующих стадий:
(а) подготавливают по меньшей мере один плоский лист фольги (2),
(б) по меньшей мере один лист фольги (2) подвергают формообразующей обработке с приданием фольге профильной структуры (3) и
(в) на по меньшей мере один лист фольги (2) наносят твердый припой (1), при этом стадии (б) и (в) выполняют в периодическом режиме и по меньшей мере частично совместно.
2. Способ по п.1, при осуществлении которого формообразующая обработка на стадии (б) представляет собой листовую штамповку, выполняемую с некоторой тактовой частотой, с которой выполняют и стадию (в).
3. Способ по п.1 или 2, при осуществлении которого стадии (б) и (в) выполняют с механической связью между ними.
4. Способ по п.1 или 2, при осуществлении которого на стадии (в) используют твердый припой в виде припойной фольги (4).
5. Способ по п.4, при осуществлении которого на стадии (в) от припойной фольги (4) отделяют множество кусков (5).
6. Способ по п.4, при осуществлении которого при нанесении твердого припоя в виде припойной фольги (4) его на стадии (в) закрепляют по меньшей мере одним из таких методов, как приклеивание и приваривание.
7. Способ по п.1 или 2, при осуществлении которого по меньшей мере одному листу фольги (2) придают волнистую или гофрированную профильную структуру (3) с возвышениями (6) и впадинами (7) между ними, при необходимости с карманами, которые служат емкостями, нанося при этом твердый припой (1) по меньшей мере с одной стороны (8) по меньшей мере одного листа фольги (2) одновременно на несколько торцовых отдельных участков (9) возвышений (6) или впадин (7).
8. Способ изготовления сотового элемента (10), заключающийся в выполнении по меньшей мере следующих стадий: на по меньшей мере частично профилированную фольгу (2) способом по любому из пп.1-7 наносят твердый припой (1), который затем вводят в контакт с участками (11) по меньшей мере одного листа фольги (2) с образованием при этом по меньшей мере одной сотовой структуры (12), которую после этого фиксируют и в завершение подвергают пайке твердым припоем.
9. Устройство (13) для нанесения твердого припоя (1) на по меньшей мере частично профилированную фольгу (2), имеющее по меньшей мере одну систему (14) подачи фольги, предназначенную для подачи по меньшей мере одного листа плоской фольги (2), по меньшей мере одно формообразующее устройство (15), предназначенное для периодического придания по меньшей мере одному листу фольги (2) профильной структуры (3), и по меньшей мере одно позиционирующее устройство (16), предназначенное для периодического нанесения твердого припоя (1) на по меньшей мере один лист фольги (2), а также синхронизирующие средства (17), предназначенные для согласования движений, совершаемых рабочими подвижными частями по меньшей мере одного формообразующего устройства (15) и по меньшей мере одного позиционирующего устройства (16).
10. Устройство (13) по п.9, в котором синхронизирующие средства (17) содержат или представляют собой механическое связующее устройство (18).
11. Устройство (13) по п.9 или 10, в котором для фиксации наносимого твердого припоя (1) предусмотрено по меньшей мере одно приклеивающее устройство (19) или сварочное устройство (20).
12. Устройство (13) по п.9 или 10, в котором по меньшей мере одно формообразующее устройство (15) представляет собой листоштамповочное устройство (21), при этом синхронизирующие средства (17) служат для обеспечения совместной работы листоштамповочного устройства (21) и позиционирующего устройства (16).
13. Устройство (22) для обработки или снижения токсичности отработавших газов, имеющее по меньшей мере один сотовый элемент (10), изготовленный способом по одному из пп.1-8.
14. Транспортное средство (23), имеющее двигатель внутреннего сгорания и по меньшей мере одно устройство (22) для обработки или снижения токсичности отработавших газов по п.13.
| СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА МЕТАЛЛИЧЕСКУЮ СТРУКТУРУ, В ЧАСТНОСТИ НА ОТДЕЛЬНЫЕ УЧАСТКИ ЭЛЕМЕНТА С СОТОВОЙ СТРУКТУРОЙ | 1993 |
|
RU2096145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО МЕТАЛЛИЧЕСКОГО СОТОВОГО ЭЛЕМЕНТА | 1997 |
|
RU2154558C1 |
| US 2002129890 A1, 19.09.2002 | |||
| Бандаж для крепления лобовой части обмотки ротора электрической машины | 1983 |
|
SU1156196A1 |

