Изобретение относится к области машиностроения и может быть использовано для обработки глубоких отверстий в сплошном материале.
Наиболее близким аналогом является сверло для глубокого сверления [1] с периферийной и другими режущими пластинами и двумя направляющими пластинами, у которого периферийная режущая пластина размещена оппозитно одной из направляющих. В описании изобретения не оговорены величины центральных углов между направляющими пластинами, а также режущими, а они имеют важное значение, т.к. влияют на величину силы, прижимающей направляющие пластины головки к обработанному отверстию, а также на равномерность распределения этой силы по опорным пластинам.
Предлагаемым изобретением решается задача снижения и равномерного распределения силы от режущих пластин на направляющие пластины, как следствие - снижение износа режущих и направляющих пластин, а также улучшение точности расположения оси обрабатываемого отверстия.
Это достигается тем, что центральный угол между направляющими пластинами ψ выбран равным 100...110°, а соотношение суммарной длины режущих кромок Σl1, расположенных со стороны периферийной пластины, суммарной длины режущих кромок Σl2 пластин, расположенных с противоположной стороны, и углом α установки режущих пластин одной стороны головки относительно другой выбрано по определенным соотношениям, причем угол α составляет 10...25°.
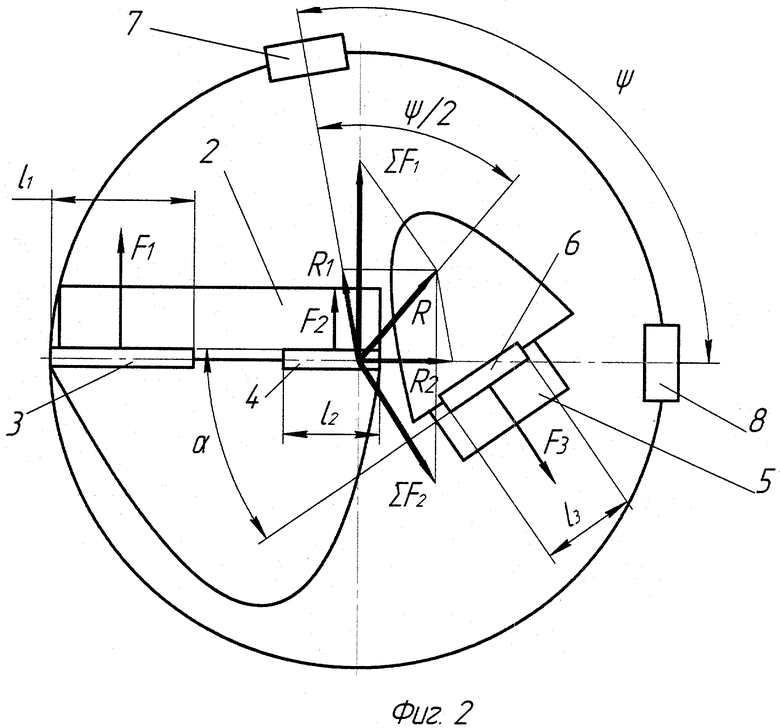
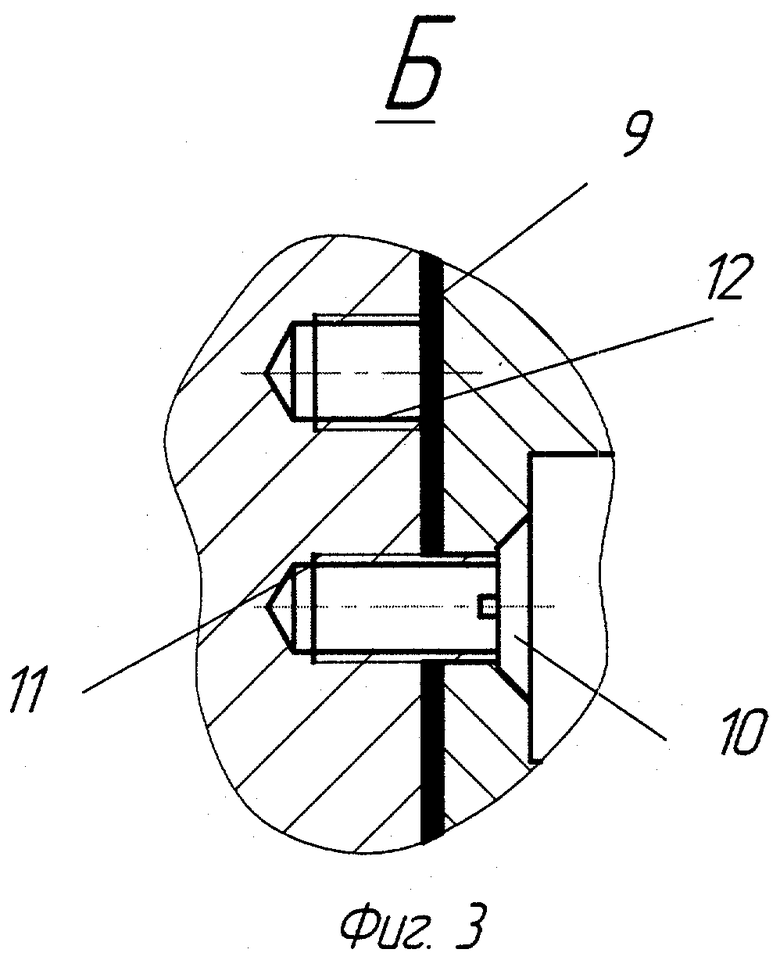
На фиг.1 изображен общий вид головки, на фиг.2 - вид А, на фиг.3 - вид Б.
На корпусе головки 1 (фиг.1) установлен картридж 2 с режущей периферийной пластиной 3 и режущей пластиной 4, картридж 5 (фиг.2) с режущей пластиной 6, направляющая пластина 7 и направляющая пластина 8, оппозитно расположенная режущей периферийной пластине 4, регулируемая с помощью подкладок 9 (фиг.3) и винта 10, переустанавливаемого в одно из отверстий 11 или 12. Режущие пластины 3, 4 и 6, расположенные на различном расстоянии от оси головки, размещены с двух сторон относительно оси головки для компенсации силы резания. Направляющая пластина 8 расположена оппозитно периферийной режущей пластине 3 с целью контроля и регулирования диаметра обработанного отверстия, а вторая направляющая пластина 7 составляет с первой в направлении вращения центральный угол ψ, равный 100...110°. Суммарная длина режущих кромок Σl1 (l1+l2) пластин, расположенных со стороны периферийной пластины, находится в определенном соотношении с суммарной длиной режущих кромок Σl2 (l3) пластин, расположенных с противоположной стороны от оси, и углом относительной установки режущих пластин α одной стороны головки (пластин 4 и 9) относительно другой (пластина 10):


причем угол α составляет 10...25°.
Перед работой для установления и регулировки диаметра обработанного отверстия направляющая пластина 8, оппозитно расположенная режущей периферийной пластине 3, переустанавливается в верхнее положение за счет перемещения винта 10 в отверстие 12 (фиг.3), что позволяет контролировать размер головки D, а соответственно и обработанного отверстия непосредственным замером, а также регулировать его за счет установки подкладок 9 и регулировки картриджа 2. После контроля размера головки направляющая пластина 8 устанавливается в исходное положение перемещением винта 10 в отверстие 11.
При работе головки тангенциальные силы резания, действующие на пластины, зависят от длины режущих кромок. Суммарная сила резания ΣF1 (F1+F2), действующая на режущие пластины, расположенные со стороны периферийной пластины, и суммарная сила резания, действующая на режущие пластины с противоположной стороны ΣF2 (F3) образуют векторный параллелограмм, результирующая сила которого R должна быть направлена между направляющими пластинами с целью равномерного распределения сил на них. Кроме того, вектор результирующей силы резания R, где  , должен быть меньше суммарной тангенциальной силы резания на все пластины в 3...4 раза для снижения давления на направляющие пластины и поддержания жидкостного трения, то есть
, должен быть меньше суммарной тангенциальной силы резания на все пластины в 3...4 раза для снижения давления на направляющие пластины и поддержания жидкостного трения, то есть  Угол между направляющими пластинами у составляет 100...110°. Это приводит к тому, что реакции R1 и R2, действующие на направляющие пластины, равномерно прижимают головку к обработанному отверстию, таким образом:
Угол между направляющими пластинами у составляет 100...110°. Это приводит к тому, что реакции R1 и R2, действующие на направляющие пластины, равномерно прижимают головку к обработанному отверстию, таким образом:

Для упрощения расчетов и проектирования инструмента суммарные силы резания можно заменить суммарными длинами главных режущих кромок соответствующих пластин. Это допущение возможно при одинаковой подаче:

ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент RU №2136450, В23В 51/00. Опорный вкладыш для сверла / Сандвик, 1999 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| СВЕРЛО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 2014 |
|
RU2661684C2 |
| СБОРНОЕ СВЕРЛО С РЕЖУЩИМИ ПЛАСТИНАМИ | 2013 |
|
RU2539255C1 |
| РУЖЕЙНОЕ СВЕРЛО | 2006 |
|
RU2409452C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2609587C2 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ, В ЧАСТНОСТИ, ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ ПО ТЕХНОЛОГИИ ВТА, И ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 2011 |
|
RU2570269C2 |
Головка содержит периферийную и другие режущие пластины, расположенные на различном расстоянии от оси сверла, две направляющие пластины, установленные на периферии головки. При этом одна из направляющих пластин расположена строго оппозитно периферийной режущей пластине, а вторая составляет с первой центральный угол в направлении вращения, а режущие пластины с одной стороны оси головки расположены под углом к режущим пластинам с другой стороны. Для снижения износа режущих и направляющих пластин и улучшения точности расположения обрабатываемого отверстия центральный угол между направляющими пластинами выбран равным 100-110°, а соотношение суммарной длины режущих кромок, расположенных со стороны периферийной пластины, суммарной длины режущих кромок пластин, расположенных с противоположной стороны, и угла α установки режущих пластин одной стороны головки относительно другой выбрано по приведенным зависимостям, при этом угол α выбран равным 10-25°. 3 ил.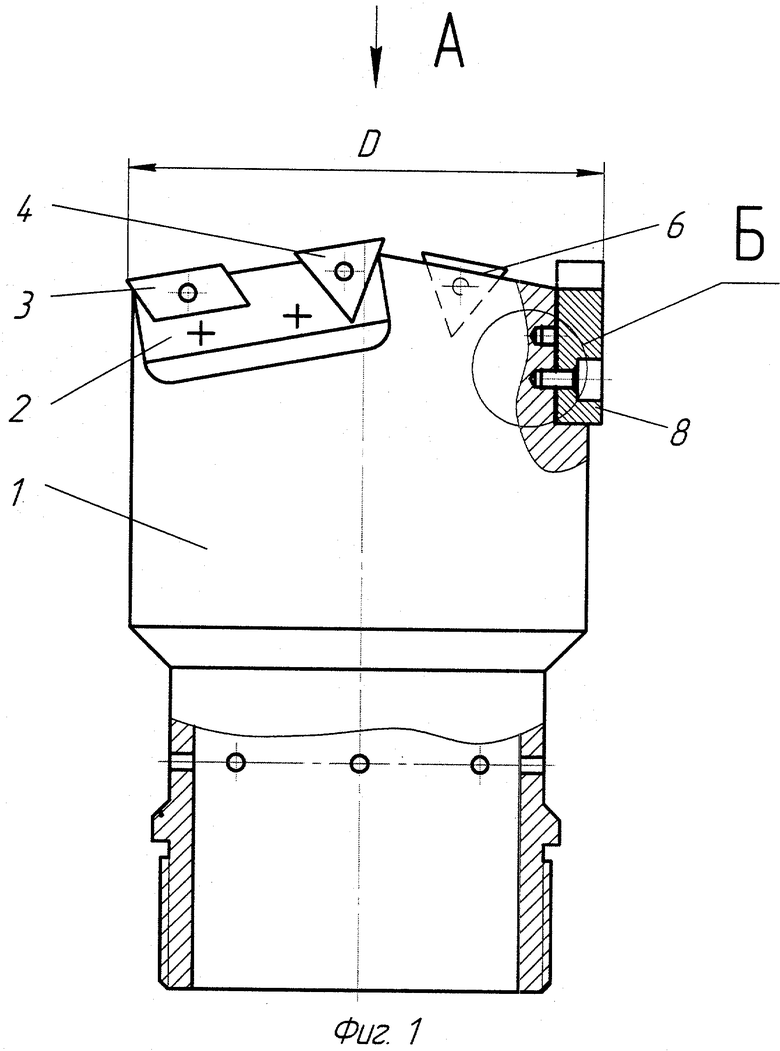
Головка для глубокого сверления, содержащая периферийную и другие режущие пластины, расположенные на различном расстоянии от оси сверла, две направляющие пластины, установленные на периферии головки, при этом одна из направляющих пластин расположена строго оппозитно периферийной режущей пластине, а вторая составляет с первой центральный угол ψ в направлении вращения, а режущие пластины с одной стороны оси головки расположены под углом к режущим пластинам с другой стороны, отличающаяся тем, что центральный угол между направляющими пластинами ψ выбран равным 100-110°, а соотношение суммарной длины режущих кромок Σl1, расположенных со стороны периферийной пластины, суммарной длины режущих кромок Σl2 пластин, расположенных с противоположной стороны, и угла α установки режущих пластин одной стороны головки относительно другой выбрано по следующим зависимостям:


причем угол α выбран равным 10-25°.
| ОПОРНЫЙ ВКЛАДЫШ ДЛЯ СВЕРЛА | 1995 |
|
RU2136450C1 |
| Сверло для глубокого сверления | 1979 |
|
SU1006090A1 |
| Сверло для глубокого сверления | 1985 |
|
SU1263441A1 |
| Сверло | 1985 |
|
SU1282981A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

