Область техники
Настоящее изобретение относится к машинам для литья под давлением и способам литья с использованием таких машин, где расплавленный металл (расплавленная жидкость) перемещается горизонтально и вводится в камеру, а затем расплавленный металл перемещается вертикально и инжектируется в пресс-форму с подвижной полуформой и неподвижной полуформой, расположенной вертикально, благодаря чему предотвращается генерирование теплового потока расплавленного металла, введенного в пресс-форму, чтобы получить изделие хорошего качества без раковин.
Кроме того, настоящее изобретение относится к машинам для литья под давлением, имеющим вакуум-аппарат, а также к способам литья с использованием таких машин, в которых металл вводят в вакуумный бачок, в котором расположен плавильный тигель, через пару клапанов, а другой клапан также расположен даже в отверстии слива расплавленного металла вакуумного бачка, чтобы удержать степень разрежения внутри вакуумного бачка в высоком состоянии, благодаря чему изделие хорошего качества может быть произведено из сплава, имеющего высокую точку плавления, который легко окисляется на воздухе.
Предшествующий уровень техники
Формование с использования разливочной машины включает нагнетание расплавленного металла в пресс-форму под давлением и выдерживание металла под давлением до затвердения. Этот способ широко использовался благодаря точности отливок, уменьшения обработки резанием и т.п.
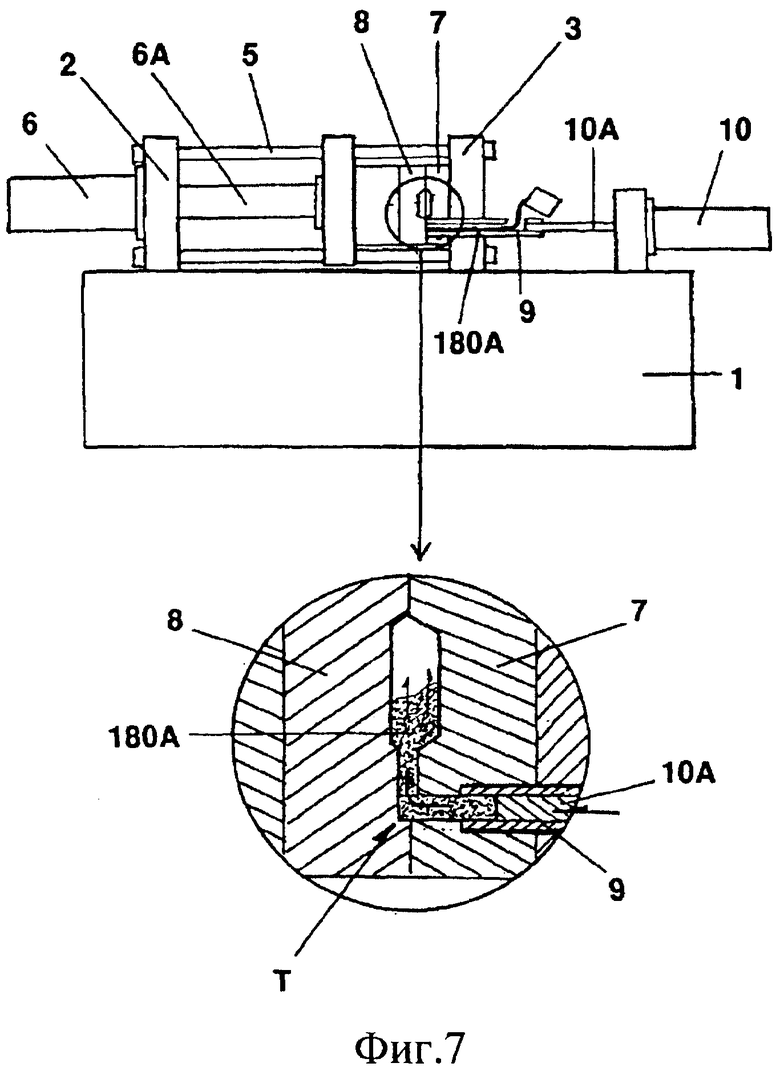
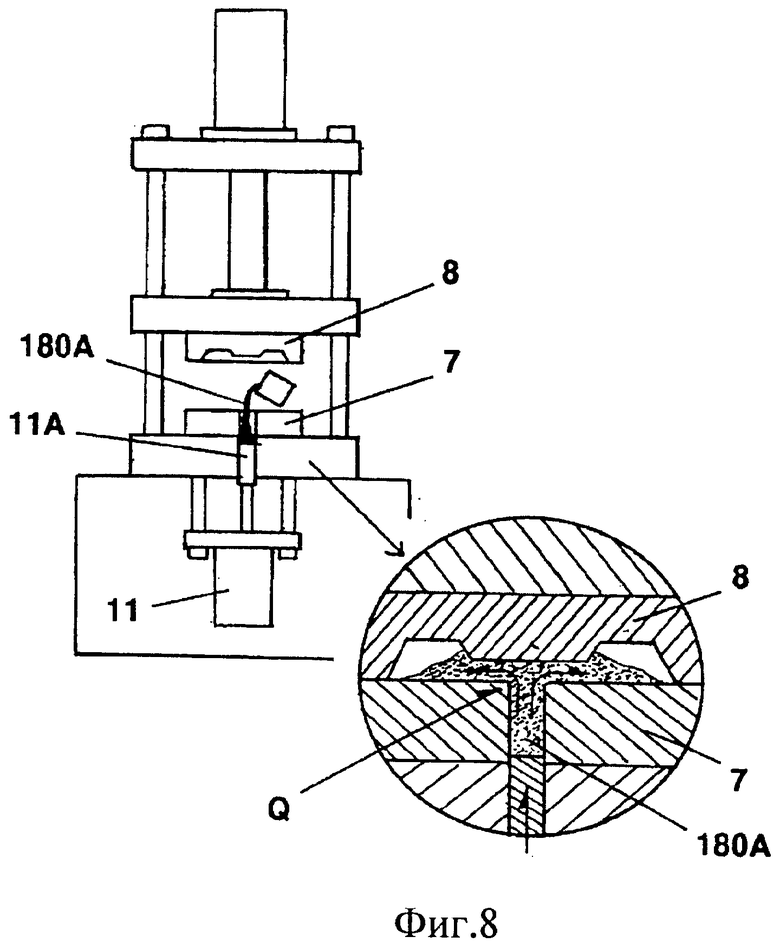
Как показано на фиг.7 и фиг.8, обычные машины для литья под давлением могут подразделяться на машины для литья под давлением горизонтального типа, т.е в которых расплавленный металл (расплавленная жидкость) движется горизонтально, и машины для литья под давлением вертикального типа, т.е в которых расплавленный металл движется вертикально. В машине для литья под давлением горизонтального типа, когда расплавленный металл подается горизонтально под давлением и инжектируется в пресс-форму плунжером, из-за неблагоприятного теплового потока в L-образно изогнутой части (Т) возникают пузырьки (см. фиг.7). Точно также в машине для литья под давлением вертикального типа, когда расплавленный металл подается вертикально под давлением и инжектируется в пресс-форму плунжером, из-за неблагоприятного теплового потока в изогнутой части (Q) также возникают пузырьки (см. фиг.8).
Из-за вышесказанного в готовом изделии появляются раковины. Из-за большого количества бракованных отливок достаточно трудно получить изделия хорошего и высокого качества при использовании обычной машины для литья под давлением.
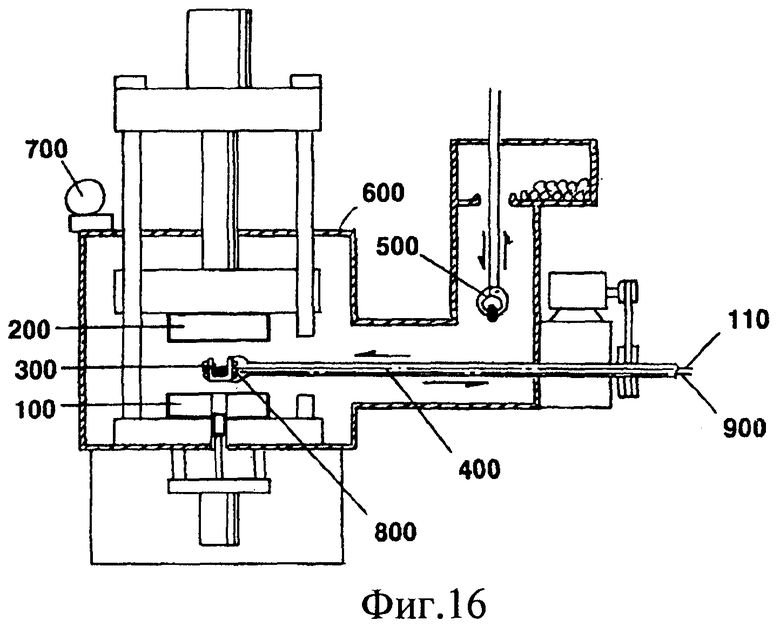
Кроме того, известен обычный вакуум-аппарат машины для литья под давлением для производства изделий высокого качества в вакууме за счет закрытия от кислорода воздуха сплава с высокой точкой плавления, который легко окисляется кислородом воздуха. Обычный вакуум-аппарат имеет конструкцию, включающую неподвижную полуформу 100, подвижную полуформу 200, стержень основания 400, в который вставлены труба 110 циркулирующего охладителя индукционной катушки и кабель 900 источника питания, плавильный тигель 300, к которому прикреплена высокочастотная индукционная катушка 800, и клещи 500 для подачи металла в кристаллизатор 300, причем все элементы окружены одним вакуумным бачком 600. В этой конструкции, однако, теряется много времени, чтобы создать вакуум внутри вакуумного бачка 600 с помощью вакуумного насоса 700. Также степень вакуума внутри вакуумного бачка 600 недостаточно высока.
Таким образом существует проблема, заключающаяся в том, что отливки хорошего качества не производятся из сплава с высокой точкой плавления, который легко окисляется воздухом.
Раскрытие изобретения
Соответственно настоящее изобретение было сделано ввиду существования вышеизложенных проблем, а целью настоящего изобретения является создание машины для литья под давлением, в которой расплавленный металл нагнетается вертикально под давлением и инжектируется в пресс-форму с неподвижной полуформой и подвижной полуформой, расположенных вертикально, с помощью соответственно объединения машины горизонтального типа, в которой расплавленный металл нагнетается горизонтально под давлением, и машины вертикального типа, в которой расплавленный металл нагнетается вертикально под давлением, посредством чего тепловой поток двигающегося расплавленного металла имеет оптимальную форму для производства изделий высокого качества с точным строением и без раковин.
Другой целью настоящего изобретения является создание вакуум-аппарата машины для литья под давлением, в котором имеется клапан и вакуумный бачок, расположенные у горизонтальной инжекционной втулки для подачи расплавленного металла существующей машины для литья под давлением, плавильный тигель для быстрого производства расплавленной жидкости с высоким состоянием вакуума посредством вакуумного насоса, расположенный в вакуумном бачке, и пара клапанов, соединенных с инжекционной втулкой для подачи металла в вакуумный бачок в нормальном вакуумном состоянии, расположенная в секции подачи металла вакуумного бачка, посредством чего металл расплавляется внутри вакуумного бачка в состоянии сильной степени разряжения, при котором кислород воздуха едва воздействует на окисление, за счет чего производят изделия из сплава с высокой точки плавления с хорошим качеством.
Для достижения вышеуказанных целей в соответствии с настоящим изобретением предлагается машина для литья под давлением, содержащая пару суппортов, расположенных противоположно друг другу на станине, направляющий стержень, соединяющий суппорты, подвижную опорную плиту, установленную на направляющем стержне с возможностью перемещения вдоль него с помощью штока первого цилиндра, прикрепленного к первому суппорту, подвижную полуформу и плиту крепления подвижной полуформы, расположенные на одной стороне подвижной опорной плиты, второй цилиндр, установленный с другой стороны подвижной опорной плиты, плиту толкателя, прикрепленную к штоку второго цилиндра, толкатель для выталкивания отливки из подвижной полуформы, прикрепленный к плите толкателя, горизонтальную инжекционную втулку для подачи расплавленного металла и плиту крепления неподвижной полуформы, установленные на одной стороне второго суппорта, неподвижную полуформу, имеющую отверстие для расплавленного металла, опорный стержень, установленный на другой стороне второго суппорта, дополнительную опорную плиту, расположенную на конце опорного стержня, третий цилиндр, прикрепленный к дополнительной опорной плите, плунжер которого предназначен для перемещения расплавленного металла в горизонтальную инжекционную втулку, закрепленную на плитах крепления полуформ, вертикальную камеру для заполнения расплавленным металлом из горизонтальной инжекционной втулки и подачи его в рабочую полость, сформированную неподвижной полуформой и подвижной полуформой, четвертый цилиндр с плунжером для перемещения расплавленного металла из вертикальной камеры в рабочую полость, при этом второй суппорт выполнен с выступом для крепления неподвижной полуформы и выступом для установки четвертого цилиндра с плунжером, а верхняя часть станины выполнена с уклоном вниз от неподвижной полуформы к подвижной полуформе.
Также в соответствии с настоящим изобретением предлагается машина для литья под давлением, содержащая пару суппортов, расположенных противоположно друг другу на станине, направляющий стержень, соединяющий суппорты, подвижную опорную плиту, установленную на направляющем стержне с возможностью перемещения вдоль него с помощью штока первого цилиндра, прикрепленного к первому суппорту, подвижную полуформу и плиту крепления подвижной полуформы, расположенные на одной стороне подвижной опорной плиты, второй цилиндр, установленный с другой стороны подвижной опорной плиты, плиту толкателя, прикрепленную к штоку второго цилиндра, толкатель для выталкивания отливки из подвижной полуформы, прикрепленный к плите толкателя, горизонтальную инжекционную втулку для подачи расплавленного металла и плиту крепления неподвижной полуформы, установленные на одной стороне второго суппорта, неподвижную полуформу, имеющую отверстие для расплавленного металла, опорный стержень, установленный на другой стороне второго суппорта, дополнительную опорную плиту, расположенную на конце опорного стержня, третий цилиндр, прикрепленный к дополнительной опорной плите, плунжер которого предназначен для перемещения расплавленного металла в горизонтальную инжекционную втулку, закрепленную на плитах крепления полуформ, вертикальную камеру для заполнения расплавленным металлом из горизонтальной инжекционной втулки и подачи его в рабочую полость, сформированную неподвижной полуформой и подвижной полуформой, четвертый цилиндр с плунжером для перемещения расплавленного металла из вертикальной камеры в рабочую полость, при этом второй суппорт выполнен с выступом для крепления неподвижной полуформы и выступом для установки четвертого цилиндра с плунжером, кроме того, машина содержит вакуумный бачок, соединенный с вакуумным насосом, трубу подачи металла в вакуумный бачок; два или более клапана, расположенных в трубе подачи металла для предотвращения попадания воздуха в вакуумный бачок при подаче металла, пятый цилиндр с плунжером для подачи металла в вакуумный бачок, плавильный тигель, расположенный в вакуумном бачке, зубчатую рейку и ведущую шестерню, осуществляющих наклон плавильного тигля для подачи расплавленного металла в горизонтальную инжекционную втулку, причем в днище вакуумного бачка выполнено отверстие слива расплавленного металла в горизонтальную инжекционную втулку, а на нижней стороне вакуумного бачка расположен пластинчатый клапан для открытия и закрытия отверстия слива расплавленного металла, при этом один из двух или более клапанов, установленных на трубе подачи металла, содержит пластину клапана, в которой выполнено гнездо для подачи через него металла посредством плунжера.
Кроме этого, вакуумный бачок соединен с горизонтальной инжекционной втулкой, чтобы расплавленный металл, расплавленный в плавильном тигле внутри вакуумного бачка, был подан под давлением в рабочую полость пресс-формы, сформированную комбинацией неподвижной полуформы и подвижной полуформы, и затем отлит.
Также в соответствии с настоящим изобретением предлагается способ литья под давлением расплавленного металла, включающий горизонтальную инжекцию расплавленного металла из горизонтальной инжекционной втулки в вертикальную камеру и вертикальную инжекцию расплавленного металла плунжером в рабочую полость пресс-формы, установленной на заявляемой машине для литья под давлением.
Неподвижная полуформа и подвижная полуформа расположены вертикально, а расплавленный металл сначала перемещается горизонтально. Затем расплавленный металл перемещается к плунжеру так, чтобы заполнить камеру. После того как отверстие инжекции расплавленного металла в неподвижной полуформе закрывается плунжером, расплавленный металл перемещается плунжером вертикально и входит в пресс-форму, которая расположена вертикально. Плотность и механическая прочность отливки являются высокими, так как не генерируются раковины благодаря отсутствию теплового потока. Отливка получается с высоким качеством, с гладкой поверхностью. Выход годного продукта высокого качества увеличивается.
Кроме того, согласно настоящему изобретению вакуум-аппарат соединен с горизонтальной инжекционной втулкой машины для литья под давлением. Даже в то время, когда металл вводится в вакуум-аппарат, металл расплавляется внутри вакуум-аппарата в состоянии вакуума, причем всегда поддерживается состояние высокого разрежения. Таким образом, металл отливается в рабочую полость пресс-формы, которая сформирована неподвижной полуформой и подвижной полуформой, через горизонтальную инжекционную втулку. Соответственно настоящее изобретение имеет то преимущество, что возможно изготовление отливок хорошего качества из сплава с высокой точкой плавления.
Краткое описание чертежей
Далее цели и преимущества изобретения могут быть более полно поняты из последующего подробного описания, связанного с сопровождающими его чертежами, на которых представлено:
фиг.1 - вид в перспективе, показывающий полную конструкцию машины для литья под давлением в соответствии с настоящим изобретением;
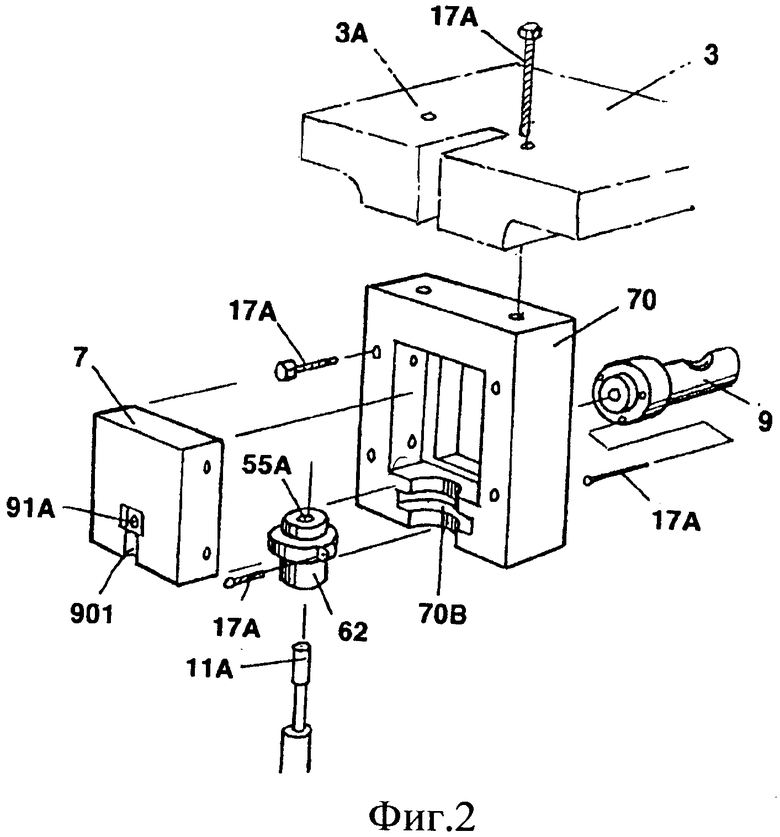
фиг.2 - вид в перспективе, показывающий основные узлы машины для литья под давлением, представленной на фиг.1, в соответствии с настоящим изобретением;
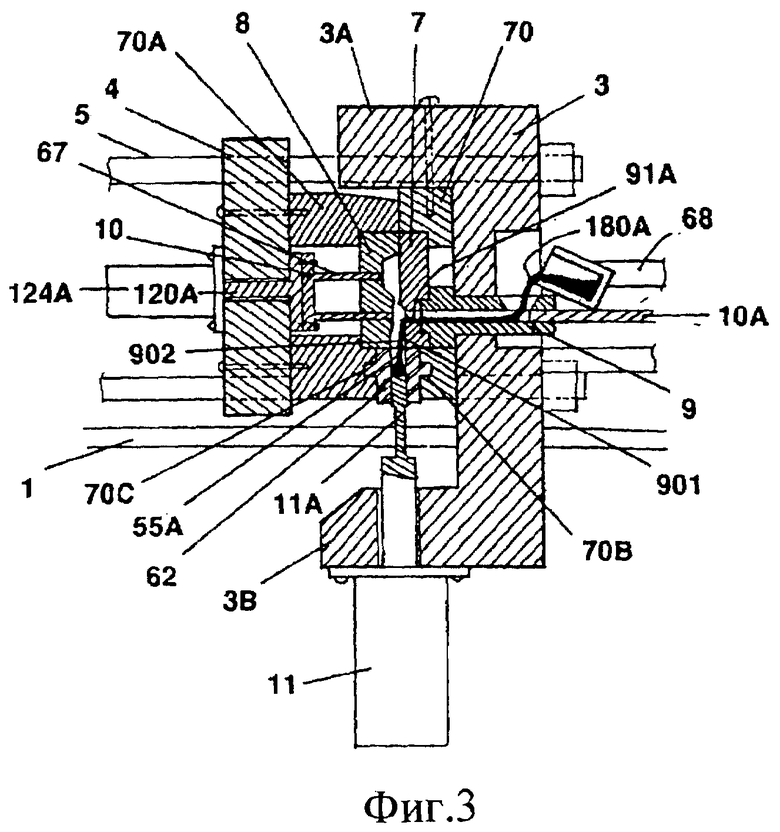
фиг.3 - вид в поперечном разрезе, показывающий действие некоторых узлов машины для литья под давлением в соответствии с одним осуществлением согласно настоящему изобретению;
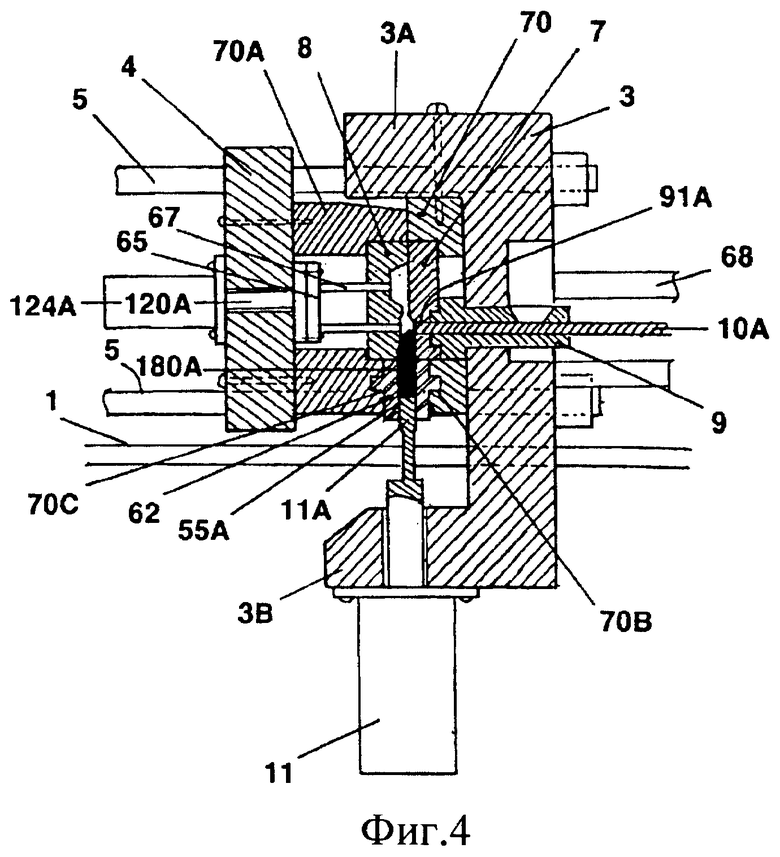
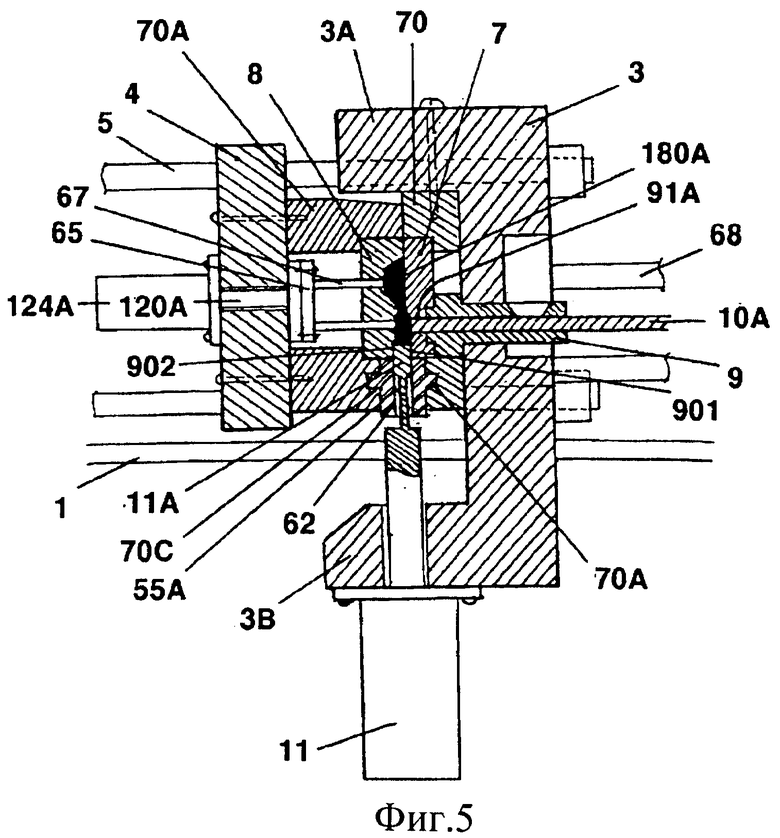
фиг.4 - 6 - виды в поперечном разрезе, последовательно показывающие действие машины для литья под давлением в соответствии с настоящим изобретением;
фиг.7 схематически показывает конструкцию обычной горизонтальной машины для литья под давлением;
фиг.8 схематически показывает конструкцию обычной вертикальной машины для литья под давлением;
фиг.9 показывает конструкцию машины для литья под давлением, в которой к машине для литья под давлением, показанной на фиг.1, присоединен вакуумный бачок для плавки металла;
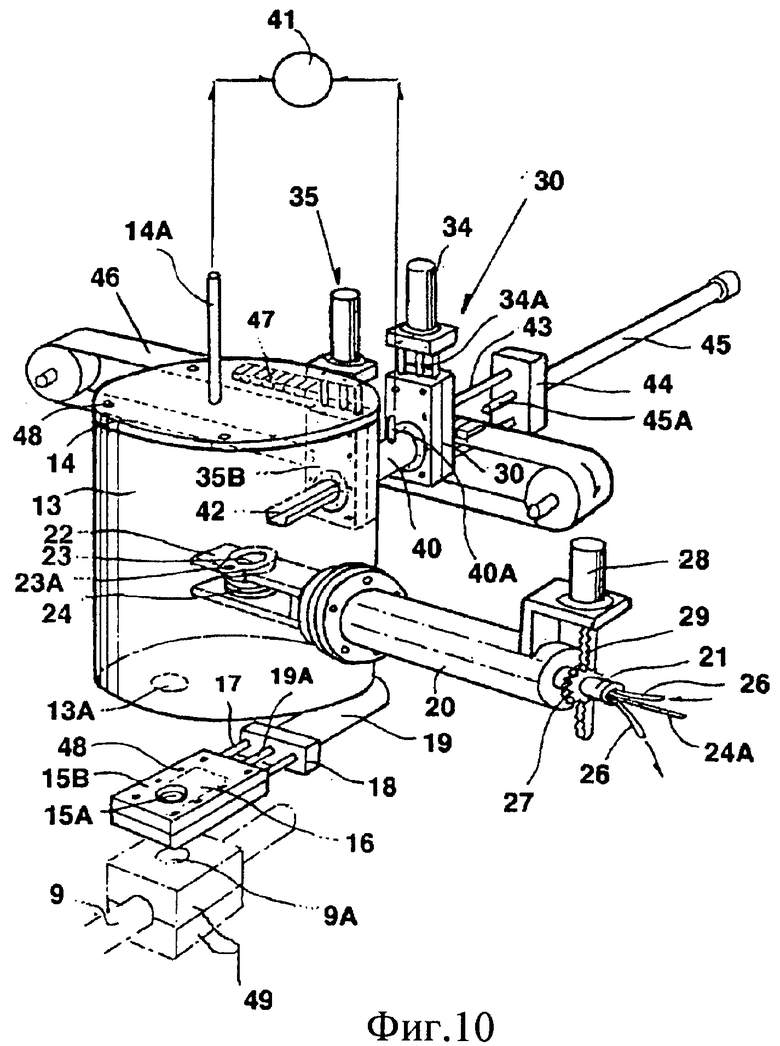
фиг.10 - вид в перспективе, показывающий конструкцию вакуумного бачка, представленного на фиг.9;
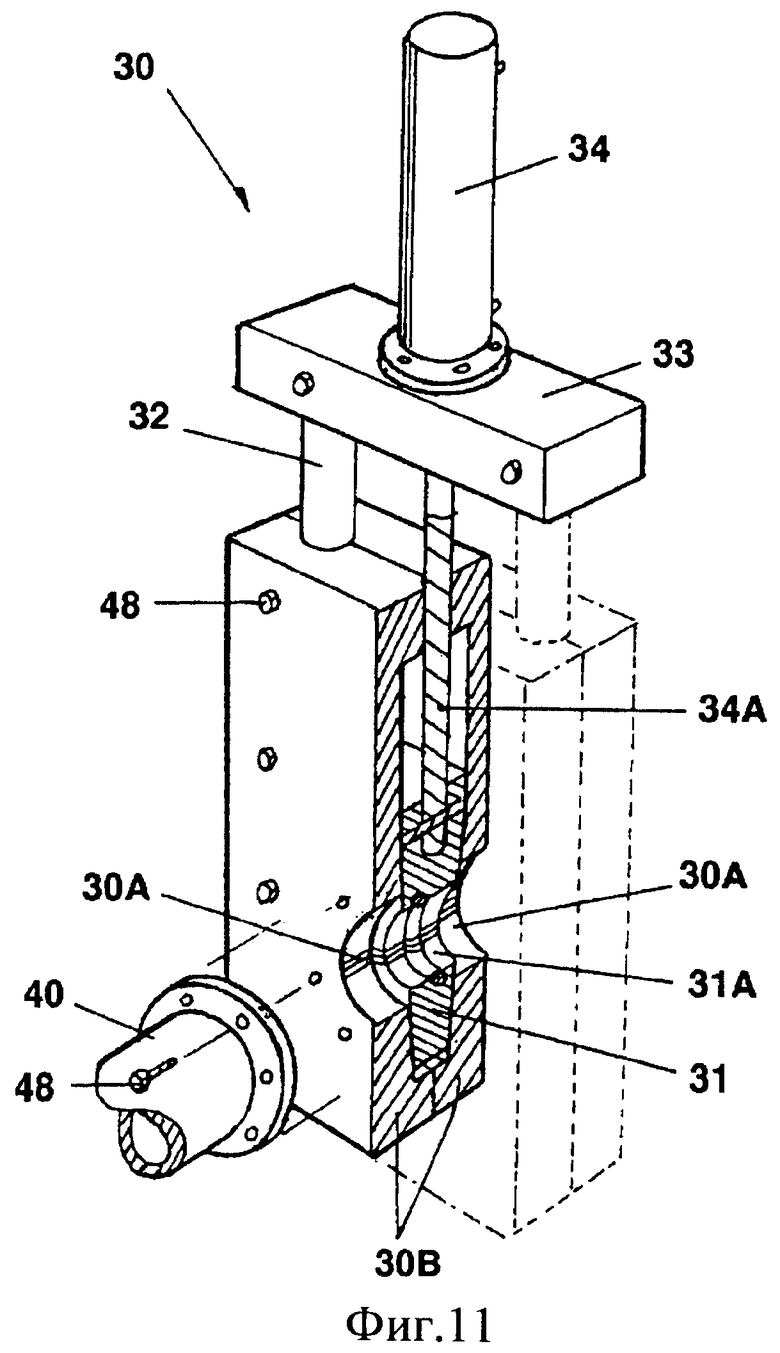
фиг.11 - вид с частичным разрезом, показывающий клапан, представленный на фиг.9;
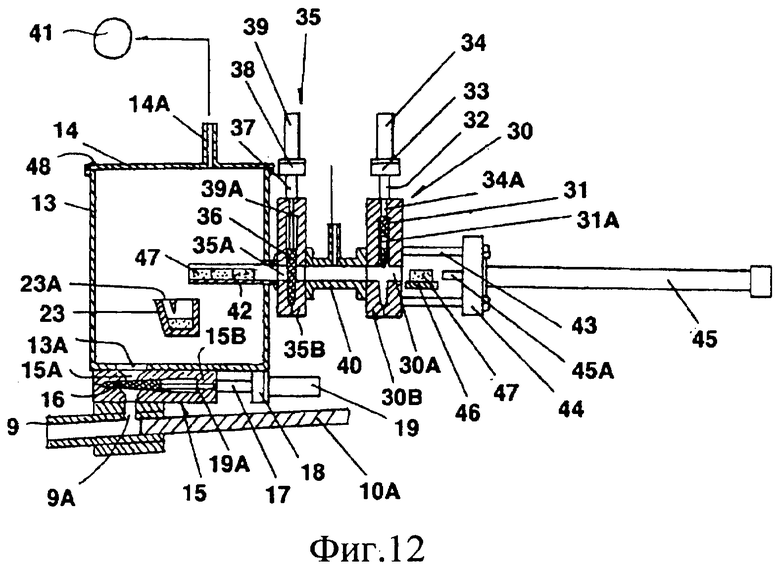
фиг.12 - вид в поперечном разрезе вакуумного бачка, показанного на фиг.10;
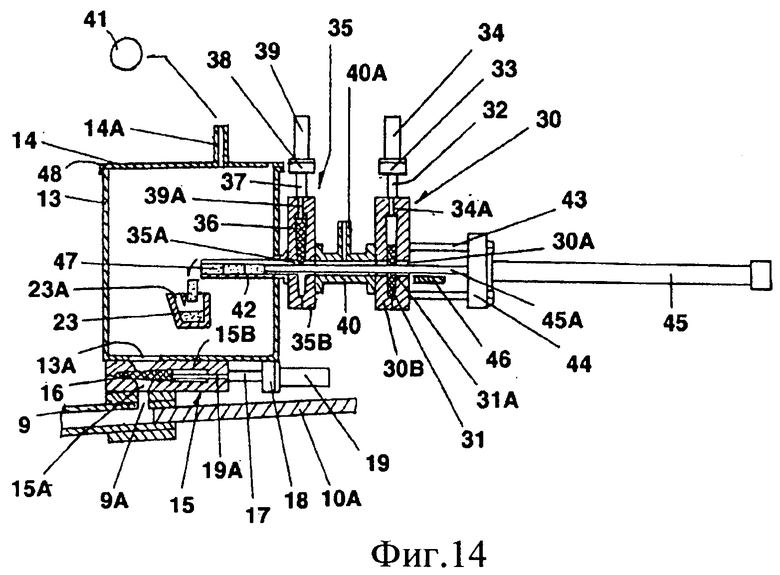
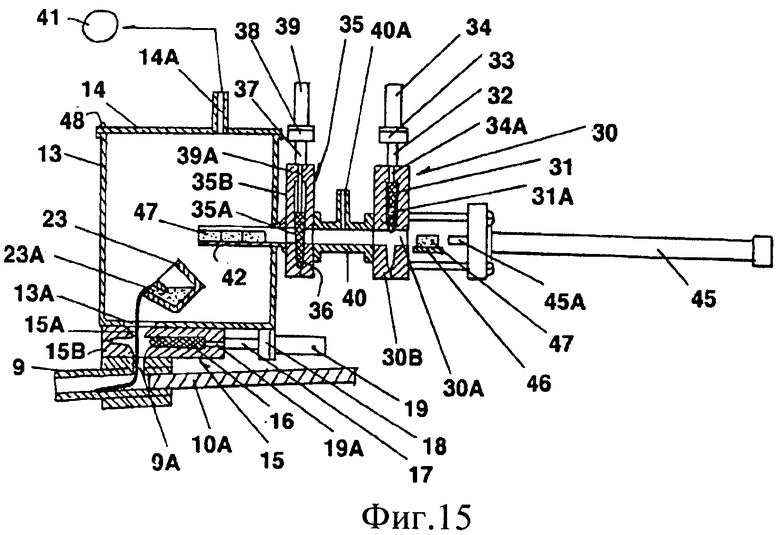
фиг.13 - 15 - виды в поперечном разрезе, последовательно показывающие действие машины для литья под давлением в соответствии с другим осуществлением настоящего изобретения; и
фиг.16 схематически показывает конструкцию машины для литья под давлением, включающей обычный вакуумный бачок.
Наилучший вариант осуществления изобретения
Сейчас настоящее изобретение будет описано подробно в связи с предпочтительными вариантами осуществления со ссылками на сопровождающие чертежи.
Как показано на фиг.1-6, машина для литья под давлением в соответствии с настоящим изобретением включает два суппорта 2 и 3, которые расположены с противоположных сторон на станине 1, направляющий стержень 5, который соединяет суппорты 2 и 3 для направления подвижной опорной плиты 4, и подвижную опорную плиту 4, подвижно закрепленную на направляющем стержне 5 так, что плита 4 движется вдоль направляющего стержня 5 с помощью штока 6А первого цилиндра 6, прикрепленного к одному из суппортов 2 и 3.
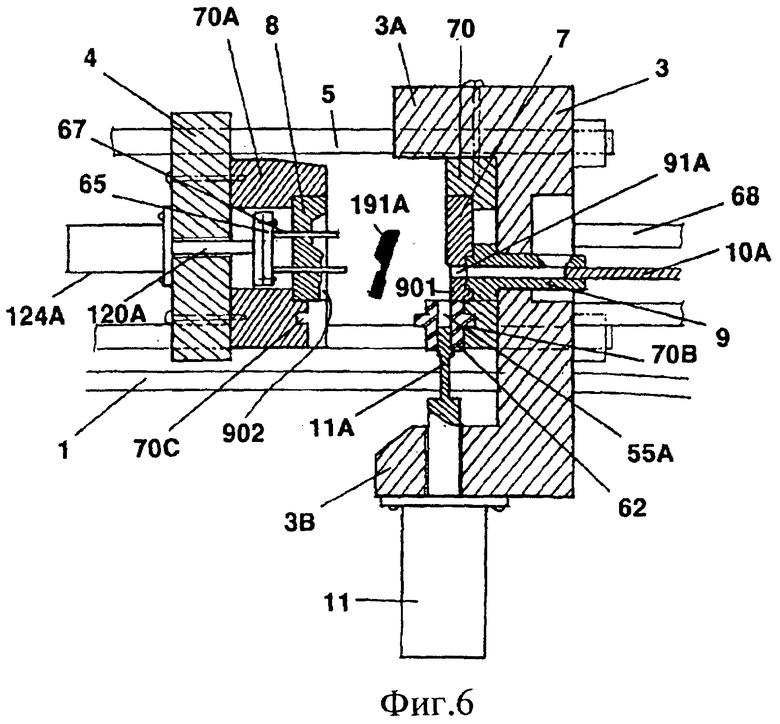
Подвижная полуформа 8 и плита крепления подвижной полуформы 70А расположены на одной стороне подвижной опорной плиты 4, а второй цилиндр 124А установлен с другой стороны подвижной опорной плиты 4. Плита толкателя 65, к которой прикреплен толкатель 67 для выталкивания сформированного изделия 191А из подвижной полуформы 8, прикреплена к штоку 120А второго цилиндра 124А. Горизонтальная инжекционная втулка 9 и плита крепления неподвижной полуформы 70 установлены на одной стороне другого из суппортов 2 и 3. Неподвижная полуформа 7, имеющая отверстие для расплавленного металла 91 А, прикреплена к плите крепления неподвижной полуформы 70. Опорный стержень 68 установлен на другой стороне другого из суппортов 2 и 3. Далее, дополнительная опорная плита 131А расположена на конце опорного стержня 68. Третий цилиндр 10 прикреплен к дополнительной опорной плите 131А так, чтобы плунжер 10А третьего цилиндра 10 толкал расплавленный металл в горизонтальную инжекционную втулку 9. Таким образом, металл отливается в пределах рабочей полости, сформированной неподвижной полуформой 7 и подвижной полуформой 8 в соответствии с формой отливки.
В вышеупомянутой конструкции верхняя часть станины 1 сформирована с уклоном вниз от неподвижной полуформы 7 к подвижной полуформе 8. Суппорт 3 из числа суппортов 2 и 3, к которому прикреплена неподвижная полуформа 7, включает выступ 3А, имеющий прикрепленную к нему неподвижную полуформу 7, и выступ установки цилиндра 3В, к которому прикреплен четвертый цилиндр 11. Неподвижная полуформа 7 закреплена на выступе 3А. Четвертый цилиндр 11 для приведения в движение плунжера 11А закреплен на выступе установки цилиндра 3В. Вертикальная камера 62 с камерой 55А для расплавленного металла 180А и подачи его в рабочую полость на ее вершине закреплена на плитах крепления полуформ 70 и 70А.
Таким образом, согласно настоящему изобретению, для формирования относительно тонкой и широкой отливки 191А предпочтительно, чтобы рабочая полость, сформированная комбинацией неподвижной полуформы 7 и подвижной полуформы 8, была сформировано в вертикальном направлении по отношению к основанию.
Далее, более предпочтительно, когда при инжекции и формовании расплавленного металла в рабочей полости верхняя часть станины 1 выполнена с уклоном от неподвижной полуформы 7 к подвижной полуформе 8.
Благодаря такой конструкции расплавленный металл 180А течет в горизонтальном направлении с уклоном и затем входит в камеру 55А вертикальной камеры 62, которая расположена у основания рабочей полости. Как было упомянуто выше, расплавленный металл 180А поднимается за счет плунжера 11А и перемещается в вертикальном направлении и вводится в рабочую полость с последующим формованием в ней.
Соответственно как показано на фиг.7 и фиг.8, тепловой поток расплавленного металла, который обычно появляется в обычной горизонтальной машине для литья под давлением при горизонтальной подаче под давлением расплавленного металла 180А, а также в обычной вертикальной машине для литья под давлением при вертикальной подаче под давлением расплавленного металла 180 не имеет места в предлагаемой машине. Таким образом возможно изготовить отливку 191А высокого качества с прекрасной структурой и без раковин.
Касаясь вышеизложенного, можно сказать, что машина для литья под давлением включает пару суппортов 2 и 3, которые расположены с противоположных сторон на станине 1, направляющий стержень 5, который соединяет суппорты 2 и 3 для направления подвижной опорной плиты 4, и подвижную опорную плиту 4, подвижно закрепленную на направляющем стержне 5 так, что плита 4 движется вдоль направляющего стержня 5 с помощью штока 6А первого цилиндра 6, прикрепленного к одному из суппортов 2 и 3, подвижную полуформу 8 и плиту крепления подвижной полуформы 70А, расположенные на одной стороне подвижной опорной плиты 4, второй цилиндр 124А установлен с другой стороны подвижной опорной плиты 4, плиту толкателя 65, к которой прикреплен толкатель 67 для выталкивания сформированного изделия 191А из подвижной полуформы 8, который прикреплен к штоку 120А второго цилиндра, горизонтальную инжекционную втулку 9 и плиту крепления неподвижной полуформы 70, установленные на одной стороне другого из суппортов 2 и 3, неподвижную полуформу 7, имеющую отверстие для расплавленного металла 91А, прикрепленную к плите крепления неподвижной полуформы 70, опорный стержень 68, установленный на другой стороне другого из суппортов 2 и 3, дополнительную опорную плиту 131А, расположенную на конце опорного стержня 68, и третий цилиндр 10, прикрепленный к дополнительной опорной плите 131А так, чтобы плунжер 10А третьего цилиндра 10 толкал расплавленный металл в горизонтальную инжекционную втулку 9, посредством чего металл отливается в пределах рабочей полости, сформированной неподвижной полуформой 7 и подвижной полуформой 8 в соответствии с формой отливки, а также подвижную полуформу 8, известную из уровня техники до подачи этой заявки.
В вышеупомянутой конструкции, в то время как подвижная полуформа 8 перемещается вправо или влево относительно неподвижной полуформы 7, формируется рабочая полость за счет сочетания неподвижной полуформы 7 и подвижной полуформы 8. Расплавленный металл 180А подается в рабочую полость и затем формуется. Затем подвижная полуформа 8 отделяется от неподвижной полуформы 7.
Далее отливка 191А отделяется от подвижной полуформы 8 за счет плиты толкателя 65 и толкателя 67, прикрепленного к нему. Поэтому подвижная полуформа 8 и плита толкателя 65 могут работать автоматически.
Более подробно, для того чтобы соединить подвижную полуформу 8 с неподвижной полуформой 7, используют первый цилиндр 6, чтобы переместить шток 6А вперед, при этом подвижная опорная плита 4, прикрепленная к штоку 6А, перемещается по направлению к суппорту 3, на котором закреплена неподвижная полуформа 7. Таким образом неподвижная полуформа 7 и подвижная полуформа 8 объединяются, формируя рабочую полость, т.е. пространство для формования. Затем, когда расплавленный металл 180А подается через горизонтальную инжекционную втулку 9, закрепленную на суппорте 3, расплавленный металл 180А вводится в рабочую полость и после остывания в ней превращается в отливку 191 А.
В это же время для подачи расплавленного металла 180А в рабочую полость используется третий цилиндр 10, закрепленный на дополнительной опорной плите 131А, и расплавленный металл таким образом выталкивается в горизонтальную инжекционную втулку 9 посредством плунжера 10А, направляемого третьим цилиндром 10. Таким образом, расплавленный металл вводится в рабочую полость, сформированную неподвижной полуформой 7 и подвижной полуформой 8. Затем, после истечения некоторого времени, первый цилиндр 6 начинает работать, чтобы переместить шток 6А назад, и подвижная полуформа 8 отделяется от неподвижной полуформы 7.
После этого используют второй цилиндр 124А, закрепленный на подвижной опорной плите 4, чтобы переместить шток 120А вперед и таким образом переместить вперед плиту толкателя 65, при этом отливка 191А, приложенная к подвижной полуформе 8, отделяется от нее толкателем 67, закрепленным на плите толкателя 65, как показано на фиг.6. Т.о. отливка 191А формируется за счет выполнения серии вышеупомянутых операций.
Согласно настоящему изобретению, в частности, чтобы способствовать потоку расплавленного металла 180А, верхняя часть станины 1 сформирована с уклоном вниз от неподвижной полуформы 7 к подвижной полуформе 8. Горизонтальная инжекционная втулка 9 может быть также выполнена с уклоном и затем присоединена к плите крепления неподвижной полуформы 70 суппорта 3. Однако могут возникнуть неудобства из-за непосредственного контакта между горизонтальной инжекционной втулкой 9 и плитой крепления неподвижной полуформы. Соответственно предпочтительней, когда вся верхняя часть станины 1, на которой установлены суппорты 2 и 3, сформирована с уклоном относительно основания, как описано выше.
Кроме этого, суппорт 3, на котором между суппортами 2 и 3 установлена неподвижная полуформа 7, включает выступ 3А, имеющий закрепленную на нем неподвижную полуформу 7, и выступ установки цилиндра 3В, к которому прикреплен четвертый цилиндр 11. Неподвижная полуформа 7 установлена на выступе 3А, а четвертый цилиндр 11 для привода плунжера 11А установлен на выступ установки цилиндра 3В. Поэтому плунжер 11А сначала выталкивает расплавленный металл 180А, который находится в камере 55А вертикальной камеры 62, в рабочую полость вверх в вертикальном направлении. В то же время четвертый цилиндр 11, приводящий в движение плунжер 11А, может быть установлен непосредственно под рабочей полостью, которая сформирована комбинацией неподвижной полуформы 7 и подвижной полуформы 8. Вертикальная камера 62 вставлена в полукруглые втулочные пазы 70В и 70С, выполненные в плитах крепления полуформ 70 и 70А. В вышеупомянутой конструкции для подачи расплавленного металла 180А из камеры 55А вертикальной камеры 62 в рабочую полость в неподвижной полуформе 7 и подвижной полуформе 8 выполнены полукруглые вертикальные канавки инжекции расплавленного металла 901 и 902. Четвертый цилиндр 11, который приводит в действие плунжер 11А, установлен на выступ крепления цилиндра 3В у верхней части вертикальной камеры 62.
Поэтому, как показано на фиг.3 и фиг.4, расплавленный металл 180А, находящийся в горизонтальной инжекционной втулке 9, подается под давлением посредством плунжера 10А третьего цилиндра 10 и затем заполняет камеру 55А вертикальной камере 62 через отверстие для расплавленного металла 91А и полукруглые вертикальные канавки инжекции расплавленного металла 901 и 902, которые выполнены в неподвижной полуформе 7. Плунжер 10А сохраняет герметизированным отверстие для расплавленного металла 91А неподвижной полуформы 7, а затем поднимает плунжер 11А четвертого цилиндра 11. Таким образом, как показано на фиг.5, расплавленный металл 180А, находящийся в полукруглых вертикальных канавках инжекции расплавленного металла 901 и 902 и в камере 55А, подается под давлением в рабочую полость, сформированную комбинацией неподвижной полуформы 7 и подвижной полуформы 8.
В это время расплавленный металл 180А сначала перемещается в горизонтальном направлении относительно основания, предпочтительно в горизонтальном направлении по горизонтальной инжекционной втулке 9, которая находится под уклоном вниз к вертикальной камере 62. Затем расплавленный металл 180А вводится в полукруглые вертикальные канавки инжекции расплавленного металла 901 и 902, расположенные непосредственно под рабочей полостью и камерой 55А, без формирования теплового потока. Далее расплавленный металл 180А непрерывно подается под давлением в рабочую полость в вертикальном направлении за счет действия плунжера 11А, как показано на фиг.5. В это же время неподвижная полуформа 7 и подвижная полуформа 8 расположены вертикально. Таким образом, расплавленный металл 180А может быть введен рабочую полость плавно, не генерируя теплой поток. Соответственно предотвращается появление раковин в отливке 191А и формируется ее высококачественная структура.
Плиты крепления полуформ 70 и 70А, горизонтальная инжекционная втулка 9, вертикальная камера 62 и т.п. закреплены болтами 17А. Следует отметить, что настоящее изобретение не ограничено вышесказанным и может быть изменено без изменения сущности настоящего изобретения.
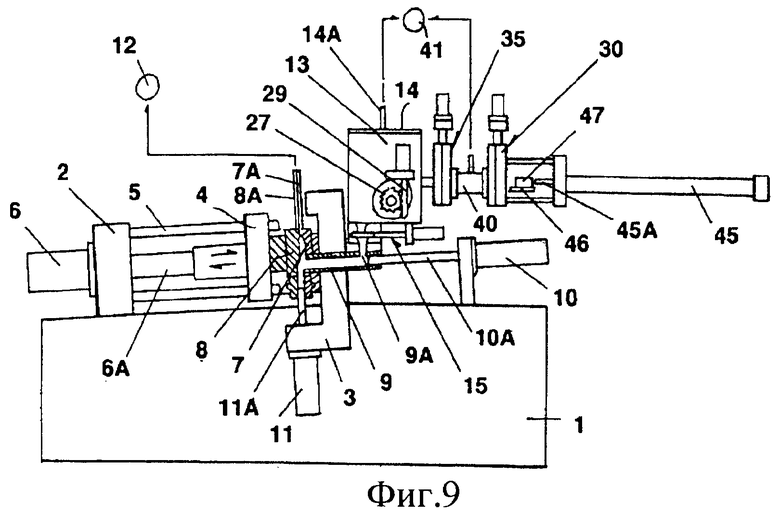
Далее, на фиг.9-12 представлена машина для литья под давлением в соответствии с настоящим изобретением, включающая два суппорта 2 и 3, которые расположены с противоположных сторон на станине 1, направляющий стержень 5, который соединяет суппорты 2 и 3 для направления подвижной опорной плиты 4, и подвижную опорную плиту 4, подвижно закрепленную на направляющем стержне 5 так, что плита 4 движется вдоль направляющего стержня 5 с помощью штока 6А первого цилиндра 6, прикрепленного к одному из суппортов 2 и 3.
Подвижная полуформа 8 и плита крепления подвижной полуформы 70А расположены на одной стороне подвижной опорной плиты 4, а второй цилиндр 124А установлен с другой стороны подвижной опорной плиты 4. Плита толкателя 65, к которой прикреплен толкатель 67 для выталкивания сформированного изделия 191А из подвижной полуформы 8, прикреплена к штоку 120А второго цилиндра 124А. Горизонтальная инжекционная втулка 9 и плита крепления неподвижной полуформы 70 установлены на одной стороне другого из суппортов 2 и 3. Неподвижная полуформа 7, имеющая отверстие для расплавленного металла 91А, прикреплена к плите крепления неподвижной полуформы 70. Опорный стержень 68 установлен на другой стороне другого из суппортов 2 и 3. Далее, дополнительная опорная плита 131А расположена на конце опорного стержня 68. Третий цилиндр 10 прикреплен к дополнительной опорной плите 131А так, чтобы плунжер 10А третьего цилиндра 10 толкал расплавленный металл в горизонтальную инжекционную втулку 9. Таким образом, металл отливается в пределах рабочей полости, сформированной неподвижной полуформой 7 и подвижной полуформой 8 в соответствии с формой отливки.
Машина для литья под давлением далее включает вакуумный бачок 13, в котором вакуум-аппарат соединен с вакуумным насосом 41; трубу подачи металла 40 для подачи металла 47 в вакуумный бачок 13; два или более клапанов 30 и 35, расположенных в трубе подачи металла 40, чтобы устранить попадание воздуха в вакуумный бачок 13 во время и после введения металла 47; пятый цилиндр 45, приводящий в движение плунжер 45А для подачи металла 47 в вакуумный бачок 13 через трубу подачи металла 40; плавильный тигель 23, расположенный в вакуумном бачке 13 для расплавления металла 47; зубчатая рейка 29 и ведущая шестерня 27 для наклона плавильного тигля 23 для подачи расплавленного металла 180А, который расплавляется внутри плавильного тигля 23, к горизонтальной инжекционной втулке 9 за счет поворота плавильного тигля 23; отверстие слива расплавленного металла 13А, выполненное в днище вакуумного бачка 13 для ввода расплавленного металла 180А, высвобожденного из плавильного тигля 23, в горизонтальную инжекционную втулку 9; и пластинчатый клапан 16, расположенный на нижней стороне вакуумного бачка 13 для открытия и закрытия отверстия слива расплавленного металла 13А. В вышеупомянутой конструкции, в пластинчатом клапане 31 одного из клапанов 30, из двух или более клапанов 30 и 35, установленных на трубе подачи металла 40, выполнена пластина клапана с гнездом 31А, через которое плунжер 45А подает металл 47.
В частности, в способе литья с использованием сплава с высокой точки плавления для того, чтобы защитить сплав, который легко окисляется кислородом воздуха, и таким образом - чтобы произвести изделие высокого качества в состоянии вакуума, вакуум-аппарат соединен с горизонтальной инжекционной втулкой 9 машины для литья под давлением. При сохранении состояния глубокого вакуума, даже когда металл 47 введен в вакуум-аппарат, то металл расплавляется в вакууме в вакуум-аппарате и затем льется через горизонтальную инжекционную втулку 9 в рабочую полость, сформированную неподвижной полуформой 7 и подвижной полуформой 8. Соответственно отливка из сплава с высокой точкой плавления может производиться с высоким качеством.
В машине для литья под давлением, имеющей вакуум-аппарат согласно настоящему изобретению, пластинчатый клапан 16 подвижно вставлен в корпус пары клапанов 15 В, которые в свою очередь закреплены болтами 48 у входа 9А части горизонтальной инжекционной втулки 9. Пластинчатый клапан 16 выполнен вместе с отверстием слива расплавленного металла 15А клапана 15, который открывается и закрывается поршневым штоком 19А цилиндра 19, закрепленным на опорной пластине 18, которая поддерживается опорным стержнем 17.
Далее, отверстие слива расплавленного металла 13 А вакуумного бачка 13 расположено в соответствии с отверстием слива расплавленного металла 15 А. Вакуумный бачок 13 герметизирован крышкой 14, имеющей воздушную выпускную трубу 14А, выполненную на ней. Кожух 20, в котором расположен в возможностью вращения полый вал 21, установлен с одной стороны вакуумного бачка 13. Опора печи 22 смонтирована на конце полого вала 21 и расположена внутри вакуумного бачка 13, а плавильный тигель 23 в форме котелка с отверстием 23А для слива. Высокочастотная индукционная катушка 24 намотана на плавильный тигель 23. Труба охладителя индукционной катушки 26 и кабель источника электропитания 24А вставлены в полый вал 21. Ведущая шестерня 27 закреплена на полом валу 21 и сцеплена с зубчатой рейкой 29, выполненной на штоке цилиндра 28 для вращения полого вала 21.
Кроме того, пластинчатый клапан 31, имеющий пластину клапана с гнездом 31 А, подвижно вставлен в корпус пары клапанов 30В, имеющий отверстие подачи металла 30А, выполненное в нем с другой стороны вакуумного бачка 13. Таким образом, клапан 30, когда пластинчатый клапан 31 открывается или закрывается посредством возвратно-поступательного движения вверх-вниз штока 34А шестого цилиндра 34, который установлен на опорной плите 33, удерживаемой опорным стержнем 32, и с помощью пластинчатого клапана 36, подвижно вставленного в корпус пары клапанов 35 В, в котором выполнено отверстие подачи металла 35А. Клапан 35, чей пластинчатый клапан 36 открыт и закрыт поршневым штоком 39А седьмого цилиндра 39, установленного на опорной плите 38, удерживаемой опорным стержнем 37, и труба подачи металла 40, имеющая воздушную выпускную трубу 40А, выполненную на ней, соединены между собой. Воздушная выпускная труба 40А соединена с вакуумным насосом 41. Направляющая металл пластина 42 прикреплена к клапану 35 и расположена внутри вакуумного бачка 13. Пятый цилиндр 45 установлен на опорной плите 44 опорного стержня 43, прикрепленного к клапану 30 так, чтобы металл 47, перемещенный конвейером 46, был введен в вакуумный бачок 13 с помощью плунжера 45А пятого цилиндра 45.
Поэтому, как показано на фиг.4, когда металл подается перед клапаном 30 по конвейеру 46, шестой цилиндр 34 запускается, чтобы привести в движение шток 34А, следующий за ним, таким образом приподнимая пластинчатый клапан 31 клапана 30, чтобы открыть клапан 30. После того пятый цилиндр 45 запускается, чтобы привести в движение плунжер 45А, следующий за ним, так, чтобы металл 47 был вставлен в трубу подачи металла 40 с помощью плунжера 45А. Затем, как показано на фиг.13 и фиг.14, плунжер 45А сначала перемещается назад. Затем пластинчатый клапан 31 клапана 30 опускается к закрытому клапану 30. Затем плунжер 45А вновь двигается через гнездо 31А в пластинчатом клапане 31 клапана 30. Таким образом гнездо 31А пластины клапана в пластинчатом клапане 31 внутри клапана 30 закупоривается плунжером 45А.
В этом состоянии точно так же цилиндр 39 запускается, чтобы привести в движение шток 39А, следующий за ним, таким образом поднимая пластинчатый клапан 36, чтобы открыть клапан 35. Плунжер 45А двигается так, чтобы металл 47 достиг направляющей металл пластины 42. С помощью следующей операции металл 47 вводится в плавильный тигель 23 один за другим и затем расплавляется. После этого плунжер 45А перемещается назад так, чтобы конец плунжера 45А был расположен посередине трубы подачи металла 40, предпочтительно между клапаном 35 и клапаном 30. После того как клапан 35 закрывается, плунжер 45А перемещается назад так, чтобы плунжер 45А вышел из гнезда 31А пластины клапана в пластинчатом клапане 31 клапана 30. Как показано на фиг.15, после того как плунжер 45А последовательно перемещен назад, пластинчатый клапан 31 клапана 30 поднимается в противоположное положение, чтобы металл 47 мог быть введен снова. Соответственно до и после того, как металл 47 введен так же, как в то время, когда металл 47 вводится, вакуумный бачок 13 не открыт полностью и находится в состоянии ожидания. Таким образом можно поддерживать полость вакуумного бачка 13 в состоянии высокого вакуума.
Согласно вышеописанной конструкции по настоящему изобретению подвижная опорная плита 4, прикрепленная к штоку 6А первого цилиндра 6, перемещается к суппорту 3 для соединения подвижной полуформы 8 с неподвижной полуформой 7. Воздух выпускается с помощью воздушных выпускных труб 7А и 8А и вакуумного насоса 12. Таким образом, состояние вакуума в рабочей полости, сформированной комбинацией неподвижной полуформы 7 и подвижной полуформы 8, поддерживается ниже атмосферного давления. Расплавленный металл 180А, который осушен, с помощью плунжера 10А третьего цилиндра 10 подается из вакуумного бачка 13 по горизонтальной инжекционной втулке 9 в горизонтальном направлении. Затем расплавленный металл 180А вертикально подается в рабочее пространство, которое сформировано комбинацией неподвижной полуформы 7 и подвижной полуформы 8 с помощью плунжера 11А четвертого цилиндра 11, и затем заливается в рабочее пространство.
Пластинчатые клапаны 31 и 36 клапанов 30 и 35, которые установлены на трубе подачи металла 40, пропускают металл 47 в то время, когда они открываются и закрываются поочередно. Однако вакуумный бачок 13, соединенный с трубой подачи металла 40, держит закрытым хотя бы один из этих двух клапанов 30 и 35. Таким образом, поскольку клапан полностью препятствуют проникновению воздуха во внутреннее пространство вакуумного бачка 13, то в нем всегда сохраняется состояние высокого вакуума. В состоянии, когда два этих клапана 30 и 35 закрыты, воздух внутри трубы подачи металла 40 выпускается через воздушную выпускную трубу 40А, выполненную на трубе выпуска металла 40, с помощью вакуумного насоса 41, сохраняя вакуум внутри вакуумного бачка 13. Соответственно после того, как воздух, который поступил вместе с введенным металлом 47, был удален, высокое состояние вакуума сохраняется, хотя клапан 35, соединенный с вакуумным бачком 13, является открытым. После этого пластинчатый клапан 36 клапана 35 поднимается, чтобы открыть отверстие подачи металла 35А. Металл 47 внутри трубы подачи металла 40 выталкивается к плунжеру 45А и подается в плавильный тигель 23 в формы котелка внутри вакуумного бачка 13 и затем расплавляется.
В это же время три части металла 47 располагаются на направляющей металл пластине 42, где предварительно разогреваются. При подаче следующих частей металла 47 эти части последовательно вводятся в плавильный тигель 23 одна за другой. Также плавильный тигель 23 выполнен с размерами, позволяющими расплавлять несколько частей металла 47. Если расплавленный металл 180А, расплавленный в плавильном тигле 23 с помощью высокочастотной индукционной катушки 24, должен вводиться во вход 9А горизонтальной инжекционной втулки 9, то пластинчатый клапан 16 клапана 15 перемещается, чтобы открыть отверстие слива расплавленного металла 15А. Ведущая шестерня 27 и полый вал 21 вращаются с помощью зубчатой рейки 29 цилиндра 28, чтобы наклонить плавильный тигель 23. Поэтому, как показано на фиг.15, расплавленный металл 180А может быть введен в горизонтальную инжекционную втулку 9 через отверстие слива расплавленного металла 13А вакуумного бачка 13, отверстие слива расплавленного металла 15А клапана 15 и вход 9А.
В вышеупомянутом количество расплавляемого металла 47 в плавильном тигле 23 может быть в несколько раз большим, чем объем рабочей полости пресс-формы. Это количество металла 47 приблизительно соответствует количеству, необходимому для формования примерно 1-10 отливок. Плавильный тигель 23 выполнен в форме котелка. Таким образом, когда расплавленный металл слит, производится осушение отверстия 23А, как показано на фиг.15. Примеси типа шлака, всплывающие при плавке в плавильном тигле 23, не попадают в расплавленный металл благодаря конструкции отверстия 23А.
Вышеупомянутые операции были описано для единичного производства. При серийном производстве отливки получают повторением этих операций.
Промышленная применимость
Согласно настоящему изобретению неподвижная полуформа и подвижная полуформа расположены вертикально, а расплавленный металл перемещается горизонтально. Затем расплавленный металл перемещается к плунжеру так, чтобы поступить в камеру. После того, как отверстие инжекции расплавленного металла в неподвижной полуформе закрывается плунжером, расплавленный металл перемещается плунжером вертикально и входит в пресс-форму, которая расположена вертикально. Поэтому настоящее изобретение имеет преимущества, т.к. плотность и механическая прочность отливки являются высокими, так как не генерируются раковины благодаря отсутствию теплового потока, при этом отливка получается с высоким качеством, с гладкой поверхностью, а выход годного продукта высокого качества увеличивается.
Кроме того, согласно настоящему изобретению вакуум-аппарат соединен с горизонтальной инжекционной втулкой машины для литья под давлением. Даже в то время, когда металл вводится в вакуум-аппарат, металл расплавляется внутри вакуум-аппарата в состоянии вакуума, причем всегда поддерживается состояние высокого разрежения. Таким образом, металл отливается в рабочую полость пресс-формы, которая сформирована неподвижной полуформой и подвижной полуформой, через горизонтальную инжекционную втулку. Соответственно настоящее изобретение имеет то преимущество, что возможно изготовление отливок хорошего качества из сплава с высокой точкой плавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД, ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2003 |
|
RU2328360C2 |
| Механизм запирания машины литья под давлением | 1980 |
|
SU1287975A1 |
| Машина для литья под давлением | 1987 |
|
SU1637659A3 |
| Устройство для литья под давлением | 1985 |
|
SU1289595A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Вертикально-литьевая машина для литья изделий из термопластических масс | 1986 |
|
SU1344617A1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| Машина для литья под давлением | 1977 |
|
SU713657A1 |
| Машина для литья термопластов по давлением | 1971 |
|
SU591129A3 |
| Машина для литья под давлением | 1974 |
|
SU515583A1 |

Изобретение относится к области литейного производства. Расплавленный металл горизонтально подается из горизонтальной втулки в вертикальную камеру, расположенную ниже рабочей полости. Затем металл вертикально инжектируется толкающим плунжером в рабочую полость пресс-формы. Для предотвращения окисления расплавленного металла машина снабжена вакуумным бачком с расположенным в нем плавильным тиглем. Достигается повышение качества отливок за счет предотвращения возникновения теплового потока и получения отливок без раковин. 3 н. и 1 з.п. ф-лы, 16 ил.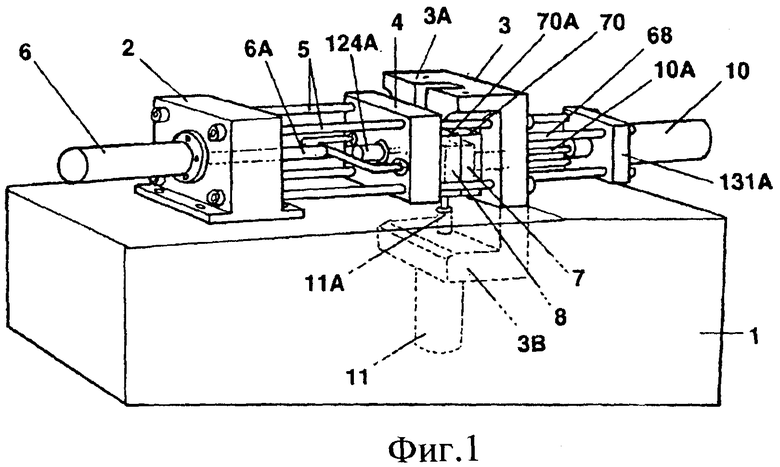
| US 6021840 А, 08.02.2000 | |||
| US 5601136 А, 11.02.1997 | |||
| US 5860468 А, 19.01.1999 | |||
| Установка для литья под давлением тугоплавких сплавов | 1977 |
|
SU740398A1 |

