Изобретение относится к области производства труб или емкостей методом намотки из композиционных материалов на основе органических и неорганических связующих с повышенной радиальной жесткостью, предназначенных для коммунального хозяйства при транспортировке и хранении различных канализационных стоков и водоснабжения, а также для изготовления изделий различного назначения: стеклопластиковых столбиков, цистерн, емкостей, ограждений от паводковых разливов и т.п.
Для изготовления упомянутых выше изделий с повышенной радиальной жесткостью из стеклопластика необходима форма-профиль, на который лента из стеклопластика наматывается для получения трубчатого изделия, имеющего на поверхности ребра жесткости определенной формы.
Общеизвестен полый металлический профиль при изготовлении металлических воздуховодов для их соединения.
Однако использование его, например, в качестве формы-профиля для получения определенного профиля стеклопластикового изделия с ребрами жесткости не позволит получить профиль полых ребер жесткости в виде кривой второго порядка.
Из уровня техники известен ряд устройств, позволяющих выполнить из металлической ленты определенный профиль, включающий в себя штамп, содержащий пуансон, матрицу и их привод, и профилирующие ролики, придающие обработанной на штампе ленте определенный профиль (см. пат. RU 2072267, В21С 37/12, 27.01.1997, RU 2019350, B21D 53/02, 28/36, 13/04, 15.09.1994).
Однако эти решения не позволяют получить профиль для укладки его в радиальном положении. Упомянутые решения дают возможность укладки профиля только в осевом направлении, что снижает технические характеристики получаемых изделий.
Ближайшим аналогом заявленного изобретения является техническое решение по пат. RU 2019350.
Задачей настоящего изобретения является получение гибкой формы-профиля из металлической ленты, являющейся формой для изготовления радиальных полых ребер жесткости необходимого профиля стеклопластиковых изделий в широком ассортименте.
Поставленная задача достигается тем, что устройство для изготовления гибкого профиля из металлической ленты для радиальных полых ребер жесткости трубчатых изделий, содержащее штамп и профилирующие ролики; при этом штамп состоит из матрицы и пуансона, осуществляющего возвратно-поступательные движения для пробивания в ленте с определенным шагом отверстий перпендикулярно оси ленты; при этом привод пуансона осуществляют от электродвигателя через клиноременную передачу и редуктор, на выходном валу которого закреплен.
Поставленная задача достигается тем, что устройство для изготовления гибкого профиля из металлической ленты для радиальных полых ребер жесткости трубчатых изделий, содержащее штамп и профилирующие ролики; при этом штамп состоит из матрицы и пуансона, осуществляющего возвратно-поступательные движения для пробивания в ленте с определенным шагом отверстий перпендикулярно оси ленты; при этом привод пуансона осуществляют от электродвигателя через клиноременную передачу и редуктор, на выходном валу которого закреплен эксцентрик, приводящий в движение через толкатель пуансон, причем возвратные движение пуансона осуществляют под действием пружины сжатия, а профилирующие ролики воздействуют на ленту с приданием ей формы профиля, определяемой кривой второго порядка.
Изобретение иллюстрируется чертежом, где представлена общая кинематическая схема заявленного устройства.
От электродвигателя 1 через клиноременную передачу 2 и редуктор 3, на валу которого закреплен эксцентрик 4, через толкатель 5 приводят в движение пуансон 6. Для осуществления возвратного движения пуансона 6 служит пружина сжатия 7. Металлическая лента 8 поступает на штамп, содержащий матрицу 9. Устройство содержит профилирующие ролики 10. Из металлической ленты 8, содержащей отверстия 11 в виде прорезей, перпендикулярных оси ленты, посредством профилирующих роликов 10 изготавливают профиль 12, определяемый кривой второго порядка.
Заявленное устройство работает следующим образом.
Металлическая лента 8 толщиной 0,2 мм и шириной 60 мм подается в штамп, состоящий из матрицы 9 и пуансона 6. Пуансон 6, осуществляя возвратно-поступательные движения, пробивает в ленте 8 с определенным шагом отверстия 11 перпендикулярно оси ленты. Далее лента 8 проходит через профилирующие ролики 10, приобретая необходимый профиль кривой второго порядка 12.
Привод пуансона 6 осуществляется от электродвигателя 1 через клиноременную передачу 2 и редуктор 3, на выходном валу которого закреплен эксцентрик 4, приводящий в движение пуансон 6 через толкатель 5.
Возвратное движение пуансона 6 осуществляется под действием пружины 7.
Готовый металлический профиль далее поступает для намотки стеклопластикового изделия.
Шаг между прорубленными в металлической ленте отверстиями 11 определяется диаметром получаемого трубчатого стеклопластикового изделия.
Габариты профиля металлической формы, определяемого кривой второго порядка (ширина, высота, радиус) зависят от назначения стеклопластикового изделия, для изготовления которого данная форма предназначена, и предъявляемых к нему механических показателей.
Получаемый по данному изобретению металлический профиль имеет достаточную гибкость и придает трубчатому стеклопластиковому изделию повышенную радиальную жесткость.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1961 |
|
SU146820A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2518016C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Штамп для изготовления прямоугольных скоб с отогнутыми краями | 1990 |
|
SU1804362A3 |
| Устройство для изготовления армированных стеклопластиковых изделий | 1983 |
|
SU1113263A1 |
| МАШИНА КЛЕЕВАЯ-КРОМКОЗАГИБОЧНАЯ ПОВОРОТНАЯ, РАБОТАЮЩАЯ В ПРЕРЫВИСТОМ РЕЖИМЕ И ПРЕДНАЗНАЧЕННАЯ ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ КРЫШЕК БОЛЬШОГО РАЗМЕРА И РАЗНОЙ ФОРМЫ | 2010 |
|
RU2559068C2 |
| Станок для пробивки в ленте отверстий и последующей намотки ее в рулон | 1979 |
|
SU1114322A3 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении изделий с повышенной радиальной жесткостью. Штамп выполнен в виде матрицы и пуансона. Пуансон имеет возможность возвратно-поступательного перемещения для пробивания в ленте с определенным шагом и перпендикулярно ее оси отверстий от привода. Привод содержит электродвигатель, клиноременную передачу и редуктор с закрепленным на выходном валу эксцентриком для приведения в движение через толкатель пуансона. Для осуществления возвратного движения пуансона предусмотрена пружина сжатия. Профилирующие ролики имеют возможность воздействия на ленту для придания ей формы профиля, определяемой кривой второго порядка. Повышается качество изделий. 1 ил.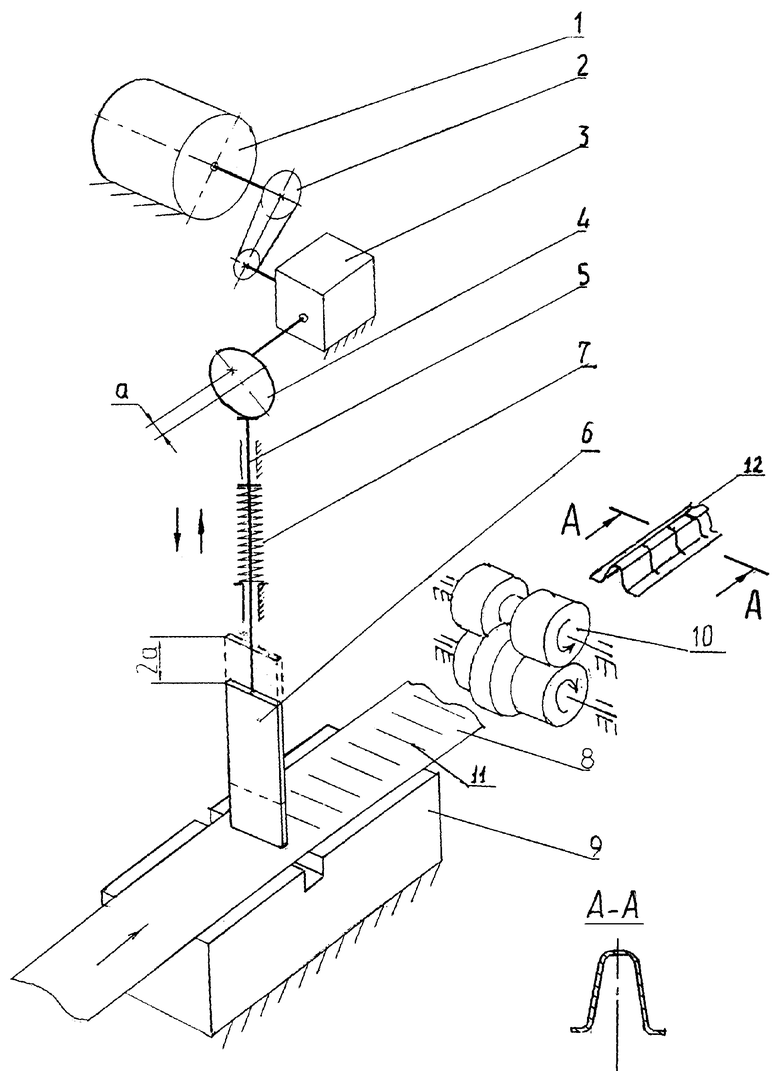
Устройство для изготовления гибкого профиля из металлической ленты для радиальных полых ребер жесткости трубчатых изделий, содержащее профилирующие ролики и штамп в виде матрицы и пуансона, выполненного с возможностью возвратно поступательного перемещения для пробивания в ленте с определенным шагом и перпендикулярно ее оси отверстий от привода, имеющего электродвигатель, клиноременную передачу, редуктор с закрепленным на выходном валу эксцентриком для приведения в движение через толкатель пуансона и пружину сжатия для осуществления возвратного движения пуансона, при этом профилирующие ролики выполнены с возможностью воздействия на ленту для придания ей формы профиля, определяемой кривой второго порядка.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1988 |
|
RU2019350C1 |
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| Автоматическая линия для изготовления ребристых теплообменников | 1978 |
|
SU664724A1 |
| DE 845634 A, 04.08.1952 | |||
| ТРИШЕВСКИЙ И.С | |||
| и др | |||
| Перфорированные профили | |||
| - М.: Металлургия, 1972, с.84-86, 122-124. | |||

