Изобретение относится к производству холодногнутых профилей проката и может быть использовано при изготовлении облегченных корытных профилей с повышенными эксплуатационными характеристиками.
Такие профили нередко изготавливаются с отдельными перфорированными элементами, что снижает металлоемкость различных конструкций, содержащих эти профили. Технология производства перфорированных гнутых профилей и используемое при этом оборудование описаны, например, в книге под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)». М.: «Металлургия», 1982, с.280-288. Конфигурация перфорации может быть самой различной, в том числе в виде прямолинейных щелевых отверстий.
Известен способ производства гнутого корытного профиля, при котором наклонные боковые полки формируют путем двух последовательных поворотов стенки профиля вверх вокруг места изгиба на заданный угол с одновременной подгибкой близлежащей к месту изгиба горизонтальной полки вниз на тот же угол (см. а.с. СССР №1780896, кл. B21D 5/06, опубл. в БИ №46, 1992 г.). Однако изготовленный по этому способу профиль не является облегченным и не обладает повышенными эксплуатационными характеристиками.
Наиболее близким аналогом к заявляемому способу является способ изготовления перфорированного швеллерного профиля, описанный в книге И.С.Тришевского и др. «Перфорированные профили». М.: «Металлургия», 1972, с.126, рис.528.
Этот способ заключается в профилировании предварительно перфорированной полосовой заготовки толщиной h с заданными параметрами щелевых перфораций и характеризуется определенными углами подгибки полок профиля в каждом проходе. Изготовленный по этому способу профиль не обладает повышенными эксплуатационными характеристиками.
Известна универсальная клеть профилегибочного стана, содержащая два горизонтальных и два вертикальных валка с возможностью перемещения во взаимно перпендикулярных плоскостях на заданные расстояния с изменением площади сечения образуемого валками калибра (см. пат. РФ №2231409, кл. B21D 5/06, опубл. в БИ №18, 2004 г.). Однако эта клеть неприемлема для обжатия отдельных элементов корытного профиля.
Наиболее близким аналогом к заявляемому устройству является устройство (прокатная клеть «доппель-дуо»), описанное в книге С.П.Ефименко «Вальцовщик листопрокатных станов». М.: «Металлургия», 1970, с.18-19, рис.12.2.
Это устройство содержит две станины и пары приводных обжимающих валков с заданными радиусами, установленными в опорах станин в разных вертикальных и горизонтальных плоскостях, и характеризуется тем, что прокатка в одном направлении ведется в одной паре валков, а в другом направлении - во второй паре. Известное устройство также неприемлемо для обжатия отдельных элементов корытного профиля.
Техническая задача, решаемая изобретением, - повышение эксплуатационных характеристик таких профилей и снижение металлоемкости изготавливаемых из них конструкций.
Предлагаемый способ деформации корытного профиля, имеющего горизонтальную стенку, горизонтальные полки и перфорированные боковые стенки с вертикально расположенными щелевыми перфорациями, изготовленного профилированием из полосовой заготовки толщиной h, включает обжатие на одинаковую величину в пределах (0,10…0,15)h горизонтальных полок двумя парами приводных обжимающих валков с радиусами r и горизонтальной стенки парой приводных обжимающих валков с радиусом R>r с обеспечением наклона щелевых перфораций к вертикальной оси боковых стенок под заданным углом α; ширину промежутков между щелями готового профиля определяют из соотношения:
 ,
,
где l - расстояние по горизонтали между осевыми плоскостями пар валков с радиусами r и R; bc - ширина горизонтальной стенки профиля, равная 1,8…2,3 ширины горизонтальных полок; f - коэффициент трения между валками и металлом профиля; n - количество промежутков между щелями на длине l.
Предлагаемое устройство для обжатия горизонтальных полок и горизонтальной стенки корытного профиля, имеющего горизонтальную стенку, горизонтальные полки и перфорированные боковые стенки с вертикально расположенными щелевыми перфорациями, содержит две станины, размещенные в одной осевой плоскости, на входе две пары приводных обжимающих валков с радиусами r, служащие для обжатия горизонтальных полок профиля, размещенную на расстоянии l от них по ходу движения профиля пару приводных обжимающих валков с радиусом R, служащую для обжатия горизонтальной стенки профиля, два горизонтальных неприводных ролика, последовательно установленные после приводных обжимающих валков с радиусом R на уровне, соответствующем уровню горизонтальных полок профиля, причем все обжимающие валки выполнены с возможностью перемещения по вертикали в заданных пределах и имеют насеченную рабочую поверхность.
Приведенное математическое выражение для «в», а также соотношение r и R получены при обработке опытных данных и являются эмпирическими.
Сущность предлагаемого технического решения заключается в упрочнении облегченного (с перфорациями) гнутого профиля. Это достигается за счет частичного наклепа горизонтальных стенки и полок (при обжатии их валками) и боковых стенок корытного профиля (при их растяжении за счет большего диаметра третьей пары валков). При этом вертикальные щелевые отверстия (перфорации) становятся наклонными относительно вертикальной оси боковых полок. Такое положение щелей обеспечивает «пружинение» профиля в процессе работы (подобно рессоре).
Указанное растяжение этих полок обеспечивается надежным сцеплением валков с металлом за счет насечки их рабочих поверхностей. Так как при растяжении боковых стенок и удлинении щелей на них (с наклоном под заданным углом α) скорость движения горизонтальной стенки в очаге деформации (т.е. на участке длиной «l» между осевыми плоскостями первых и вторых пар валков по ходу движения профиля) будет больше примерно в R/r раз, наблюдается тенденция к искривлению профиля вверх. Для предотвращения этого дефекта за второй парой валков на уровне полок профиля установлены горизонтальные ролики.
Длина наклонных щелей  ,
,
где lв длина исходных вертикальных щелей, а ширина этих щелей будет определяться величинами l, R, bс (шириной горизонтальной стенки), а также числом «n» промежутков между щелями на участке «l» и величиной коэффициента трения f между валками и металлом. Величина f будет зависеть от средней высоты микронеровностей Rz насеченной поверхности валков и для обжатий в пределах 10…30% может определяться, например, по формуле А.П.Грудева (см. Ю.В.Коновалов и др. «Справочник прокатчика». М.: «Металлургия», 1977, с.13).
Как показали опыты (см. ниже), исходная высота профилей и площадь щелей при вышеописанной операции практически остаются неизменными, а относительная величина их упрочнения несколько превышает уменьшение веса профилей. Без использования же настоящей технологии перфорированные корытные профили неизбежно ослабляются, в особенности при наличии щелей на их боковых стенках.
На фиг.1 схематично показан корытный профиль (вариант с наклонными к горизонтали боковыми стенками) до (а) и после (б) деформации, а на фиг.2 - предлагаемое устройство для осуществления заявляемого способа.
Профиль (фиг.1а) содержит горизонтальную стенку 1 шириной bс, боковые стенки 2 и горизонтальные полки 3 шириной bn с щелевыми перфорациями 4 на них длиной lв, шириной ao, при расстоянии между щелями bо, которые после деформации (фиг.1б) наклонены к оси уу под углом α. Высота профиля Н, толщина до деформации So, после - S, а bc=(1,8…2,3)bn.
Устройство для реализации настоящего способа (фиг.2) содержит установленные в станинах 5 на опорах 6 две пары валков 7 с радиусом r и пару валков 8 с радиусом R (стрелки - направление вращения валков и движения профиля), а также горизонтальные ролики 9. Механизм изменения положения валков в вертикальной плоскости и привод валков на фигурах не показаны.
Устройство работает следующим образом.
При заходе в устройство профиля он сначала проходит между парами валков 7, осуществляющих обжатие его полок 3, а затем между валками 8, обжимающими его стенку 1. В очаге деформации на участке длиной l происходит растяжение боковых стенок 2 профиля с появлением наклона щелей 4, которые после выхода из валков 8 приобретают заданный угол α наклона к вертикали уу, ширину α и длину lн. Полки 3 профиля контактируют с двумя горизонтальными роликами 9.
Изменение ширины «aо» щелей (и расстояния «bo» между ними) достигается либо изменением количества «n» промежутков между щелями (и их числа) на участке «l», либо, при n=const, варьированием величин R и f (вc=const), т.е. заменой валков.
Опытную проверку заявляемого объекта осуществляли в ОАО «Магнитогорский металлургический комбинат».
С этой целью при изготовлении корытного профиля с наклонными щелевыми перфорациями на его боковых стенках в предлагаемом устройстве варьировали величины R, bс, n, f (коэффициент трения изменяли путем изменения параметра Rz валков), угла α, а также количество горизонтальных роликов, не изменяя величину l. Опробовали и протяжку профиля через валки с разными величинами обжатий его полок и горизонтальной стенки.
Наилучшие результаты (выход профилей с требуемой геометрией, при наибольшем их упрочнении, в пределах 98…99%) получены при реализации заявляемых способа и устройства. Отклонения от рекомендуемых ими параметров ухудшали достигнутые показатели.
Так, при величинах обжатий элементов профиля менее 10% не достигнута требуемая степень упрочнения профиля и наблюдались отклонения от необходимой величины угла α вследствие повышенного взаимного проскальзывания валков и металла. Увеличение обжатий в отдельных случаях недопустимо травмировало поверхность профиля (как и при Rz>75 мкм). При Rz<65 мкм не достигалась требуемая вытяжка боковых его стенок, т.е. угол α был меньше требуемого. Аналогичный результат отмечен и при R<r/cosα, a при R>r/cosα часть профилей имела искривления боковых стенок.
Не выполнялась необходимая величина «b» при величине bс<1,8bn и bс>2,3bn (при постоянных величинах R, f и n), что не давало достаточного упрочнения профиля. Слишком малое число межщелевых промежутков «n» увеличивало «b» (с уменьшением ширины щелей), что уменьшало снижение веса профилей, а при чрезмерном «n» происходило даже снижение прочностных характеристик профилей.
Неравенство величин обжатий полок и стенки, а также bс<1,8bn и bс>2,3bn приводили к искривлению профиля в вертикальной плоскости и после его устранения (горизонтальными роликами) к появлению волнистости полок. Необходимое и достаточное количество этих роликов - два.
Для профилей из сталей с временным сопротивлением Gв=420…450 МПа, использованных в опытах, и при величине l устройства, равном 350 мм, оптимальные характеристики профилей (в аспекте «вес - упрочнение») были получены при n=5, когда величины «а» и «в» щелевых перфораций незначительно (в пределах в=(1,15…1,20)а) различались между собой.
Способ и устройство, выбранные в качестве ближайших аналогов (см. выше), в опытах не проверялись из-за из заведомой непригодности для получения необходимого эффекта. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известными объектами.
Технико-экономические исследования, выполненные в Центральной лаборатории ОАО «ММК», показали, что использование предлагаемого профиля позволит уменьшить расход металла (снизить металлоемкость) на 16…25% при сохранении прочностных характеристик профиля.
Пример конкретного выполнения
Устройство имеет вид, показанный на фиг.2. Радиусы валков: R=150 мм; r=R·cosα=150×cos 40°=115 мм (α - заданный угол); l=350 мм; валки - с насеченной рабочей поверхностью (Rz=70 мкм). Коэффициент трения (по формуле А.П.Грудева):
 (ε - величина обжатия валками, равная 12,5%).
(ε - величина обжатия валками, равная 12,5%).
Величина «b» при n=5 и bс=100 мм:

т.е. bо=b/cosα=29: cos 40°=38 мм.
При l=350 мм и n=5 исходная ширина щелевых перфораций равна:  ,
,
а после деформации: а=аo·cos 40°=25 мм.
Корытный профиль высотой Н=180 мм, bn=50 мм и с толщиной (после деформации) S≅5,3 мм (исходная So=6 мм) и со щелями: lн=210, a=25, b=29 мм и α=40° будет легче исходного (до деформации) на 20% при одинаковой с ним несущей способности (жесткости).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ КОРЫТНЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337776C2 |
| ГНУТЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1997 |
|
RU2124410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 2008 |
|
RU2365447C1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО СПЕЦИАЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2375137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ СТАЛИ К ПРОФИЛИРОВАНИЮ | 2006 |
|
RU2307334C1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| СПОСОБ ИЗГИБА ГНУТОГО ШВЕЛЛЕРА | 2002 |
|
RU2232658C1 |
Изобретение относится к производству холодногнутых профилей проката, в частности к производству облегченных корытных профилей, имеющих горизонтальную стенку, горизонтальные полки и перфорированные боковые стенки с вертикально расположенными щелевыми перфорациям. Осуществляют обжатие на одинаковую величину горизонтальных полок двумя парами приводных обжимающих валков. Обжатие горизонтальной стенки осуществляют парой приводных обжимающих валков с обеспечением наклона щелевых перфораций к вертикальной оси боковых стенок под заданным углом. Устройство содержит две станины, размещенные на входе в одной осевой плоскости две пары приводных обжимающих валков для обжатия горизонтальных полок профиля, размещенную на определенном расстоянии от них по ходу движения профиля пару приводных обжимающих валков, служащую для обжатия горизонтальной стенки профиля. Имеется также два горизонтальных неприводных ролика, последовательно установленных после приводных обжимающих валков для обжатия горизонтальной стенки профиля на уровне, соответствующем уровню горизонтальных полок профиля. Причем все обжимающие валки выполнены с возможностью перемещения по вертикали в заданных пределах и имеют насеченную рабочую поверхность. Повышаются эксплуатационные характеристики и снижается металлоемкость. 2 н. и 1 з.п. ф-лы, 3 ил.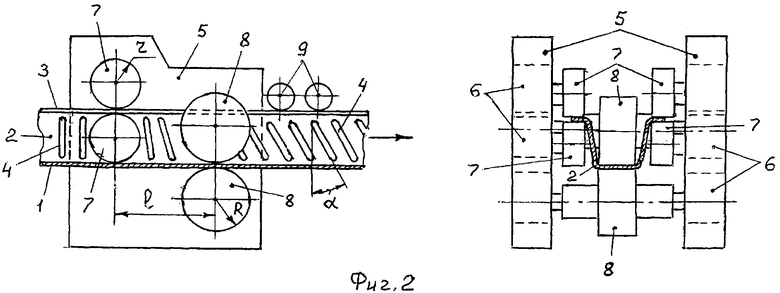
1. Способ деформации корытного профиля, имеющего горизонтальную стенку, горизонтальные полки и перфорированные боковые стенки с вертикально расположенными щелевыми перфорациями, изготовленного профилированием из полосовой заготовки толщиной h, включающий обжатие на одинаковую величину в пределах (0,10…0,15)h горизонтальных полок двумя парами приводных обжимающих валков с радиусами r и горизонтальной стенки парой приводных обжимающих валков с радиусом R>r с обеспечением наклона щелевых перфораций к вертикальной оси боковых стенок под заданным углом α.
2. Способ по п.1, отличающийся тем, что ширину промежутков между щелями готового профиля определяют из соотношения:  , где l - расстояние по горизонтали между осевыми плоскостями пар валков с радиусами r и R; bc - ширина горизонтальной стенки профиля, равная 1,8…2,3 ширины горизонтальных полок; f - коэффициент трения между валками и металлом профиля; n - количество промежутков между щелями на длине l.
, где l - расстояние по горизонтали между осевыми плоскостями пар валков с радиусами r и R; bc - ширина горизонтальной стенки профиля, равная 1,8…2,3 ширины горизонтальных полок; f - коэффициент трения между валками и металлом профиля; n - количество промежутков между щелями на длине l.
3. Устройство для обжатия горизонтальных полок и горизонтальной стенки корытного профиля, имеющего горизонтальную стенку, горизонтальные полки и перфорированные боковые стенки с вертикально расположенными щелевыми перфорациями, содержащее две станины, размещенные в одной осевой плоскости на входе, две пары приводных обжимающих валков с радиусами r, служащие для обжатия горизонтальных полок профиля, размещенную на расстоянии l от них по ходу движения профиля пару приводных обжимающих валков с радиусом R, служащую для обжатия горизонтальной стенки профиля, два горизонтальных неприводных ролика, последовательно установленные после приводных обжимающих валков с радиусом R на уровне, соответствующем уровню горизонтальных полок профиля, причем все обжимающие валки выполнены с возможностью перемещения по вертикали в заданных пределах и имеют насеченную рабочую поверхность.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1992 |
|
RU2006315C1 |
| Гнутый профиль и способ его производства | 1990 |
|
SU1726086A1 |
| RU 2056189 C1, 20.03.1986 | |||
| US 4176539 A, 04.12.1979. | |||

