Изобретение относится к области машиностроения, в частности к изготовлению гибкой элементов трубопроводов сложной формы, содержащих установленные коаксиально трубы, в том числе для теплообменников и систем подачи топлива.
Известна технология получения криволинейных элементов, содержащихся в коаксиально установленных трубах (см., например, А.с. СССР №1699681). При этой технологии элемент с двумя заготовками труб прямолинейной формы из одного материала устанавливают в трубогибочном станке. Трубы размещают коаксиально известным способом, например центрирующими торцевыми заглушками наружной трубы. В зазор между трубами подают хладагент (воду), который замораживают с помощью источника охлаждающей среды. Далее производят гибку элемента на трубогибочном станке. Толщину стенки и диаметр обеих труб выбирают из расчета, чтобы напряжения в стенках труб не превысили напряжений упругости материала, из которого они изготовлены. Полученные элементы соединяют в трубопровод (теплообменник) преимущественно сваркой. Указанный способ позволяет получить исключительно криволинейные элементы. В тех случаях, когда конструкция трубопровода включает элементы сложной формы, содержащие как криволинейные, так и прямолинейные части, известная технология не применима. Кроме того, в результате совместной гибки труб с наполнителем согласно известному способу материал труб, как правило, приобретает наклеп и для его снятия необходим нагрев.
Известен также способ изготовления элемента криволинейной формы, содержащего внутреннюю и наружные трубы, установленные коаксиально относительно друг друга (см., например, патент РФ №2262405 - прототип), в котором при получении элементов криволинейной формы, содержащих коаксиально установленные внутреннюю и наружные трубы, в качестве внутренней используют трубу, имеющую криволинейные и прямолинейные части. Установку наружной трубы коаксиально внутренней производят одновременно с гибкой наружной трубы на шаблоне. Шаблон имеет рабочий ручей, поверхность которого конгруэнтна поверхности криволинейной части внутренней трубы. При этом прямолинейная часть внутренней трубы может быть выполнена в виде одного прямолинейного участка или двух прямолинейных участков на концах криволинейной части. К недостаткам указанного способа можно отнести то, что подобным способом можно изготовить элементы криволинейной формы только для определенного размера труб, а, например, для труб, длина которых свыше 133 см, подобный способ не приемлем.
Задачей изобретения является создание еще одной технологии, позволяющей осуществить изготовление элемента криволинейной формы, содержащего внутреннюю и наружные трубы, установленные коаксиально относительно друг друга, т.е. расширение арсенала уже имеющихся на это средств.
Техническим результатом заявляемого изобретения является реализация в машиностроении способа изготовления элемента криволинейной формы, содержащего внутреннюю и наружную трубы, установленные коаксиально относительно друг друга, при котором внутренняя труба выполняет роль опорного шаблона (копира) для гибкого дорна, обеспечивающего коаксиальное размещение труб, а гибку наружной трубы осуществляют с применением местного нагрева.
Для достижения такого технического результата в предлагаемом способе изготовления элемента криволинейной формы, содержащего внутреннюю и наружную трубы с криволинейными и прямолинейными частями, установленные коаксиально относительно друг друга, включающем предварительное размещение наружной трубы на дорне, коаксиальное размещение наружной и внутренней труб путем центрирования дорна по внутренней трубе с одновременной гибкой наружной трубы, последующее извлечение дорна из наружной трубы, используют гибкий дорн, при коаксиальном размещении труб и гибке наружной трубы внутреннюю трубу используют в качестве опорного шаблона для гибкого дорна, причем гибку наружной трубы осуществляют в трубогибочной машине с помощью направляющих и гибочных роликов при непрерывном охлаждении внутренней трубы проходящей по ней жидкостью, при этом наружную трубу с гибким дорном перемещают через индуктор токов высокой частоты для местного нагрева участка наружной трубы с последующим его охлаждением водяным спрейерным устройством, соединенным с индуктором токов высокой частоты.
Отличительными признаками предлагаемого устройства является использование в качестве опорного шаблона для гибкого дорна, осуществление гибки наружной трубы в трубогибочной машине с помощью направляющих и гибочных роликов при непрерывном охлаждении внутренней трубы проходящей по ней жидкостью, и при этом перемещение наружной трубы с гибким дорном через индуктор токов высокой частоты для местного нагрева участка наружной трубы с последующим его охлаждением водяным спрейерным устройством, соединенным с индуктором токов высокой частоты.
Благодаря наличию приведенных существенных признаков обеспечивается расширение арсенала средств в машиностроении, обеспечивающих изготовление элемента криволинейной формы, содержащего внутреннюю и наружную трубы, установленные коаксиально относительно друг друга.
На фиг.1 схематично изображен процесс надевания наружной трубы на гибкий дорн; на фиг.2 - процесс центрирования гибкого дорна по внутренней трубе и гибки наружной трубы; на фиг.3 - процесс извлечения гибкого дорна из наружной трубы.
Для реализации заявляемого способа изготовления элемента криволинейной формы, содержащего внутреннюю 1 трубу, имеющую криволинейную 2 и прямолинейную 3 части, и наружную трубу 4, устанавливаемые коаксиально относительно друг друга, необходимы гибкий дорн 5, например, такой как описан в издании Е.Н.Мошина «Гибка и правка на ротационных машинах. Технология и оборудование.», 1967, стр.172-175, и трубогибочная машина, например такая как описана в ранее приведенном издании на стр.134-137, имеющая направляющие 6 и гибочные 7 ролики, в которой имеется возможность перемещения наружной трубы 4 с гибким дорном 5 сквозь кольцевой индуктор 8 токов высокой частоты с одновременным применением местного нагрева участка наружной трубы 4 токами высокой частоты и последующего охлаждения этого участка с помощью водяного спрейерного устройства 9, соединенного с кольцевым индуктором 8 токов высокой частоты. При этом для охлаждения внутренней трубы 1, имеющей криволинейную 2 и прямолинейную 3 части, предусмотрена подача холодной воды, протекающей по внутренней трубе 1 в течение всего процесса изготовления.
Процесс изготовления элемента криволинейной формы, содержащего установленные коаксиально друг относительно друга трубы, начинают с надевания наружной трубы 4 на гибкий дорн 5, после чего коаксиальное размещение наружной 4 и внутренней 1 труб осуществляют путем центрирования гибкого дорна 5 по внутренней трубе 1. Далее гибку наружной трубы 4 осуществляют при непрерывном при этом охлаждении внутренней трубы 1 проходящей по ней жидкостью в трубогибочной машине с помощью направляющих 6 и гибочных роликов 7, перемещая наружную трубу 4 с гибким дорном 5 сквозь кольцевой индуктор 8 токов высокой частоты с одновременным применением местного нагрева участка наружной трубы 4 токами высокой частоты и последующего охлаждения этого участка с помощью водяного спрейерного устройства 9, соединенного с индуктором 8 токов высокой частоты. После чего осуществляют окончательное извлечение гибкого дорна 5 из наружной трубы 4, при этом внутренняя 1 и наружная труба 4 оказываются установленными коаксиально относительно друг друга и наружная труба 4 изогнута требуемым образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КРИВОЛИНЕЙНОЙ ФОРМЫ, СОДЕРЖАЩЕГО ВНУТРЕННЮЮ И НАРУЖНУЮ ТРУБЫ, УСТАНОВЛЕННЫЕ КОАКСИАЛЬНО ОТНОСИТЕЛЬНО ДРУГ ДРУГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262405C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Трубогибочный станок | 1977 |
|
SU764781A1 |
| Способ гибки труб в полевых условиях | 1991 |
|
SU1761339A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| УСТРОЙСТВО для ГИБКИ ТРУБ с МАЛЫМ РАДИУСОМ ГИБА | 1964 |
|
SU163873A1 |
Изобретение относится к области машиностроения, в частности к изготовлению гибкой элементов трубопроводов сложной формы, содержащих установленные коаксиально трубы, в том числе для теплообменников и систем подачи топлива. Предварительно наружную трубу надевают на гибкий дорн, после чего коаксиальное размещение наружной и внутренней труб осуществляют путем центрирования гибкого дорна по внутренней трубе с одновременной гибкой наружной трубы. Причем для обеспечения коаксиального размещения труб внутренняя труба служит опорным шаблоном для гибкого дорна. При этом непрерывно охлаждают внутреннюю трубу проходящей по ней жидкостью. Гибку производят в трубогибочной машине с помощью направляющих и гибочных роликов путем перемещая наружной трубы с гибким дорном сквозь кольцевой индуктор токов высокой частоты и одновременным местным нагревом участка наружной трубы токами высокой частоты и последующим охлаждением этого участка с помощью водяного спрейерного устройства, соединенного с индуктором. После чего извлекают гибкий дорн из наружной трубы. Расширяются технологические возможности. 3 ил.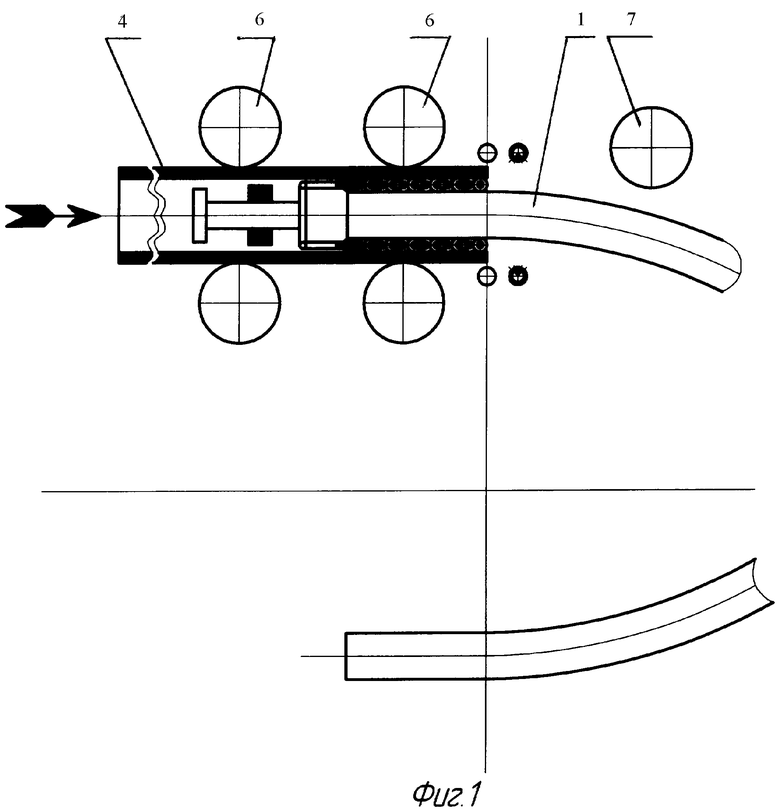
Способ изготовления элемента криволинейной формы, содержащего внутреннюю и наружную трубы с криволинейными и прямолинейными частями, установленные коаксиально относительно друг друга, включающий предварительное размещение наружной трубы на дорне, коаксиальное размещение наружной и внутренней труб путем центрирования дорна по внутренней трубе с одновременной гибкой наружной трубы, последующее извлечение дорна из наружной трубы, отличающийся тем, что используют гибкий дорн, при коаксиальном размещении труб и гибке наружной трубы внутреннюю трубу используют в качестве опорного шаблона для гибкого дорна, причем гибку наружной трубы осуществляют в трубогибочной машине с помощью направляющих и гибочных роликов при непрерывном охлаждении внутренней трубы проходящей по ней жидкостью, при этом наружную трубу с гибким дорном перемещают через кольцевой индуктор токов высокой частоты для местного нагрева участка наружной трубы с последующим его охлаждением водяным спрейерным устройством, соединенным с упомянутым индуктором.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КРИВОЛИНЕЙНОЙ ФОРМЫ, СОДЕРЖАЩЕГО ВНУТРЕННЮЮ И НАРУЖНУЮ ТРУБЫ, УСТАНОВЛЕННЫЕ КОАКСИАЛЬНО ОТНОСИТЕЛЬНО ДРУГ ДРУГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262405C1 |
| Способ гибки труб наматыванием | 1979 |
|
SU841710A1 |
| Способ гибки трубчатых заготовок, например, трубчатых манометрических пружин | 1961 |
|
SU145435A1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ДЕФЕКТА ДЛИННОЙ ТРУБЧАТОЙ КОСТИ | 1992 |
|
RU2069896C1 |

