Изобретение относится к обработке металлов давлением и может быть использовано для повышения качества заготовок в процессе обработки.
С целью повышения качества заготовок их подвергают интенсивной пластической деформации, в частности, посредством равноканального углового прессования (РКУП). Устройства для РКУП состоят, как правило, из контейнера или матрицы с расположенными в них пересекающимися каналами, через которые с помощью пуансона или пресс-штемпеля продавливается заготовка. Известно, например, устройство для деформационной обработки заготовок, содержащее пуансон и составной контейнер из входной и выходной частей, сопряженных между собой по плоскости стыка и выполненных с пересекающимися в упомянутой плоскости каналами, ограниченными в плоскости стыка окружностью, при этом входная и выходная части контейнера установлены с возможностью вращения одна относительно другой в плоскости стыка, в котором по меньшей мере один канал или его часть, прилегающая к плоскости стыка, выполнены с поперечным сечением эллиптической формы (патент РФ №2172350, МПК C21D 7/00, B21J 5/00, опубл. 2001.08.20).
Известно устройство (выбранное в качестве прототипа), состоящее из контейнера, в который запрессована составная коническая вставка с пересекающимися цилиндрическими каналами равного поперечного сечения - рабочим и выходным, и пресс-штемпеля, посредством которого осуществляется проталкивание заготовки из рабочего канала в выходной (Сегал В.М. и др. Процессы пластического структурообразования металлов. - Минск: Навука i технiка, 1994, с.98-99).
Недостатком известных устройств является то, что рабочая поверхность пуансона или пресс-штемпеля, контактирующая с заготовкой, плоская. Вследствие этого происходит затекание материала прокладки, располагающейся между пуансоном и заготовкой, и состоящей, как правило, из смазки и графита, и частиц самой заготовки в зазор между матрицей и пуансоном, что приводит к заклиниванию и поломке оснастки (пуансона и матрицы). Кроме того, в верхней части заготовки образуется большая дефектная зона, которую приходится удалять последующей механической обработкой, что ведет к снижению коэффициента использования металла.
Задачей изобретения является повышение качества обрабатываемых заготовок, а также повышение коэффициента использования металла (КИМ) и устранение возможности поломки оснастки за счет конструктивного исполнения пуансона.
Поставленная задача решается устройством для равноканального углового прессования, состоящим из матрицы, в которую запрессована вставка с двумя пересекающимися цилиндрическими каналами равного поперечного сечения - рабочим и выходным, и пуансона, проталкивающего заготовку из рабочего канала в выходной, в котором в отличие от прототипа рабочая поверхность пуансона, контактирующая с заготовкой, выполнена вогнутой, причем величина прогиба находится в диапазоне 0,5-3 мм.
Для увеличения сил трения между пуансоном и заготовкой на рабочей поверхности пуансона выполнены насечки, глубина которых составляет 10% от величины прогиба.
Выполнение рабочей поверхности пуансона вогнутой предотвращает затекание материала прокладки и материала самой заготовки в зазор между пуансоном и матрицей, что исключает возможность поломки оснастки. Уменьшается также площадь дефектной зоны в верхней части заготовки. Величина прогиба рабочей поверхности пуансона подбирается в зависимости от пластичности материала: для малопластичных (титан, сталь) она будет меньше, а для пластичных, таких как алюминий или медь, больше. При увеличении прогиба более 3 мм может произойти поломка пуансона, при уменьшении менее 0,5 мм теряется эффект торможения течения слоев заготовки относительно деформирующей поверхности пуансона, в связи с чем происходит затекание материала заготовки в технический зазор между пуансоном и матрицей.
Сущность изобретения поясняется чертежом, где изображено устройство для равноканального углового прессования. Устройство содержит матрицу 1, в которую запрессована вставка 2 с рабочим и выходным пересекающимися каналами. Заготовка 3 продавливается из рабочего канала в выходной с помощью пуансона 4, рабочая поверхность которого выполнена вогнутой с величиной прогиба Δ.
Пример конкретного выполнения.
Брали две заготовки из технически чистого титана ВТ1-0 диаметром 40 мм и длиной 180 мм. Проводили сравнительное прессование в стандартном режиме с использованием пуансона с плоской рабочей поверхностью и с вогнутой согласно настоящего изобретения. Величина прогиба рабочей поверхности пуансона составляла 1 мм, глубина насечек - 0,1 мм. Сравнивали результаты. При использовании пуансона согласно изобретения экономия материала составила 40% по сравнению с аналогами.
Таким образом, предложенное изобретение за счет конструктивного исполнения пуансона позволяет улучшить качество обрабатываемых заготовок и повысить КИМ металла, а также значительно снижает вероятность поломки инструментальной оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2004 |
|
RU2265492C1 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2356669C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2006 |
|
RU2345861C2 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЗАГОТОВКИ | 2011 |
|
RU2475319C2 |
Изобретение относится к обработке металлов давлением. Устройство для углового прессования содержит матрицу и пуансон. В матрицу запрессована вставка с двумя пересекающимися цилиндрическими каналами равного поперечного сечения. Один из каналов является рабочим, а второй - выходным. Пуансон обеспечивает проталкивание заготовки из рабочего канала в выходной. Рабочая поверхность пуансона, контактирующая с заготовкой, выполнена вогнутой. Величина прогиба составляет 0,5-3 мм. На рабочей поверхности пуансона могут быть выполнены насечки для увеличения трения между пуансоном и заготовкой. Глубина насечек составляет 10% от величины прогиба. В результате обеспечивается повышение качества полученных в результате прессования заготовок и надежности устройства, а также увеличение коэффициента использования металла. 1 з.п. ф-лы, 1 ил.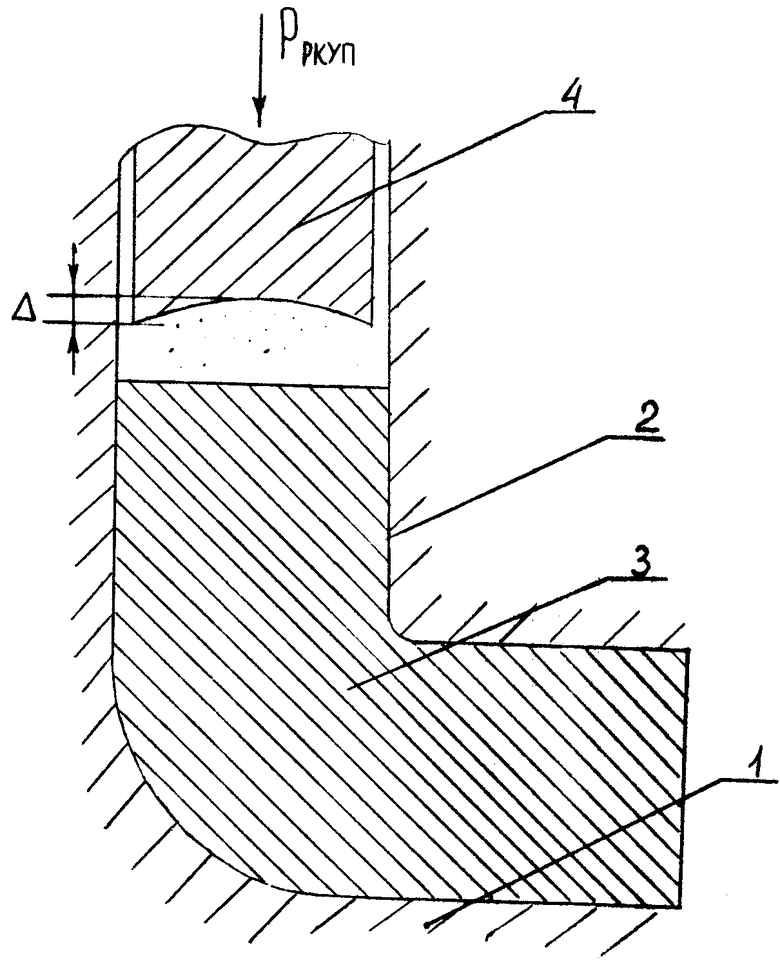
1. Устройство для равноканального углового прессования, содержащее матрицу, в которую запрессована вставка с рабочим и выходным пересекающимися цилиндрическими каналами равного поперечного сечения, и пуансон для проталкивания заготовки из рабочего канала в выходной, отличающееся тем, что рабочая поверхность пуансона, контактирующая с заготовкой, выполнена вогнутой с величиной прогиба в диапазоне 0,5-3 мм.
2. Устройство по п.1, отличающееся тем, что для увеличения сил трения между пуансоном и заготовкой рабочая поверхность пуансона выполнена с насечками, глубина которых составляет 10% от величины прогиба.
| СЕГАЛ В.М | |||
| и др | |||
| Процессы пластического структурообразования металлов | |||
| - Минск: Наука и техника, 1994, с.98-99 | |||
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| Пресс-шайба для прессованияМЕТАлличЕСКОй зАгОТОВКи | 1979 |
|
SU852400A1 |
| US 5400633 A, 28.03.1995. | |||

