Заявляемое изобретение относится к области машиностроения и может быть использовано во многих отраслях промышленности в тормозных устройствах для автомобильных, рельсовых транспортных средств, тракторов, машин и механизмов строительно-дорожной техники.
Известно фрикционное изделие, представляющее собой стальную основу с медьсодержащим покрытием и накладкой из металлокерамики поверх него (см. патент №2114719 РФ «Способ изготовления фрикционного изделия с накладками из металлокерамики на основе меди», МПК-6: B22F 7/04, F16D 69/04, заявлен 06.10.1997).
При трении во время торможения на поверхность металлокерамической накладки действуют силы вибрации и силы сжатия - растяжения. Во-первых, они могут оторвать накладку от металлической основы, во-вторых, они могут вызвать в ней появление трещин, как поперечных, так и продольных, а также сколов, препятствующих дальнейшему использованию изделия. Вследствие вышеуказанных причин, известное фрикционное изделие обладает низкой эксплуатационной надежностью.
Известное фрикционное изделие выбрано в качестве ближайшего аналога, поскольку по технической сущности и достигаемому эффекту оно ближе других к заявляемому фрикционному изделию.
Задачей заявляемого изобретения является повышение эксплуатационной надежности.
Технический результат заключается в увеличении адгезии между металлической основой и накладкой из металлокерамики, в увеличении противодействия образованию в ней продольных и поперечных трещин, а также сколов.
Указанная задача достигается тем, что в известном фрикционном изделии, выполненном в виде стальной основы с медьсодержащим покрытием и накладкой из металлокерамики поверх него, представляющей собой смесь спеченных металлических и неметаллических порошковых компонентов, согласно изобретению, в стальной основе со стороны накладки выполнены углубления, в качестве медьсодержащего покрытия использована бронза, нанесенная двумя слоями, из которых толщина второго слоя превышает толщину первого, а накладка из металлокерамики содержит два слоя, включающих медь, олово, свинец, железо, окись кремния и графит, причем первый слой со стороны второго слоя металлокерамики выполнен с полостями, заполненными материалом второго слоя, количество окиси кремния и графита в котором превышает количество этих компонентов в первом слое.
Фрикционное изделие может иметь или конусообразные, или пирамидальные, или цилиндрические углубления в стальной основе.
Во фрикционном изделии на поверхностях стальной основы и выполненных в ней углублений могут быть нанесены микровыступы.
Во фрикционном изделии микровыступы могут быть нанесены дробеструйной обработкой.
Во фрикционном изделии толщина верхнего слоя бронзы может превышать толщину нижнего слоя в 13-15 раз.
Во фрикционном изделии второй слой накладки из металлокерамики может содержать окиси кремния и графита больше на 45-55%, чем ее первый слой.
Проведенные исследования по патентным и научно-техническим источникам информации свидетельствуют, что предлагаемое фрикционное изделие неизвестно и не следует явным образом из изученного уровня техники, а следовательно, соответствует критериям «новизна» и «изобретательский уровень».
Заявляемое изобретение может быть изготовлено в условиях предприятия, специализирующегося в отрасли, занятой производством фрикционных изделий, с использованием стандартного отечественного или импортного оборудования, известных технологий и серийно выпускаемых промышленностью соответствующих порошковых материалов и деталей. Оно может широко использоваться во многих отраслях промышленности в тормозных устройствах.
Таким образом, заявляемое фрикционное изделие соответствует критерию «промышленная применимость».
Предлагаемая совокупность существенных признаков сообщает заявляемому устройству новые свойства, позволяющие решить поставленную задачу.
Наличие углублений на стальной основе заявляемой конструкции увеличивает поверхность сцепления первого слоя бронзы, защищающим стальную поверхность основы от коррозии, со вторым слоем из бронзы. Следует также отметить, что углубления могут иметь разную геометрическую форму:
конусообразную, пирамидальную, цилиндрическую, но легче всего их выполнить конусообразными посредством прессования. Дробеструйная обработка позволяет нанести микровыступы на поверхностях стальной основы и выполненных в ней углублений, что дополнительно увеличивает поверхность сцепления между слоями бронзы.
Превышение толщины верхнего слоя бронзы по сравнению с толщиной нижнего слоя в 13-15 раз является оптимальным, полученным экспериментально. Верхний слой бронзы предназначен обеспечивать прочную диффузионную связь с первым слоем металлокерамики, который является демпфирующим слоем между вторым слоем металлокерамики и нижней металлической основой фрикционного изделия. Известно из практики, что эксплуатационники считают фрикционное изделие непригодным к дальнейшему использованию, когда оставшаяся толщина металлокерамического слоя достигает 4-5 мм. Это послужило отправной точкой к созданию фрикционного изделия с двумя слоями металлокерамики, из которых один нерабочий, более пластичный, чем рабочий фрикционный слой. Последний осуществляет непосредственный контакт с вращающимся контртелом и подвергается значительному механическому воздействию, поскольку контртело стремится оторвать накладку из металлокерамики от металлической основы. Оба слоя металлокерамики содержат смесь спеченных порошков из одних и тех же элементов: меди, олова, свинца, железа, окиси кремния и графита, но в разном процентном соотношении, что придает слоям металлокерамики разные физико-механические и эксплуатационные свойства. Второй, рабочий слой металлокерамики, содержит большее количество неметаллических составляющих: окиси кремния и графита, нежели первый. Экспериментально было установлено, что наилучшие эксплуатационные показатели достигаются при превышении до 45-55%. Демпфирующий слой, т.е. первый слой металлокерамики, не только более пластичный, но также имеет более высокую плотность, более низкую пористость и более высокую твердость, что обеспечивает большую прочность и позволяет предотвращать расслоение между слоями при эксплуатации.
Для надежного соединения слоев металлокерамики демпфирующий слой выполнен с полостями, заполненными материалом второго, рабочего, слоя. Они позволяют выравнивать коэффициент термического расширения, чтобы предупредить образование продольных трещин в процессе спекания и увеличить противодействие образованию продольных и поперечных трещин, а также сколов в металлокерамических слоях при эксплуатации фрикционного изделия. Кроме того, увеличение поверхности сопряжения компонентов второго слоя, заполнивших полости первого слоя, усиливает сцепление слоев металлокерамики друг с другом. Верхний слой металлокерамики по своим свойствам - более хрупкий. Однако в процессе торможения механизм деформации более хрупкого слоя на более пластичном основании предотвращает возможность отрыва металлокерамики от металлической основы, снижает возможность образования трещин, сколов и исключает разрушительное влияние вибрации.
Заявляемое фрикционное изделие представлено на чертежах:
Фиг.1 - продольный разрез фрикционного изделия;
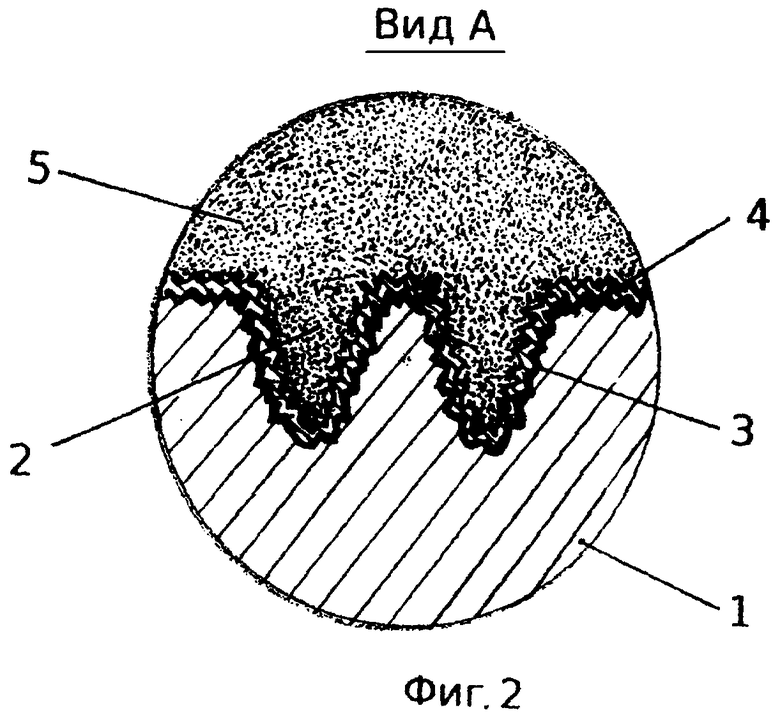
Фиг.2 - вид А на фиг.1 в увеличенном масштабе.
Заявляемое фрикционное изделие представляет собой многослойную конструкцию на стальной основе 1, с одной стороны которой имеются углубления 2, например конусообразной, или пирамидальной, или цилиндрической, или другой геометрической формы. Для стальной основы 1 берется низкоуглеродистая сталь, т.к. она достаточно пластична и позволяет получить углубления 2 посредством прессования. За счет дробеструйной обработки на поверхность основы 1 и углублений 2 нанесены микровыступы (не показаны) для увеличения поверхности сцепления с первым слоем бронзового покрытия 3. Главное назначение этого слоя заключается в создании гальванического покрытия стальной основы 1 для ее защиты от коррозии. Слой 3 содержит оптимальное соотношение меди и олова: 90% и 10% соответственно. Толщина его невелика по отношению ко второму слою бронзового покрытия 4, который в 13-15 раз толще покрытия 3. Такое соотношение толщин было получено экспериментально. В результате этого обеспечивается хорошая прочность диффузионного сцепления между стальной основой 1 и накладкой (не показана), выполненной из двух слоев металлокерамики: первого 5 и второго 6, представляющих собой смесь спеченных металлических и неметаллических порошковых компонентов. Первый слой 5 металлокерамики выполнен с полостями 7, заполненными материалом второго слоя 6. Состав металлокерамики содержит следующие компоненты: медь, олово, свинец, железо, окись кремния и графит, однако, количество окиси кремния и графита во втором слое превышает количество указанных компонентов в первом слое при оптимальном варианте на 45-55%.
Заявляемое фрикционное изделие, установленное, например, в дисковый тормоз железнодорожных вагонов, работает следующим образом.
При торможении вагона на фрикционное изделие воздействуют силы торможения: горизонтальная сила и вертикальная сила прижатия металлокерамического рабочего слоя к вращающемуся контртелу. Суммарное воздействие этих сил стремится оторвать накладку из металлокерамики от металлической основы 1.
Однако вследствие наличия второго слоя бронзового покрытия 4 и двух разных по составу и толщине слоев металлокерамики 5, 6, отрыва не происходит. Благодаря тому, что слои 5, 6 по-разному сопротивляются деформациям сдвига относительно металлической основы 1, а также значительному уменьшению влияния вибрации при взаимодействии фрикционного изделия с вращающимся контртелом во время торможения, повышается эксплуатационная надежность заявляемого изобретения. При этом резко снижается возможность образования продольных, поперечных трещин и сколов в металлокерамических слоях, увеличивается эксплуатационный ресурс за счет снижения преждевременных выходов из строя фрикционного изделия.
Преимущества заявляемого фрикционного изделия:
- увеличение эксплуатационной надежности;
- увеличение износостойкости;
- увеличение коррозионной стойкости;
- увеличение эксплуатационного ресурса в 2-2,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| Способ изготовления фрикционной накладки поглощающего аппарата | 2020 |
|
RU2757454C1 |
| СПОСОБ БОРОСИЛИЦИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2391440C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО МАТЕРИАЛА ДЛЯ ТОРМОЗНЫХ КОЛОДОК И ТОРМОЗНАЯ КОЛОДКА | 2016 |
|
RU2645857C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ ФРИКЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2802613C1 |
| МЕТАЛЛОКЕРАМИЧЕСКАЯ ФРИКЦИОННАЯ НАКЛАДКА ДЛЯ ДИСКОВОГО ТОРМОЗА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2159368C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2013 |
|
RU2521780C1 |
| Элемент броневой защиты | 2023 |
|
RU2814692C1 |
| Способ изготовления металлокерамических фрикционных изделий | 1989 |
|
SU1680445A1 |
| МАТЕРИАЛ КОМПОЗИЦИОННЫЙ ДЛЯ МУФТЫ ФРИКЦИОННОЙ СТРЕЛОЧНОГО ЭЛЕКТРОПРИВОДА | 2021 |
|
RU2759364C1 |
Изобретение относится к фрикционным изделием и может быть использовано в тормозных устройствах для автомобильных и рельсовых транспортных средств. Изделие содержит стальную основу 1 с углублениями 2, покрытую двумя слоями 3 и 4 бронзы, и накладку из металлокерамики, выполненную из двух слоев 5, 6, представляющих собой смесь спеченных металлических и неметаллических порошковых компонентов. Толщина слоя 4 бронзы значительно превышает толщину бронзового слоя 3, а слой 5 металлокерамики выполнен с полостями, заполненными материалом слоя 6, и количество окиси кремния и графита в последнем превышает количество этих компонентов в слое 5. Технический результат - увеличение адгезии между металлической основой и накладкой, увеличение противодействия образованию в накладке сколов, продольных и поперечных трещин. 5 з.п. ф-лы, 2 ил.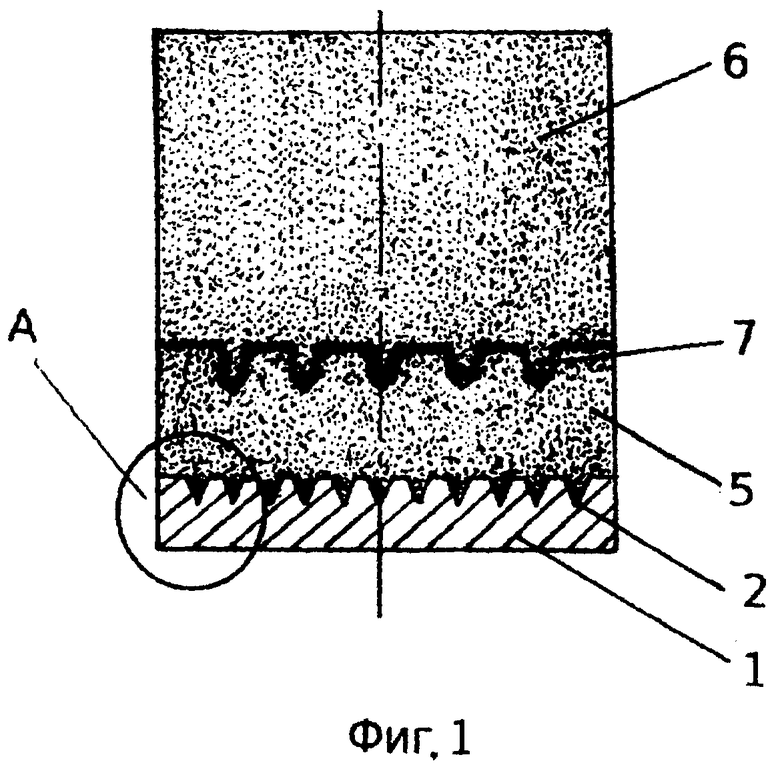
1. Фрикционное изделие, выполненное в виде стальной основы с медьсодержащим покрытием и поверх него накладкой из металлокерамики, представляющей собой смесь спеченных металлических и неметаллических порошковых компонентов, отличающееся тем, что в стальной основе со стороны накладки выполнены углубления, в качестве медьсодержащего покрытия использована бронза, нанесенная двумя слоями, толщина верхнего слоя из которых превышает толщину нижнего, а накладка из металлокерамики содержит два слоя, включающих медь, олово, свинец, железо, окись кремния и графит, первый слой которой со стороны второго слоя металлокерамики выполнен с полостями, заполненными материалом второго слоя накладки, количество окиси кремния и графита в котором превышает количество этих компонентов в первом слое.
2. Фрикционное изделие по п.1, отличающееся тем, что углубления в стальной основе выполнены конусообразными или пирамидальными или цилиндрическими.
3. Фрикционное изделие по п.1 или 2, отличающееся тем, что на поверхность стальной основы и выполненных в ней углублений нанесены микровыступы.
4. Фрикционное изделие по п.3, отличающееся тем, что микровыступы нанесены дробеструйной обработкой.
5. Фрикционное изделие по п.1, отличающееся тем, что толщина верхнего слоя бронзы превышает толщину нижнего слоя в 13-15 раз.
6. Фрикционное изделие по п.1, отличающееся тем, что второй слой накладки из металлокерамики содержит окиси кремния и графита больше на 45-55%, чем ее первый слой.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2220026C1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Приспособление для крепления продольной запани | 1980 |
|
SU990620A1 |

