ел ш ю Изобретение относится к прокатн му производству и может быть испол зовано для регулирования плоскостно ти полос. Известен способ прокатки полосы включающий регулирование толщины и плоскостности полосы приложением расширяющих усилий к шейкам валков в котором циклически изменяют во вр мени усилия регулирования с переме ной в функции толщины полосы часто той 1 . Недостатком известного способа является постепенное накопление i неравномерности вытяжек по ширине полосы и связанные с этим потеря ycтoйчивocTI и нарушение формы поло сы. Целью изобретения является повы шение эффективности регулирования плоскостности полосы путем исключения накопления неравномерности вытя жек по ее ширине. Поставленная цель достигается тем, что согласно способу прокатки полосы, включающему регулирование ее плоскостности приложением к вал:кам циклически изменяющихся усилий переменной- частоты, неравномерности вытяжек по середине полосы и ее кра ям циклически изменяют во времени на противоположные по знаку, сохраняя при этом неизменными абсолютные величины неравномерностей, а частот этих изменений устанавливают прямо пропорциональной скорости прокатки и относительной неравномерности вытяжек и обратно пропорциональной толщине получаемой полосы. Известно, что неравномерность, вы тяжек; по ширине полосы вызывает поя ление внутренних напряжений в ней где Е - модуль Юнга; - относительная разность деформаций по ширине полосы. Из теории гибких пластин известна формула расчета критического напряже ния сжатия, при котором пластина . теряет устойчивость .(-i-.)u, цилиндрическая где D i27i r жесткость: D - коэффициент Пуансона; h - толщина пластинки; д.: - длина пластинки; b - ширина пластинки. Х обратЕсли заменить b ную величину -- , то получится зависимость 7 4i а V А. ) , (2а ) из которой можно заключить, что для потери плоской формы необходимо накопление внутренних напряжений на определенной длине а . Минимальное значениеО р при и -,- + л 2. Согласно предлагаемому способу неравномерность вытяжек по ширине полосы изменяют циклически от величины, соответствующей естественной неравномерности вытяжек ДЛ, зависящей .от жесткости стана, ширины полосы и усилия прокатки, до величины -л//, создаваемой с помощью противоизгиба, противодавления и др., причем |-й/ ( частотой, исключающей возможность накопления неравномерности деформации, достаточной для потери устойчивости.. При этом Величину а можно связать с частотой силового воздействия через скорость прокатки где f - частота изменения неравномерности деформации; V - скорость прокатки. Следовательно,, частота изменения неравномерности вытяжек должна быть рямо пропорциональной скорости проатки и относительной разности вытяек по ширине полосы и обратно проорциональной толщине получаемой поосы . Пример. Способ был опробоан при прокатке ленты из стали 2Х18Н9 шириной 196 мм и толщийой ,35 мм на 20-валковом стане «400 толщину 0,3 мм.. Вытяжка по краю олосы составила W 1,1428, предель-. ая неравномерность вытяжки /W 0,004. Изменение неравномерности еформации путем придания среднему о ширине полосы опорному ролику колеаний с амплитудой 5 мкм и частотой, пределенной по формуле (4). .| /111о ш,н2Р:бГц Принятая частота колебаний состаила 300 Гц. В результате прокатки ыла получена полоса без нарушения лоской формы. Во время прокатки той
.310059724
же ленты с выключенными источникамичаюсцёму накопление неравномерности
колебаний на нейнаблюдалась криваядеформации, получается полоса высоковолна с периодом 282 мм.го качества по планшетнос1и. ЭкономяТаким образом, при прокатке поло-ческий эффект составит около
сы по предлагаемому способу, исклю-100000 руб, в год.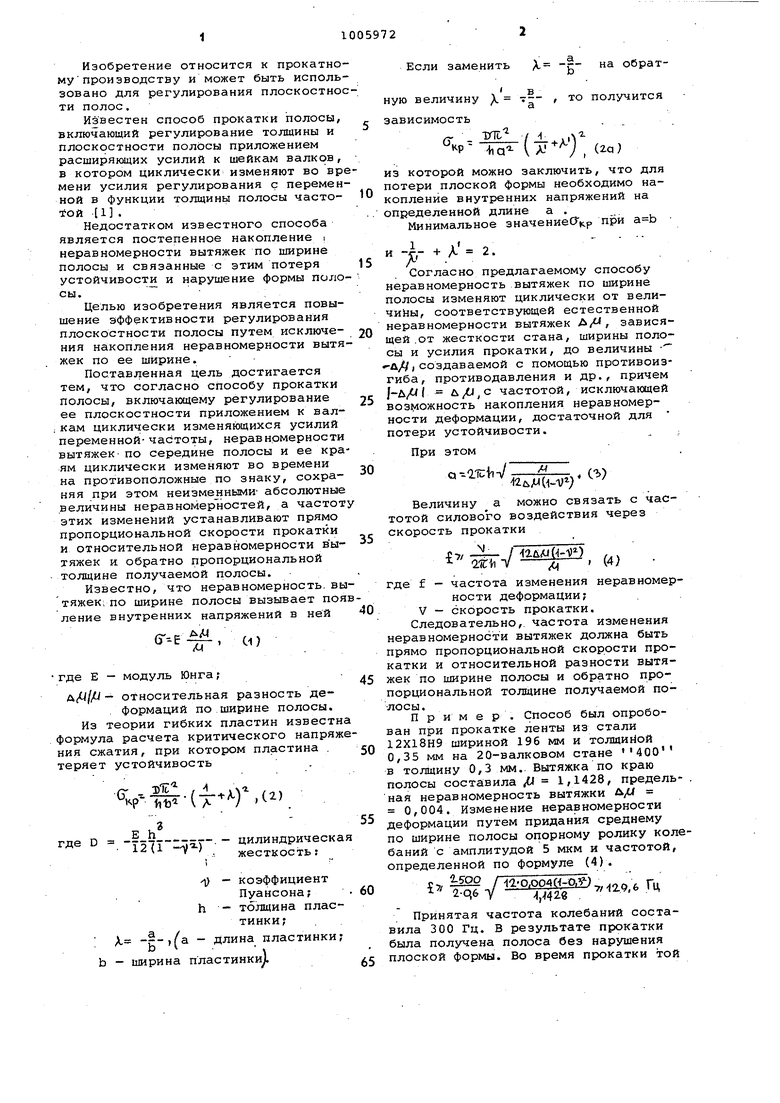
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полосы | 1983 |
|
SU1079327A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| Способ прокатки тонкой и тончайшей ленты | 1979 |
|
SU854467A1 |
| Способ прокатки полос | 1990 |
|
SU1761314A1 |
| Составной прокатный валок | 1984 |
|
SU1197754A1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| Способ холодной прокатки | 1989 |
|
SU1643128A1 |
| Способ профилирования валков прокатного стана | 1984 |
|
SU1235570A1 |
СПОСОБ ПРОКАТКИ ПОЛОСЫ, включающий регулирование ее плоскостности приложением к валкгил циклически изменяющихся усилий переменной частоты, отлиг1ающийся Tei, что, с целью повышения эффективности регулирования путем исключения накопления неравномерности вытяжек по ширине полосы, неравномерности вытяжек по середине полосы и ее краям циклически изменяют во времени на противоположные по знаку, сохраняя при этом неизменными абсолютные величины неравнрмерностей, а частоту этих изменений устанавливают прямо пропорциональной скорости прокатки и относительной неравномерности вытяжек -и обратно пропорциональной толщине получаемой полосы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПАТЕНТНС-КХШГ^'НБИБЛИОТЕКА | 0 |
|
SU305929A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
