Изобретение относится к области сварки, а именно к способам изготовления осесимметричных сварных конструкций из алюминиевых сплавов, и может быть использовано при сварке сложных конструкций, включающих сочетание массивных и тонкостенных элементов.
Особенностью изготовления сложных осесимметричных сварных конструкций является обеспечение высокой размерной точности при действии сварочных деформаций.
Известен способ сварки по а.с. №998063 В23К 31/00, опубл. 23.02.83 г., Официальный бюллетень №7, 1983 г., при котором приваривают технологические элементы, осуществляют локальное снижение жесткости путем формирования прорезей, фиксируют в сварочно-сборочном приспособлении, приваривают перегородки, отжигают.
При таком способе сварки исключается коробление перегородок за счет прорезей в технологическом элементе, жесткого закрепления конструкции в сварочно-сборочном приспособлении и термической операции отжига.
Однако этот способ недостаточно эффективен, так как он снижает технологичность и размерную точность.
Таким образом, задачей данного технического решения (аналога) являлось обеспечение требуемой конфигурации сварной конструкции за счет прорезей в привариваемом технологическом элементе с последующим отжигом в сборе со сварочным приспособлением.
Общими признаками известного технического решения и заявляемого объекта являются сборка и приварка элементов конструкции.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления сварных конструкций по а.с. №518292 В23К 9/00, опубл. 25.06.76 г., Официальный бюллетень №23, 1976 г., при котором определяют поперечные перемещения свариваемых кромок перегородок, строят кривую перемещений каждой кромки в зависимости от длины сварного шва, профилируют кромки с учетом этих перемещений, а затем собирают перегородки с переменным по длине соединения зазором.
Такой способ позволяет за счет технологических зазоров учесть поперечные перемещения кромок перегородок при термическом цикле сварки для исключения порообразования в сварном шве.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления сварных конструкций, принятого авторами за прототип, относится недостаточная технологичность изготовления.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение качества сварных соединений.
Общим признаком с предлагаемым авторами способом изготовления сложных осесимметричных сварных конструкций является сборка элементов конструкции, формирование технологических зазоров.
В отличие от прототипа предлагаемый авторами способ изготовления сложных осесимметричных сварных конструкций основан на том, что в перегородках формируют опоры, а технологические зазоры выбирают равными по величине и располагают равномерно вдоль длины перегородок.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- длину опор и расстояние между ними выбирают 0,05…0,06 и 0,11…0,12 длины перегородки, соответственно;
- технологические зазоры выбирают (2,3…2,5)·10-3 длины перегородки;
- крайние торцы перегородок фиксируют в направляющих пазах торцевых элементов конструкции;
- глубину направляющих пазов в торцевых элементах конструкции выбирают 2,0…2,5 величины технологического зазора;
- вначале приваривают опоры, затем внутренние и, далее, крайние торцы перегородок;
- приварку опор перегородок ведут в направлении от периферии к центру;
- при приварке перегородок обеспечивают равенство сварочных деформаций.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение высокой размерной точности свариваемых элементов конструкции и повышение технологичности изготовления.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления сложных осесимметричных сварных конструкций, включающем сборку элементов конструкции, формирование технологических зазоров, особенность заключается в том, что в перегородках формируют опоры, а технологические зазоры выбирают равными по величине и располагают равномерно вдоль длины перегородок.
Новая совокупность конструктивных элементов, а также наличие связей между ними позволяет, в частности, за счет:
- формирования опор в перегородках осуществить приварку перегородок замкнутыми швами, что повышает технологичность изготовления конструкции и исключает образование трещин в швах;
- применения технологических зазоров, равных по величине и расположенных равномерно вдоль длины перегородок, обеспечить беспрепятственное расширение конструкции при термическом цикле сварки, что исключает коробление, обеспечивает высокую размерную точность и технологичность изготовления.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет:
- выполнения длины опор и расстояния между ними 0,05…0,06 и 0,11…0,12 длины перегородки, соответственно, оптимизировать размеры и количество замкнутых швов, повысить технологичность конструкции;
- выполнения технологических зазоров (2,3…2,5)·10-3 длины перегородки гарантировать беспрепятственное расширение конструкции и обеспечить размерную точность;
- фиксации крайних торцов перегородок в направляющих пазах, имеющих глубину 2,0…2,5 величины технологического зазора, обеспечить пространственную ориентацию перегородок и высокую размерную точность;
- приварки, вначале опор в направлении от периферии к центру, затем внутренних и, далее, крайних торцов перегородок, обеспечить свободное расширение, усадку перегородок без искривлений, высокую размерную точность;
- обеспечения равенства сварочных деформаций при приварке перегородок исключить изгибающие напряжения в конструкции, обеспечивая высокую размерную точность.
Сущность изобретения заключается в том, что при осуществлении способа изготовления сложных осесимметричных сварных конструкций, включающего сборку элементов конструкции, формирование технологических зазоров, в отличие от прототипа согласно изобретению в перегородках формируют опоры, а технологические зазоры выбирают равными по величине и располагают равномерно вдоль длины перегородок.
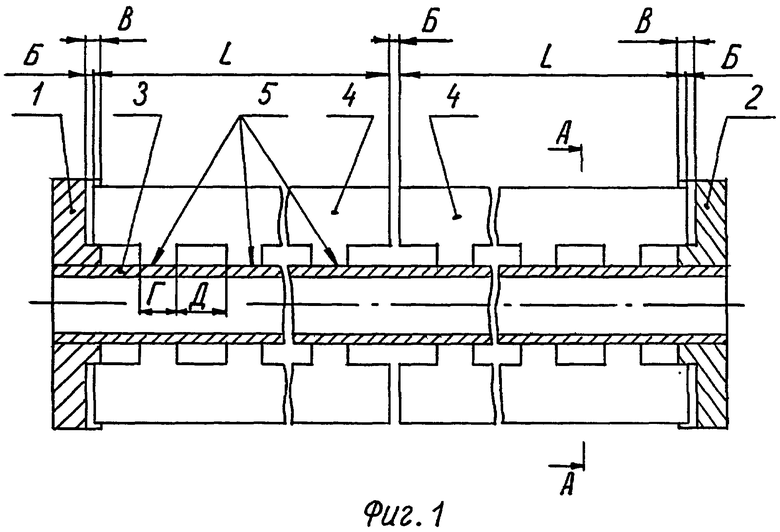
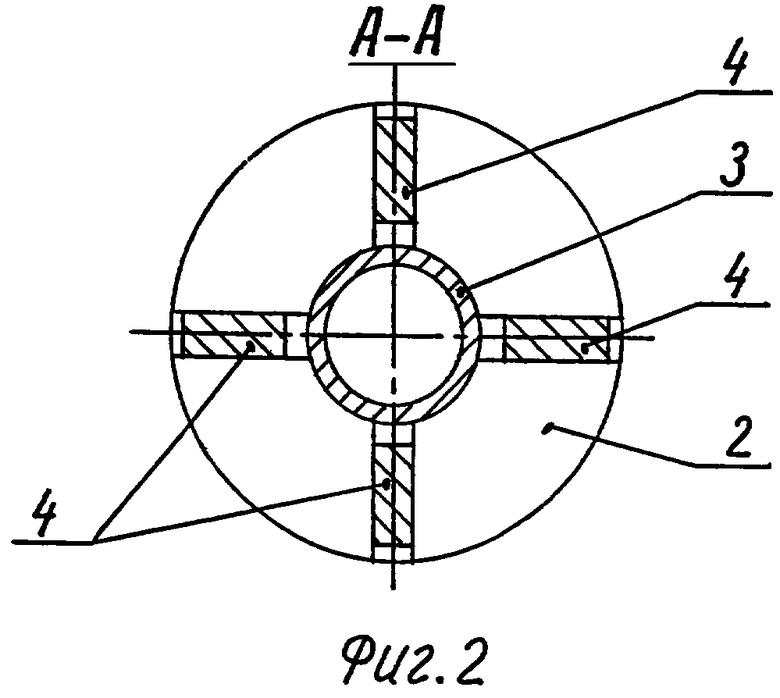
Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 представлен общий вид свариваемой конструкции, на фиг.2 - общий вид свариваемой конструкции в разрезе.
Свариваемая по предложенному способу сложная осесимметричная конструкция содержит торцевые элементы 1 и 2 с направляющими пазами глубиной В, центральный стержень 3, перегородки 4 длиной L с опорами 5 длиной Г и расстоянием Д между ними и технологические зазоры Б.
Изготовление сложных осесимметричных сварных конструкций по предлагаемому способу осуществляется следующим образом.
К центральному стержню 3 (например, автоматической сваркой) поочередно приваривают торцевые элементы конструкции 1 и 2. Перегородки 4, со сформированными в них (например, вырубкой) опорами 5 длиной Г и расстоянием Д между ними, выставляют с равными по величине технологическими зазорами Б, которые расположены равномерно вдоль длины перегородок 4.
В частных случаях технологические зазоры Б выбирают (2,3…2,5)·10-3 от длины L перегородки 4, причем длину Г опоры 5 перегородки 4 выбирают 0,05…0,06 длины L перегородки 4, а расстояние Д между опорами - 0,11…0,12 длины L перегородки 4, крайние торцы перегородок фиксируют в направляющих пазах торцевых элементов 1 и 2 конструкции, при этом глубину В направляющих пазов выбирают 2,0…2,5 величины технологического зазора Б, приварку перегородок 4 ведут, например, ручной аргонодуговой сваркой, причем вначале приваривают опоры 5 перегородок 4, затем внутренние и, далее, крайние торцы перегородок 4, при этом приварку опор 5 перегородок 4 ведут в направлении от периферии к центру (месту стыка перегородок 3), при приварке перегородок 4 обеспечивают равенство сварочных деформаций.
Изготовление сложных осесимметричных сварных конструкций данным способом обеспечивает высокую размерную точность свариваемых элементов конструкции и повышение технологичности изготовления.
Указанный положительный эффект подтвержден испытаниями изделий, изготовленных по способу в соответствии с изобретением.
В настоящее время предложенный способ изготовления сложных осесимметричных сварных конструкций внедрен в серийное производство.
Изобретение целесообразно использовать в различных отраслях промышленности при изготовлении сложных осесимметричных конструкций из алюминиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ | 2010 |
|
RU2451586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2380207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2437745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
Изобретение может быть использовано при сварке сложных осесимметричных конструкций из алюминиевых сплавов, включающих сочетание массивных и тонкостенных элементов. Свариваемая конструкция содержит центральный элемент с торцевыми элементами и расположенные по его длине перегородки. К центральному элементу приваривают торцевые элементы. В перегородках формируют опоры и размещают перегородки равномерно с равными по величине вдоль их длины технологическими зазорами. Вначале приваривают опоры перегородок к центральному элементу в направлении от периферии к центру конструкции. Затем сваривают между собой внутренние торцы перегородок, после чего приваривают крайние торцы перегородок. Изобретение позволяет обеспечить высокую размерную точность и повысить технологичность изготовления сложных осесимметричных сварных конструкций. 4 з.п. ф-лы, 2 ил.
1. Способ изготовления осесимметричной сварной конструкции, содержащей центральный элемент с торцевыми элементами и расположенные по его длине перегородки, включающий формирование в перегородках опор, приварку к центральному элементу торцевых элементов, размещение перегородок равномерно с равными по величине вдоль их длины технологическими зазорами и приварку перегородок к центральному элементу, при этом вначале приваривают опоры перегородок в направлении от периферии к центру конструкции, затем сваривают внутренние торцы перегородок, после чего приваривают крайние торцы перегородок.
2. Способ по п.1, отличающийся тем, что длину опор и расстояние между ними выбирают равными 0,05…0,06 и 0,11…0,12 длины перегородки соответственно.
3. Способ по п.1, отличающийся тем, что величину технологических зазоров выбирают равной (2,3…2,5)·10-3 длины перегородки.
4. Способ по п.1, отличающийся тем, что крайние торцы перегородок фиксируют в направляющих пазах торцевых элементов конструкции.
5. Способ по п.4, отличающийся тем, что направляющие пазы в торцевых элементах конструкции выполняют глубиной, равной 2,0…2,5 величины технологического зазора.
| SU 4006995 A1, 23.03.1989 | |||
| Способ дуговой сварки плавлением | 1972 |
|
SU518292A1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| БАШЕННЫЙ КРАН | 1996 |
|
RU2099273C1 |

