Изобретение относится к области сварки, а именно к способам изготовления осесимметричных сварных конструкций из алюминиевых сплавов, и может быть использовано при сварке сложных конструкций, включающих сочетание массивных и тонкостенных элементов.
Такие конструкции представляют каркасные силовые узлы, входящие в состав изделий ответственного назначения. Они работают в тяжелых условиях импульсного возрастания температуры и давления внутренней агрессивной среды, скоростных упругопластических деформаций и т.д. В связи с чем к ним предъявляются высокие прочностные требования.
При этом особенностью изготовления сложных осесимметричных сварных конструкций является обеспечение высокой размерной точности (исключение коробления, потери устойчивости) при действии сварочных деформаций в процессе термического цикла сварки и после него в процессе охлаждения конструкции. Выполнение данного требования осложняется большой протяженностью конструкций (отношение диаметра к высоте составляет более 1:5), достигающих в длину 2000 мм, а также большими тепловложениями при сварке вследствие высокой теплопроводности алюминиевых сплавов.
Общим для таких конструкций является наличие в их каркасе массивных торцевых оснований, выполняющих роль элементов стыковки с соседними отсеками изделия, и тонкостенных перегородок между ними. При этом распространение получил так называемый «стержневой каркас», где в качестве стержня между основаниями используют центральный трубчатый элемент. Между тем в конструкции заявляемого способа отсутствует такой элемент, что и является одной из причин поиска новых технических решений обеспечения размерной точности.
Ближайшим аналогом является способ изготовления алюминиевых сварных конструкций по патенту №2380207 В23К 31/02, опубл. 27.01.2010, БИ №3, 2010 г., при котором к центральному трубчатому элементу приваривают дискообразные основания и перегородки, где в последних осуществляют локальное снижение жесткости конструкции разрезанием перегородок в местах их максимального прогиба, возвращения кромок реза в исходное положение с последующей их сваркой.
Однако обеспечение размерной точности в данном способе, состоящей в восстановлении потерянной устойчивости тонкостенных перегородок при термическом цикле сварки, является довольно трудоемкой операцией.
Наиболее близким по технической сути и достигаемому техническому результату является другой способ изготовления такого рода конструкций по патенту № 2389592 В23К 31/02, опубл. 20.05.2010 г, БИ №14, 2010 г., принятому авторами за прототип, при котором приварку перегородок к сваренному каркасу, состоящему из центрального трубчатого элемента и дискообразных оснований, осуществляют с использованием технологических зазоров, определенной последовательности и приемов выполнения сварочных операций.
Такой способ позволяет за счет технологических зазоров как между перегородками, так и между ними и основаниями учесть перемещения свариваемых элементов вследствие влияния высокотемпературного термического цикла сварки и избежать коробления конструкции.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления осесимметричных сварных конструкций, принятого авторами за прототип, относится недостаточный набор технологических приемов обеспечения размерной точности, так как каркас конструкции заявляемого способа принципиально иной: в нем отсутствует центральный трубчатый элемент, а перегородки в месте его отсутствия свариваются между собой с использованием системы фиксации. Кроме того, в сварной конструкции заявляемого способа присутствуют дополнительные конструктивные элементы, для сварки которых требуются иные технические решения.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение размерной точности и технологичности изготовления каркасной конструкции с использованием центрального трубчатого элемента.
Общими признаками с предлагаемым авторами способом изготовления алюминиевой сложной осесимметричной сварной конструкции является сборка конструкции в сварочно-сборочном приспособлении, дуговая сварка в среде защитных газов.
В отличие от прототипа предлагаемый авторами способ изготовления алюминиевой сложной осесимметричной сварной конструкции, содержащей торцевые основания, перегородки с опорами и тонкостенный перфорированный кожух с нормированным расположением продольных рядов перфораций, включающий сборку конструкции в сварочно-сборочном приспособлении и дуговую сварку в среде защитных газов, основан на том, что переднее основание изготавливают в виде втулки и кольца, одну из перегородок выполняют сплошной с продольными окнами прямоугольной формы вдоль центральной оси с заданным шагом Т и упорами в хвостовой части, а в двух других перегородках вдоль образующей выполняют фиксаторы с шагом 2Т со взаимным смещением на шаг Т, перегородки последовательно собирают под углом 90° и сваривают сначала по местам фиксации в окнах, а затем со втулкой переднего основания, потом в хвостовую часть перегородок вставляют до упоров предварительно сваренный с задним основанием тонкостенный перфорированный кожух с образованием технологических зазоров между торцами перегородок и задним основанием и сваривают сначала опоры прерывистыми швами с их шахматным расположением, а затем торцы перегородок с задним основанием, после этого осуществляют автоматическую сварку кольца и втулки переднего основания по стыковому замковому соединению.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- длину окон выбирают 0,01…0,03 длины сплошной перегородки, ширину окон - равной толщине перегородок, а их количество кратным двум, но не менее 8 на 1 м ее длины, при этом высоту фиксаторов выбирают равной толщине сплошной перегородки;
- втулку и кольцо переднего основания получают жидкой штамповкой методом литья с кристаллизацией под давлением.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение требуемой прочности, продольной прямолинейности протяженной конструкции и повышение технологичности ее изготовления.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления алюминиевой сложной осесимметричной сварной конструкции, включающем сборку конструкции в сварочно-сборочном приспособлении и дуговую сварку в среде защитных газов, особенность заключается в том, что переднее основание изготавливают в виде втулки и кольца, одну из перегородок выполняют сплошной с продольными окнами прямоугольной формы вдоль центральной оси с заданным шагом Т и упорами в хвостовой части, а в двух других перегородках вдоль образующей выполняют фиксаторы с шагом 2Т со взаимным смещением на шаг Т, перегородки последовательно собирают под углом 90° и сваривают сначала по местам фиксации в окнах, а затем со втулкой переднего основания, потом в хвостовую часть перегородок вставляют до упоров предварительно сваренный с задним основанием тонкостенный перфорированный кожух с образованием технологических зазоров между торцами перегородок и задним основанием и сваривают сначала опоры прерывистыми швами с их шахматным расположением, а затем торцы перегородок с задним основанием, после этого осуществляют автоматическую сварку кольца и втулки переднего основания по стыковому замковому соединению.
Новая совокупность конструктивных элементов и технологических приемов, а также наличие связей между ними позволяет, в частности, за счет:
- изготовления переднего основания в виде втулки и кольца, выполнения одной из перегородок сплошной с продольными окнами прямоугольной формы вдоль центральной оси с заданным шагом Т и упорами в хвостовой части, а в двух других перегородках выполнения вдоль образующей фиксаторов с шагом 2Т со взаимным смещением на шаг Т обеспечить продольную прямолинейность протяженной конструкции и повышение технологичности ее изготовления;
- последовательной сборки перегородок под углом 90° и сварки сначала по местам фиксации в окнах, а затем со втулкой переднего основания обеспечить продольную прямолинейность протяженной конструкции;
- установки до упоров в хвостовой части перегородок предварительно сваренного с задним основанием тонкостенного перфорированного кожуха с образованием технологических зазоров между торцами перегородок и задним основанием обеспечить требуемую прочность и повышение технологичности ее изготовления;
- сварки сначала опор прерывистыми швами с их шахматным расположением, а затем торцов перегородок с задним основанием повысить технологичность изготовления и прочность;
- автоматической сварки кольца и втулки переднего основания по стыковому замковому соединению обеспечить требуемую прочность и повышение технологичности ее изготовления.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет:
- длины окон, равной 0,01…0,03 длины сплошной перегородки, ширины окон, равной толщине перегородок, их количества кратным двум, но не менее 8 на 1 м ее длины, а высоты фиксаторов, равной толщине сплошной перегородки, повысить технологичность изготовления;
- получения втулки и кольца переднего основания жидкой штамповкой методом литья с кристаллизацией под давлением получить готовые детали сложной геометрической конфигурации, повысить технологичность изготовления.
Сущность изобретения заключается в том, что при осуществлении способа изготовления алюминиевой сложной осесимметричной сварной конструкции, содержащей торцевые основания, перегородки с опорами и тонкостенный перфорированный кожух с нормированным расположением продольных рядов перфораций, включающего сборку конструкции в сварочно-сборочном приспособлении и дуговую сварку в среде защитных газов, в отличие от прототипа, согласно изобретению переднее основание изготавливают в виде втулки и кольца, одну из перегородок выполняют сплошной с продольными окнами прямоугольной формы вдоль центральной оси с заданным шагом Т и упорами в хвостовой части, а в двух других перегородках вдоль образующей выполняют фиксаторы с шагом 2Т со взаимным смещением на шаг Т, перегородки последовательно собирают под углом 90° и сваривают сначала по местам фиксации в окнах, а затем со втулкой переднего основания, потом в хвостовую часть перегородок вставляют до упоров предварительно сваренный с задним основанием тонкостенный перфорированный кожух с образованием технологических зазоров между торцами перегородок и задним основанием и сваривают сначала опоры прерывистыми швами с их шахматным расположением, а затем торцы перегородок с задним основанием, после этого осуществляют автоматическую сварку кольца и втулки переднего основания по стыковому замковому соединению.
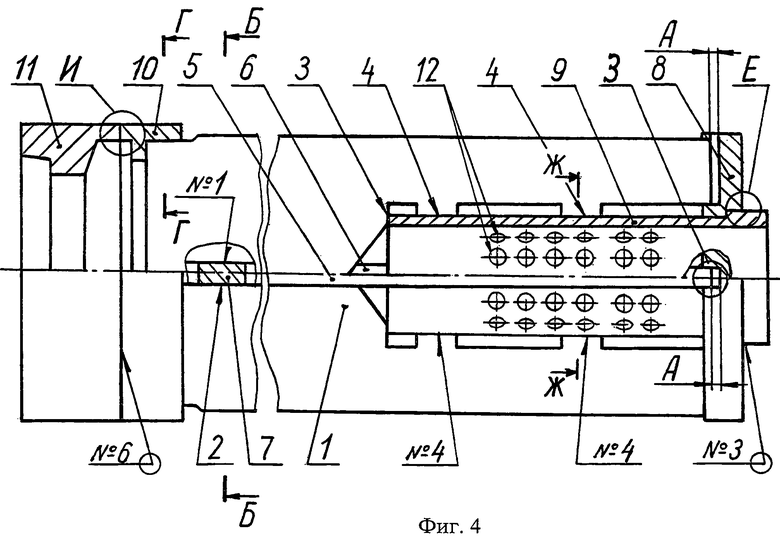
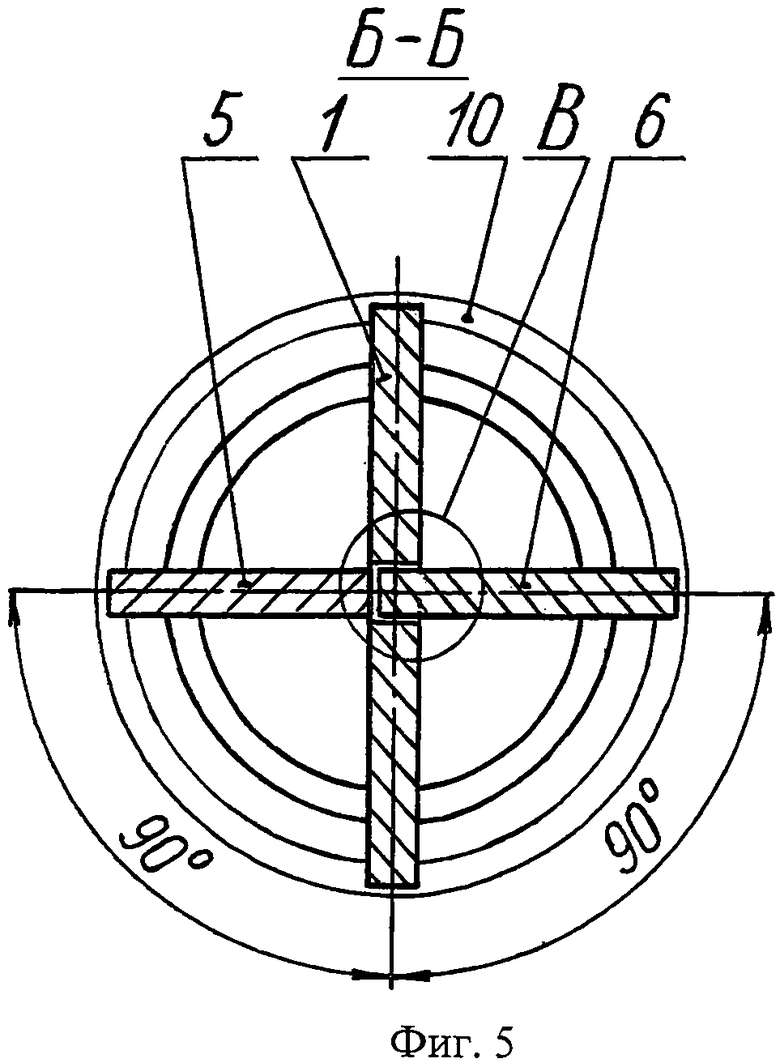
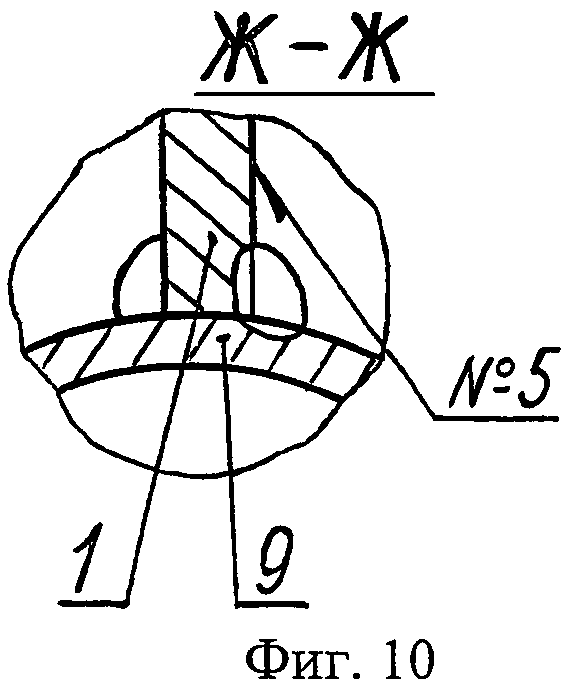
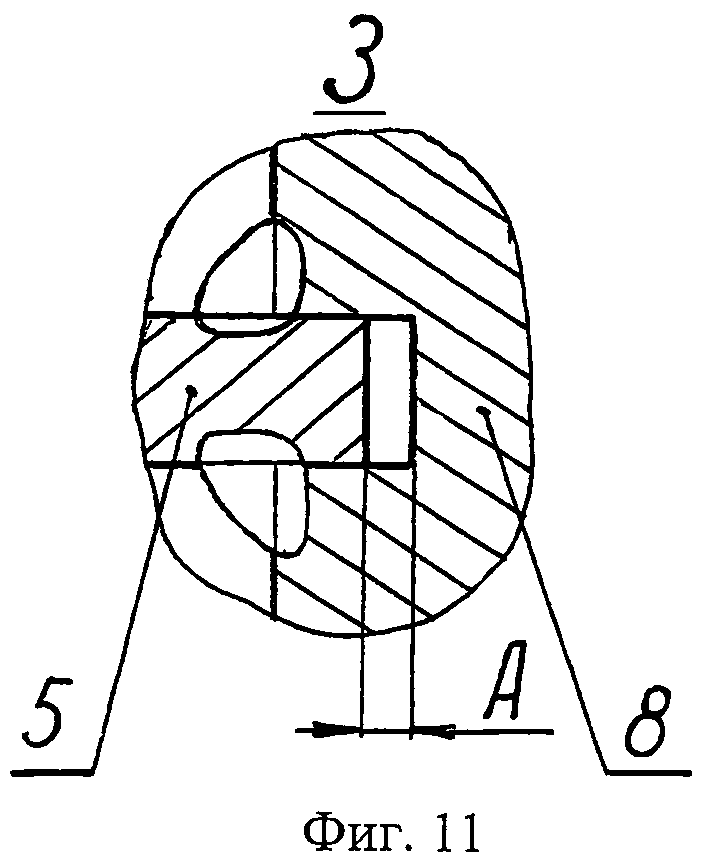
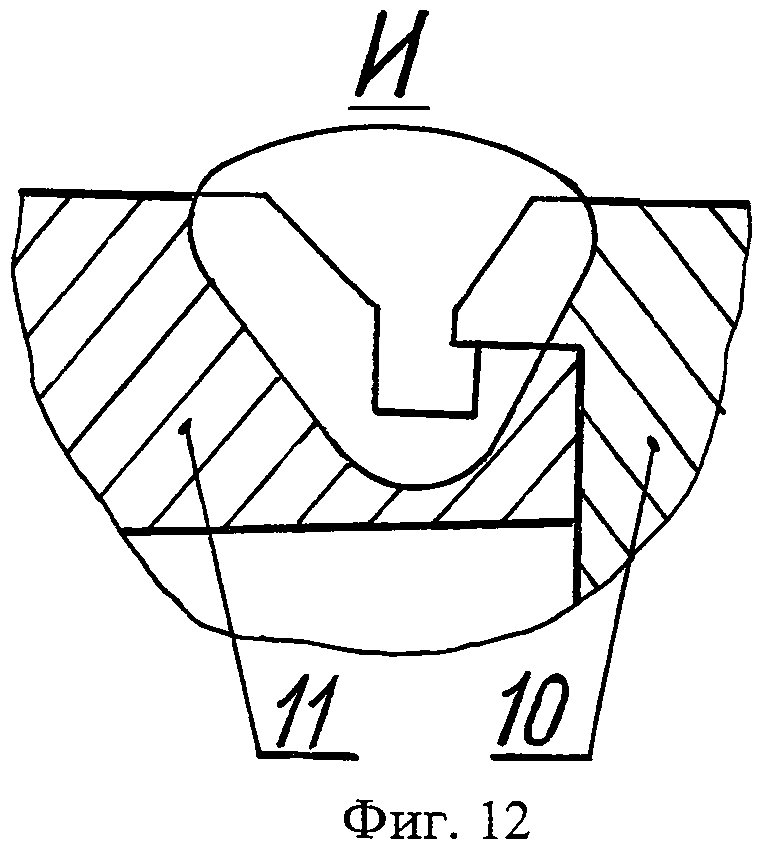
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлена перегородка с фиксаторами; на фиг.2 - сплошная перегородка; на фиг.3 - перегородка с фиксаторами, смещенными на шаг Т; на фиг.4 - общий вид сварной конструкции, на фиг.5 - разрез сварной конструкции; на фиг.6-12 - сварные соединения элементов конструкции.
Изготовление алюминиевой осесимметричной сварной конструкции осуществляют следующим образом. Лазерной резкой из алюминиевого листа, например марки АМг5 или АМг6, вырезают сплошную перегородку 1 (фиг.2) с продольными окнами 2 прямоугольной формы вдоль центральной оси с заданным шагом Т, упорами 3 и опорами 4; а также перегородки 5 и 6 (фиг.1, 2) с фиксаторами 7 вдоль внутренней образующей с шагом 2Т и опорами 4. При этом в перегородке 6 фиксаторы 7 выполняют со смещением на шаг Т относительно фиксаторов 7 перегородки 5. Заднее основание 8, тонкостенный перфорированный кожух 9 с нормированным расположением продольных рядов перфораций 12, втулку 10 и кольцо 11 переднего основания получают механообработкой, причем втулку 10 и кольцо 11 получают из фасонных отливок, например из литейного сплава АМг5Мц. В сварочно-сборочном приспособлении последовательно собирают элементы конструкции и сваривают ручной аргонодуговой сваркой неплавящимся электродом в следующем порядке. Сначала изготавливают две полусборки, одну - из перегородок 1, 5, 6 и втулки 10 переднего основания, а другую - из заднего основания 8 и кожуха 9. При этом последовательно собранные под углом 90° перегородки 1, 5 и 6 сваривают сначала по местам фиксации в окнах 2 швами №1, а затем со втулкой 10 переднего основания швами №2. После этого полусборки объединяют посредством установки до упоров 3 в хвостовой части сваренных перегородок 1, 5, 6 кожуха 9, сваренного с задним основанием 8 швом №3. Сборка полусборок с использованием упоров 3 позволяет обеспечить технологический зазор А между торцами перегородок 1, 5, 6 и задним основанием 8 (в его направляющих пазах). Затем полусборки сваривают между собой, при этом сначала сваривают опоры 4 прерывистыми швами №4 с шахматным расположением, а затем торцы перегородок 1, 5, 6 с задним основанием 8 швами №5. После этого по стыковому замковому соединению автоматической сваркой швом №6 приваривают кольцо 11 ко втулке 10 переднего основания. В частных случаях длину l окон 2 выбирают 0,01…0,03 длины L сплошной перегородки 1, ширину b окон 2 - равной толщине t перегородок 5, 6, количество окон 2 - кратным двум, но не менее 8 на 1 м длины перегородки 1, при этом высоту h фиксаторов 7 выбирают равной толщине t0 сплошной перегородки 1. Втулку 10 и кольцо 11 переднего основания получают жидкой штамповкой на прессовом оборудовании методом литья с кристаллизацией под давлением, для чего приготовленный в плавильной печи алюминиевый литейный сплав, залитый ручным ковшом в матрицу, подвергают пуансонно-поршневому формообразованию.
Заявляемый способ обеспечивает требуемую прочность, продольную прямолинейность протяженной конструкции и повышение технологичности ее изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2437745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2380207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |






Способ предназначен для сварки сложных осесимметричных конструкций из алюминиевых сплавов, включающих сочетание массивных и тонкостенных элементов. Свариваемая конструкция содержит перегородки с торцевыми основаниями, одно из которых сварено с кожухом. Одну из перегородок выполняют сплошной с продольными окнами прямоугольной формы вдоль центральной оси с заданным шагом Т и упорами в хвостовой части. В двух других перегородках вдоль внутренней образующей выполняют фиксаторы с шагом 2Т, со взаимным смещением на шаг Т. Последовательно собранные под углом 90° перегородки сваривают сначала по местам фиксации в окнах, а затем со втулкой переднего основания. В хвостовую часть перегородок вставляют до упоров предварительно сваренный с задним основанием тонкостенный перфорированный кожух с образованием технологических зазоров между торцами перегородок и задним основанием. Сваривают сначала опоры прерывистыми швами с шахматным расположением, а затем торцы перегородок с задним основанием. По стыковому замковому соединению автоматической сваркой приваривают кольцо переднего основания. Изобретение обеспечивает требуемую прочность, продольную прямолинейность протяженной конструкции и повышение технологичности ее изготовления. 2 з.п. ф-лы, 12 ил.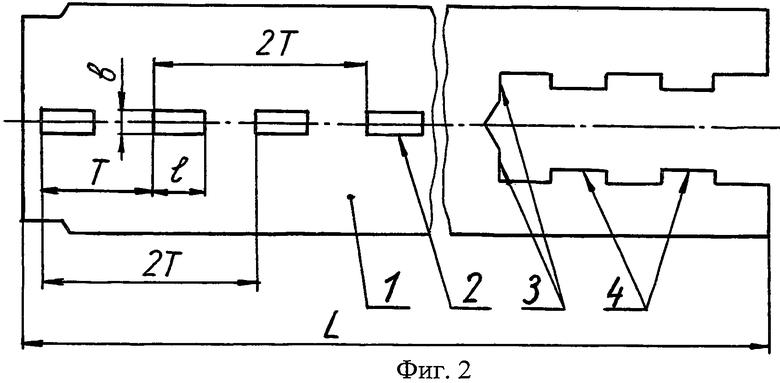
1. Способ изготовления алюминиевой сложной осесимметричной сварной конструкции, содержащей торцевые основания, перегородки с опорами и тонкостенный перфорированный кожух с нормированным расположением продольных рядов перфораций, включающий сборку конструкции в сварочно-сборочном приспособлении и дуговую сварку в среде защитных газов, при этом переднее основание изготавливают в виде втулки и кольца, одну из перегородок выполняют сплошной с продольными окнами прямоугольной формы вдоль центральной оси с заданным шагом Т и упорами в хвостовой части, а в двух других перегородках вдоль образующей выполняют фиксаторы с шагом 2Т со взаимным смещением на шаг Т, перегородки последовательно собирают под углом 90° и сваривают сначала по местам фиксации в окнах, а затем со втулкой переднего основания, потом в хвостовую часть перегородок вставляют до упоров предварительно сваренный с задним основанием тонкостенный перфорированный кожух с образованием технологических зазоров между торцами перегородок и задним основанием и сваривают сначала опоры прерывистыми швами с их шахматным расположением, а затем торцы перегородок с задним основанием, после этого осуществляют автоматическую сварку кольца и втулки переднего основания по стыковому замковому соединению.
2. Способ по п.1, отличающийся тем, что длину окон выбирают 0,01…0,03 длины сплошной перегородки, ширину окон - равной толщине перегородок, а их количество кратным двум, но не менее 8 на 1 м ее длины, при этом высоту фиксаторов выбирают равной толщине сплошной перегородки.
3. Способ по п.1, отличающийся тем, что втулку и кольцо переднего основания получают жидкой штамповкой методом литья с кристаллизацией под давлением.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Способ дуговой сварки плавлением | 1972 |
|
SU518292A1 |
| Способ изготовления сварных ребристых конструкций | 1989 |
|
SU1780521A3 |
| Сварное соединение | 1977 |
|
SU743818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1559579C |
| JP 63215379 A, 07.09.1988 | |||
| JP 61257756 A, 15.11.1986. | |||

