Изобретение относится к получению третичного бутанола (ТБ), который используется в качестве растворителей и полупродуктов для органического синтеза, в частности, для получения чистого изобутилена и изопрена.
Известен способ получения ТБ взаимодействием изобутиленсодержащей фракции углеводородов с водой в присутствии гетерогенного катионитного катализатора при температуре 70-130°C и давлении 10-50 ат, в котором в верхнюю часть реактора-гидрататора в виде сплошной фазы подают воду, а изобутиленсодержащую фракцию углеводородов в виде дисперсной фазы через распределительное устройство подают в нижнюю часть реактора-гидрататора. Скорость движения капелек углеводородов через сплошную фазу поддерживают в интервале 0,10-0,17 м/с. Основное количество получаемого ТБ выводится в виде разбавленного водного потока. Степень превращения изобутилена 96,2-98,5% достигается при объемном соотношении вода: углеводороды 5,3÷8,1:1 (SU 588729).
Основным недостатком данного способа является низкая степень превращения изобутилена, большой расход воды и, как следствие, высокие энергетические затраты на выделение ТБ из разбавленных водных растворов.
Известен способ получения ТБ гидратацией изобутилена при повышенных температуре и давлении в вертикальном колонном реакторе, заполненном формованным ионитным катализатором кислотного типа, при противоточном контакте изобутиленсодержащей фракции углеводородов C4 и воды, выводом из верхней части реактора отработанной C4-фракции и из нижней части реактора ТБ в виде водного раствора, в котором из зоны реакции выводят C4-углеводороды, содержащие 5-50% водного раствора ТБ, с последующим выделением из данного потока водного ТБ и рециклом C4-углеводородов, содержащих непрореагировавший изобутилен, в реактор (SU 859343).
Недостатком данного способа является использование большого 6÷7-кратного объемного избытка воды по отношению к C4-фракции углеводородов для достижения 99,5-99,7%-ной конверсии, низкая производительность (до 170 г изобутилена на 1 литр катализатора в час) и, как следствие, высокие энергетические затраты на выделение спирта из разбавленного водного раствора.
Известны способы получения ТБ гидратацией изобутилена при повышенных температуре и давлении в реакторном узле колонного типа, заполненном ионитным формованным катализатором кислотного типа, при противоточном движении органической фазы - изобутиленсодержащей C4-фракции углеводородов и водной фазы, при диспергировании органической фазы в водной фазе, с отводом из верхней части реакторного узла отработанной C4-фракции, из нижней части реакторного узла водного раствора ТБ и из зоны реакции потока, содержащего углеводороды и ТБ, с последующим отделением углеводородов из данного потока и их рециклом в реакторный узел, в котором процесс осуществляют в реакторном узле, содержащем как минимум два реактора колонного типа и/или два слоя катализатора и имеющем между слоями, по крайней мере, одну свободную от катализатора зону, из которой отводят поток, содержащий углеводороды и ТБ, при этом рециркулирующие в реакторный узел потоки подают при определенной температуре (RU 2304137, RU 2304138, RU 2307823).
Основным недостатком данных способов является сложная конструкция реакторного узла, а также низкая удельная производительность.
Наиболее близким аналогом заявленного способа является способ получения ТБ гидратацией изобутилена при повышенных температуре и давлении путем контакта углеводородной фазы, содержащей изобутилен, с водной фазой, содержащей, главным образом, воду, в реакторах проточного (предреактор) и реакционно-экстракционного типа, заполненных гетерогенными кислотными катализаторами, включающий подачу воды на гидратацию в оба реактора и исходного потока углеводородов, содержащего изобутилен, в реактор проточного типа, выводом из проточного реактора с потоком углеводородов основного количества полученного в проточном реакторе ТБ, последующим разделением ректификацией потока углеводородов на поток, содержащий концентрированный раствор ТБ, и поток, содержащий, главным образом, непрореагировавшие углеводороды, и подачу последнего потока в реактор реакционно-экстракционного типа противотоком к потоку, содержащему, главным образом, воду, при этом процесс осуществляют путем диспергирования углеводородной фазы в водной фазе, количество воды, подаваемой в проточный реактор, не превышает 25% от общего количества воды, подаваемой на гидратацию, а максимальная степень превращения изобутилена в проточном реакторе не превышает 70% (RU 2089536).
Недостатком данного способа является низкая степень конверсии изобутилена (остаточное содержание изобутилена в отработанных C4 фракциях углеводородов составляет более 0,5% масс.) даже при использовании достаточно большого объемного избытка воды, подаваемого на гидратацию, по отношению к объему углеводородов (1,73-4,35 объемов воды на 1 объем исходных углеводородов).
Технической задачей предлагаемого способа является увеличение степени конверсии изобутилена, а также снижение избытка используемой воды и, как следствие, снижение энергетических и материальных затрат на производство ТБ.
Данная задача решается способом получения ТБ гидратацией изобутилена при повышенных температуре и давлении путем контакта углеводородной фазы, содержащей изобутилен, с водной фазой, содержащей, главным образом, воду, при диспергировании одной фазы в другой, в реакторах проточного и реакционно-экстракционного типа, заполненных гетерогенными кислотными катализаторами, включающем подачу воды на гидратацию в оба реактора и исходного потока углеводородов, содержащего изобутилен, в реактор проточного типа, вывод из реактора проточного типа потока углеводородов, содержащих ТБ, разделением данного потока углеводородов путем ректификации на поток, содержащий концентрированный раствор ТБ, и поток, содержащий, главным образом, непрореагировавшие углеводороды, и подачу последнего потока в реактор реакционно-экстракционного типа противотоком к потоку, содержащему, главным образом, воду, в котором большее количество от общего количества изобутилена, подаваемого на гидратацию, конвертируют в ТБ в реакторе проточного типа, а процесс в данном реакторе осуществляют при диспергировании водной фазы в сплошном потоке углеводородной фазы и температуре водного потока, подаваемого на вход проточного реактора, на 5-50°C меньшей температуры водного потока, подаваемого в реакционно-экстракционный реактор.
В качестве изобутиленсодержащей C4-фракции углеводородов могут быть использованы фракции с различным содержанием изобутилена, в частности промышленные бутилен-изобутиленовые и изобутан-изобутиленовые фракции, содержащие 10-65% масс. изобутилена.
В качестве кислотных гетерогенных катализаторов могут быть использованы сульфокатиониты, в частности формованный катализатор КУ-2ФПП по ТУ 2174-022-05842324-2001, катализатор КУ-2-23ФПП по ТУ 2174-050-48158319-2008, макропористые сульфокатиониты в Н-форме различных марок и фирм изготовителей и т.п.
Следующие примеры иллюстрируют способ.
Пример 1
Принципиальная технологическая схема пилотной установки получения ТБ представлена на фиг.1.
Проточный реактор P-1 представляет собой трубу из нержавеющей стали внутренним диаметром 50 мм, оборудованную термостатирующей рубашкой. В реактор загружено 3 л набухшего в воде макропористого сульфокатионита K-2621 фирмы Байер, Германия.
Исходную бутилен-изобутиленовую фракцию (БИФ), содержащую 52,5% масс. изобутилена (поток 1), подают в реактор P-1 под слой катализатора в виде сплошной фазы в количестве 6500 мл/час (3398,9 г/час). Температуру БИФ на входе в реактор поддерживают в интервале 70±5°C.
В верхнюю часть реактора P-1 на слой катализатора через специальное распределительное устройство в виде дисперсной фазы подают смесь потоков 3 и 2:
поток 3 - 900 мл/час (843,0 г/час) водного раствора ТБ с содержанием спирта 13,5% масс. (рецикл из нижней части реактора P-1);
поток 2 - 580 мл/час (577,0 г/час) свежей воды.
Данные потоки перед подачей на слой катализатора предварительно смешивают и охлаждают в теплообменнике T-1 до температуры 50±5°C.
В рубашку реактора P-1 подают теплоноситель из термостата с температурой 70±2°C. В реакторе P-1 поддерживают избыточное давление 1,3 МПа (13 кгс/см2), что обеспечивает нахождение всех компонентов реакционной смеси в жидком состоянии.
Верхом реактора P-1 отводят 6510 мл/час (3975,9 г/час) углеводородной фазы (поток 4) состава, % масс.: изобутилен - 10,77; углеводороды С4 инертные - 40,61; ТБ - 45,07; вода - 3,55.
Из нижней части реактора P-1 отводят 1500 мл/час (1405,0 г/час) водной фазы (поток 3), содержащей 13,2% масс. ТБ, которую в полном объеме рециркулируют в верхнюю часть реактора P-1 на слой катализатора.
Углеводородную фазу, отбираемую из верхней части реактора P-1 (поток 4), подают в ректификационную насадочную колонну Кн-1. Загруженная в данную колонну насадка обеспечивает эффективность разделения, соответствующую более 20-и теоретическим тарелкам.
Из куба ректификационной колонны Кн-1 отводят поток 6 в количестве 2550 мл/час (1933,1 г/час при 60°C), представляющий собой концентрированный водный раствор ТБ, содержащий 7,3% масс. воды, и менее 0,1% масс. углеводородов С4.
Верхом ректификационной колонны отбирают 3640 мл/час (2042,8 г/час) бутилен-изобутиленовой фракции (поток 5), содержащей 20,97% масс. изобутилена и менее 0,1% масс. ТБ, которую с температурой 40±5°C в полном объеме подают под слой катализатора в реактор реакционно-экстракционного типа P-2.
Реактор P-2 представляет собой трубу из нержавеющей стали внутренним диаметром 34 мм, в который загружено 5 л набухшего в воде формованного сульфокатионитного катализатора КУ-2ФПП (высота слоя катализатора 5,5 м).
В реактор P-2 на слой катализатора подают также 10065 мл/час (9642,9 г/час) воды при температуре 100±5°C (сумма потоков 7 и 11).
Верхом реактора P-2 отводят поток 8 в количестве 3770 мл/час, содержащий, главным образом, инертные С4 углеводороды с примесями изобутилена (0,1% масс.) и ТБ (менее 0,1% масс.).
Из нижней части реактора P-2 отводят водный раствор ТБ (поток 9), содержащий 5,6% масс. ТБ и менее 0,05% масс. С4 углеводородов.
Поток 9 в количестве 10720 мл/час (10069,6 г/час) подают в насадочную ректификационную колонну Кн-2, эффективность насадки в которой соответствует более 20-и теоретическим тарелкам.
Верхом колонны Кн-2 отгоняют 880 мл/час (661,1 г/час) водного раствора ТБ с содержанием спирта 85,3% масс. (поток 10), кубом колонны отводят 9820 мл/час (9408,5 г/час) воды (поток 11), содержащей менее 0,1% масс. ТБ, которую при температуре 100±5°C подают на слой катализатора в реактор P-2. В данный поток добавляют дополнительно 245 мл/час (234,4 г/час) свежей воды (поток 7) при температуре 100±5°C.
Объемное соотношение вода:исходные углеводороды С4 составляет 1,62:1 (объемное отношение суммы потоков 7 и 11 к потоку 1). Степень конверсии изобутилена - 99,91%.
Пример 2
Принципиальная технологическая схема пилотной установки получения ТБ представлена на фиг.1, но в качестве реактора P-1 используют адиабатический проточный реактор (без рубашки). В реактор P-1 загружено 3 л набухшего в воде формованного сульфокатионитного катализатора КУ-2-23ФПП. Исходную бутилен-изобутиленовую фракцию (БИФ) (поток 1), содержащую 52,5% масс. изобутилена, подают в виде сплошной фазы в реактор P-1 под слой катализатора в количестве 5500 мл/час (3209,8 г/час). Температуру БИФ на входе в реактор поддерживают 25±3°C.
В верхнюю часть реактора P-1 на слой катализатора через специальное распределительное устройство в виде дисперсной фазы подают смесь потоков 3 и 2:
поток 3 - 12500 мл/час (11715,0 г/час) водного раствора ТБ с содержанием спирта 13,0% масс. (рецикл из нижней части реактора P-1);
поток 2 - 535 мл/час (532,9 г/час) свежей воды.
Данные потоки перед подачей на слой катализатора предварительно смешивают и охлаждают в теплообменнике Т-1 до температуры 70±5°C.
В реакторе P-1 поддерживают избыточное давление 1,4 МПа (14 кгс/см2) для поддержания всех компонентов реакционной смеси в жидком состоянии.
Верхом реактора P-1 отбирают 6160 мл/час (3742,7 г/час) углеводородной фазы (поток 4) следующего состава, % масс.: изобутилен - 12,16; углеводороды С4 инертные - 40,74; ТБ - 43,43; вода - 3,67.
Из нижней части реактора P-1 отводят водную фазу (поток 3), содержащую 13,3% масс. ТБ, которую в полном объеме рециркулируют в верхнюю часть реактора P-1 на слой катализатора.
Углеводородную фазу, отбираемую из верхней части реактора P-1 (поток 4), подают в ректификационную насадочную колонну Кн-1. Загруженная в данную колонну насадка обеспечивает эффективность разделения, соответствующую более 20-и теоретическим тарелкам.
Из куба ректификационной колонны Кн-1 отводят поток 6 в количестве 2320 мл/час (1763,0 г/час при 60°C), представляющий собой концентрированный водный раствор ТБ, содержащий 7,8% масс. воды и менее 0,1% масс. углеводородов С4.
Верхом ректификационной колонны отбирают 3530 мл/час (1979,7 г/час) бутилен-изобутиленовой фракции (поток 5), содержащей 23,0% масс. изобутилена и менее 0,1% масс. ТБ. Данный поток 5 в полном объеме подают в реактор реакционно-экстракционного типа Р-2 под слой катализатора с температурой 40±5°С.
Реактор P-2 представляет собой трубу из нержавеющей стали внутренним диаметром 34 мм, в который загружено 5 л набухшего в воде формованного сульфокатионитного катализатора КУ-2ФПП (высота слоя 5,5 м).
В реактор P-2 на слой катализатора в виде сплошной фазы подают 10200 мл/час (9844,7 г/час) воды (сумма потоков 7 и 11) с температурой 90±5°C.
Верхом реактора Р-2 отводят поток 8 в количестве 3150 мл/час (1527,8 г/час), содержащий, главным образом, инертные С4 углеводороды с примесями изобутилена (0,2% масс.) и ТБ (менее 0,1% масс.).
Из нижней части реактора P-2 отводят водный раствор ТБ (поток 9), содержащий 5,8% масс. спирта и менее 0,05% масс. С4 углеводородов, который в количестве 10880 мл/час (10296,6 г/час) подают в насадочную ректификационную колонну Кн-2. Эффективность насадки колонны Кн-2 соответствует более 20-и теоретическим тарелкам.
Верхом колонны отгоняют 930 мл/час (700,1 г/час) водного раствора ТБ с содержанием спирта 85,3% масс. (поток 10), кубом выводят 10020 мл/час (9596,5 г/час) воды, содержащей менее 0,1% масс. ТБ (поток 11), которую после охлаждения до 90±5°C подают на слой катализатора в реактор P-2. В данный поток добавляют дополнительно 257 мл/час (248,2 г/час) свежей воды при температуре 90±5°C (поток 7).
Объемное соотношение вода:исходные углеводороды C4 составляет 1,95:1. Степень конверсии изобутилена - 99,82%.
Пример 3
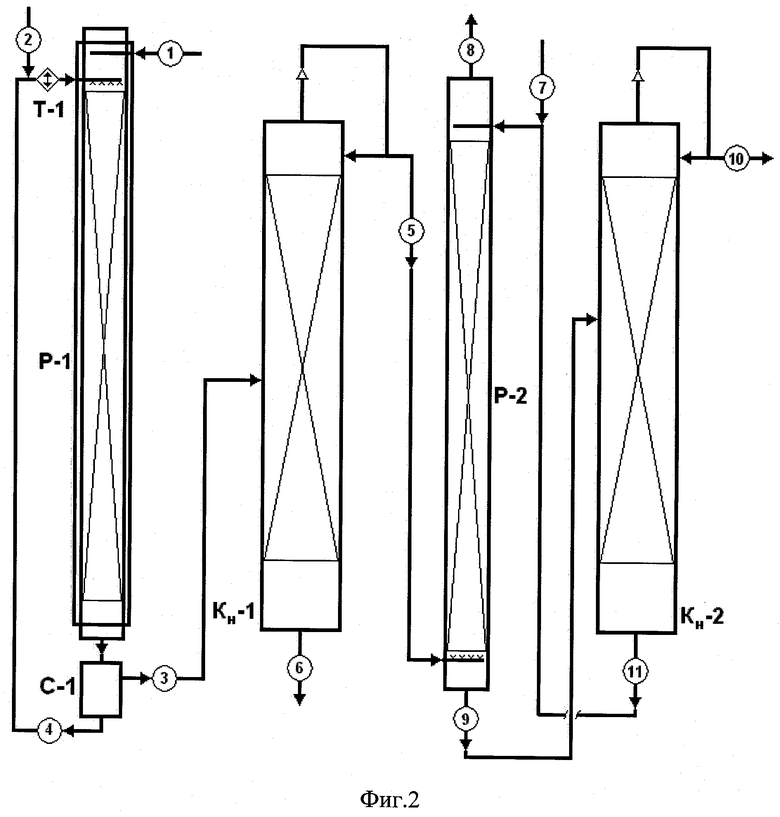
Принципиальная технологическая схема пилотной установки получения ТБ представлена на фиг.2.
Проточный реактор P-1 представляет собой трубу из нержавеющей стали внутренним диаметром 50 мм, оборудованную термостатирующей рубашкой. В реактор загружено 3 л набухшего в воде макропористого сульфокатионита Амберлист-15.
Исходную изобутан-изобутиленовую фракцию (ИИФ), содержащую 46,5% масс. изобутилена (поток 1), подают в виде сплошной фазы в верхнюю часть реактора P-1 на слой катализатора в количестве 7500 мл/час (3666,6 г/час). Температуру ИИФ на входе в реактор поддерживают в интервале 80±5°C.
На слой катализатора через специальное распределительное устройство в виде дисперсной фазы дозируют потоки:
поток 4 - 1100 мл/час (1023,2 г/час) водного раствора ТБ (13,0% масс. спирта) из сепаратора С-1, установленного после реактора P-1;
поток 2 - 545 мл/час (542,1 г/час) свежей воды.
Данные потоки предварительно смешивают и затем нагревают в теплообменнике T-1 до 80±5°C.
Температуру в реакторе P-1 поддерживают в интервале 70-80°C за счет подачи в рубашку реактора P-1 теплоносителя с температурой 70-80°C и избыточное давление 1,6 МПа (16 кгс/см2).
Из нижней части реактора P-1 реакционную массу направляют в сепаратор C-1, где происходит разделение водной и углеводородной фаз.
Водную фазу в полном объеме рециркулируют в реактор P-1 (поток 4), а углеводородную фазу (поток 3) направляют в насадочную ректификационную колонну Кн-1 в количестве 7260 мл/час (4208,7 г/час) следующего состава, % масс.: изобутилен - 10,13; изобутан - 46,61; ТБ - 40,15; вода - 3,11.
Загруженная в колонну Кн-1 насадка обеспечивает эффективность разделения, соответствующую 20-и теоретическим тарелкам.
Кубом ректификационной колонны Кн-1 отводят концентрированный водный раствор ТБ (поток 6), содержащий 7,2% масс. воды и менее 0,1% масс. углеводородов C4, в количестве 2400 мл/час (1820,9 г/час при 60°C).
Верхом ректификационной колонны Кн-1 отбирают 4550 мл/час (2387,8 г/час) изобутан-изобутиленовой фракции (поток 5), содержащей 17,85% масс. изобутилена и менее 0,1% масс. ТБ. Данный поток 5 в виде дисперсной фазы через специальное распределительное устройство и температурой 50±5°C подают в реактор P-2 под слой катализатора.
Реактор P-2 представляет собой трубу из нержавеющей стали с внутренним диаметром 34 мм, в который загружено 5 л набухшего в воде формованного сульфокатионитного катализатора КУ-2-23ФПП (высота слоя катализатора 5,5 м).
В реактор P-2 на слой катализатора в виде сплошной фазы подают 10090 мл/час (9768,5 г/час) воды (потоки 7 и 11) с температурой 85±5°C.
Верхом реактора P-2 отводят 4250 мл/час (1963,6 г/час) изобутана, содержащего 0,1% масс. изобутилена и менее 0,1% масс. ТБ (поток 8).
Из нижней части реактора P-2 отводят водный раствор ТБ (поток 9), содержащий 5,5% масс. спирта и менее 0,05% масс. C4 углеводородов, который в количестве 10770 мл/час (10192,7 г/час) подают в насадочную ректификационную колонну Кн-2, эффективность насадки в которой соответствует более 20-и теоретическим тарелкам.
Верхом колонны Кн-2 отбирают 870 мл/час (657,1 г/час) водного раствора ТБ с содержанием спирта 85,3% масс. (поток 10).
Из куба колонны Кн-2 отводят 9950 мл/час (9535,5 г/час) воды (поток 11), содержащей менее 0,1% масс. ТБ, которую после охлаждения до 85±5°C подают на слой катализатора в реактор P-2. В данный поток добавляют дополнительно 240 мл/час (233,0 г/час) свежей воды при температуре 85±5°C (поток 7).
Объемное соотношение вода:исходные углеводороды C4 составляет 1,41:1. Степень конверсии изобутилена - 99,89%.
Пример 4
Принципиальная технологическая схема пилотной установки получения ТБ представлена на фиг.2.
Проточный реактор P-1 представляет собой трубу из нержавеющей стали внутренним диаметром 50 мм, оборудованную термостатирующей рубашкой. В реактор загружено 3 л набухшего в воде формованного сульфокатионитного катализатора КУ-2-23ФПП.
Исходную изобутан-изобутиленовую фракцию (ИИФ), содержащую 46,5% масс. изобутилена (поток 1), подают в виде сплошной фазы в верхнюю часть реактора P-1 на слой катализатора в количестве 7000 мл/час (3354,4 г/час). Температуру ИИФ на входе в реактор поддерживают в интервале 85±5°C.
На слой катализатора через специальное распределительное устройство в виде дисперсной фазы дозируют потоки:
поток 4 - 500 мл/час (468,6 г/час) водного раствора ТБ (13,0% масс. спирта) из сепаратора C-1, установленного после реактора P-1;
поток 2 - 471 мл/час (470,6 г/час) свежей воды.
Данные потоки предварительно смешивают и затем нагревают в теплообменнике Т-1 до 85±5°C.
Температуру в реакторе P-1 поддерживают в интервале 70-85°C за счет подачи в рубашку реактора P-1 теплоносителя с температурой 70-80°C и избыточное давление 1,6 МПа (16 кгс/см2).
Из нижней части реактора P-1 реакционную массу направляют в сепаратор C-1, где происходит разделение водной и углеводородной фаз.
Водную фазу в полном объеме рециркулируют в реактор P-1 (поток 4), а углеводородную фазу (поток 3) направляют в насадочную ректификационную колонну Кн-1 в количестве 6630 мл/час (3825,0 г/час) следующего состава, % масс.: изобутилен - 11,01; изобутан - 46,92; ТБ - 39,34; вода - 2,73.
Загруженная в колонну Кн-1 насадка обеспечивает эффективность разделения, соответствующую более 20-и теоретическим тарелкам.
Кубом ректификационной колонны Кн-1 отводят концентрированный водный раствор ТБ (поток 6), содержащий 6,5% масс. воды и менее 0,1% масс. углеводородов C4, в количестве 2120 мл/час (1609,3 г/час при 60°C).
Верхом ректификационной колонны Кн-1 отбирают 4110 мл/час (2215,7 г/час) изобутан-изобутиленовой фракции (поток 5), содержащей 19,0% масс. изобутилена и менее 0,1% масс. ТБ. Данный поток 5 в виде дисперсной фазы через специальное распределительное устройство и температурой 40±5°C подают в реактор P-2 под слой катализатора.
Реактор P-2 представляет собой трубу из нержавеющей стали с внутренним диаметром 34 мм, в который загружено 5 л набухшего в воде формованного сульфокатионитного катализатора КУ-2ФПП (высота слоя катализатора 5,5 м).
В реактор P-2 на слой катализатора в виде сплошной фазы подают 9890 мл/час (9475,3 г/час) воды (потоки 7 и 11) с температурой 100±5°C.
Верхом реактора P-2 отводят 4200 мл/час (1796,4 г/час) изобутана, содержащего 0,1% масс. изобутилена и менее 0,1% масс. ТБ (поток 8).
Из нижней части реактора отводят водный раствор ТБ (поток 9), содержащий 5,6% масс. спирта и менее 0,05% масс. C4 углеводородов, который в количестве 10540 мл/час (9894,6 г/час) подают в насадочную ректификационную колонну Кн-2, эффективность насадки в которой соответствует более 20-и теоретическим тарелкам.
Верхом колонны Кн-2 отбирают 860 мл/час (649,6 г/час) водного раствора ТБ с содержанием спирта 85,3% масс. (поток 10).
Из куба колонны Кн-2 отводят 9650 мл/час (9245,0 г/час) воды (поток 11), содержащей менее 0,1% масс. ТБ, которую при температуре 100±5°C подают на слой катализатора в реактор P-2. В данный поток добавляют дополнительно 240 мл/час (230,3 г/час) свежей воды (поток 7) с температурой 100±5°C.
Объемное соотношение вода:исходные углеводороды C4 составляет 1,48:1. Степень конверсии изобутилена - 99,88%.
Таким образом, проведение процесса предлагаемым способом позволяет увеличить степень конверсии изобутилена с 99,5 до 99,82-99,91 при использовании меньшего объемного избытка воды (1.4-1.9) по отношению к углеводородам, подаваемым на гидратацию, при сохранении высокой производительности (195-224 кг изобутилена/м3 катализатора ·час) и тем самым снизить энергетические и материальные затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТАНОЛА | 2012 |
|
RU2507190C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТИЛОВОГО СПИРТА | 2006 |
|
RU2307823C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТАНОЛА | 1995 |
|
RU2076091C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТ.БУТАНОЛА | 1995 |
|
RU2089536C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТИЛОВОГО СПИРТА | 2006 |
|
RU2304138C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2135448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТИЛОВОГО СПИРТА | 2006 |
|
RU2304137C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТИЛОВОГО СПИРТА | 2010 |
|
RU2485089C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1992 |
|
RU2104993C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА | 1995 |
|
RU2091442C1 |

Изобретение относится к способу получения третичного бутанола, который используется в качестве растворителя и полупродукта для органического синтеза. Способ заключается в гидратации изобутилена при повышенных температуре и давлении путем контакта углеводородной фазы, содержащей изобутилен, с водной фазой, содержащей, главным образом, воду, при диспергировании одной фазы в другой в реакторах проточного и реакционно-экстракционного типа, заполненных гетерогенными кислотными катализаторами, с подачей воды на гидратацию в оба реактора и исходного потока углеводородов, содержащего изобутилен, в реактор проточного типа, выводом из реактора проточного типа потока углеводородов, содержащих третичный бутанол, разделением данного потока углеводородов путем ректификации на поток, содержащий концентрированный раствор третичного бутанола, и поток, содержащий, главным образом, непрореагировавшие углеводороды, и подачей последнего потока в реактор реакционно-экстракционного типа противотоком к потоку, содержащему, главным образом, воду. При этом большее количество от общего количества изобутилена, подаваемого на гидратацию, конвертируют в третичный бутанол в реакторе проточного типа, а процесс в данном реакторе осуществляют при диспергировании водной фазы в сплошном потоке углеводородной фазы и температуре водного потока, подаваемого на вход проточного реактора, на 5-50°С меньшей температуры водного потока, подаваемого в реакционно-экстракционный реактор. Предлагаемые условия осуществления способа позволяют увеличить степень конверсии изобутилена, а также снизить избыток используемой воды и, как следствие, снизить энергетические и материальные затраты на производство целевого продукта. 2 ил.
Способ получения третичного бутанола гидратацией изобутилена при повышенных температуре и давлении путем контакта углеводородной фазы, содержащей изобутилен, с водной фазой, содержащей, главным образом, воду, при диспергировании одной фазы в другой, в реакторах проточного и реакционно-экстракционного типа, заполненных гетерогенными кислотными катализаторами, включающий подачу воды на гидратацию в оба реактора и исходного потока углеводородов, содержащего изобутилен, в реактор проточного типа, вывод из реактора проточного типа потока углеводородов, содержащих третичный бутанол, разделением данного потока углеводородов путем ректификации на поток, содержащий концентрированный раствор третичного бутанола, и поток, содержащий, главным образом, непрореагировавшие углеводороды, и подачу последнего потока в реактор реакционно-экстракционного типа противотоком к потоку, содержащему, главным образом, воду, отличающийся тем, что большее количество от общего количества изобутилена, подаваемого на гидратацию, конвертируют в третичный бутанол в реакторе проточного типа, а процесс в данном реакторе осуществляют при диспергировании водной фазы в сплошном потоке углеводородной фазы и температуре водного потока, подаваемого на вход проточного реактора, на 5-50°С меньшей температуры водного потока, подаваемого в реакционно-экстракционный реактор.
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТ.БУТАНОЛА | 1995 |
|
RU2089536C1 |
| Способ получения изопропанола или трет-бутанола | 1987 |
|
SU1581216A3 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 6111148 A, 29.08.2000 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

