Способ относится к области технических измерений, в частности к измерениям геометрических параметров крупногабаритных деталей, размеры которых выходят за габариты диапазона измерений координатно-измерительной машины (КИМ), а так же деталей небольших размеров, сложной формы. Способ применим при измерении деталей, которые хотя и помещаются в рабочем объеме КИМ, но для измерения параметров требуют ощупывания различных поверхностей детали, доступ к которым при одном установе невозможен.
Известен способ контроля деталей с перебазированием на координатно-измерительных машинах (Сох М.G., Measurement of artefacts using repositioning methods. //NPL Report CLM2, November 1997). В данном способе для создания промежуточных баз используются церодуровые сферы, закрепляемые на детали при помощи резьбовых стержней, ввинчивающихся в отверстия на детали. Это требует внесения изменения в конструкцию детали, что в ряде случаев является невозможньм.
Данный способ контроля деталей с перебазированием выбран в качестве прототипа.
Задачей, на решение которой направлено заявляемое решение, является обеспечение контроля деталей на КИМ с перебазированием без внесения изменений в конструкцию деталей.
Для решения поставленной задачи в качестве базовых точек берутся следующие точки, относящиеся к конструктивным элементам детали:
- либо центра основания глухих цилиндрических отверстий;
- либо точки пересечения трех плоских граней детали;
- либо экстремальные точки на нерегулярной поверхности деталей (минимумы и максимумы);
- либо комбинации вышеуказанных вариантов.
При этом координаты опорных точек в каждом случае следует вычислять методом минимизации суммы квадратов отклонений, а матрицу  представить в виде произведения матриц параллельного переноса и вращений вокруг осей:
представить в виде произведения матриц параллельного переноса и вращений вокруг осей:
где  - матрица вращения вокруг оси X;
- матрица вращения вокруг оси X;
 - матрица вращения вокруг оси Y;
- матрица вращения вокруг оси Y;
 - матрица вращения вокруг оси Z;
- матрица вращения вокруг оси Z;
 - матрица параллельного переноса.
- матрица параллельного переноса.
Заявляемый способ контроля геометрических параметров деталей на координатно-измерительной машине с применением перебазирования заключается в установке контролируемой детали в КИМ, ее базировании и получении координат точек, измеренных в разных положениях, в одной системе координат с последующим аффинным (т.е. не изменяющим расстояние между точками) преобразованием их в другую систему координат. Аффинное преобразования точек одной системы координат  в другую систему координат
в другую систему координат  выражают в виде ортогональной матрицы 4×4, записывая уравнение преобразования в виде:
выражают в виде ортогональной матрицы 4×4, записывая уравнение преобразования в виде:
 ,
,
т.е.
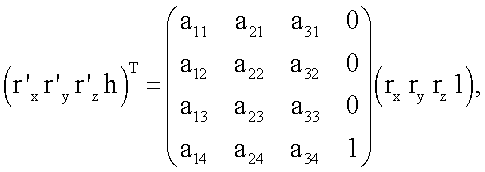
где rx, ry, rz - координаты точек в исходной системе координат;
 ,
,  ,
,  h - гомогенные координаты точек в преобразованной системе координат;
h - гомогенные координаты точек в преобразованной системе координат;
Т - обозначение транспонированной матрицы,
и далее выполнением перспективного деления:
 .
.
Чтобы найти значения элементов матрицы необходимо выполнить измерение координат не менее трех (поскольку матрица  ортогональная) точек в каждой из объединяемых систем координат, выбранных в качестве опорных точек.
ортогональная) точек в каждой из объединяемых систем координат, выбранных в качестве опорных точек.
В качестве опорных точек берутся следующие точки, относящиеся к конструктивным элементам детали:
- либо центра основания глухих цилиндрических отверстий;
- либо точки пересечения трех плоских граней детали;
- либо экстремальные точки на нерегулярной поверхности деталей (минимумы и максимумы);
- либо комбинации вышеуказанных элементов.
При этом координаты опорных точек в каждом случае следует вычислять методом минимизации суммы квадратов отклонений, а матрицу представить в виде произведения матриц параллельного переноса и вращения вокруг осей:
где - матрица вращения вокруг оси X;
- матрица вращения вокруг оси Y;
- матрица вращения вокруг оси Z;
- матрица параллельного переноса.
В результате все точки преобразуются в одну систему координат.
В случае, когда перебазирование детали осуществляется без пространственного вращения, только в одной плоскости (например, в случае, когда деталь перемещается по плите координатно-измерительной машины), достаточно измерения только двух точек, причем необходимо измерить только две компоненты координат этих точек (не измеряя ту компоненту, которая определяет расстояние от точки до плоскости перемещения, как правило, компоненту Z). Тогда для плоского перемещения возможно использовать следующие точки:
- либо центра проекций отверстий детали на плоскость перемещения;
- либо центра поперечных сечений цилиндрических поверхностей детали.
В этом случае матрица преобразования координат будет иметь вид:
где  - матрица вращения вокруг вертикальной оси КИМ;
- матрица вращения вокруг вертикальной оси КИМ;
 - матрица параллельного переноса в плоскости КИМ,
- матрица параллельного переноса в плоскости КИМ,
позволяя упростить вычисления, поскольку матрица может быть вычислена путем совмещения центроидов множества опорных точек (по теореме Хорна), после чего нахождение матрицы сводится к задаче нелинейной оптимизации функции одной переменной, поскольку элементы матрицы при плоском вращении зависят только от угла поворота. Для этого может быть применен алгоритм численной оптимизации Левенберга-Маркардта.
Использование предлагаемого способа по сравнению с прототипом позволяет выполнить контроль геометрических параметров деталей с перебазированием без изменения конструкции деталей и уменьшает время контроля (поскольку не требуется закрепление сфер на детали).
Рассмотрим конкретный пример осуществления заявляемого способа.
Предположим, что имеется деталь с четырьмя отверстиями, центры которых расположены на одной прямой (см. чертеж).
Необходимо измерить расстояния от центра первого отверстия до центра каждого из оставшихся трех отверстий, принимая во внимание, что диапазон измерения доступной КИМ вдоль самой длинной оси Y равен 1500 мм, в связи с этим измерить деталь за один установ невозможно.
Для решения поставленной задачи достаточно получить координаты центров всех отверстий в одной системе координат. Для базирования используем центры отверстий 2 и 3, тогда система координат будет иметь вид:
- ось Х проходит через центры отверстий 2 и 3;
- ось Z перпендикулярна плоскости эскиза;
- ось Y перпендикулярна двум предыдущим осям;
- начало координат находится в центре отверстия 2.
Саму же деталь расположим в рабочем объеме КИМ так, чтобы возможно было выполнить ощупывание отверстий 1, 2 и 3. Т.к. диапазон измерения вдоль оси Y составляет 1500 мм, мы можем это сделать.
Для измерения четвертого отверстия переместим деталь таким образом, чтобы в рабочем объеме машины были доступны для измерения отверстия 2, 3 и 4. Измеряя координаты отверстий 2 и 3 мы связываем две системы координат между собой, тем самым можем получить координаты всех четырех отверстий в одной системе координат.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ЦЕНТРА И РАДИУСА ЦИЛИНДРИЧЕСКИХ УЧАСТКОВ ДЕТАЛЕЙ | 2014 |
|
RU2581384C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ СКРЫТЫХ КОНТРОЛЬНЫХ ТОЧЕК ПРИ ИЗМЕРЕНИИ ОТКЛОНЕНИЙ ОТ КРУГОВОЙ ФОРМЫ СЕЧЕНИЙ КОРПУСОВ ЦИЛИНДРИЧЕСКИХ ВСТАВОК СУДОВ ИЛИ ПОДВОДНЫХ ЛОДОК | 2014 |
|
RU2575593C2 |
| Способ измерения формы деталей, изогнутых из листового металлопроката, и устройство для его осуществления | 2018 |
|
RU2685793C1 |
| СПОСОБ ОБРАЗОВАНИЯ В ОДНОЙ ПЛОСКОСТИ ПРИВАЛОЧНЫХ ПОВЕРХНОСТЕЙ В ДЕТАЛЯХ КОРПУСА БРОНИРОВАННОЙ МАШИНЫ ПОД УСТАНОВКУ ЭЛЕМЕНТОВ КРЕПЛЕНИЯ МИННОГО ТРАЛА | 2011 |
|
RU2478903C2 |
| СПОСОБ КОНТРОЛЯ ОПТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ С ОБЪЕКТОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2188389C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ПЛОСКОСТИ | 2006 |
|
RU2307319C1 |
| Способ измерения формы поверхности детали | 1990 |
|
SU1753237A1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТОЧНОСТИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА "ТЕЛО ВРАЩЕНИЯ" | 2011 |
|
RU2471145C1 |
| СПОСОБ КАЛИБРОВКИ ВИДЕОГРАММЕТРИЧЕСКИХ СИСТЕМ И КОНТРОЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2645432C1 |
Изобретение относится к области технических измерений, в частности к измерениям геометрических параметров крупногабаритных деталей, размеры которых выходят за габариты диапазона измерений координатно-измерительной машины (КИМ). Сущность: способ включает установку детали в КИМ, ее базирование, измерение координат, перебазирование детали, создание промежуточной базы, преобразование точек одной системы координат в другую систему координат , выраженное в виде ортогональной матрицы 4×4. В качестве опорных точек для создания промежуточной базы берутся следующие точки, относящиеся к конструктивным элементам детали: либо центра основания глухих цилиндрических отверстий; либо точки пересечения трех плоских граней детали; либо экстремальные точки на нерегулярной поверхности деталей (минимумы и максимумы); либо комбинация из вышеперечисленных конструктивных элементов детали. При этом координаты опорных точек в каждом случае следует вычислять методом минимизации суммы квадратов отклонений, а матрицу  представить в виде произведения матриц параллельного переноса и вращений вокруг осей, после чего все точки преобразуются в одну систему координат. Технический результат: обеспечение контроля деталей на КИМ с перебазированием без внесения изменений в конструкцию деталей. 1 з.п. ф-лы, 1 ил.
представить в виде произведения матриц параллельного переноса и вращений вокруг осей, после чего все точки преобразуются в одну систему координат. Технический результат: обеспечение контроля деталей на КИМ с перебазированием без внесения изменений в конструкцию деталей. 1 з.п. ф-лы, 1 ил.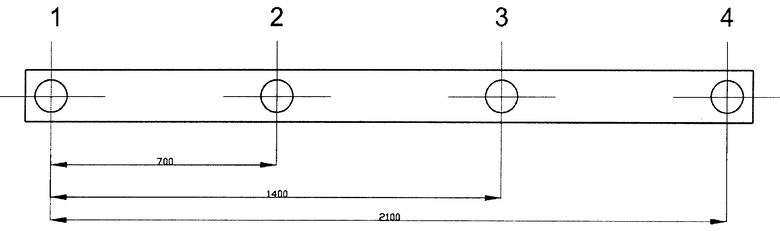
1. Способ контроля геометрических параметров деталей на координатно-измерительной машине (КИМ), включающий установку детали в КИМ, ее базирование, измерение координат, перебазирование детали, создание промежуточной базы, преобразование точек одной системы координат в другую систему координат , выраженное в виде ортогональной матрицы 4×4, записывая уравнение преобразования в виде:
т.е.
где rх, ry, rz - координаты точек в исходной системе координат;
, , , h - гомогенные координаты точек в преобразованной системе координат;
Т - обозначение транспонированной матрицы, и далее выполнение перспективного деления:

отличающийся тем, что в качестве опорных точек для создания промежуточной базы берутся следующие точки, относящиеся к конструктивным элементам детали:
либо центра основания глухих цилиндрических отверстий;
либо точки пересечения трех плоских граней детали;
либо экстремальные точки на нерегулярной поверхности деталей (минимумы и максимумы);
- либо комбинация из вышеперечисленных конструктивных элементов детали,
при этом координаты опорных точек в каждом случае следует вычислять методом минимизации суммы квадратов отклонений, а матрицу  представить в виде произведения матриц параллельного переноса и вращений вокруг осей:
представить в виде произведения матриц параллельного переноса и вращений вокруг осей:
где - матрица вращения вокруг оси X;
- матрица вращения вокруг оси Y;
- матрица вращения вокруг оси Z;
- матрица параллельного переноса, после чего все точки преобразуются в одну систему координат.
2. Способ контроля геометрических параметров деталей на координатно-измерительной машине (КИМ) по п.1, отличающийся тем, что в случае, когда перебазирование детали осуществляется без вращения, только в одной плоскости, измеряются только две компоненты координат следующих точек:
центра проекций отверстий детали на плоскость перемещения;
центра поперечных сечений цилиндрических поверхностей детали, при этом матрица преобразования координат будет иметь вид:
где - матрица вращения вокруг вертикальной оси КИМ;
- матрица параллельного переноса в плоскости КИМ,
при этом матрица вычисляется путем совмещения центроидов множества опорных точек (по теореме Хорна).
| СОХ М.G, MEASUREMENT OF ARTEFACTS USING REPOSITIONING METHODS | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 2008228441 A1, 18.09.2008 | |||
| US 2008028626 A1, 07.02.2008 | |||
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ КРУПНОГАБАРИТНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096741C1 |

