Настоящее изобретение относится к прокатному моноблоку с промежуточным охлаждением.
Согласно принятой технологии для изготовления катанки в прокатном цехе или прокатном стане используется заготовка, предварительно нагретая до температуры, превышающей температуру рекристаллизации. После такого нагрева заготовка подвергается прокатке для постепенного уменьшения ее поперечного сечения до заданного размера.
В процессе горячей прокатки стальной катанки на конечных операциях прокатки используется прокатный стан, состоящий из 8-10 прокатных клетей, расположенных друг за другом и управляемых с помощью двух трансмиссий, приводимых в движение двумя или несколькими двигателями, которые могут быть установлены последовательно.
Поскольку скорость прокатки высокая, то для сведения к минимуму риска образования препятствий между клетями они, как правило, расположены очень близко друг к другу, при этом минимальные расстояния между ними могут составлять даже 800 мм.
Пластическая деформация, которой подвергается сортовой прокат на последовательных проходах, вызывает значительное увеличение его температуры. Между клетями могут быть предусмотрены охлаждающие устройства.
Однако из-за того, что имеющееся в наличии время очень ограничено по причине малого расстояния между клетями и высокой скорости прокатки, охлаждающие устройства не могут обеспечивать отвод тепловой энергии, выделяемой при пластической деформации, и поддержание постоянной температуры прокатного прутка.
Действительно, скорость катанки на входе в первую клеть может составлять 10-20 м/с, а на выходе - 60-100 м/с.
В таких условиях даже мягкая сталь с малым содержанием углерода, для которой требуется небольшая деформация, подается в первую клеть при температуре 950°С и выходит из десятой клети с температурой 1100-1150°С, если конечная скорость равна 100 м/с.
При такой большой температуре прокатки на последних проходах в сортовом прокате образуются металлургические структуры, непригодные для его непосредственного использования в дальнейшем.
В указанных выше условиях внутри прокатного прутка можно легко обнаружить грубые перлитные структуры, а также бейнитные и даже мартенситные структуры, что требует проведения сложных термоциклов для прутка перед его конечным использованием. С другой стороны, из термомеханической прокатки известно, что при прокатке с более низкими температурами, примерно 750-900°С, изделие, полученное из любой стали, имеет полностью перлитную структуру с тонкими цементитными слоями, которая особенно подходит для протяжки или холодного деформирования катанки, без необходимости в специальной термообработке перед окончательным использованием.
Основной целью изобретения является создание прокатных систем и установок, которые позволяют управлять температурой сортового проката, особенно на последних проходах.
Для этого, согласно изобретению, предложен моноблок, охарактеризованный в формуле изобретения.
Особенности и преимущества изобретения в сравнении с уровнем техники станут более понятны из последующего описания со ссылками на чертеж, на котором схематично изображен моноблок с промежуточным охлаждением.
Как видно на чертеже, прокатный моноблок 10 с промежуточным охлаждением содержит первый блок В1 и второй блок В2, между которыми установлен основной блок 12 управления.
Моноблок 10 в общем состоит из 8 или 10 клетей, однако их количество может быть меньше или больше.
В данном случае первый, если смотреть в направлении F прокатки, блок В1 содержит четыре прокатные клети G1-G4, а второй блок В2 - шесть прокатных клетей G5-G10.
Второй блок В2 установлен на подвижной тележке, на которой также расположен второй альтернативный блок В'2, предназначенный для быстрой замены ряда клетей второго блока В2.
Каждый из двух вторых блоков В2 и В'2 на выходном участке снабжен калибратором 13 и 13' соответственно.
Кроме того, в обоих блоках предусмотрены охлаждающие устройства 14 с разъемными соединителями 15.
Как правило, первый блок В1 содержит G1-Gm клетей, а второй блок В2 G(m+1)-Gn клетей, где m предпочтительно, но необязательно, равно 4, а n предпочтительно, но необязательно, равно 8 или 10.
Блок В1 расположен по ходу прокатки перед основным блоком управления, а блок В2 за основным блоком управления.
Между первым и вторым блоками сортовой прокат 11 проходит по кольцевому контуру А, протяженность которого обеспечивает возможность достаточного охлаждения сортового проката до требуемой температуры с соответствующим выравниванием температуры внутри прутка, позволяющим выполнять прокатку на последующих проходах при управляемой температуре.
В кольцевом контуре А имеются следующие устройства, расположенные последовательно в направлении F прокатки:
- первый протяжной механизм 20, служащий для поддержания сортового проката 11 в натянутом состоянии на выходе первого блока В1 и позволяющий ему проходить через охлаждающие устройства 23 для охлаждения всего сортового проката, включая оголовок;
- ножницы 24 для отрезания оголовка охлажденного сортового проката, чтобы исключить препятствия на входе следующей клети;
- второй протяжной механизм 21, служащий для поддержания сортового проката в натянутом состоянии на выходе ножниц или охлаждающего устройства. В частности, второй протяжной механизм установлен так, что когда он протягивает сортовой прокат 11, первый протяжной механизм 20, расположенный перед охлаждающим устройством 23, открывается и не протягивает сортовой прокат;
- кольцевой контур 25, позволяющий избежать натяжения сортового проката во время прохождения между двумя указанными блоками. Кольцевой контур 25 выполнен так, что направляет материал при прохождении первой части сортового проката и впоследствии открывается и освобождает сортовой прокат, чтобы он располагался между блоками в соответствии с его фактической длиной;
- третий протяжной механизм 22, расположенный между кольцевым контуром 25 и вторым блоком В2 и служащий для обеспечения поступления сортового проката во второй блок. После захвата сортового проката вторым блоком третий протяжной механизм 22 открывается и сортовой прокат протягивается самой клетью второго блока.
Если внутри блока не предусмотрено охлаждение, то температура в каждой клети первого блока В1 повышается примерно на 15°С. Однако сортовой прокат частично охлаждается на выходе каждой клети в результате излучения. В особенности на выходе клетей, создающих катанку с сочетанием овального и круглого сечения, предусмотрено охлаждающее устройство, снижающее температуру на 3-4°С уже в первом блоке.
Если температура на входе первого блока В1 составляет 880°С, то на выходе этого блока, т.е. после четырех клетей и на входе кольцевого контура А, температура будет около 945-950°С. Затем, при движении по кольцевому контуру А, сортовой прокат охлаждается с помощью охлаждающих устройств 23 до такой температуры, что, несмотря на последующий нагрев в результате деформирования во втором блоке В2, на последних проходах достигается желательная температура менее 900°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| СИСТЕМА ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНОГО ПРОКАТА ЗА СТАНОМ ГОРЯЧЕЙ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1994 |
|
RU2096100C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЖАТИЯ СЕЧЕНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ В ВИДЕ ТОНКОГО ПРУТКА И ИХ КАЛИБРОВКИ ПО РАЗМЕРУ | 2005 |
|
RU2358817C2 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| ОХЛАЖДАЮЩАЯ ТРАССА КРУГЛЫХ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2320436C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
Изобретение предназначено для упрощения управления температурой сортового проката в процессе прокатки. Прокатный моноблок содержит первый блок (В1) прокатных клетей (G1-Gm) и второй блок (В2) прокатных клетей (Gm+1-Gn). Согласно изобретению между этими блоками (В1, В2) предусмотрен кольцевой контур (А) для охлаждения сортового проката (11). Возможность поддержания требуемой температуры проката по всей его длине, включая оголовок, с беспрепятственной передачей проката в натянутом состоянии в последующие клети обеспечивается за счет того, что кольцевой контур (А) содержит последовательно расположенные в направлении (F) прокатки первый протяжной механизм (20) для поддержания сортового проката (11) в натянутом состоянии на выходе первого блока (В1) при прохождении через охлаждающие устройства (23), ножницы (24) для отрезания оголовка охлажденного сортового проката, второй протяжной механизм (21) для поддержания сортового проката в натянутом состоянии на выходе ножниц или охлаждающего устройства, круговую петлю (25) для исключения натяжения сортового проката во время его прохождения между двумя указанными блоками, третий протяжной механизм (22), расположенный между кольцевым контуром (25) и вторым блоком (В2), обеспечивающий поступление сортового проката во второй блок. 5 з.п. ф-лы, 1 ил.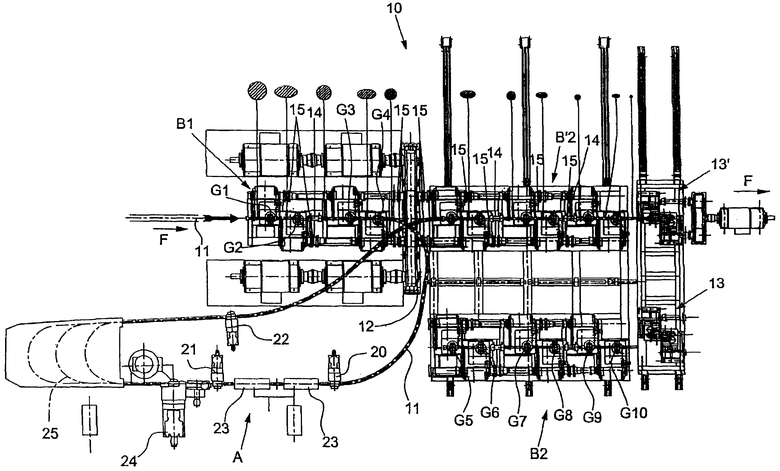
1. Прокатный моноблок, содержащий первый блок (В1) прокатных клетей (G1-Gm) и второй блок (В2) прокатных клетей (Gm+1-Gn), характеризующийся тем, что между двумя блоками (В1, В2) предусмотрен кольцевой контур (А) для охлаждения сортового проката (11), при этом кольцевой контур (А) содержит последовательно расположенные в направлении (F) прокатки первый протяжной механизм (20) для поддержания сортового проката (11) в натянутом состоянии на выходе первого блока (В1) при прохождении через охлаждающие устройства (23), ножницы (24) для отрезания оголовка охлажденного сортового проката, второй протяжной механизм (21) для поддержания сортового проката в натянутом состоянии на выходе ножниц или охлаждающего устройства, круговую петлю (25) для исключения натяжения сортового проката во время его прохождения между двумя указанными блоками, третий протяжной механизм (22), расположенный между круговой петлей (25) и вторым блоком (В2), обеспечивающий поступление сортового проката во второй блок.
2. Моноблок по п.1, отличающийся тем, что второй протяжной механизм (21) установлен таким образом, что когда он протягивает сортовой прокат (11), первый протяжной механизм (20), расположенный перед охлаждающим устройством (23), открыт и не протягивает сортовой прокат.
3. Моноблок по п.1, отличающийся тем, что круговая петля (25) выполнена с возможностью направления сортового проката (11) при прохождении его первой части и последующего открывания для освобождения сортового проката и его расположения между блоками (B1, B2) в соответствии с его фактической длиной.
4. Моноблок по п.1, отличающийся тем, что третий протяжной механизм (22) выполнен с возможностью открывания при захвате сортового проката вторым блоком (B2) таким образом, что сортовой прокат протягивается первой клетью (Gm+1) второго блока (B2).
5. Моноблок по любому из пп.1-4, отличающийся тем, что указанный первый моноблок содержит m клетей, где m=4, а указанный второй моноблок содержит n-m клетей, где n=8 или n=10.
6. Моноблок по любому из пп.1-4, отличающийся тем, что круговая петля (25) выполнена с возможностью осуществления выравнивания температуры внутри прутка для прокатки его на последующих проходах при управляемой температуре.
| Устройство для управления работой грунтового лопастного насоса | 1981 |
|
SU1038600A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2100114C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ | 1984 |
|
SU1193867A1 |
| Градирня | 1973 |
|
SU560115A1 |

