Настоящее изобретение относится к изготовлению металлических подложек с полимерным покрытием и, в частности, к металлическим подложкам с полимерным покрытием, обладающим высокой поверхностной энергией.
Слои полимеров с низкой поверхностной энергией часто используют в качестве защитных покрытий металлических элементов, которые препятствуют коррозии и противодействуют проникновению влаги. Например, в покрытия стальных труб часто включают полиэтилен и полипропилен.
Однако сложности, встречающиеся при формировании связей с такими покрытиями, обладающими низкой поверхностной энергией, могут приводить к возникновению проблем при эксплуатации изделия. Например, если на трубы, которые должны быть соединены сварным соединением, нанесено покрытие, то короткий участок на каждом конце трубы должен оставаться открытым (так называемый «непокрытый конец») для того, чтобы трубы можно было соединить друг с другом при монтажной сварке с образованием трубопровода. После сварки на открытые участки и сварной шов необходимо нанести подходящее антикоррозионное покрытие (покрытие монтажного соединения), эксплуатационные характеристики которого должны совпадать или даже превосходить характеристики покрытия на основной части трубы («покрытие основной магистрали»). Покрытие монтажного соединения обычно включает жидкое отверждаемое покрытие, например эпоксидный материал. К сожалению, такие материалы обычно не образуют прочного долговременного соединения с покрытием основной магистрали, поскольку полиолефины, например полиэтилен или полипропилен, не содержат функциональных химических групп, к которым может присоединяться жидкое покрытие.
Известно, что для преодоления указанного недостатка применяют активацию поверхности полимеров с низкой поверхностной энергией, подвергая их обработке при помощи различных традиционных способов активации поверхности, например действию коронного разряда, плазменной обработке или огневой обработке. Указанная активация поверхности приводит к образованию реакционноспособных или полярных химических групп, с которыми могут реагировать или взаимодействовать покрытия с высокой поверхностной энергией, такие как эпоксиды, в результате чего образуется прочная химическая связь между полимером и покрытиями, красящими веществами и адгезивами. Однако известные способы активации поверхности непригодны в случае покрытия труб, поскольку активация поверхности затрагивает слой толщиной всего несколько молекул, действует недолго и не выдерживает процедур, необходимых для очистки и обеззараживания поверхностей в полевых условиях (на месте сборки) перед началом монтажной сварки, которые могут включать очистку сильным органическим растворителем и/или механическое шлифование, например, проводимое пескоструйной обработкой.
Первый аспект настоящего изобретения относится к металлическому элементу со способным к связыванию (bondable) покрытием, включающему металлический элемент, имеющий полимерное покрытие с низкой поверхностной энергией, причем по меньшей мере часть указанного полимерного покрытия имеет активированную поверхность, и на указанной части с активированной поверхностью имеется способное к связыванию полимерное покрытие с высокой поверхностной энергией.
Второй аспект настоящего изобретения относится к металлической трубе со способным к связыванию покрытием, включающей металлическую трубу, имеющую полимерное покрытие с низкой поверхностной энергией на основной магистрали, расположенное по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы, не имеющего указанного полимерного покрытия основной магистрали; при этом часть указанного полимерного покрытия основной магистрали, прилегающая к каждому непокрытому участку, имеет активированную поверхность, и на указанной части с активированной поверхностью нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией.
Третий аспект настоящего изобретения относится к способу изготовления металлического элемента со способным к связыванию покрытием, включающему следующие операции:
(а) предоставление металлического элемента;
(б) нанесение полимерного покрытия с низкой поверхностной энергией на металлический элемент;
(в) активацию по меньшей мере одной части поверхности полимерного покрытия;
(г) нанесение на часть полимерного покрытия, поверхность которого была активирована, жидкого, способного к связыванию полимерного покрытия с высокой поверхностной энергией;
(д) затвердевание жидкого, способного к связыванию полимерного покрытия с высокой поверхностной энергией.
Четвертый аспект настоящего изобретения относится к способу изготовления металлической трубы со способным к связыванию покрытием, включающему следующие операции:
(а) предоставление металлической трубы;
(б) нанесение на основную магистраль трубы полимерного покрытия с низкой поверхностной энергией, при этом указанное полимерное покрытие основной магистрали с низкой поверхностной энергией наносят по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы;
(в) активацию по меньшей мере части поверхности полимерного покрытия основной магистрали с низкой поверхностной энергией, при этом указанная часть полимерного покрытия основной магистрали прилегает к каждому непокрытому участку;
(г) нанесение на каждую часть с активированной поверхностью полимерного покрытия основной магистрали жидкого, способного к связыванию полимерного покрытия с высокой поверхностной энергией;
(д) затвердевание жидкого, способного к связыванию полимерного покрытия с высокой поверхностной энергией.
Пятый аспект настоящего изобретения относится к способу изготовления трубопровода, включающему следующие операции:
а) предоставление первой и второй металлических труб со способным к связыванию покрытием, включающих металлическую трубу, имеющую на основной магистрали полимерное покрытие с низкой поверхностной энергией, расположенное по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы, не имеющего указанного полимерного покрытия основной магистрали; при этом часть указанного полимерного покрытия основной магистрали, прилегающая к каждому непокрытому участку, имеет активированную поверхность, и на указанной части с активированной поверхностью нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией, которое будет взаимодействовать и связываться с покрытием основной магистрали, имеющим активированную поверхность, и будет взаимодействовать и связываться с покрытием монтажного соединения;
б) стыковку одного непокрытого участка первой металлической трубы, на которую нанесено способное к связыванию покрытие, и одного непокрытого участка второй металлической трубы, на которую нанесено способное к связыванию покрытие;
в) сварку конца первой металлической трубы со способным к связыванию покрытием, с концом второй металлической трубы со способным к связыванию покрытием, с образованием сварного соединения;
г) обработку по меньшей мере части поверхности способного к связыванию покрытия абразивным агентом или химическим агентом, в результате которой подготавливают участок, обладающий повышенной способностью к взаимодействию и связыванию с указанным покрытием монтажного соединения;
д) нанесение указанного покрытия монтажного соединения на сварное соединение и указанный подготовленный участок способного к связыванию покрытия.
Краткое описание чертежей
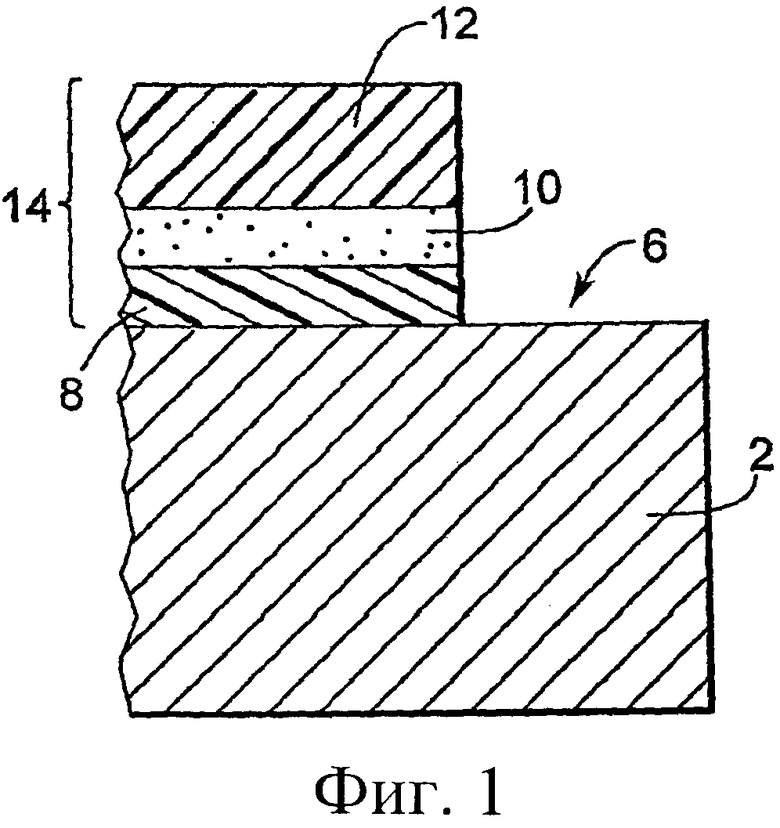
На Фиг.1 схематически показано типичное трехслойное полиолефиновое покрытие.
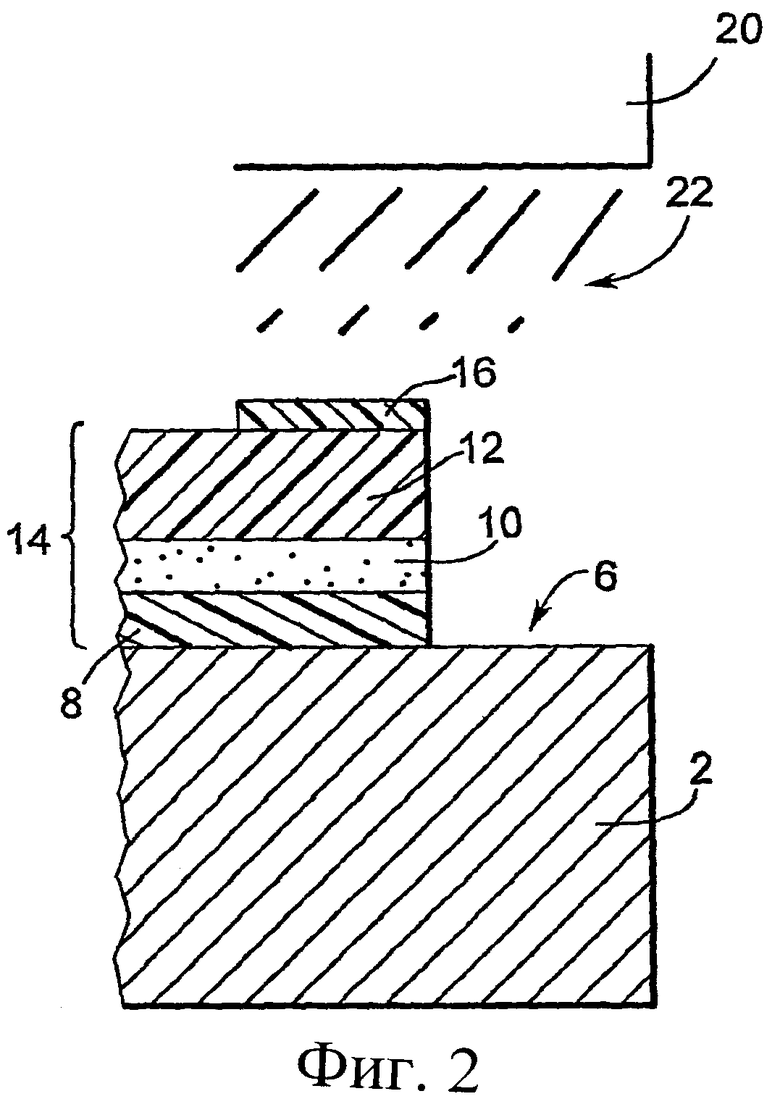
На Фиг.2 схематически показана плазменная обработка поверхности покрытия на концевом участке трубы.
На Фиг.3 схематически показано нанесение долговременного, способного к связыванию покрытия на концевой участок трубы с активированной поверхностью.
На Фиг.4 схематически показаны операции нанесения полиолефинового покрытия и способного к связыванию покрытия на стальную трубу.
На Фиг.5 схематически показаны операции нанесения покрытия монтажного соединения на стальную трубу со способным к связыванию покрытием.
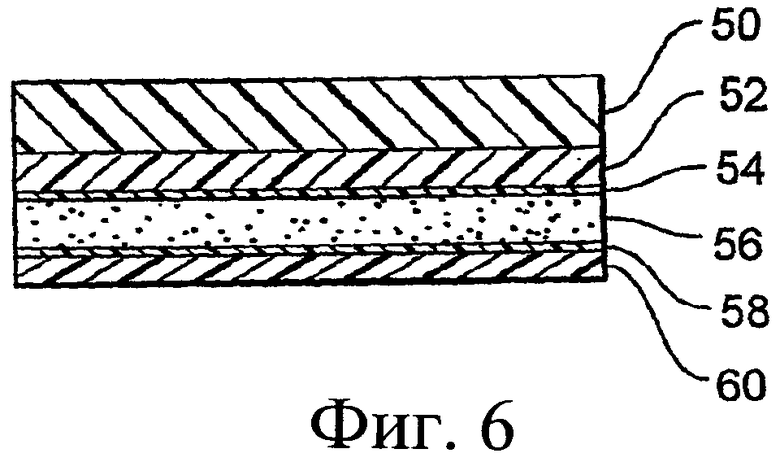
На Фиг.6 схематически показана система поверхности раздела жидкого, способного к связыванию покрытия для трехслойного полиолефинового покрытия.
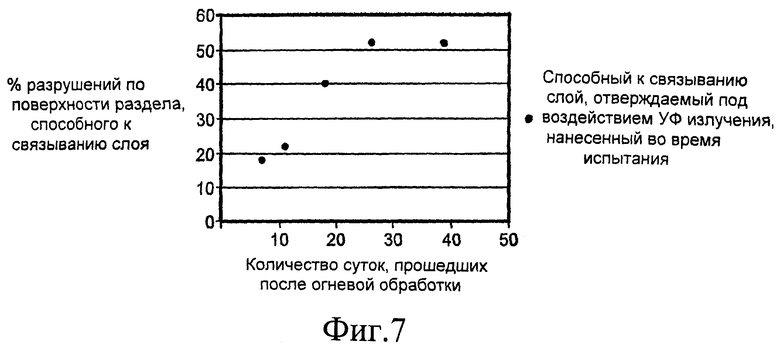
На Фиг.7 показан график зависимости процентной доли адгезионного разрушения первичного покрытия на поверхности раздела «способный к связыванию слой/полиэтилен» в зависимости от количества суток, прошедших после огневой обработки.
На Фиг.8 показаны фотографии (а) - (d). На фотографии (а) показан отрыв эпоксидного способного к связыванию слоя (ЭСС) по поверхности раздела ЭСС/полиэтилен, когезионное разрушение полиэтилена и когезионное разрушение эпоксидного покрытия монтажного соединения. На фотографии (b) показано разрушение по поверхности раздела между полиэтиленом и отверждаемым под действием УФ излучения способным к связыванию слоем (УФСС). На фотографии (с) показано разрушение по поверхности раздела полиэтилен/эпоксидное покрытие, наносимое сплавлением, разрыв по поверхности раздела УФСС/полиэтилен и когезионное разрушение в эпоксидном покрытии, наносимом сплавлением. На фотографии (d) показаны модели различных разрушений способного к связыванию слоя, отверждаемого под действием УФ-излучения, на испытуемых матрицах.
Как известно, для преодоления трудностей, встречающихся при связывании полярного и неполярного материалов, поверхность полиолефина подвергают модификации для усиления адгезии к адгезивам, обладающим более высокой поверхностной энергией. Такую обработку называют «активированием» поверхности, и она состоит в образовании функциональных или полярных химических групп на поверхности.
Эффективным и хорошо известным способом является окисление поверхности. Одним из традиционных способов проведения окисления является обработка поверхности олефина в обогащенной кислородом атмосфере. Другой способ включает воздействие на поверхность коронного разряда, который содержит свободные радикалы, способные образовывать на поверхности полимера кислородсодержащие группы, например гидроксильные, карбонильные и карбоксильные кислотные группы. Другой хорошо известный способ активирования поверхности полимера, обладающего низкой поверхностной энергией, - это взаимодействие его с сильным окислителем, например хромовой кислотой, пероксидом или газообразным галогеном, например фтором или хлором.
Также хорошо известно, что низкоэнергетическую поверхность можно активировать обработкой газоразрядной плазмой высоких энергий, ионизованный газ которой способен образовывать чрезвычайно реакционноспособные частицы. В этом случае химическая природа активных частиц зависит от состава газа, образующего плазму, и, изменяя этот состав, ее можно частично регулировать. Таким образом, на поверхности полимера, обладающего низкой поверхностной энергией, создают активные группы, отличные от кислородсодержащих групп.
Еще один известный способ изменения поверхностной энергии и реакционной способности низкоэнергетической поверхности включает прививку к этой поверхности полярного или функционализированного полимера, например акриловой кислоты или ее сложного эфира, включая эфиры, способные реагировать с эпоксидными группами, например глицидальакрилат или глицидальметакрилат. В этих случаях можно образовывать пленки большей толщины, чем в описываемых ранее способах, но на практике толщина таких пленок все же не превышает нескольких микрон.
При помощи указанных способов можно создать высокоэнергетическую поверхность, которая может связываться с полярными адгезивами; однако хорошо известно, что с течением времени поверхностная энергия таких обработанных поверхностей может уменьшаться. Также хорошо известно, что такие обработанные поверхности обладают повышенной хрупкостью. В случае труб с нанесенным на них покрытием, такие способы обработки непригодны, поскольку довольно часто трубы хранят в течение длительных промежутков времени, значительно превосходящих прогнозируемый ресурс стойкости поверхностной обработки. Кроме того, обработка затрагивает слой толщиной всего несколько молекул, который не может выдержать процедур, необходимых для очистки и обеззараживания поверхностей на месте сборки, которые могут включать очистку сильным органическим растворителем и/или механическое шлифование, например, проводимое пескоструйной обработкой.
Кроме труб с нанесенным покрытием, существует ряд других жестких конструкционных металлических изделий, на которые наносят полимерное покрытие с низкой поверхностной энергией и которые к моменту их использования подверглись воздействию условий, губительных для активированной поверхности; для таких изделий было бы желательно разработать надежное, долговечное, способное к связыванию покрытие. Указанные изделия включают, например, детали самолетов и корпусов автомобилей, на которые наносят полимерные покрытия, например бамперы автомобилей, предназначенные для окраски или нанесения последующего покрытия перед дальнейшим использованием.
Еще одна проблема, возникающая при использовании вышеописанных способов обработки поверхности, состоит в том, что образующиеся полярные группы могут не реагировать химически с химическими группами покрытия с высокой поверхностной энергией. Это может приводить к первоначальному образованию прочной связи, которая под воздействием атмосферных условий легко подвергается разрушению или просто разрушается с течением времени. Это обстоятельство ограничивает выбор составов, пригодных для изготовления покрытий с высокой поверхностной энергией.
Настоящим изобретением предоставлен способ обработки поверхности полимера с низкой поверхностной энергией, после которой способность указанной поверхности образовывать соединение с покрытием, обладающим высокой поверхностной энергией, сохраняется в течение гораздо более длительного времени. Настоящее изобретение обеспечивает улучшенную совместимость с покрытием, обладающим высокой поверхностной энергией, поскольку оно предоставляет больше возможностей для введения химических групп, способных реагировать с химическими группами, находящимися в указанном покрытии с высокой поверхностной энергией. Изобретение обеспечивает такую обработку поверхности, в результате которой изготавливают достаточно прочные поверхности, способные выдерживать обработку в целях очистки или обеззараживания, проводимую на указанной поверхности непосредственно на месте монтажа (в полевых условиях).
Первый аспект настоящего изобретения относится к металлическому элементу со способным к связыванию покрытием, включающему металлический элемент, на который нанесено полимерное покрытие с низкой поверхностной энергией, причем по меньшей мере часть указанного полимерного покрытия подвергают активации поверхности, и при этом указанный металлический элемент со способным к связыванию покрытием включает на указанной части с активированной поверхностью способное к связыванию полимерное покрытие с высокой поверхностной энергией. Неожиданно было обнаружено, что такие способные к связыванию покрытия могут образовывать химические связи такой прочности, что при определении прочности на разрыв многослойных покрытий происходит преимущественно когезионное разрушение, находящееся внутри одного слоя, в то время как разрывы на поверхности раздела между поверхностно-активированным полимером и способным к связыванию покрытием не образуются.
В наиболее важных областях применения настоящего изобретения металлический элемент включает жесткий самонесущий элемент, важной характеристикой которого является то, что нанесенные на него покрытия проявляют сильную адгезию к подложке или к промежуточным покрытиям, на которые их предполагается наносить. Примеры металлических элементов в предпочтительных примерах реализации изобретения включают архитектурные конструкционные и облицовочные панели, изготовленные из алюминия, алюминиевых сплавов и стали, элементы конструкции крыши, изготовленные из алюминия, меди и цинка, а также детали корпусов самолетов и автомобилей, обычно изготовляемые из алюминия, алюминиевых сплавов и стали. В особенно предпочтительном примере реализации металлический элемент включает трубу, обычно стальную трубу и, более предпочтительно, стальную трубу, предназначенную для изготовления трубопровода.
Второй аспект настоящего изобретения относится к способу изготовления металлического элемента со способным к связыванию покрытием, включающему следующие операции: (а) предоставление металлического элемента; (б) нанесение полимерного покрытия с низкой поверхностной энергией на металлический элемент; (в) активацию по меньшей мере одной части поверхности полимерного покрытия; (г) нанесение жидкого, способного к связыванию полимерного покрытия с высокой поверхностной энергией на часть полимерного покрытия с низкой поверхностной энергией, поверхность которого была активирована; и (д) отверждение жидкого, способного к связыванию полимерного покрытия с высокой поверхностной энергией.
В настоящем описании под термином «полимер» понимают гомополимеры, сополимеры и/или их смеси и сплавы с другими полимерами и/или природными и синтетическим каучуками и композиты, включающие полимерную матрицу, применяемые как таковые, или, в альтернативном случае, в виде неотъемлемой или поверхностной части многослойного ламинированного сэндвича, включающего любые материалы, например полимеры, металлы или керамику, или органические покрытия на материале подложки любого типа.
Не ограничивающие примеры полимерных материалов с низкой поверхностной энергией, которые могут быть использованы для изготовления металлических элементов со способными к связыванию покрытиями, предлагаемых согласно настоящему изобретению, включают гомополимеры или сополимеры полиолефинов, в частности полиэтилен (ПЭ), полипропилен (ПП), полиэтилен сверхвысокой молекулярной массы (ПСММ), смеси полиолефинов с другими полимерами или каучуками; поливинилиденфторид (ПВДФ), политетрафторэтилен (ПТФЭ), фторированный сополимер этилена-пропилена (ФЭП) и этиленпропилендиеновые смеси (ЭПДС).
В предпочтительном примере реализации настоящего изобретения, полимерное покрытие с низкой поверхностной энергией представляет собой многослойное полимерное покрытие, внешний слой которого включает полиолефиновый полимер. Наиболее общие примеры таких покрытий представляют собой двухслойные полиолефиновые покрытия, включающие слой полиолефина, присоединенный к поверхности металла при помощи клея или герметика; трехслойные полиолефиновые покрытия, включающие (1) отвержденный слой праймера (грунтовочный слой), (2) клей и (3) верхний слой полиолефина; и композитные покрытия, включающие градиентную композицию, плавно переходящую от нанесенного сплавлением эпоксидного покрытия на поверхности трубы до чистого полиолефина на внешней стороне покрытия. Подобные полиолефиновые покрытия хорошо известны в данной области техники.
На Фиг.1 показана часть стенки 2 трубы с покрытием, имеющей типичное трехслойное полиолефиновое покрытие 14 основной магистрали и непокрытый участок 6. Как показано на Фиг.1, отверждаемый слой 8 праймера обычно представляет собой наносимое сплавлением эпоксидное порошковое покрытие (FBE). Адгезионный слой 10 обычно включает один или несколько полиолефиновых сополимеров, содержащих полярные группы, которые могут взаимодействовать с отверждаемым покрытием, но сохраняют способность образовывать прочные связи с полиолефиновым покрытием. Такие клеи обычно представляют собой графт-сополимеры этилена или пропилена с очень небольшими количествами малеинового ангидрида, которые образуют ковалентные связи с FBE. Верхний слой 12 полиолефина обычно включает полипропилен или полиэтилен.
Полимерное покрытие может быть нанесено на металлический элемент любым подходящим способом, известным в данной области техники. Обычно поверхность металлического элемента, на которую наносят покрытие, перед нанесением полимерного покрытия очищают. Поверхность металлического элемента можно очищать химическими средствами, например, применяя детергент или органический растворитель, и/или механической обработкой, например дробеструйной или пескоструйной обработкой. Для улучшения адгезии между полимерным покрытием и поверхностью металлического элемента можно также применять промывку кислотой, усиливающую шероховатость поверхности и удаляющую растворимые соли.
Если полимерное покрытие представляет собой трехслойное полиолефиновое покрытие, то компоненты, составляющие полимерное покрытие, могут быть нанесены в порошкообразном виде способами электростатического нанесения порошков, известными в данной области техники. В общем случае, металлический элемент предварительно нагревают до подходящей температуры нанесения порошка, составляющей приблизительно 240°С. Затем металлический элемент может быть погружен в псевдоожиженный слой FBE, а затем на него можно напылять подходящий полиолефиновый адгезив. Затем на металлический элемент может быть нанесен полиолефиновый полимер, а избыток полимерного порошка удален. Затем металлический элемент нагревают в течение короткого времени при 240°С для разжижения полиолефинового порошка. Полученное полимерное покрытие затем можно отверждать быстрым охлаждением в ванне с холодной водой.
После нанесения полимерного покрытия следующая операция изготовления металлического элемента со способным к связыванию покрытием, предлагаемого согласно настоящему изобретению, представляет собой активацию по меньшей мере части поверхности полимерного покрытия с низкой поверхностной энергией. Как уже было указано выше, в настоящей области техники известно множество способов активации поверхности, и для активации поверхности полимерного покрытия с низкой поверхностной энергией может быть использован любой подходящий способ.
Поверхность полимерного покрытия с низкой поверхностной энергией может быть активирована способами физического или химического окисления. Не ограничивающие примеры способов физического окисления включают коронный разряд, огневую обработку, плазменную обработку или УФ-облучение. Не ограничивающие примеры возможно применяемых химических окислителей включают хромовую кислоту, пероксиды и газообразные галогены, например фтор или хлор. Если полимерное покрытие включает полиолефин, то предпочтительный способ активации поверхности представляет собой плазменную обработку. Более предпочтительно, способ активации представляет собой атмосферную плазменную обработку, в котором плазму генерируют при обычном давлении, используя плазмогенератор PlasmaTreat® или аналогичное устройство. Продолжительность плазменной обработки зависит от типа применяемого полиолефина.
В предпочтительной форме плазму генерируют, пропуская поток газа между электродами. Плазма состоит из ионов, радикалов, нейтральных частиц и высокоэнергетических электронов. Активные частицы реагируют с полимерным покрытием с образованием на его поверхности функциональных полярных групп. Типы функциональных полярных групп, образующихся на поверхности субстрата, зависят от выбранного ионизируемого газа. Например, если применяют кислородсодержащий газ, то образуются кислородсодержащие функциональные группы, например гидроксильные и карбонильные группы, а если применяют азотсодержащий газ, то образуются азотсодержащие функциональные группы, например аминогруппы. Не ограничивающие примеры подходящих газов включают кислородсодержащие газы и/или аэрозоли, например кислород (O2), диоксид углерода (СO2), оксид углерода (СО), озон (О3), газообразный пероксид водорода (Н2O2), водяной пар (Н2O) или парообразный метанол (СН2ОН), азотсодержащие газы и/или аэрозоли, например азотистые газы (NOx), динитрооксид (N2O), азот (N2), аммиак (NН3) или гидразин (N2H4).
В другом примере реализации настоящего изобретения предпочтительным способом активации поверхности является прививка полярного или функционализированного полимера на поверхность полимерного покрытия с низкой поверхностной энергией. Особенно полезна поверхностная прививка, поскольку она лучше всего позволяет контролировать химическую природу поверхностно-модифицированной поверхности. Например, известно, что если поверхность прививают малеиновым ангидридом, то может произойти химическая реакция, например, с компонентом жидкой двухкомпонентной эпоксидной смолы, содержащим первичный амин. С другой стороны, известно, что если графт (прививка) содержит первичные аминогруппы, то он будет реагировать с изоцианатным компонентом двухкомпонентного полиуретанового покрытия или с эпоксидными группами двухкомпонентного эпоксидного покрытия. Если для получения способного к связыванию покрытия желательно использовать эпоксидную смолу, то лучше всего использовать эпоксидсодержащие молекулы, например глицидилметакрилат или глицидилакрилат.
После активации поверхности по меньшей мере части полимерного покрытия с низкой поверхностной энергией на часть с активированной поверхностью наносят полимерное, способное к связыванию покрытие с высокой поверхностной энергией. В предпочтительном примере реализации настоящего изобретения, способное к связыванию полимерное покрытие с высокой поверхностной энергией наносят немедленно после активации поверхности полимерного покрытия с низкой поверхностной энергией. Предпочтительно, способное к связыванию полимерное покрытие с высокой поверхностной энергией наносят в течение по меньшей мере 10 суток после активации поверхности полимерного покрытия с низкой поверхностной энергией и, более предпочтительно, в течение по меньшей мере 5 суток после активации поверхности полимерного покрытия с низкой поверхностной энергией.
Способное к связыванию полимерное покрытие с высокой поверхностной энергией состоит из материала, способного формировать прочные связи как с активированной поверхностью полимерного покрытия с низкой поверхностной энергией, так и с покрытием, которое наносят при монтаже на месте (в полевых условиях). Если металлический элемент представляет собой трубу, предназначенную для использования на месте (в полевых условиях), то способное к связыванию полимерное покрытие с высокой поверхностной энергией состоит из материала, способного формировать прочные связи с покрытиями монтажного соединения, например, с антикоррозионными покрытиями. Связи между способным к связыванию покрытием и полимерным покрытием, а также между способным к связыванию покрытием и покрытием монтажного соединения могут быть связями Ван-дер-Ваальса или ионными связями. Предпочтительно, способное к связыванию полимерное покрытие с высокой поверхностной энергией состоит из материала, способного реагировать с реакционноспособными группами активированной поверхности полимерного покрытия с низкой поверхностной энергией или покрытия монтажного соединения с образованием ковалентных связей.
В одном из примеров реализации настоящего изобретения, способное к связыванию полимерное покрытие с высокой поверхностной энергией состоит из термопластичного материала, поверхность которого включает реакционно-способные группы. Не ограничивающие примеры таких термопластичных материалов включают полиуретан; полиамиды, например поли(гексаметиленадипинамид) (нейлон-6,6); полистирол; сложные полиэфиры, например полиэтилентерефталат (ПЭТ).
В предпочтительном примере реализации настоящего изобретения, способное к связыванию полимерное покрытие с высокой поверхностной энергией включает твердый остаток жидкой отверждаемой смолы. В то время как настоящее изобретение не связно с какой-либо особой теорией, полагают, что жидкие отверждаемые смолы обеспечивают более высокую адгезию по отношению к полимерным покрытиям с низкой поверхностной энергией. Полагают, что улучшенные адгезионные свойства жидких отверждаемых смол объясняются высокой степенью взаимодействия между функциональными группами активированной поверхности полимера и молекулами жидких (отверждаемых смол, получаемой благодаря подвижности молекул смолы, находящейся в жидком состоянии.
Примеры жидких отверждаемых смол, пригодных для применения в соответствии с настоящим изобретением, включают смолы, из которых при отверждении под действием отвердителя получают относительно твердые покрытия. Примеры включают системы покрытий, изготовленных по реакции полиэпоксидных смол с полиаминными отвердителями. Перед нанесением на активированную подложку обе части смешивают. Не ограничивающие коммерческие примеры таких двухкомпонентных эпоксидных композиций включают Е-Праймер™ (E-Primer™) (Canusa-CPS, подразделение ShawCor Ltd. Торонто, Канада); AMERCOAT CC0022A (Ameron International Performance Coatings and Finishes Group, Alpharetta, Джорджия, США); Prime Shield (Sherwin Williams, Кливленд, Огайо, США); SigmaCover CM (Sigma Coatings, Амстердам, Нидерланды); Sigma Novaguard (Sigma Coating); Sigmarite EPH (Sigma Coating).
Другой пример подходящего способного к связыванию покрытия включает (отверждаемые жидкие смолы, в которых используют реакцию полиизоцианата с полиолом (полиуретановые смолы). Не ограничивающие коммерческие примеры подходящих двухкомпонентных уретановых покрытий включают Polane Primer-Sealer (Sherwin Williams, Кливленд, Огайо, США); 178 HS Primer Surfacer (Ameron International Performance Coatings and Finishes Group, Alpharetta, Джорджия, США); и SigmaDur (Sigma Coatings, Амстердам, Нидерланды).
Еще один пример подходящего способного к связыванию покрытия включает отверждаемые жидкие смолы, в которых используют реакцию полиизоцианата с полиамином (смолы из полимочевины). Не ограничивающие коммерческие примеры подходящих двухкомпонентных покрытий из полимочевины включают Ероху System Product #916 (Ероху System, Орландо, Филадельфия, США), 930 Polyurea Joint (Ероху System); PERMAX-700 (Resin Technology Co.; Онтарио, Калифорния, США), PERMAX-700 HP (Resin Technology Co.); FX-640 (Fox 25 Industries, Балтимор, Мериленд, США); FX-645 (Fox Industries); и FX-644CR (Fox Industries).
Несмотря на то, что рассмотрено использование жидких или, более предпочтительно, газообразных отвердителей, наиболее предпочтительная форма отверждаемой смолы представляет собой смолу, отверждаемую под действием излучения, и операция затвердевания слоев включает воздействие на слой излучения, вызывающего отверждение. Покрытия, отверждаемые под действием УФ излучения, являются особенно предпочтительными, благодаря их быстрой полимеризации под действием УФ излучения. Эти покрытия имеют некоторые преимущества при обработке изделий, на которые нанесено способное к связыванию покрытие, например труб. Желательно, чтобы способное к связыванию покрытие окончательно затвердевало по окончании нанесения такого способного к связыванию покрытия. За счет достижения конечного отвержденного состояния по окончании нанесения покрытия можно избежать повреждения покрытия в результате контакта с механизмами, которые применяют при последующих стадиях обработки. Это сводит к минимуму вероятность ремонта и переделок. При этом получают высокую воспроизводимость степени отверждения. Кроме того, если тиксотропные покрытия изготавливают подходящим образом, то не нужно точно выбирать момент проведения отверждения, поскольку без облучения УФ-излучением отверждение не происходит. Это позволяет проводить более гибкую технологическую обработку. Таким образом, также можно избежать проведения операций, связанных с обработкой двухкомпонентной смеси, например смешивания составов в необычных соотношениях. Кроме того, можно избежать и избыточного нагревания покрытия, которое может происходить при использовании систем порошковых покрытий (mill coat), отверждаемых нагреванием. Указанные преимущества приводят к повышению качества нанесения способного к связыванию слоя. Кроме того, облучение УФ излучением экономически выгодно и просто в обращении.
Другие примеры подходящих жидких отверждаемых смол включают смолы свободнорадикальной полимеризации, например акриловые смолы и смолы простых виниловых эфиров. Изобретатели разработали новое покрытие на основе акрилата, которое особенно пригодно для использования в соответствии с настоящим изобретением. В одном из примеров реализации настоящего изобретения способное к связыванию покрытие представляет собой покрытие на основе акрилата, включающее приблизительно 43,8 части трифункционализированного уретанакрилата (CN929, Sartomer, Экстон, Пенсильвания, США); приблизительно 43,8 этоксилированного триметилпропантриакрилата (SR454, Sartomer); приблизительно 9,2 части трифункционализированного сложного эфира кислоты (CD9052, 25 Sartomer); приблизительно 2,9 части 1-гидроксициклогексилфенилкетона (Igracure 184, CIBA Specialty Chemicals, Tarrytown, NY, США); и приблизительно 0,3 части синего красителя в ненасыщенном простом эфире (РЕ 33, CPS Colour, Charlotte, Северная Каролина, США). Новое акрилатное покрытие отверждается под действием УФ света и особенно пригодно для нанесения на трубы. Введение красителя или другие средства, которые позволяют визуально отличать способное к связыванию покрытие от покрытия основной магистрали, позволяет изготавливать трубы со способным к связыванию покрытием, визуально легко отличаемые от других труб.
Выбор жидкой отверждаемой смолы зависит от выбора применяемого полимерного покрытия с низкой поверхностной энергией и химии поверхности активированных участков полимерного покрытия с низкой поверхностной энергией. Если поверхность этих активированных участков содержит гидроксильные группы, то в качестве способного к связыванию покрытия предпочтительно используют полиуретановую смолу, поскольку изоцианатный компонент полиуретановой смолы легко реагирует с гидроксильными группами. Если же поверхность такого покрытия содержит аминогруппы или эпоксидные группы, то предпочтительно используют эпоксидную смолу.
Если металлический элемент представляет собой трубу, то выбор жидкой отверждаемой смолы также зависит от выбора покрытия монтажного соединения. Покрытия монтажных соединений могут включать жидкие покрытия, термореактивные порошковые покрытия и полярные термопластические покрытия. Не ограничивающие примеры жидких покрытий включают эпоксидные смолы, полиуретаны, полимочевины и акриловые пластики. Не ограничивающие примеры порошковых покрытий включают эпоксидные и фенольные смолы. Не ограничивающие примеры термопластичных покрытий включают полиамиды, термопластичные уретаны, полиолефины, привитые полярными функциональными группами и клеи-расплавы, изготовленные на основе сополимеров этилена или пропилена. Предпочтительное покрытие монтажного соединения обычно представляет собой жидкую двухкомпонентную эпоксидную смолу. В этих случаях в качестве способного к связыванию покрытия предпочтительно используют либо полиуретановую смолу, либо эпоксидную смолу.
Способное к связыванию полимерное покрытие с высокой поверхностной энергией может быть нанесено любым способом, который подходит для консистенции и характеристик отверждения конкретного покрытия. Если покрытие наносят в виде жидкости, то примеры таких способов включают нанесение щетками, распыление, нанесение валиками и нанесение реверсивным валиком. Если способное к связыванию покрытие представляет собой термопластичный материал, то оно может быть нанесено экструзионным способом пламенного напыления, нанесением в растворе или литьевым формованием. Для обеспечения прочного соединения, нанесение расплавленных полимеров с высокой поверхностной энергией на активированную поверхность лучше всего производить при температурах ниже точки плавления или верхнего предела рабочей температуры полимерного покрытия с низкой поверхностной энергией.
Покрытия металлического элемента со способным к связыванию покрытием предлагаемого согласно настоящему изобретению обладают сильно выраженными адгезионными свойствами и долговечностью. Для обеспечения указанных характеристик наносимое полимерное, способное к связыванию покрытие с высокой поверхностной энергией предпочтительно должно иметь относительно большую толщину. Использование прочного способного к связыванию покрытия способствует поддержанию функциональных характеристик покрытия после его нанесения. Это особенно полезно в том случае, если металлический элемент со способным к связыванию покрытием представляет собой трубу. В случае труб, используемых в полевых условиях (на месте их монтажа), необходимо, чтобы способное к связыванию покрытие было все еще функциональным к тому моменту, когда трубы доставляют в место назначения, сваривают и готовят к нанесению покрытий монтажных соединений. В прошлом для этого обычно наносили некоторую временную защиту, которая выдерживала обслуживание, хранение, транспортировку, укладку и сварку труб. Например, покрытие могло быть защищено пластмассовой лентой, полиэтиленовым термоусадочным рукавом без покрытия, пластиковым колпаком или отрывным покрытием.
Настоящим изобретением предоставлены покрытия, которые остаются неповрежденными в течение всех вышеописанных операций и которые могут быть удобно и надежно очищены от любых загрязнений в полевых условиях (на месте сборки). Так как при монтаже труб сварной шов обычно очищают пескоструйной или дробеструйной обработкой, то в этом случае особенно удобно, если способное к связыванию покрытие может выдерживать такую обработку. Например, обычно перед нанесением эпоксидного покрытия монтажного соединения эпоксидное покрытие основной магистрали, наносимое сплавлением, очищают легкой пескоструйной или дробеструйной обработкой. Такая обработка не только удаляет загрязнения, но также открывает свежую, химически активную поверхность, которая, кроме того, обладает достаточной шероховатостью, усиливающей адгезию. Таким образом, в предпочтительном примере реализации, способное к связыванию покрытие обладает достаточной прочностью для того, чтобы выдерживать в течение короткого промежутка времени струйную очистку, аналогичную той, которую применяют для очистки металла, и на указанном покрытии не должны удерживаться частицы, используемые при струйной обработке. Для того чтобы способное к связыванию покрытие выдерживало струйную обработку, оно должно быть достаточно твердым, чтобы частицы, используемые при струйной обработке, не проникли внутрь покрытия и не задерживались в нем. Если необходимо изготовить прочное способное к связыванию покрытие, то на металлический элемент предпочтительно наносят способное к связыванию покрытие толщиной от 1 мкм до 5000 мкм, более предпочтительно, от 100 мкм до 1000 мкм.
После того, как на участки активированной поверхности полимерного покрытия с низкой поверхностной энергией нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией, которое наносят в жидкой форме, указанное жидкое, способное к связыванию покрытие отверждают под действием охлаждения, отвердителя или сушки. В тех случаях, если способное к связыванию полимерное покрытие с высокой поверхностной энергией включает смолу, то способное к связыванию покрытие отверждают при помощи способов отверждения, например, при воздействии УФ-излучения, ИК излучения или нагревания. В предпочтительном примере реализации изобретения, способное к связыванию полимерное покрытие с высокой поверхностной энергией включает жидкую отверждаемую смолу, которую отверждают при температурах, находящихся ниже верхнего предела рабочей температуры полимерного покрытия с низкой поверхностной энергией.
Изобретатели определили, что использование жидких смол, отверждаемых при температурах, находящихся ниже верхнего предела рабочей температуры активированной подложки, придает улучшенные адгезионные свойства по сравнению со способными к связыванию покрытиями, включающими твердые или расплавленные смолы.
Еще один аспект настоящего изобретения относится к металлической трубе со способным к связыванию покрытием, включающей металлическую трубу, имеющую полимерное покрытие с низкой поверхностной энергией на основной магистрали, расположенное по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы, не имеющего указанного полимерного покрытия основной магистрали; при этом часть указанного полимерного покрытия основной магистрали, прилегающая к каждому непокрытому участку, имеет активированную поверхность, и на указанной части с активированной поверхностью нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией.
В настоящем описании в контексте труб с нанесенным на них покрытием термин «покрытие основной магистрали» относится к покрытию, которое наносят на основную часть трубы за исключением непокрытых участков на каждом конце трубы.
В одном из примеров реализации настоящего изобретения, способное к связыванию полимерное покрытие с высокой поверхностной энергией обрабатывают таким образом, что в результате обработки способного к связыванию полимерного покрытия с высокой поверхностной энергией на поверхности активированных участков полимерного покрытия основной магистрали открываются поверхностные реакционноспособные группы, способные реагировать с химическими группами жидкой смолы, например, с покрытием монтажных соединений. Полимерное способное к связыванию покрытие с высокой поверхностной энергией может быть обработано абразивным агентом, например дробью или песком. Полимерное способное к связыванию покрытие с высокой поверхностной энергией также может быть обработано химическим агентом, например детергентом или подходящим органическим растворителем, который не оказывает отрицательного влияния на способность нижележащих активированных участков полимерного покрытия основной магистрали связываться с жидкой смолой.
Кроме того, изобретение относится к способу изготовления металлической трубы со способным к связыванию покрытием, включающему следующие операции:
а) предоставление металлической трубы;
б) нанесение на основную магистраль трубы полимерного покрытия с низкой поверхностной энергией, при этом указанное полимерное покрытие основной магистрали с низкой поверхностной энергией наносят по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы;
в) активацию по меньшей мере части поверхности полимерного покрытия основной магистрали с низкой поверхностной энергией, при этом указанная часть полимерного покрытия основной магистрали прилегает к непокрытому участку;
г) нанесение на каждую часть с активированной поверхностью полимерного покрытия основной магистрали жидкого способного к связыванию полимерного покрытия с высокой поверхностной энергией;
д) затвердевание жидкого способного к связыванию полимерного покрытия с высокой поверхностной энергией.
Для изготовления металлической трубы со способным к связыванию полимерным покрытием могут быть использованы любые полимерные и способные к связыванию покрытия, рассмотренные выше.
При изготовлении металлической трубы со способным к связыванию полимерным покрытием обычно активируют только часть поверхности полимерного покрытия с низкой поверхностной энергией. На Фиг.2 показано применение плазменного генератора 20 для получения плазмы 22, которой обрабатывают часть полимерного покрытия 14, получая активированную поверхность 16. Как показано на Фиг.2, обычно только часть полимерного покрытия 14, прилегающую к непокрытому участку 6 трубы 2 подвергают активации поверхности. Непокрытая часть трубы представляет собой открытый участок трубы, на котором покрытие отсутствует. Активация поверхности полимерного покрытия может быть произведена любым из вышеописанных способов активации, не ограничивающие примеры которых включают применение физических окислителей (т.е. огневую обработку, плазменную обработку, коронный разряд, УФ-излучение), химических окислителей (т.е. хромовой кислоты, пероксидов, газообразных галогенов) и прививку поверхности функционализированным или полярным полимером. Предпочтительно, активацию поверхности полимерного покрытия производят атмосферной плазменной обработкой с использованием низкотемпературной плазмы.
Как показано на Фиг.3, если металлический элемент представляет собой трубу, то способное к связыванию полимерное покрытие 18 с высокой поверхностной энергией наносят на активированную часть 16 полимерного покрытия 14 с низкой поверхностной энергией, прилегающую к непокрытому участк 6 трубы 2 с нанесенным покрытием.
Способное к связыванию полимерное покрытие с высокой поверхностной энергией может представлять собой любое из жидких покрытий, описанных выше. Выбор способного к связыванию полимерного покрытия с высокой поверхностной энергией зависит от химии поверхностей как активированного полимерного покрытия с низкой поверхностной энергией, так и покрытия монтажного соединения. Способное к связыванию полимерное покрытие с высокой поверхностной энергией может быть нанесено на участок с активированной поверхностью полимерного покрытия с низкой поверхностной энергией при помощи любого подходящего способа, известного в данной области техники, включая нанесение щетками, распыление, нанесение валиками, нанесение реверсивным валиком или экструзию. Способ отверждения покрытия зависит от типа выбранного покрытия, но в общем случае он включает воздействие тепла, ультрафиолетового излучения, инфракрасного излучения, сушку или, в случае покрытий, наносимых в расплавленном состоянии, простое охлаждение. На Фиг.4 показано изготовление трубы 2 со способным к связыванию покрытием, предназначенной для применения в полевых условиях. В одном из примеров реализации настоящего изобретения трубу со свеженанесенным покрытием 14, изготовленным из полимера с низкой поверхностной энергией, помещают на вращающее устройство 32. Трубу 2 с нанесенным покрытием затем вращают, подвергая при этом концы указанной трубы воздействию плазмы 22, генерируемой подходящим плазмогенератором 20. Затем на активированные участки 16 полимерного покрытия с низкой поверхностной энергией при помощи подходящих средств, например распылителя 34, наносят способное к связыванию полимерное покрытие 18 с высокой поверхностной энергией, включающее жидкую смолу. Затем способное к связыванию полимерное покрытие 18 с высокой поверхностной энергией отверждают, подвергая способное к связыванию полимерное покрытие 18 с высокой поверхностной энергией воздействию, например, УФ излучения 38 от источника 36 УФ-излучения, в результате чего получают твердое покрытие 40.
Еще один аспект настоящего изобретения относится к способу изготовления трубопровода, включающему следующие операции:
а) предоставление первой и второй металлических труб со способным к связыванию покрытием, включающих металлическую трубу, имеющую на основной магистрали полимерное покрытие с низкой поверхностной энергией, расположенное по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы, не имеющего указанного полимерного покрытия основной магистрали; при этом часть указанного полимерного покрытия основной магистрали, прилегающая к каждому непокрытому участку, имеет активированную поверхность, и на указанной части с активированной поверхностью нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией, которое будет взаимодействовать и связываться с покрытием основной магистрали, имеющим активированную поверхность, и будет взаимодействовать и связываться с покрытием монтажного соединения;
б) стыковку одного непокрытого участка первой металлической трубы, на которую нанесено способное к связыванию покрытие, и одного непокрытого участка второй металлической трубы, на которую нанесено способное к связыванию покрытие;
в) сварку конца первой металлической трубы со способным к связыванию покрытием, с концом второй металлической трубы со способным к связыванию покрытием, с образованием сварного соединения;
г) обработку по меньшей мере части поверхности способного к связыванию покрытия абразивным агентом или химическим агентом, в результате которой подготавливают участок, обладающий повышенной способностью к взаимодействию и связыванию с указанным покрытием монтажного соединения;
д) нанесение указанного покрытия монтажного соединения на сварное соединение и указанный подготовленный участок способного к связыванию покрытия.
В одном из примеров реализации настоящего изобретения, поверхность способного к связыванию покрытия обрабатывают абразивным агентом, например, посредством дробеструйной или пескоструйной обработки. В другом примере реализации настоящего изобретения, поверхность способного к связыванию покрытия обрабатывают химическим агентом, представляющим собой детергент или органический растворитель. Тип детергента или органического растворителя зависит от свойств поверхности способного к связыванию покрытия и, предпочтительно, не оказывает отрицательного влияния на способность нижележащих активированных участков полимерного покрытия основной магистрали с низкой поверхностной энергией связываться с покрытием монтажного соединения.
Для изготовления металлической трубы со способным к связыванию полимерным покрытием, применяемой для изготовления трубопровода, в соответствии с настоящим изобретением могут быть использованы любые полимерные и способные к связыванию покрытия, рассмотренные выше. Как было указано выше, выбор способного к связыванию покрытия зависит от химии поверхности активированного полимерного покрытия с низкой поверхностной энергией и химии поверхности покрытия монтажного соединения. Предпочтительно, полимерное покрытие с низкой поверхностной энергией включает полиолефин, например полиэтилен или полипропилен. Покрытие монтажного соединения предпочтительно представляет собой жидкую отверждаемую смолу, не ограничивающие примеры которой включают жидкую полиуретановую смолу, жидкую эпоксидную смолу, жидкую смолу полимочевины или жидкую акриловую смолу.
На Фиг.5 показано изготовление монтажного соединения 24 на трубе 2 со способным к связыванию покрытием, изготовленной в соответствии с настоящим изобретением. Как показано на Фиг.4, в полевых условиях (на месте сборки) непокрытые участки 6 труб 2 стыкуют, и стык 24 герметизируют, сваривая трубы. Затем сварное соединение обычно очищают, используя устройство 26 для струйной очистки, при помощи которого песок или дробь 28 распыляют на поверхность полимерного способного к связыванию покрытия 18 с высокой поверхностной энергией. Под воздействием пескоструйной очистки также происходит обнажение свежей, химически активной поверхности полимерного способного к связыванию покрытия с высокой поверхностной энергией. Затем на непокрытую сталь сварного соединения и на полимерное способное к связыванию покрытие с высокой поверхностной энергией, находящееся вблизи от сварного шва, наносят материал 30 для монтажного соединения, например жидкую эпоксидную смолу, полностью герметизируя монтажное соединение. Способное к связыванию полимерное покрытие с высокой поверхностной энергией может быть нанесено в виде относительно толстого слоя, толщина которого достаточна для того, чтобы способное к связыванию полимерное покрытие с высокой поверхностной энергией выдерживало струйную очистку. Предпочтительно, толщина способного к связыванию покрытия составляет от 1 до 5000 мкм и, более предпочтительно, от 100 до 1000 мкм.
Примеры реализации настоящего изобретения будут описаны ниже при помощи следующих Примеров.
Пример 1 - Сохранение поверхностной энергии в полиолефиновых покрытиях, соединенных с эпоксидным покрытием или акриловым покрытием, отверждаемым под действием УФ-излучения
Материалы и способы
Изготовление стальных пластин с нанесенным полиолефиновым покрытием
Стальные пластины размером 25,4×10,16×0,635 см (10''·4''×1/4'') промывали средством для мытья посуды, тщательно ополаскивали и сушили. Затем пластины нагревали в печи в течение ночи при 325°С для удаления органических загрязнений. После охлаждения пластин до комнатной температуры их подвергали дробеструйной очистке до чистоты поверхности SA2.5 и затем немедленно помещали в печь, нагретую до температуры 240°С, на 3 часа. Нагретые пластины погружали в ванну с порошкообразной псевдоожиженной эпоксидной смолой, отверждаемой сплавлением (FBE 3М 6233), на 3 секунды, а затем слегка напыляли полиэтиленовый адгезив, привитой малеиновым ангидридом (Borealis Borcoat™ ME0433). Затем пластину немедленно засыпали порошком черного полиэтилена (Novapol РЕ, поставляемый Nova Chemicals), который оставляли затвердевать в течение 10 секунд, после чего избыток порошка стряхивали с пластин. Пластины с нанесенным покрытием на 5 минут помещали в печь, нагретую до температуры 240°С. Затем пластины остужали в бане с холодной водой в течение приблизительно 5 минут. Пластины с нанесенным покрытием оставляли сушиться на стеллаже.
Огневая обработка
Поверхности пластин с нанесенным покрытием перед обработкой очищали изопропиловым спиртом. Очищенные пластины с нанесенным покрытием (т.е. верхний слой ПЭ) обрабатывали синим окислительным пламенем со скоростью 0,254 м/с (10 дюймов в секунду), проходя каждую обрабатываемую поверхность 2 раза.
Нанесение способного к связыванию слоя
В настоящих Примерах использовали два способных к связыванию покрытия: покрытие на основе уретан-акрилата, отверждаемое под действием УФ-излучения (рецептуры составов указаны в Таблице 1) и эпоксидное покрытие, применяемое для отделки монтажных соединений (E-primer Canusa-CPS, Торонто, Канада).
Слой способного к связыванию покрытия, отверждаемого под действием УФ-излучения, распределяли по пластине при помощи металлического шпателя с плоским краем, нанося покрытие на поверхность покрытия из полиэтилена, обработанную в пламени. Затем, сразу же после нанесения, пластины со свеженанесенным покрытием пропускали через УФ устройство для отверждения покрытий. Устройство состояло из конвейерной ленты и источника УФ-излучения. Пластины с покрытием транспортировали на конвейерной ленте со скоростью 1,524 м/мин (5 футов/мин); пластины проходили под источником УФ-излучения Fusion F300, расположенном приблизительно на 50 мм выше плоскости пластины (фокальная точка источника излучения). В держателе F300 укрепляли лампочку серии D, излучавшую УФ-свет в диапазоне длин волн, составляющем 350-400 нм. Толщина покрытия составляла от 81,28 мкм (3,2 мил) до 180,34 мкм (7,1 мил).
Е-праймер смешивали в стандартном соотношении смола/отвердитель, составляющем 6,06:1 (мас.). Затем его наносили на обработанную пламенем поверхность полиэтиленового покрытия пластин при помощи губки. Пластины с нанесенным покрытием оставляли отверждаться в течение 2 часов при комнатной температуре. Толщина покрытия составляла от 129,54 мкм (5,1 мил) до 231,14 мкм (9,5 мил).
Последовательность нанесения
Покрытие, отверждаемое под действием УФ-излучения, и Е-праймер наносили на десять пластин, покрытых полиэтиленом, непосредственно после огневой обработки. На двадцать пластин покрытие не наносили и оставляли их на лабораторном стеллаже.
За сутки перед испытанием на адгезию на обработанную поверхность одной пластины с нанесенным полиэтиленом и на поверхность одной пластины с отвержденным покрытием соответственно наносили покрытие, отверждаемое под действием УФ-излучения, и Е-праймер. Затем пластины с нанесенным слоем способного к связыванию покрытия и одна из пластин, на которые ранее было нанесено способное к связыванию покрытие (покрытие, отверждаемое под действием УФ-излучения, и Е-праймер), на которую способный к связыванию слой наносили сразу после огневой обработки, были подвергнуты дробеструйной очистке под давлением, равным 0,25 МПа (35 фунтов на кв. дюйм).
Толщину покрытия пластин, способного к связыванию слоя и общую толщину покрытия измеряли при помощи толщинометра (DeFelsko; модель PosiTector 6000 FS2; +/- 0,1 мил) и записывали.
Нанесение эпоксидного покрытия
После дробеструйной очистки способного к связыванию слоя (при 0,25 МПа) пластины нагревали в печи при 60°С приблизительно в течение 1 часа. Двухкомпонентное жидкое эпоксидное покрытие (НВЕ-95, Canusa-CPS, Торонто, Канада) смешивали в соотношении смола/отвердитель, равном 4,28:1, и наносили на нагретые пластины металлическим шпателем с плоским краем. Вначале жидкое эпоксидное покрытие наносили в виде базового шаблона, а затем наносили покрытие толщиной приблизительно 760 мкм (приблизительно 30 мил). Эпоксидное покрытие оставили сушиться при комнатной температуре в течение ночи, а затем отверждали в печи при 60°С в течение 3 часов.
На Фиг.6 показана общая система покрытия для способного к связыванию покрытия с высокой поверхностной энергией (например, жидкого эпоксидного покрытия), наносимого на полиолефиновое покрытие (например, полиэтиленовое покрытие), нанесенное на трубу. Как показано на Фиг.6, на трубу нанесено трехслойное полиолефиновое покрытие, включающее слой 60 термоотверждаемой эпоксидной смолы, слой 58 полиэтиленового адгезива, привитого малеиновым ангидридом, и слой 56 полиэтилена, поверхность 54 которого подвергали огневой обработке. Способный к связыванию слой 52 (отверждаемый УФ излучением или Е-праймер) наносили на обработанную пламенем поверхность 54. На способный к связыванию слой 52 наносили слой 50 жидкой эпоксидной смолы (НВЕ).
Испытания на прочность адгезии покрытия на приборе Instron 4400R Непосредственно после нанесения эпоксидного (НВЕ-95) покрытия на нагретые пластины на каждую пластину поместили по шесть матриц для проведения испытания на прочность адгезии покрытия. Перед напрессовыванием на покрытие матрицы обрабатывали вручную наждачной бумагой (размер зерна 320). После отверждения эпоксидного покрытия для разрезания покрытия вокруг матриц до металла использовали кольцевую пилу диаметром 2,54 см (1 дюйм). Испытания на прочность адгезии покрытия проводили при помощи прибора Instron 4400R, снабженного динамометрическим элементом с нагрузкой 453 кг (1000 фунтов), и матрицы оттягивали в вертикальном направлении со скоростью 0,127 см/мин (0,05 дюйм/мин).
Результаты и обсуждение
Адгезия образцов, полиэтиленовое покрытие которых не подвергали огневой обработке, была нулевой или очень слабой.
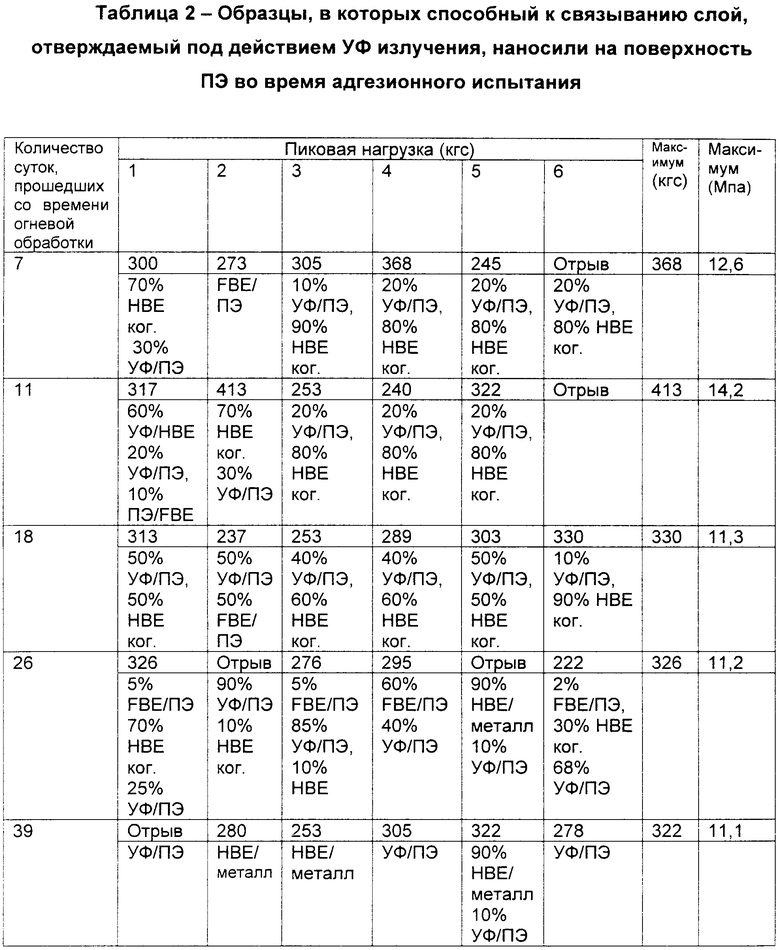
Если способный к связыванию слой наносили немедленно после огневой обработки, то во время испытания на прочность адгезии покрытия разрыв никогда не образовывался на поверхности раздела полиэтилен/способный к связыванию слой. Однако, если между обработкой поверхности и нанесением способного к связыванию слоя проходил значительный промежуток времени, то во время проведения испытания положение разрыва менялось. Для способного к связыванию слоя, отверждаемого под действием УФ-излучения, частота разрыва, возникающего на поверхности раздела способный к связыванию слой/ПЭ, количественно увеличивалась с увеличением времени, протекающего между обработкой поверхности и нанесением способного к связыванию слоя (см. Фиг.7). Другие экспериментальные данные образцов и типы разрывов указаны в Таблицах 2 и 3. Процентные значения, указанные в таблицах 2 и 3, относятся к относительной процентной доле частоты возникновения когезионного разрушения (т.е. 70% НВЕ=70% от общего количества когезионного разрушения, происходящего внутри слоя НВЕ) и к относительной процентной доле частоты возникновения отрывов по поверхности раздела (т.е. 30% УФ/ПЭ=30% от общего количества отрывов по поверхности раздела между полиэтиленом и способным к связыванию слоем, отверждаемым под действием УФ излучения).

Примеры различных типов разрушения, наблюдаемые во время проведения испытания на прочность адгезии покрытия, отображены на Фиг.8. Они представляют собой фотографии оснований матриц, применяемых для указанных испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Усовершенствованные составы покрытия и способы их изготовления | 2015 |
|
RU2681904C2 |
| Композиции для нанесения покрытия и способы их изготовления | 2013 |
|
RU2637327C2 |
| СПОСОБ ОТВЕРЖДЕНИЯ RMA-СШИВАЕМОГО СМОЛЯНОГО ПОКРЫТИЯ, RMA-СШИВАЕМЫЕ КОМПОЗИЦИИ И СМОЛЫ ДЛЯ ПРИМЕНЕНИЯ В УКАЗАННОМ СПОСОБЕ | 2016 |
|
RU2720618C2 |
| Абразивное изделие с покрытием | 2013 |
|
RU2620846C2 |
| СПОСОБ УПЛОТНЕНИЯ, ЭКРАНИРОВАНИЯ И УПРОЧНЕНИЯ ЧАСТИ САМОХОДНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2007 |
|
RU2432367C2 |
| КОМПЛЕКТ КОМПОНЕНТОВ ДЛЯ НАНЕСЕНИЯ ПОРОШКОВОГО ПОКРЫТИЯ | 2013 |
|
RU2595707C2 |
| ПРОВОДЯЩИЙ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ КОМПОЗИТНЫХ СТРУКТУР | 2013 |
|
RU2605131C1 |
| КУСКОВОЕ МОЮЩЕЕ СРЕДСТВО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2303053C2 |
| БЕСХРОМАТНАЯ ПОДГОТОВИТЕЛЬНАЯ ГРУНТОВКА | 2015 |
|
RU2664103C2 |
| ГИБКИЕ УПАКОВОЧНЫЕ СУБСТРАТЫ, СОДЕРЖАЩИЕ ТЕРМОСТОЙКИЕ ОТПЕЧАТКИ | 2017 |
|
RU2725037C2 |




Изобретение относится к металлической трубе со способным к связыванию покрытием, способу изготовления металлической трубы и способу изготовления трубопровода. Металлическая труба имеет полимерное покрытие с низкой поверхностной энергией. По меньшей мере часть поверхности указанного полимерного покрытия активирована. Часть указанного полимерного покрытия основной магистрали, ограниченная областью, прилегающей к каждому непокрытому участку, имеет активированную поверхность. На указанной части с активированной поверхностью нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией. В результате обеспечена возможность проведения процедур, необходимых для очистки и обеззараживания поверхностей в полевых условиях перед началом монтажной сварки. 3 н. и 22 з.п. ф-лы, 8 ил., 3 табл.
1. Металлическая труба со способным к связыванию покрытием, включающая металлическую трубу, имеющую полимерное покрытие с низкой поверхностной энергией на основной магистрали, расположенное по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы, не имеющего указанного полимерного покрытия основной магистрали, при этом часть указанного полимерного покрытия основной магистрали, ограниченная областью, прилегающей к каждому непокрытому участку, имеет активированную поверхность, и на указанной части с активированной поверхностью нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией.
2. Металлическая труба со способным к связыванию покрытием по п.1, в которой указанное полимерное покрытие основной магистрали с низкой поверхностной энергией включает по меньшей мере один слой и выбрано из группы, состоящей из двухслойного покрытия, трехслойного покрытия и градиентного покрытия, причем внешний слой полимерного покрытия основной магистрали с низкой поверхностной энергией включает полиолефин.
3. Металлическая труба со способным к связыванию покрытием по п.1, в которой указанный полиолефин включает полиэтилен или полипропилен.
4. Металлическая труба со способным к связыванию покрытием по п.1, в которой способное к связыванию полимерное покрытие с высокой поверхностной энергией включает термопластичную смолу, имеющую реакционно-способные поверхностные группы, выбранную из группы, состоящей из полиуретана, полиамида, полистирола и сложного полиэфира.
5. Металлическая труба со способным к связыванию покрытием по п.1, в которой способное к связыванию полимерное покрытие с высокой поверхностной энергией включает твердый остаток жидкой отверждаемой смолы, выбранной из группы, состоящей из полиуретановой смолы, эпоксидной смолы, смолы из полимочевины, акриловой смолы и смолы из простого винилового эфира.
6. Металлическая труба со способным к связыванию покрытием по п.1, в которой способное к связыванию покрытие дополнительно включает краситель.
7. Металлическая труба со способным к связыванию покрытием по п.1, в которой толщина способного к связыванию покрытия составляет от 1 до 5000 мкм.
8. Металлическая труба со способным к связыванию покрытием по п.1, в которой толщина способного к связыванию покрытия составляет от 100 до 1000 мкм.
9. Металлическая труба со способным к связыванию покрытием по любому из пп.1-8, в которой способное к связыванию полимерное покрытие с высокой поверхностной энергией обладает способностью к обработке абразивным агентом или химическим агентом, причем в результате обработки способного к связыванию покрытия с высокой поверхностной энергией на поверхности активированных участков полимерного покрытия основной магистрали открываются поверхностные реакционно-способные группы, и при этом указанные поверхностные реакционно-способные группы способны взаимодействовать с химическими группами жидкой смолы.
10. Способ изготовления металлической трубы со способным к связыванию покрытием, включающий следующие операции: а) предоставление металлической трубы, б) нанесение на основную магистраль трубы полимерного покрытия с низкой поверхностной энергией, при этом указанное полимерное покрытие основной магистрали с низкой поверхностной энергией наносят по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы, в) активацию по меньшей мере части поверхности полимерного покрытия основной магистрали с низкой поверхностной энергией, при этом указанная часть полимерного покрытия основной магистрали ограничена областью, прилегающей к непокрытому участку, г) нанесение на каждую часть с активированной поверхностью полимерного покрытия основной магистрали жидкого способного к связыванию полимерного покрытия с высокой поверхностной энергией, д) затвердевание жидкого способного к связыванию полимерного покрытия с высокой поверхностной энергией.
11. Способ по п.10, в котором способное к связыванию полимерное покрытие с высокой поверхностной энергией наносят немедленно после активации по меньшей мере одной части поверхности полимерного покрытия основной магистрали с низкой поверхностной энергией.
12. Способ по п.10, в котором способное к связыванию полимерное покрытие с высокой поверхностной энергией наносят в течение 10 сут после активации по меньшей мере одной части поверхности полимерного покрытия основной магистрали с низкой поверхностной энергией.
13. Способ по п.10, в котором способное к связыванию полимерное покрытие с высокой поверхностной энергией наносят в течение 5 сут после активации по меньшей мере одной части поверхности полимерного покрытия полимерного покрытия основной магистрали с низкой поверхностной энергией.
14. Способ по п.10, в котором по меньшей мере одну часть поверхности полимерного покрытия основной магистрали с низкой поверхностной энергией активируют, подвергая поверхность полимерного покрытия с низкой поверхностной энергией воздействию физического окислителя, выбираемого из группы, состоящей из коронного разряда, огневой обработки, плазменной обработки или облучения УФ излучением.
15. Способ по п.10, в котором по меньшей мере одну часть поверхности полимерного покрытия основной магистрали с низкой поверхностной энергией активируют, подвергая поверхность воздействию химического окислителя, выбираемого из группы, состоящей из хромовой кислоты, пероксида и газообразного галогена.
16. Способ по п.10, в котором по меньшей мере одну часть поверхности полимерного покрытия активируют прививкой на указанную поверхность функционализированного полимера.
17. Способ по п.16, в котором функционализированный полимер выбирают из группы, состоящей из акриловой кислоты и эфира акриловой кислоты.
18. Способ по п.16, в котором функционализированный полимер включает аминогруппу.
19. Способ по п.10, в котором жидкое способное к связыванию полимерное покрытие с высокой поверхностной энергией наносят способом, выбираемым из группы, состоящей из нанесения щетками, распыления, нанесения валиками, нанесения реверсивным валиком и экструзии.
20. Способ по п.10, в котором жидкое способное к связыванию полимерное покрытие с высокой поверхностной энергией делают твердым путем охлаждения, отверждения или сушки.
21. Способ по любому из пп.10-20, в котором способное к связыванию полимерное покрытие с высокой поверхностной энергией включает термопластичную смолу, имеющую поверхностные реакционно-способные группы, причем указанную термопластичную смолу выбирают из группы, состоящей из полиуретана, полиамида, полистирола или сложного полиэфира.
22. Способ по любому из пп.10-20, в котором способное к связыванию полимерное покрытие с высокой поверхностной энергией включает твердый остаток жидкой отверждаемой смолы.
23. Способ изготовления трубопровода, включающий следующие операции: а) предоставление первой и второй металлических труб со способным к связыванию покрытием, включающих металлическую трубу, имеющую на основной магистрали полимерное покрытие с низкой поверхностной энергией, расположенное по всей трубе, за исключением непокрытого участка, прилегающего к каждому из концов трубы, не имеющего указанного полимерного покрытия основной магистрали; при этом часть указанного полимерного покрытия основной магистрали, ограниченная областью, прилегающей к каждому непокрытому участку, имеет активированную поверхность, и на указанной части с активированной поверхностью нанесено способное к связыванию полимерное покрытие с высокой поверхностной энергией, которое будет взаимодействовать и связываться с покрытием основной магистрали, имеющим активированную поверхность, и будет взаимодействовать и связываться с покрытием монтажного соединения; б) стыковку одного непокрытого участка первой металлической трубы, на которую нанесено способное к связыванию покрытие, и одного непокрытого участка второй металлической трубы, на которую нанесено способное к связыванию покрытие; в) сварку конца первой металлической трубы со способным к связыванию покрытием, с концом второй металлической трубы со способным к связыванию покрытием, с образованием сварного соединения; г) обработку по меньшей мере части поверхности способного к связыванию покрытия абразивным агентом или химическим агентом, в результате которой подготавливают участок, обладающий повышенной способностью к взаимодействию и связыванию с указанным покрытием монтажного соединения; д) нанесение указанного покрытия монтажного соединения на сварное соединение и указанный подготовленный участок способного к связыванию покрытия.
24. Способ по п.23, в котором абразивный агент представляет собой дробь, мелкие твердые частицы или песок.
25. Способ по п.23 или 24, в котором полимерное покрытие основной магистрали с низкой поверхностной энергией включает полиэтилен или полипропилен, полимерное покрытие с высокой поверхностной энергией включает жидкую отверждаемую смолу, выбираемую из группы, состоящей из полиуретановой смолы, эпоксидной смолы, смолы из полимочевины, акриловой смолы и смолы из простого винилового эфира, и покрытие монтажного соединения выбирают из группы, состоящей из жидкой полиуретановой смолы, жидкой эпоксидной смолы, жидкой смолы из полимочевины, жидкой акриловой смолы и жидкой смолы из простого винилового эфира.
| СПОСОБ КОРМЛЕНИЯ КОШЕК | 2006 |
|
RU2405375C2 |
| Способ соединения труб,покрытых изоляцией | 1983 |
|
SU1355115A3 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 1998 |
|
RU2137010C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1998 |
|
RU2140038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2001 |
|
RU2197676C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| WO 2002094922 A, 28.11.2002 | |||
| СПОСОБ МЕЛИОРАЦИИ (ВАРИАНТЫ) | 2003 |
|
RU2253225C1 |

