Изобретение относится к технологии механической обработки резанием и может использоваться в области абразивной обработки сферических поверхностей деталей из керамики, стекла и других материалов.
Известны способы механической обработки сферических поверхностей, в частности методом абразивного шлифования. Так, в техническом решении по АС № 218697 МПК B24B описан способ, при котором сфера обрабатывается за счет вращения детали, суммарного хода поперечного движения стола и продольного движения по направлению радиуса сферы ряда толкателей, на торцах которых предусмотрены абразивные режущие инструменты. При этом каждый толкатель управляется индивидуальным гидравлическим устройством с непрерывной регулировкой и контролем давления.
Шлифование по рассматриваемому способу не может обеспечить высокую точность выполнения размеров и геометрии сферы в виду того, что указанное в большей степени определяется точностью регулирования давления в управляющей системе. Необходимая точность регулировки давления в случае обработки деталей, где допустимые отклонения размеров находятся в пределах сотых долей миллиметра, является технически неразрешимой задачей.
Наиболее близким к заявляемому решению является техническое решение по АС № 906673 В24В 11/10 «Станок для обработки сферических поверхностей». В данном решении описан способ обработки сферических поверхностей путем независимого вращения обрабатываемой детали и режущего инструмента, при этом профиль режущего инструмента соответствует профилю обрабатываемой сферической поверхности, а его перемещение относительно детали осуществляется по дуге окружности.
Такой способ механической обработки требует сложной механической системы управления движением режущего инструмента, включающий в рассматриваемом техническом решении комплекс кривошипно-шатунного, кулисного и зубчато-реечного механизмов. Исполнение указанных механизмов неизбежно связано с наличием зазоров в движущих соединениях. Ввиду многочисленности этих соединений общая погрешность в траектории перемещения режущего инструмента оказывается значительной, а точность выполнения размеров изготавливаемой детали значительно снижается.
Кроме того, указанным способом можно обрабатывать только наружные сферические поверхности. Произвести обработку внутренней сферической поверхности детали и, тем более, с эквидистантным ее расположением относительно наружной сферы по указанному способу технически невозможно.
Цель изобретения - повышение точности механической обработки сферических поверхностей и возможность механической обработки с высокой точностью деталей, имеющих эквидистантно расположенные внутренние сферические поверхности.
Это достигается тем, что предложен способ механической обработки сферических поверхностей путем независимого вращения обрабатываемой детали и режущего инструмента, отличающийся тем, что перед механической обработкой обрабатываемую деталь закрепляют в заданное положение относительно центра сферы, а обработку проводят кольцевым режущим инструментом, наружный описываемый диаметр которого принимают равным длине хорды, стягивающей половину сектора обрабатываемой сферической поверхности, а вращающемуся кольцевому режущему инструменту придают линейное перемещение по нормали к обрабатываемой сферической поверхности в горизонтальной плоскости симметрии сферы и совпадающего с направлением вектора, проходящего через центр сферы, при этом линейное перемещение кольцевого режущего инструмента осуществляют до момента соприкосновения его наружного описываемого диаметра и центральной оси симметрии сферы.
Авторами установлено, что заявляемый механический способ обработки сферических поверхностей значительно повышает точность ввиду значительного упрощения механической системы управления режущим инструментом, которая задает только линейное перемещение в заданном направлении. При этом обеспечивается одновременно надежное силовое замыкание кольцевого режущего инструмента на поверхности детали, равномерный съем припуска со сферической поверхности и обеспечивается возможность обработки наружной и внутренней сферических поверхностей с эквидистантным их расположением.
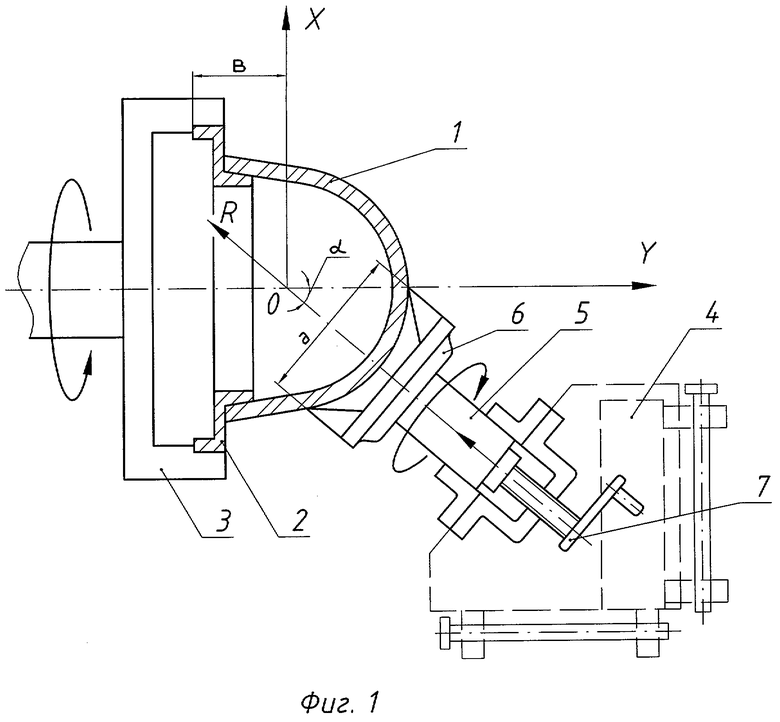
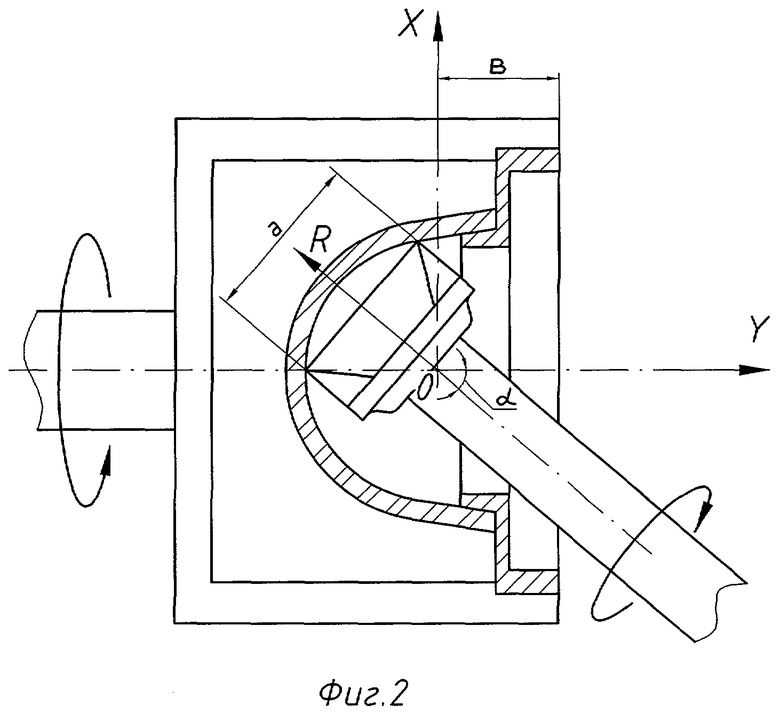
На фиг.1 и фиг.2 представлены в плане схемы шлифования сферических поверхностей. На фиг.1 представлен вариант механической обработки наружных сферических поверхностей, на фиг.2 - вариант механической обработки внутренних сферических поверхностей.
На фиг.1 обрабатываемую деталь 1 устанавливают на оправке 2 и закрепляют в патрон станка 3 в заданное положение "в" относительно центра сферы. Посредством двухкоординатного линейного перемещения суппорта 4 и углового поворота шпинделя 5 с закрепленным на нем кольцевым режущим инструментом 6 устанавливают его под углом α, то есть в направлении, совпадающем с направлением вектора OR, проходящего через центр сферы и лежащего в ее горизонтальной плоскости симметрии XOY. При этом режущие вставки на кольцевом режущем инструменте должны быть установлены таким образом, чтобы их описываемый диаметр был равным длине хорды "а", стягивающей половину обрабатываемого сектора сферической поверхности. Затем шпиндель приводят во вращение и винтовым подающим механизмом 7 осуществляют его линейное перемещение под углом α к обрабатываемой сферической поверхности детали на врезание до тех пор, пока описываемый диаметр режущих вставок не коснется центральной оси симметрии сферы OY.
На фиг.2 представлена схема обработки внутренней сферической поверхности. Процесс обработки аналогичен описанному выше. Но при этом обязательным условием является установка оправки 2 с закрепленной деталью в патроне станка на одинаковом расстоянии центра сферы от базовой поверхности "в", также как и при обработке наружной сферической поверхности. Только в этом случае реализуется возможность получения деталей с точным эквидистантным расположением наружной и внутренней поверхностей и, как следствие, получение равномерной толщины стенки изделия.
Заявляемый способ обработки сферических поверхностей обеспечивает высокую точность изготовления сферических поверхностей. Наибольший технический эффект применения заявляемого способа обработки обеспечивается при изготовлении керамических полых носовых деталей летательных аппаратов, где предъявляются по техническим условиям одновременно высокие требования к точности изготовления размеров наружной и внутренней сферы, а также их точное эквидистантное расположение относительно друг друга.
Заявляемый способ обработки сферических поверхностей в полной мере удовлетворяет требованию промышленной применимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки внутренних сферических поверхностей | 2019 |
|
RU2706918C1 |
| Способ механической обработки керамических изделий с наружной сферической поверхностью | 2019 |
|
RU2715269C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1999 |
|
RU2170649C2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1985 |
|
SU1399083A2 |
| Способ обработки конических отверстий | 1982 |
|
SU1074663A1 |
| Способ установки сферических деталей | 1986 |
|
SU1399084A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1993 |
|
RU2072293C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| Способ абразивной обработки сферических поверхностей деталей | 1983 |
|
SU1087306A1 |
Изобретение относится к технологии механической обработки резанием, а именно к области абразивной обработки сферических поверхностей деталей. Осуществляют вращение обрабатываемой детали и режущего инструмента. Перед механической обработкой обрабатываемую деталь закрепляют в заданное положение относительно центра сферы. Обработку проводят кольцевым режущим инструментом, наружный описываемый диаметр которого равен длине хорды, стягивающей половину сектора обрабатываемой сферической поверхности. Вращающемуся кольцевому режущему инструменту придают линейное перемещение по нормали к обрабатываемой сферической поверхности в горизонтальной плоскости симметрии сферы и совпадающего с направлением вектора, проходящего через центр сферы. Линейное перемещение кольцевого режущего инструмента осуществляют до момента соприкосновения его наружного описываемого диаметра и центральной оси симметрии сферы. В результате повышается точность обработки и реализуется возможность изготовления полых деталей с эквидистантными наружной и внутренней сферическими поверхностями. 2 ил.
Способ механической обработки сферических поверхностей путем независимого вращения обрабатываемой детали и режущего инструмента, отличающийся тем, что перед механической обработкой обрабатываемую деталь закрепляют в заданное положение относительно центра сферы, а обработку проводят кольцевым режущим инструментом, наружный описываемый диаметр которого равен длине хорды, стягивающей половину сектора обрабатываемой сферической поверхности, а вращающемуся кольцевому режущему инструменту придают линейное перемещение по нормали к обрабатываемой сферической поверхности в горизонтальной плоскости симметрии сферы, совпадающее с направлением вектора, проходящего через центр сферы, при этом линейное перемещение кольцевого режущего инструмента осуществляют до момента соприкосновения его наружного описываемого диаметра и центральной оси симметрии сферы.
| Станок для обработки сферических поверхностей | 1980 |
|
SU906673A1 |
| Способ шлифования сферической поверхности | 1983 |
|
SU1142263A1 |
| Способ обработки сферическойпОВЕРХНОСТи дЕТАли ТОРцОМ шлифОВАль-НОгО КРугА | 1976 |
|
SU848325A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| US 6129611 A, 10.10.2000. | |||

