Изобретение относится к области обработки металлов давлением и может быть использовано для обработки изделий с большой длиной редуцируемой части при наличии фланцев или выступов, например торсионных (гибких) валов-шестерен, шпинделей задвижек и подобных изделий.
Известен штамп для редуцирования (Кузнечно-штамповочное производство, 1963, №8, с.7-11) /1/, в котором для извлечения изделий из матрицы применен выталкиватель.
Известен штамп для редуцирования заготовок с фланцем, содержащий верхнюю и нижнюю матрицы (SU 1171174 А, 07.08.1985, В21К 23/04) /2/.
Недостатком известных штампов /1/ и /2/ является значительное искривление получаемых в них изделий с большой длиной редуцируемой части. При выталкивании верхняя часть изделия не имеет напряженного осевого направления и, вследствие остаточных деформаций, изделие приобретает саблеобразный вид.
Зависимость кривизны изделия от длины редуцируемой части приведена в журнале Кузнечно-штамповочное производство, 1963, №9, с.3-5 /3/.
Задачей, на решение которой направлено изобретение, является уменьшение кривизны обрабатываемых изделий.
Для решения поставленной задачи штамп для редуцирования заготовок с фланцем, содержащий верхнюю и нижнюю матрицы, снабжен верхней и нижней плитами, к которым прикреплены, соответственно, верхняя и нижняя матрицы, контейнером для размещения упомянутых верхней и нижней матриц и втулкой, при этом верхняя матрица выполнена с возможностью редуцирования в ней заготовки, а нижняя матрица выполнена с профильным вырезом, предназначенным для установки в нее сбоку исходной заготовки с фланцем, и вилкообразным захватом для удерживания редуцированной заготовки за фланец при извлечении ее из верхней матрицы.
Такая конструкция обеспечивает напряженное состояние обработанной заготовки до полного ее извлечения (вытягивания) из матрицы.
Исходные заготовки для многопереходного редуцирования в предлагаемом штампе приведены в журнале Машиностроитель, 2005, №11, с.37, рис.12. Длина редуцируемой части превышает 20 диаметров при утонении с 24 до 16 мм.
Изобретение поясняется графическими материалами, где
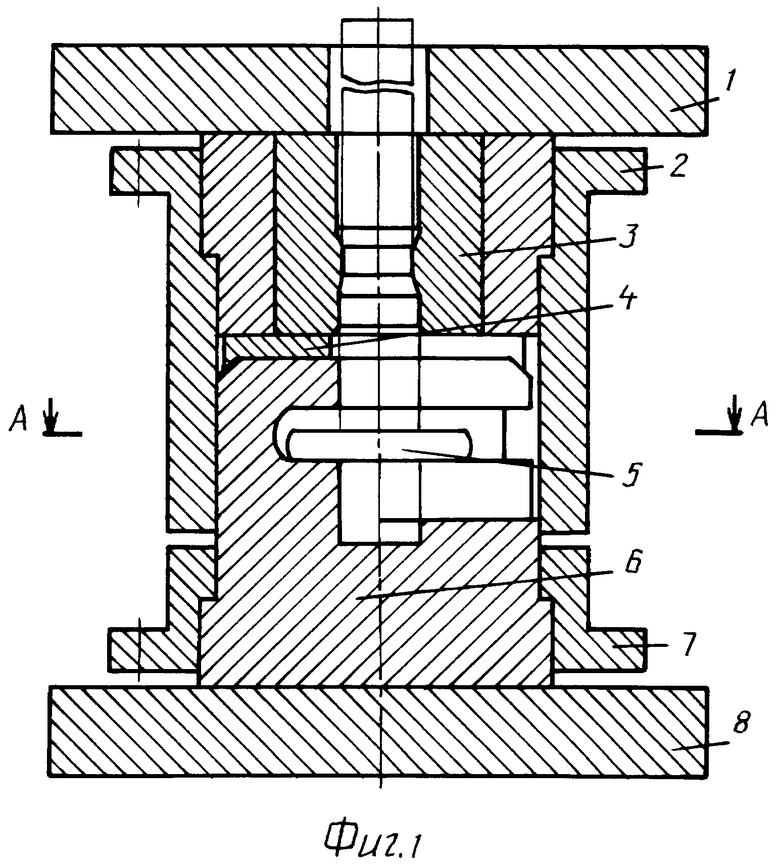
на фиг.1 показан штамп для редуцирования;
на фиг.2 - то же, разрез А-А на фиг.1.
Штамп содержит плиту верхнюю 1; контейнер 2, матрицу верхнюю 3, ограничитель 4, изделие 5, матрицу нижнюю 6, втулку 7, плиту нижнюю 8.
Работа штампа происходит следующим образом.
Исходную заготовку закладывают сбоку в профильный вырез нижней матрицы и фиксируют в вертикальном положении по основному диаметру. При движении ползуна пресса вниз до ограничителя происходит редуцирование заготовки в верхней матрице. При размыкании штампа вилкообразный захват нижней матрицы удерживает изделие за фланец до полного извлечения (вытягивания) из верхней матрицы. Удаление изделия происходит в обратном порядке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Способ формообразования заготовок | 1978 |
|
SU759196A1 |
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при обработке изделий с фланцем и редуцируемой частью большой длины, например торсионных валов шестерен. Штамп содержит верхнюю и нижнюю плиты, к которым прикреплены соответственно, верхняя и нижняя матрицы, размещенные в контейнере, и втулку. Верхняя матрица предназначена для редуцирования заготовки. Нижняя матрица имеет профильный вырез для установки в нее сбоку исходной заготовки с фланцем и вилкообразный захват для удерживания редуцированной заготовки за фланец при извлечении ее из верхней матрицы. В результате обеспечивается повышение качества обработанных изделий за счет уменьшения их кривизны. 2 ил.
Штамп для редуцирования заготовок с фланцем, содержащий верхнюю и нижнюю матрицы, отличающийся тем, что он снабжен верхней и нижней плитами, к которым прикреплены соответственно верхняя и нижняя матрицы, контейнером для размещения упомянутых верхней и нижней матриц и втулкой, при этом верхняя матрица выполнена с возможностью редуцирования в ней заготовки, а нижняя матрица выполнена с профильным вырезом, предназначенным для установки в нее сбоку исходной заготовки с фланцем, и вилкообразным захватом для удерживания редуцированной заготовки за фланец при извлечении ее из верхней матрицы.
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ВЫДАВЛИВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2196019C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ | 1996 |
|
RU2092267C1 |
| US 5795234 А, 18.08.1998. | |||

