Настоящее изобретение относится к устройству для удерживания брызг расплавленного металла при сварке оплавлением (weld splatter containment device), предназначенному для использования в прокатных станах.
При процессе прокатки длинных изделий прокатка изделия с конечной формой и размером происходит при наличии вначале изделия, полученного разливкой и называемого заготовкой (billet), с квадратным или круглым сечением с размерами, равными приблизительно 120-200 мм, а также с длиной в интервале от приблизительно 8 до 12 м.
Деформирование каждой заготовки начинается за счет введения ее между клетями прокатного стана, которые расположены одна за другой так, чтобы создать последовательность деформаций до получения конечного размера и формы.
Продолжительность прокатки составляет приблизительно от одной до двух минут, и при каждом втягивании головная часть заготовки должна быть правильно введена в оборудование на входе и затем между валками соответствующих клетей, при этом существуют высокие риски останова.
Кроме того, после прохода через четыре или пять клетей необходима обрезка головной части заготовки с тем, чтобы на входе в клеть первая часть заготовки была всегда горячей. Следствием данной операции являются потери металла. Известно, что для уменьшения указанных выше недостатков в настоящее время используется система стыковой сварки оплавлением на некотором оборудовании, так что в начале прокатки головную часть последующей заготовки сваривают с концом предшествующей заготовки. Таким образом, существует возможность выполнения непрерывной прокатки проволоки.
Используемые сварочные машины состоят из неподвижной конструкции и подвижной конструкции, которые соответственно функционируют для зажима конца и головной части заготовок, подлежащих сварке. Для этого две конструкции, а именно подвижная и неподвижная, смонтированы на тележке, перемещение которой осуществляется регулируемым образом с такой же скоростью, что и у заготовок, и каждая из конструкций имеет два зажима для фиксации заготовок.
Подобные подвижная и неподвижная конструкции также создают возможность изменения их относительного расстояния для «восстановления» пространства, остающегося свободным, между головной частью и концом заготовок, с приближением их друг к другу до тех пор, пока они не будут введены в контакт друг с другом.
Фиксирующие зажимы, также называемые электрододержателями, обеспечивают подачу соответствующей силы тока для достижения перегрева и расплавления двух частей в контакте друг с другом.
Во время фазы оплавления расплавленная сталь разбрызгивается далеко, и брызги попадают на все части сварочной машины.
Для того чтобы сварочная машина сохраняла высокий уровень надежности, обеспечивающий хорошие параметры функционирования, необходимо сохранять ее очищенной от брызг расплавленной стали, в частности, для предотвращения ситуации, при которой подобные брызги расплавленного металла при сварке оплавлением образуют цепи короткого замыкания между стержнями, которые обеспечивают подвод тока к держателям, и конструкцией машины.
Таким образом, необходимы операции технического обслуживания, выполняемые с частотой, неприемлемой для непрерывного процесса.
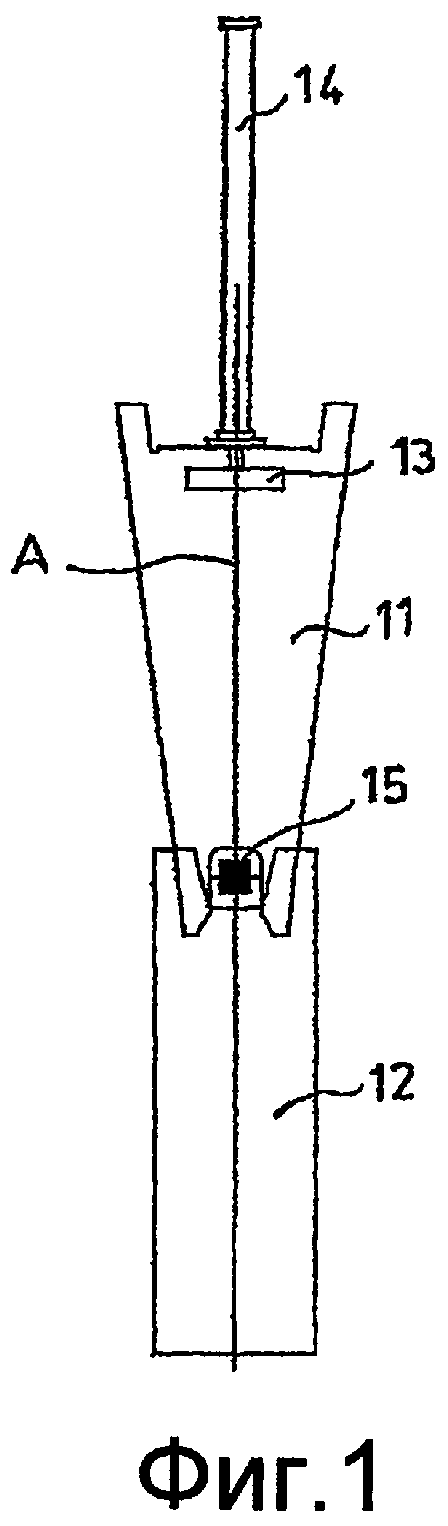
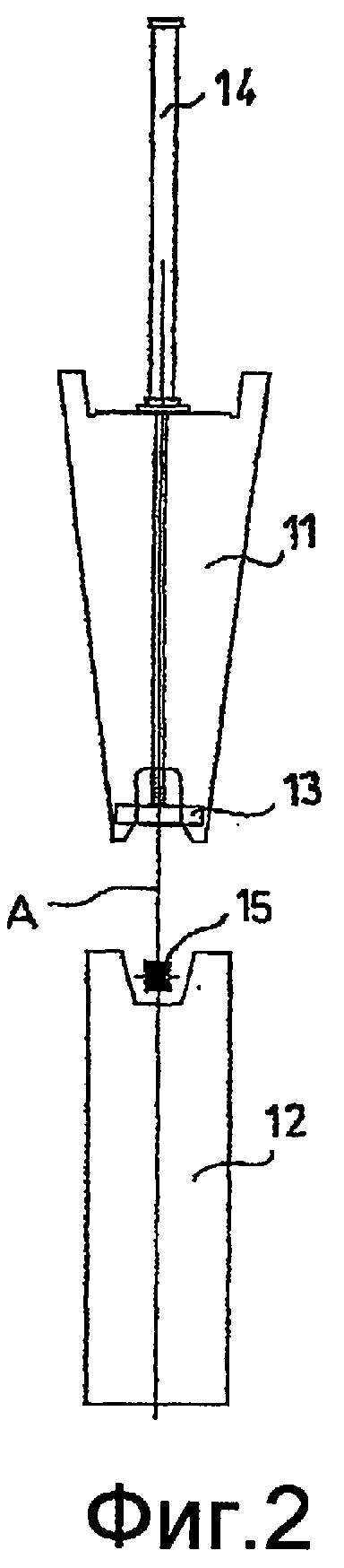
Для удерживания данных брызг в настоящее время используются удерживающие устройства такого типа, как проиллюстрированные на фиг.1-3, которые окружают зону сварки во время фазы оплавления.
Подобные устройства, как правило, состоят из подвижного верхнего кожуха 11 и нижнего кожуха 12, который может быть неподвижным или подвижным (см. например, JP 2003-236678A, 28.08.03). Буфер 13 установлен на верхнем кожухе для очистки кожуха; подобный буфер 13 перемещается посредством цилиндра 14.
Верхний кожух 11 и нижний кожух 12 известного устройства могут перемещаться вдоль оси А, при этом они приближаются или удаляются от зоны сварки. В частности, они расположены у зоны сварки (фиг.1) во время фазы оплавления.
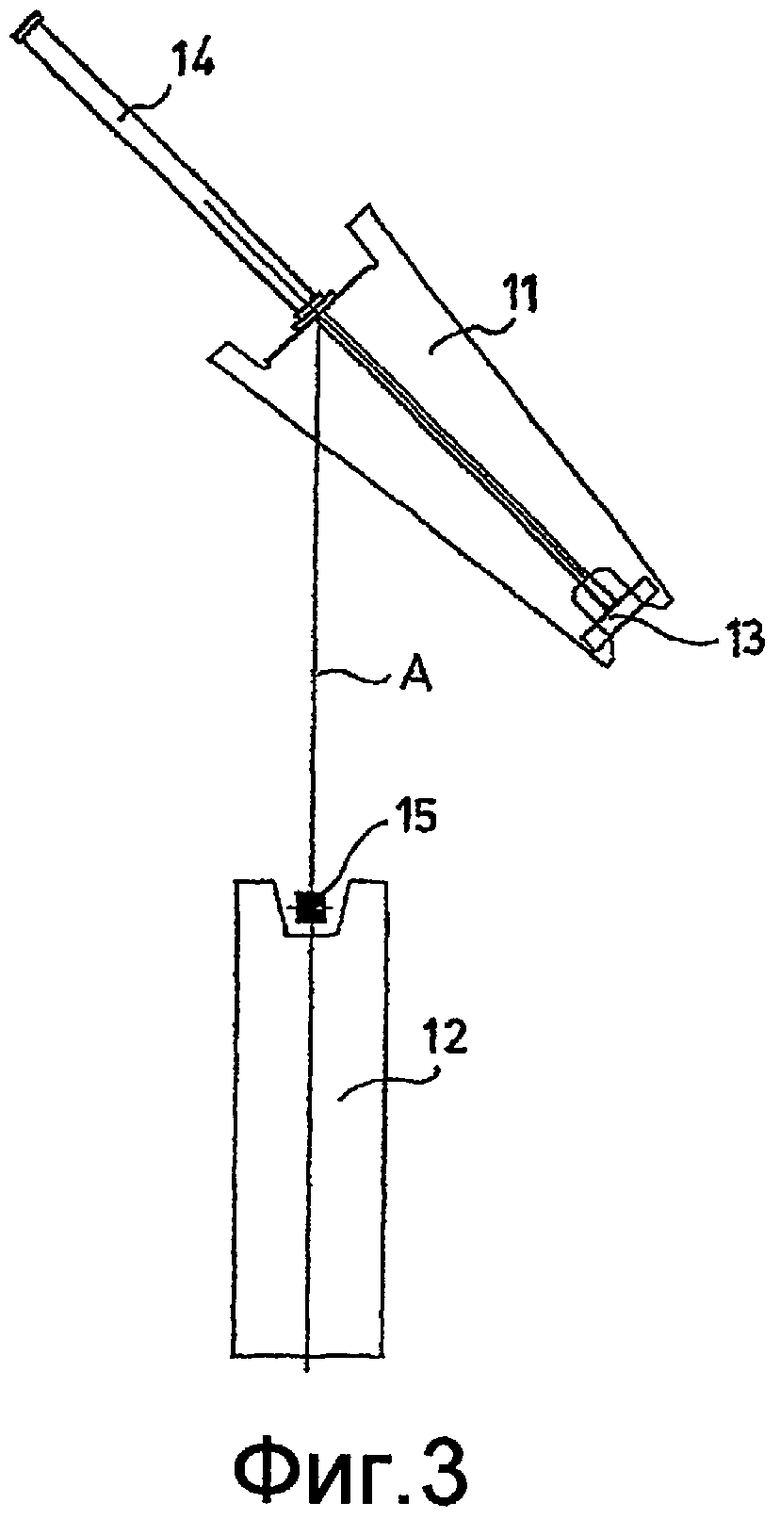
Верхний кожух 11 также может выполнять поворот, как показано на фиг.3, для достижения наклонного положения, так называемого положения технического обслуживания, при котором входную часть верхнего кожуха 11 очищают от брызг расплавленного металла, образовавшихся при сварке оплавлением.
Кроме того, для очистки внутренней части верхнего кожуха 11 буфер 13 может плавно перемещаться внутри подобного кожуха 11.
Подобное устройство даже в том случае, если оно обеспечивает хорошую защиту от брызг расплавленного металла при сварке оплавлением, не способно обеспечить достижение удовлетворительных результатов.
Во время фазы оплавления значительное пространство фактически остается между заготовками 15 и кожухами 11, 12, так что большое количество брызг расплавленного металла при сварке оплавлением может выходить наружу из кожухов 11, 12 и прилипать к сварочной машине.
К сожалению, при использовании известных устройств для удерживания брызг невозможно уменьшить подобное пространство, поскольку, если кожухи 11, 12 входят в контакт с заготовками 15, создается цепь короткого замыкания, и электрический ток будет проходить через кожухи 11, 12, а не через поверхности, подлежащие сварке.
Кроме того, буфер 13, предусмотренный в известных устройствах, не может обеспечить эффективной очистки внутренних стенок верхнего кожуха 11 от отходов при сварке.
Особая наклонная форма боковых стенок верхнего кожуха 11 фактически не позволяет буферу 13 очищать всю внутреннюю поверхность путем отскребания. В частности, буфер 13 способен соприкасаться с внутренними боковыми стенками верхнего кожуха 11 только в его нижней части.
Кроме того, буфер 13 не способен выходить из верхнего кожуха 11 во время его опускания.
Следовательно, отходы при сварке, имеющиеся во входной части верхнего кожуха 11, могут быть удалены только посредством воздействия вручную, когда верхний кожух 11 расположен в положении технического обслуживания. Однако для этого необходимо останавливать производственный процесс, выполняемый установкой, приблизительно каждые два часа.
В завершение, брызги расплавленного металла, образующиеся при сварке оплавлением во время фазы оплавления, могут достичь буфера 13 и оказаться налипшими на нем, что приводит к ухудшению его функциональности.
Основная цель настоящего изобретения заключается в устранении вышеупомянутых недостатков предшествующего уровня техники чрезвычайно простым, экономичным и особенно функциональным образом.
Дополнительная цель изобретения заключается в создании устройства для удерживания брызг расплавленного металла при сварке оплавлением, которое обеспечивает почти полное закрытие зоны во время фазы оплавления.
Немаловажная цель настоящего изобретения заключается в выполнении устройства для удерживания брызг расплавленного металла при сварке оплавлением, которое может быть очищено автоматически, то есть без ручных вмешательств, с тем, чтобы не было необходимости останавливать производство для выполнения операций по техническому обслуживанию, в результате чего снижается рабочая скорость работы оборудования.
С учетом вышеуказанных целей, в соответствии с настоящим изобретением возникла идея создания устройства для удерживания брызг расплавленного металла при сварке оплавлением, предназначенного для использования в прокатных станах, имеющего отличительные признаки (характеристики), приведенные в приложенной формуле изобретения.
Конструктивные и функциональные характеристики настоящего изобретения и его преимуществ по сравнению с предшествующим уровнем техники станут более очевидными при изучении нижеприведенного описания, выполненного со ссылкой на приложенные чертежи, которые показывают устройство для удерживания брызг расплавленного металла при сварке оплавлением, предназначенное для использования в прокатных станах и выполненное в соответствии с инновационными принципами самого изобретения.
В чертежах:
- фиг.1-3 схематически показывают известное устройство для удерживания брызг расплавленного металла при сварке оплавлением соответственно во время фазы оплавления, во время фазы очистки и во время фазы технического обслуживания;
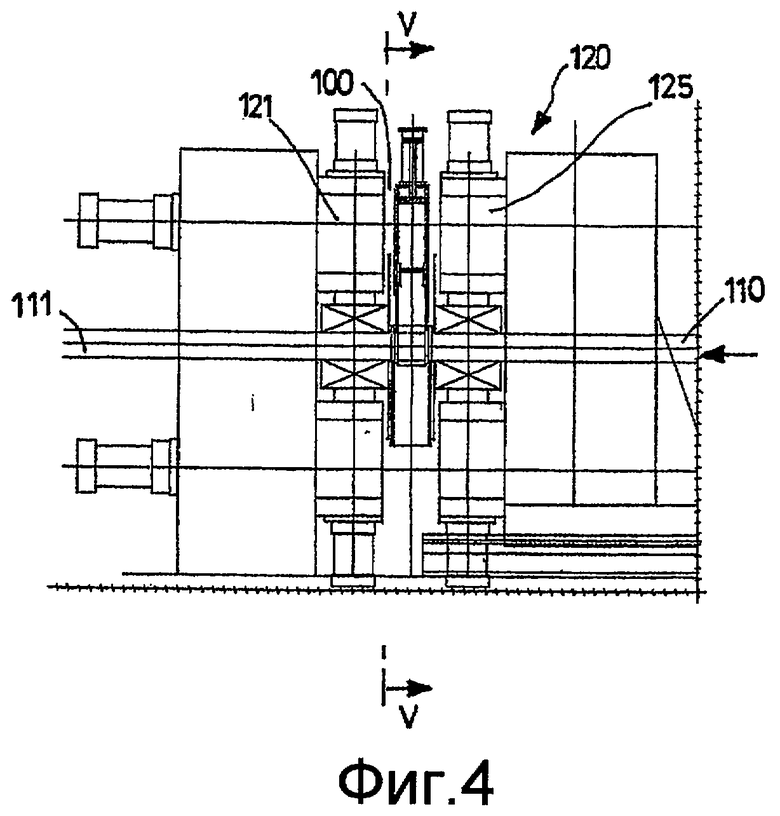
- фиг.4 представляет собой схематическое, полученное вдоль направления протяженности [длины] прокатного стана сечение сварочной машины, в которой используется устройство для удерживания брызг расплавленного металла при сварке оплавлением в соответствии с изобретением;
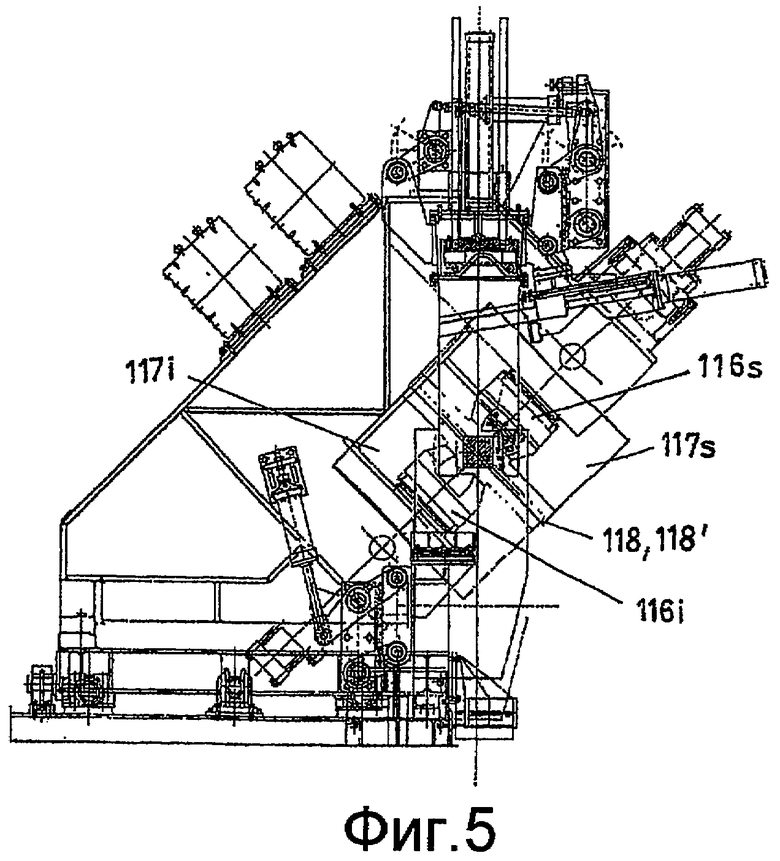
- фиг.5 представляет собой вид устройства для удерживания брызг в соответствии с изобретением и сварочной машины в сечении, полученном вдоль линии V-V на фиг.4;
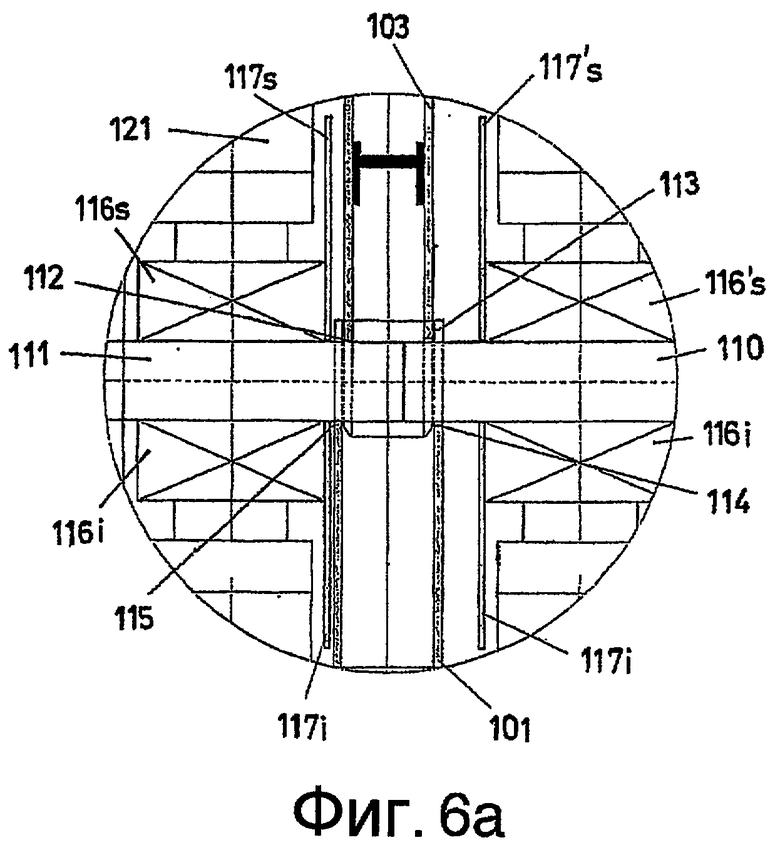
- фиг.6а представляет собой увеличенную деталь сварочной машины и удерживающего устройства, показанных на фиг.4;
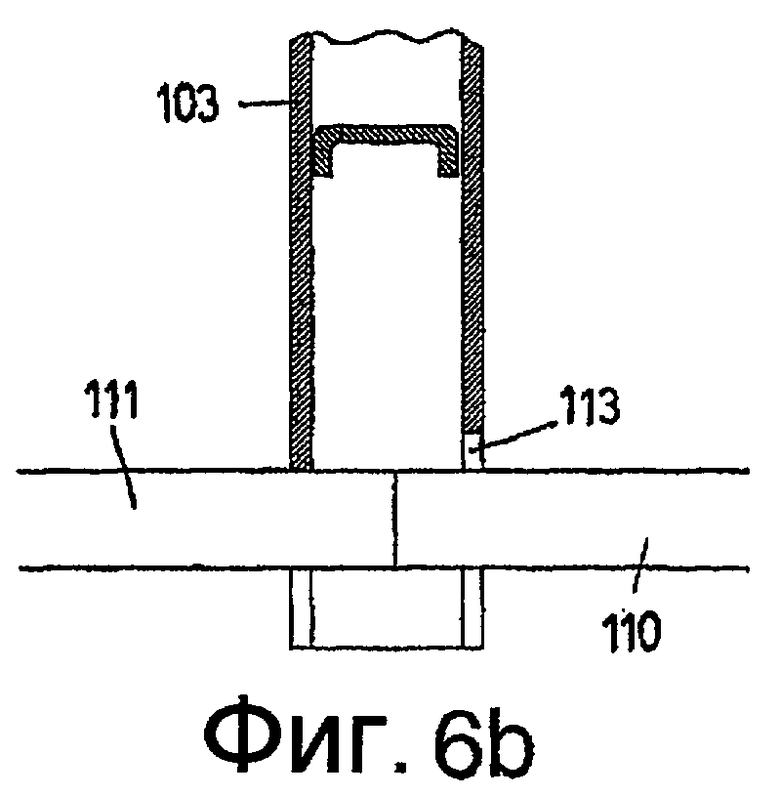
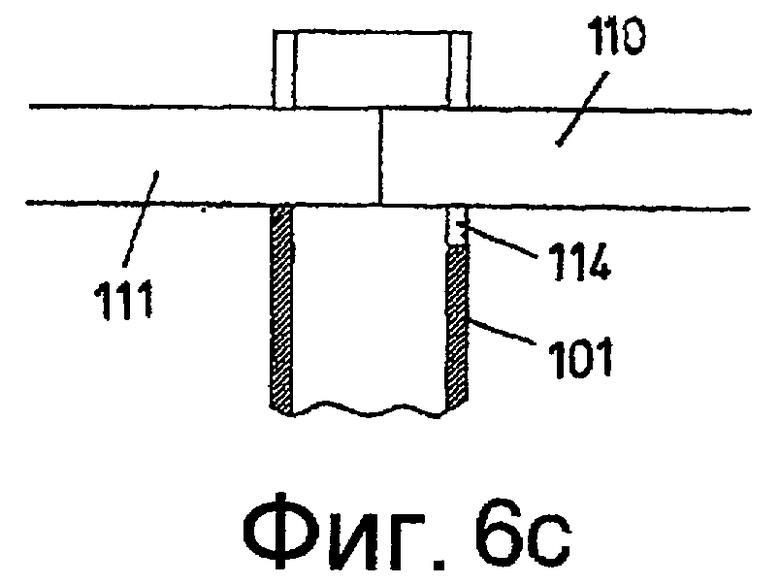
- фиг.6b и 6с представляют собой деталь фиг.6а;
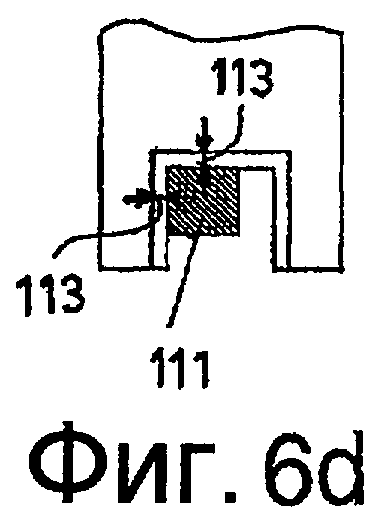
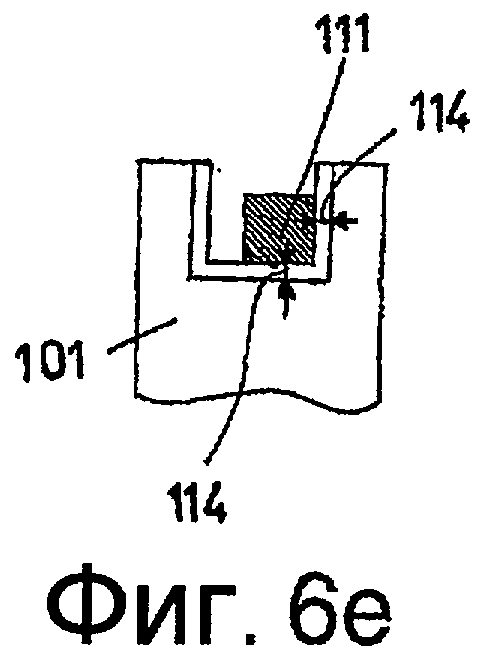
- фиг.6d и 6е представляют собой виды сбоку, иллюстрирующие те же детали фиг. 6b и 6с;
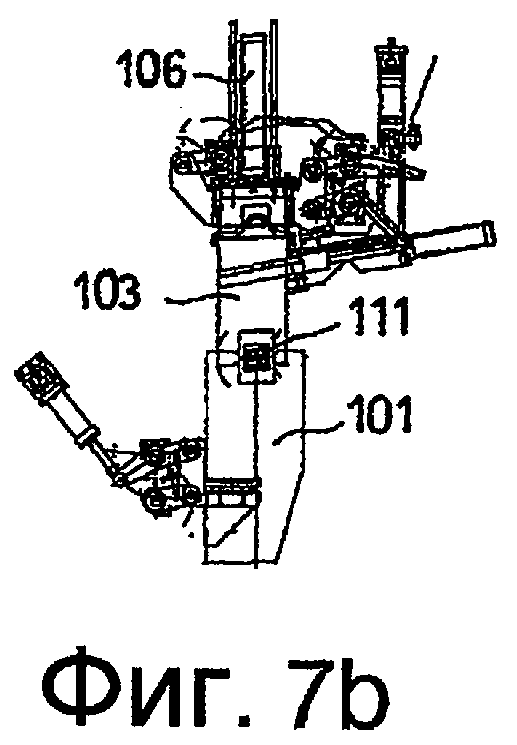
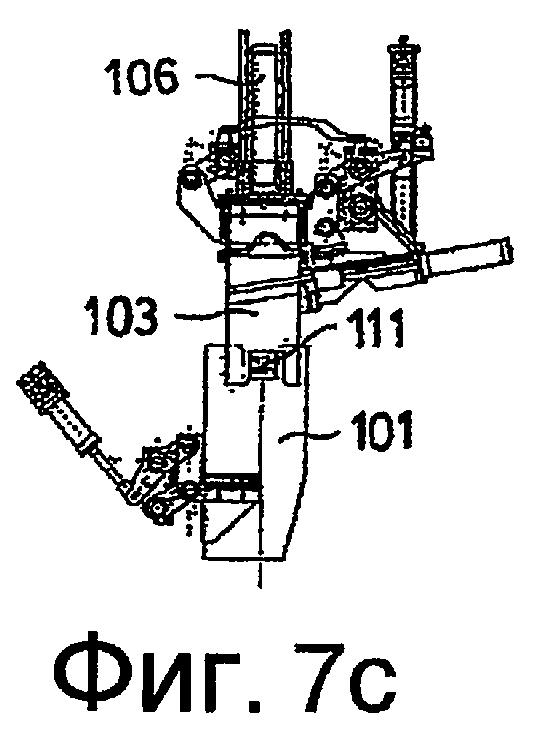
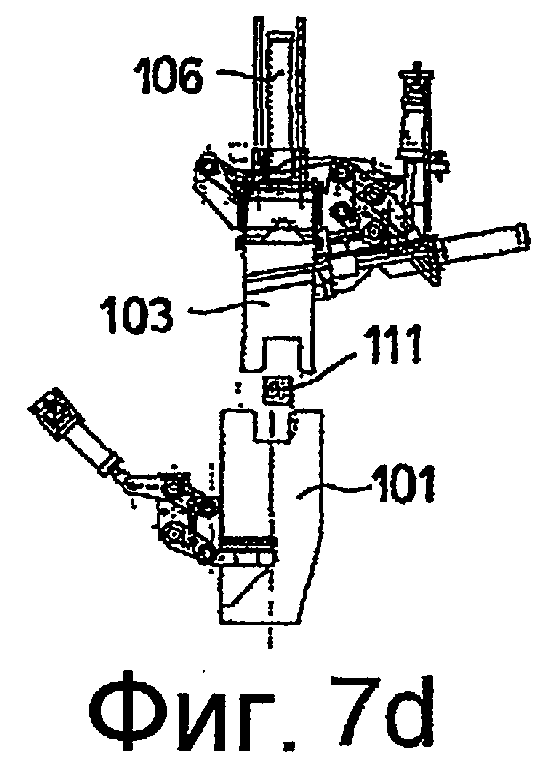
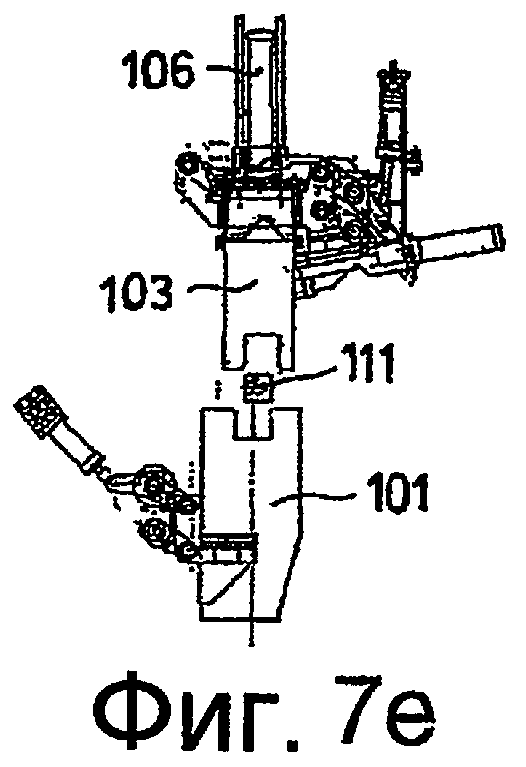
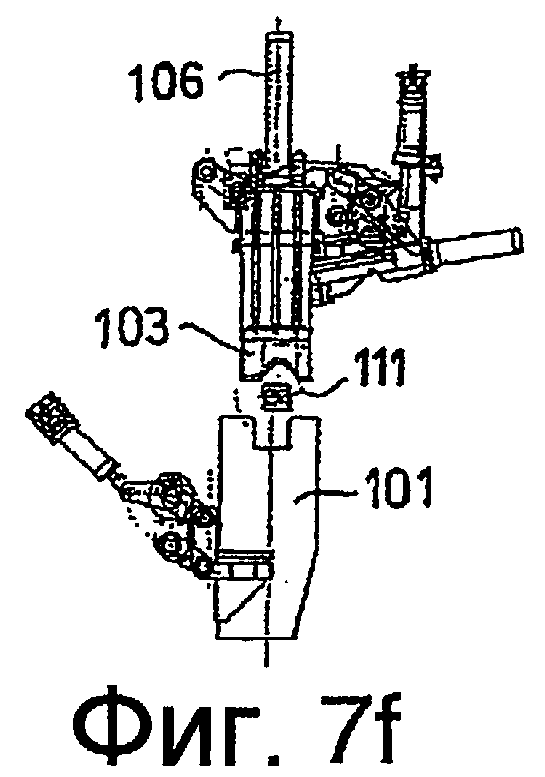
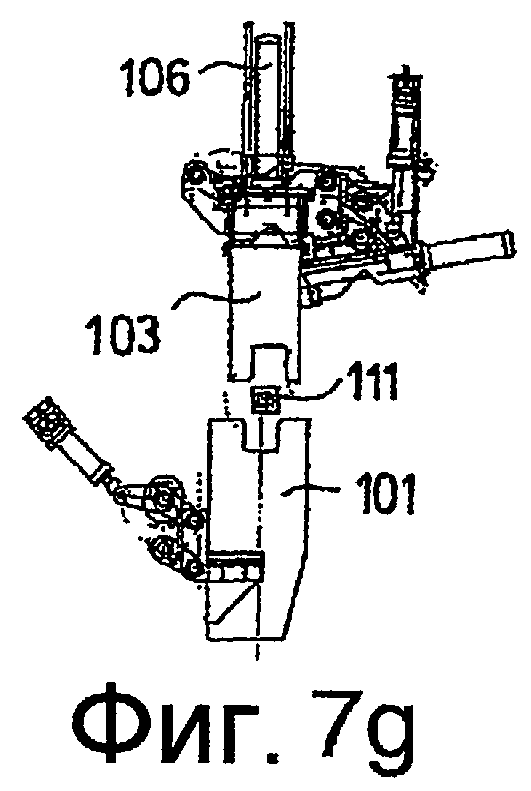
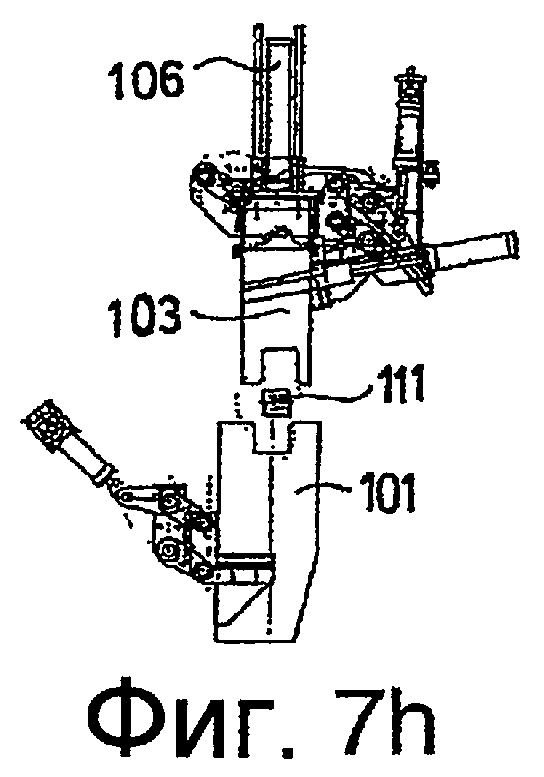
- фиг.7а-7h представляют собой виды сбоку устройства для удерживания брызг в разных рабочих положениях;
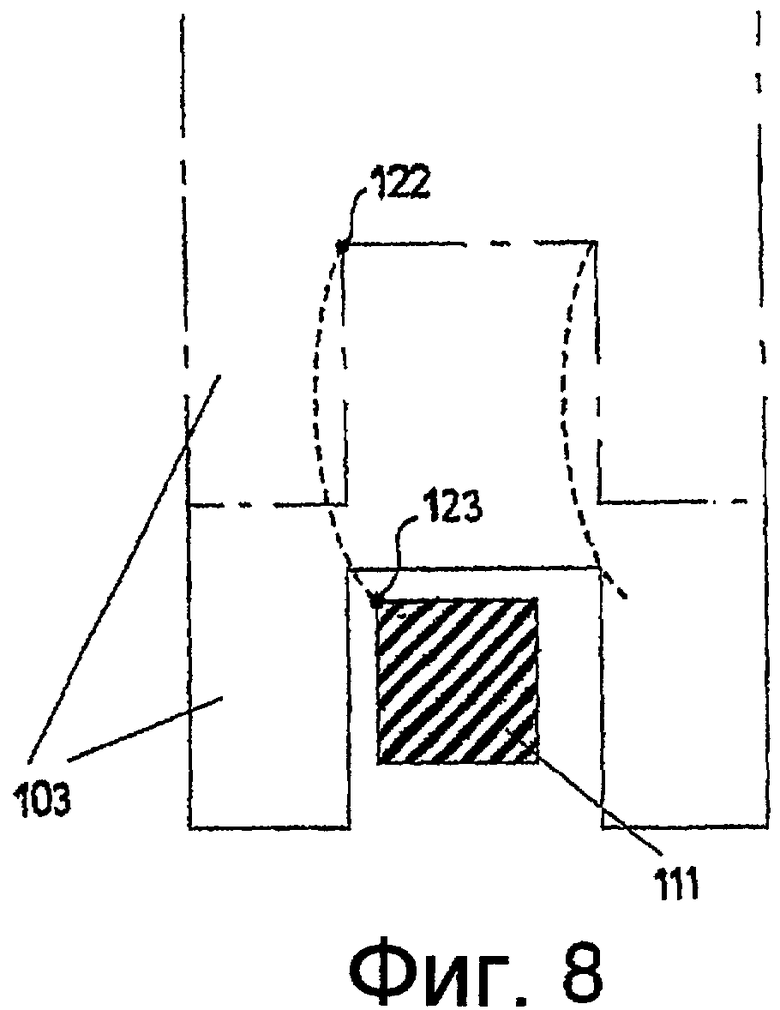
- фиг.8 представляет собой увеличенную деталь фиг.7а, которая иллюстрирует движение приближения устройства для удерживания брызг к зоне сварки.
Как показано на чертежах, устройство для удерживания брызг, предназначенное для использования в прокатных станах и представляющее собой предмет настоящего изобретения, обозначено в целом ссылочной позицией 100, и в проиллюстрированном примере в соответствии с настоящим изобретением оно содержит подвижный нижний кожух 101, движение которого ограничено посредством первого исполнительного механизма 102, и верхний подвижный кожух 103, управление движением которого осуществляется посредством второго исполнительного механизма 104.
Верхний кожух 103 содержит внутри буфер 105, соединенный с первым цилиндром 106, и гильотинные ножницы 107, управляемые посредством второго цилиндра 108.
Первый исполнительный механизм 102, который в проиллюстрированном варианте осуществления образован посредством рычажной системы, обеспечивает возможность перемещения нижнего кожуха 101 от зоны сварки и/или приближения его к зоне сварки при выполнении соответствующего движения опускания и/или подъема, которое осуществляется по части круговой траектории, обозначенной на фигуре ссылочной позицией В.
Аналогичным образом, управление верхним кожухом 103 при его перемещении от зоны сварки и/или приближении к зоне сварки осуществляется посредством второго исполнительного механизма 104, который в проиллюстрированном варианте осуществления также образован посредством рычажной системы, которая обеспечивает его направление соответственно при движении подъема и/или опускания вдоль части круговой траектории, обозначенной на фигуре ссылочной позицией С.
Кроме того, как первый 102, так и второй 104 исполнительные механизмы имеют соответствующие регулируемые концевые упоры 109, 109' для регулирования конечного положения соответственно нижнего кожуха 101 и верхнего кожуха 103 в зоне сварки.
Благодаря траектории, проходящей вдоль частей В, С окружности, и регулируемым концевым упорам 109, 109' исполнительных механизмов 102, 104, которые управляют движением нижнего кожуха 101 и верхнего кожуха 103, подобные кожухи 101, 103 могут приближаться к заготовкам 110, 111 до тех пор, пока они по существу не коснутся их.
Таким образом, зазор (пространство) между заготовками 110, 111 и кожухами 101, 103 может быть установлен (задан) равным заданной величине и, следовательно, практически может быть даже устранен с тем, чтобы обеспечить полное ограждение для брызг расплавленного металла при сварке оплавлением.
Если в качестве примера сослаться на верхний кожух, подобный проиллюстрированному на фиг.8, круговая траектория действительно обеспечивает возможность введения угла 122 подобного кожуха 103 в контакт с верхним углом 123 заготовки 111, введенной в прокатный стан, при этом практически устраняются зазоры между двумя элементами 103, 111, и в то же время регулируемый концевой упор 109 обеспечивает возможность останова угла 122 в заданном положении с обеспечением зазоров заданного размера. Как показано на фиг.6b, особая форма верхнего кожуха 103, смонтированного на неподвижном фланце 121 сварочной машины 120, гарантирует то, что, если концевой упор 109, взаимодействующий с подобным верхним кожухом 103, отрегулирован так, чтобы обеспечить ввод кожуха 103 в контакт 112 (см. фиг.6а) с заготовкой 111, взаимодействующей с прокатным станом, в любом случае не будет никакого контакта между подобным верхним кожухом 103 и заготовкой 110, в частности биллетом (billet), выходящей из печи, благодаря наличию зазора 113 между заготовкой 110 и кожухом 103. Аналогичным образом, фиг.6 с показывает, что, если концевой упор 109', взаимодействующий с нижним кожухом 101, смонтированным на неподвижном фланце 121 сварочной машины 120, отрегулирован так, чтобы обеспечить ввод кожуха 101 в контакт 115 (см. фиг.6а) с заготовкой 111, взаимодействующей с прокатным станом, подобный нижний кожух 101 ни в каком случае не будет касаться заготовки 110, поступающей из печи, благодаря наличию зазора 114 между заготовкой 110 и кожухом 101. Подобные отличительные признаки также проиллюстрированы на фиг.6b и 6е, которые показывают выполненный со стороны подвижного фланца 125 вид сбоку соответственно верхнего 103 и нижнего 101 кожухов, находящихся в контакте с заготовкой 111, взаимодействующей с прокатным станом.
Таким образом, гарантируется то, что кожухи 101, 103 даже в случае ввода их в контакт не создают цепей короткого замыкания между двумя заготовками 110, 111.
Для обеспечения дополнительного улучшения уровня защиты от брызг расплавленного металла при сварке оплавлением можно предусмотреть использование четырех дополнительных защитных элементов 117s, 117i, 117s', 117i', закрепленных на электрододержателях 116s, 116i и 116s', 116i', так, чтобы остановить брызги расплавленного металла при сварке оплавлением, которые могут выходить наружу из щелей между кожухами 101, 103 и заготовками 110, 111, отрегулированных посредством концевых упоров 109, 109'.
В частности, пары защитных элементов 117s, 117i, 117s', 117i' выполнены таким образом, чтобы они перекрывались [были расположены друг над другом] для участка 118, 118' поверхности, когда держатели 116s, 116i и 116s', 116i' обеспечивают зажим заготовок 110,111, с тем, чтобы по существу закрыть каждый зазор, где может иметь место проникновение брызг расплавленного металла при сварке оплавлением.
Кроме того, внутри верхнего кожуха 103 буфер 105 может быть перемещен вдоль [направления] основной протяженности подобного кожуха 103 при сохранении на всей протяженности соответствующего зазора между его периферийной боковой поверхностью и внутренними стенками верхнего кожуха 103.
Для этого верхний кожух 103 имеет по существу одинаковое сечение вдоль всей его основной протяженности [длины], комплементарное по отношению к форме буфера 105.
В отличие от известных устройств верхний кожух 103 устройства 100 в соответствии с изобретением имеет стенки в его части, близкой к зоне сварки, которые по существу не имеют наклона.
Следовательно, буфер 105 во время фазы опускания оказывает чистящее действие на всей поверхности кожуха 103, эффективно удаляя отходы при сварке.
Кроме того, благодаря особой форме верхнего кожуха 103 буфер с концевым упором может выходить из него, при этом он может таким образом эффективно очищать верхний кожух 103 во всей зоне, где с наибольшей вероятностью скапливаются отходы при сварке.
Следовательно, ручные операции по техническому обслуживанию становятся ненужными, что обеспечивает повышение степени непрерывности процесса сварки.
Гильотинные ножницы 107 могут быть введены в верхний кожух 103 или отведены из верхнего кожуха 103 так, чтобы образовать при их введении защиту для буфера 105 во время фазы оплавления.
В частности, определено, что гильотинные ножницы 107 «введены» (вставлены), когда шток цилиндра 108 находится в полностью выдвинутом положении относительно самого цилиндра 108. Гильотинные ножницы 107, вместо этого, «отведены», когда шток цилиндра 108 находится полностью внутри самого цилиндра 108.
Наличие гильотинных ножниц 107 обеспечивает предотвращение ситуации, при которой брызги расплавленного металла при сварке оплавлением достигают буфера 105, что позволяет сохранять его функциональность неизменной с течением времени.
Функционирование устройства для удерживания брызг расплавленного металла при сварке оплавлением в соответствии с изобретением таково.
При каждой сварочной операции устройство принимает разные рабочие конфигурации в соответствии с фазой, на которой оно находится, подобной проиллюстрированным на фиг.7а-7h.
Вначале устройство 100 имеет конфигурацию, при которой верхний 101 и нижний 103 кожухи находятся в положении, при котором они удалены от зоны сварки (фиг.7а). Одновременно буфер 105 находится у конца верхнего кожуха 103, удаленного по отношению к зоне сварки, при этом гильотинные ножницы 107 находятся в положении «вставки».
После подобной исходной фазы верхний 103 и нижний 101 кожухи приближаются (фиг.7b) к зоне сварки до тех пор, пока не будет достигнуто положение закрытия подобной зоны (фиг.7с). Подобное положение сохраняется во время фазы оплавления.
В конце подобной фазы верхний 103 и нижний 101 кожухи еще раз переводятся в открытое положение (фиг.7d), и после этого происходит очистка гильотинных ножниц 107 от отходов при сварке посредством отвода их из верхнего кожуха 103 (фиг.7е) и последующего движения с соскребанием относительно соответствующего зубила, предусмотренного в отверстии кожуха 103, через которое перемещаются гильотинные ножницы 107.
Наличие гильотинных ножниц 107 гарантирует то, что буфер 105 будет оставаться без отходов при сварке.
Следовательно, буфер 105 может быть использован для последующей очистки верхнего кожуха 103 посредством смещения его вдоль внутренних стенок кожуха (фиг.7f).
После этого буфер 105 возвращается в дистальное положение относительно зоны сварки (фиг.7g), и снова происходит введение гильотинных ножниц 107 (фиг.7h) с достижением исходной конфигурации.
Из того, что описано выше со ссылкой на чертежи, видно, каким образом устройство для удерживания брызг расплавленного металла при сварке оплавлением, предназначенное для использования в прокатных станах, в соответствии с изобретением может использоваться целесообразным и предпочтительным образом.
Таким образом, цель, упомянутая во введении описания, достигнута.
Варианты осуществления изобретения могут отличаться от тех, которые показаны только в качестве не ограничивающего примера на чертежах, а также используемые материалы могут отличаться.
Следовательно, объем защиты изобретения ограничен приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ ДЛЯ ЗАГОТОВОК С "ОТРЕЗАННЫМИ ВЕРХНИМ РЕЗОМ" КОНЦАМИ ЗАГОТОВКИ | 2023 |
|
RU2821455C1 |
| Способ стыковой сварки | 1975 |
|
SU650753A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2010 |
|
RU2430819C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |
| Стан для изготовления сварных емкостей | 1976 |
|
SU573289A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU327026A1 |
| Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления | 1990 |
|
SU1780959A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU956196A2 |
Устройство предназначено для использования в прокатных станах. Нижний кожух (101) и верхний кожух (103) устройства выполнены с возможностью управления их перемещением для обеспечения окружения зоны сварки, когда указанные кожухи расположены вблизи нее. Нижний кожух (101) установлен с возможностью управления его движением при приближении к зоне сварки и перемещении от нее вдоль участка (С) первой круговой траектории. Верхний кожух (103) установлен с возможностью управления его перемещением при приближении к зоне сварки и перемещении от нее вдоль участка (В) второй круговой траектории. Исполнительные механизмы (102) и (104), выполненные в виде рычажной системы, предназначены для управления движением нижнего и верхнего кожухов. Устройство экономично, функционально, обеспечивает практически полное закрытие зоны сварки во время фазы оплавления, а также допускает автоматическую очистку без остановки производства на техническое обслуживание. 2 н. и 13 з.п. ф-лы, 8 ил.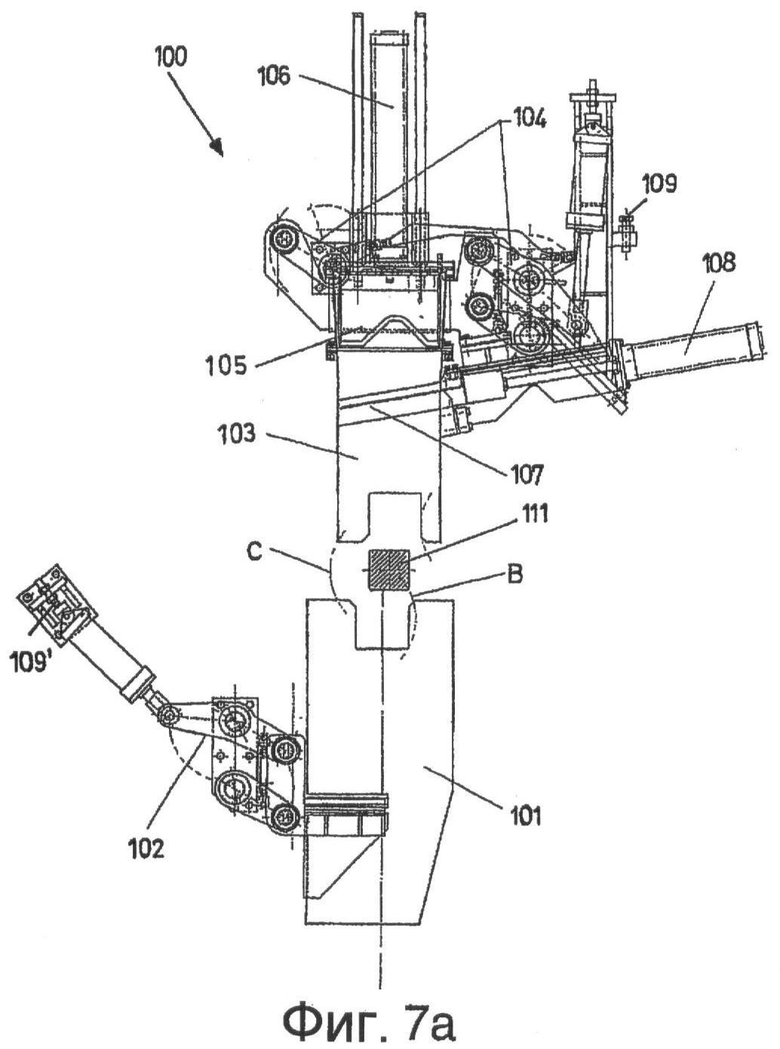
1. Устройство (100) для удерживания брызг расплавленного металла при сварке оплавлением, предназначенное для использования в прокатных станах, содержащее нижний кожух (101) и верхний кожух (103), которые выполнены с возможностью управления их перемещением к зоне сварки и от зоны сварки для обеспечения по существу окружения указанной зоны сварки, когда указанные нижний (101) и верхний (103) кожухи расположены вблизи нее, отличающееся тем, что нижний кожух (101) установлен с возможностью управления его движением при приближении к зоне сварки и перемещении от нее вдоль участка (С) первой круговой траектории, а верхний кожух (103) установлен с возможностью управления его перемещением при приближении к зоне сварки и перемещении от нее вдоль участка (В) второй круговой траектории.
2. Устройство по п.1, отличающееся тем, что верхний кожух (103) имеет форму, обеспечивающую его вхождение в контакт в зоне сварки только с первой заготовкой (111), подлежащей сварке, оставляя зазор (113) относительно второй заготовки (110), подлежащей сварке, когда он расположен вблизи указанной зоны сварки.
3. Устройство по любому из пп.1 и 2, отличающееся тем, что нижний кожух (101) имеет форму, обеспечивающую его вхождение в контакт в зоне сварки только с первой заготовкой (111), подлежащей сварке, оставляя зазор (114) относительно второй заготовки (110), подлежащей сварке, когда он расположен вблизи указанной зоны сварки.
4. Устройство по п.1, отличающееся тем, что оно содержит первый исполнительный механизм (102) для управления движением нижнего кожуха (101).
5. Устройство по п.4, отличающееся тем, что первый исполнительный механизм (102) представляет собой рычажную систему.
6. Устройство по п.1, отличающееся тем, что оно содержит второй исполнительный механизм (104) для управления движением верхнего кожуха (103).
7. Устройство по п.6, отличающееся тем, что второй исполнительный механизм (104) представляет собой рычажную систему.
8. Устройство по п.1, отличающееся тем, что, по меньшей мере, один из указанных первого и второго исполнительных механизмов (102, 104) содержит регулируемый концевой упор (109, 109'), определяющий конечное положение верхнего и нижнего кожухов в зоне сварки.
9. Устройство по п.1, отличающееся тем, что верхний кожух (103) имеет форму с по существу одинаковым сечением вдоль всей его основной протяженности.
10. Устройство по п.9, отличающееся тем, что верхний кожух (103) является полым и содержит внутри буфер (105), управляемый посредством третьего исполнительного механизма (106), при этом буфер (105) имеет размеры, комплементарные по отношению к указанному сечению верхнего кожуха (103), и выполнен с возможностью скольжения внутри верхнего кожуха (103) вдоль его основной протяженности между первым исходным положением, удаленным от указанной зоны сварки, и вторым положением по существу у конца указанного верхнего кожуха (103), близкого к зоне сварки.
11. Устройство по п.10, отличающееся тем, что указанный верхний кожух (103) содержит гильотинные ножницы (107), управляемые посредством четвертого исполнительного механизма (108), при этом гильотинные ножницы выполнены с возможностью плавного перемещения через отверстие верхнего кожуха (103) вдоль направления, поперечного к направлению основной протяженности верхнего кожуха (103), с тем, чтобы они заняли первое рабочее положение полностью внутри верхнего кожуха (103), и второе положение чистки - полностью снаружи верхнего кожуха (103).
12. Устройство по п.11, отличающееся тем, что при размещении гильотинных ножниц (107) в первом рабочем положении внутри верхнего кожуха (103), место их расположения находится ближе к указанному концу верхнего кожуха (103), чем указанное первое исходное положение, которое может занимать буфер (105).
13. Сварочная машина (120), предназначенная для использования в прокатных станах, содержащая неподвижную конструкцию (121) и подвижную конструкцию, при этом каждая из указанных подвижной и неподвижной конструкций имеет пару электрододержателей (116s, 116i и 116s', 116i'), приспособленных для соответствующего зажима заготовок (110, 111), подлежащих сварке, отличающаяся тем, что она содержит устройство (100) для удерживания брызг расплавленного металла при сварке оплавлением по любому из пп.1-12.
14. Сварочная машина (120) по п.13, отличающаяся тем, что на указанных парах электрододержателей (116s, 116i и 116s', 116i') установлен, по меньшей мере, один защитный элемент (117s, 117i, 117s', 117i').
15. Сварочная машина (120) по п.14, отличающаяся тем, что указанный, по меньшей мере, один защитный элемент (117s, 117i, 117s', 117i') имеет, по меньшей мере, одну верхнюю часть (117s, 117s') и, по меньшей мере, одну нижнюю часть (117i, 117i'), при этом указанные верхняя и нижняя части (117s, 117i, 117s', 117i') имеют форму, обеспечивающую их частичное перекрытие на участке (118, 118'), когда указанные пары электрододержателей (116s, 116i и 116s', 116i') находятся в положении зажима с указанными заготовками (110, 111), подлежащими сварке.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Защитная камера для сварки | 1989 |
|
SU1673343A1 |
| Устройство для защиты зоны контактной стыковой сварки | 1990 |
|
SU1719174A1 |
| Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления | 1990 |
|
SU1780959A1 |

