ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение, в общем смысле, относится к устройству и способу для изготовления концевой фрезы и, более конкретно, к устройству и способу для изготовления концевой фрезы посредством формования под давлением.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Для того чтобы изготовить концевую фрезу из материала, обладающего низкой формуемостью и высокой твердостью (например, твердосплавный цементированный карбид), уже существует технология, которая изготавливает изделие концевой фрезы с помощью следующих этапов: формования порошка материала для концевой фрезы в матрицу стержня посредством выдавливания; спекания формуемого тела для образования заготовки концевой фрезы и шлифования заготовки концевой фрезы для получения заранее установленной матрицы.
Однако, в вышеупомянутой технологии, количество материалов, подлежащих шлифованию, является довольно большим, так как заготовка концевой фрезы, имеющая простую матрицу стержня, шлифуется для получения режущей части. В качестве результата, существует проблема, заключающаяся в том, что выполнение процесса шлифования занимает много времени, и материал для концевой фрезы излишне расходуется.
ОПИСАНИЕ ТЕХНИЧЕСКОЙ ПРОБЛЕМЫ
Задача настоящего изобретения заключается в обеспечении устройства и способа для изготовления концевой фрезы, причем величина шлифовки заготовки концевой фрезы является небольшой, следовательно, решается вышеупомянутая проблема предшествующего уровня техники.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Для достижения вышеупомянутой задачи устройство для изготовления концевой фрезы настоящего изобретения содержит верхний и нижний пуансоны, матрицу, средство для подачи порошка материала для концевой фрезы и средство для устранения порошка с верхней поверхности матрицы. Верхний и нижний пуансоны являются подвижными вверх и вниз относительно друг друга и имеют продольную формующую полость, образованную на них. Матрица имеет сквозную прорезь с размером, чтобы по существу соответствовать ширине верхнего и нижнего пуансонов. Сквозная прорезь обеспечивает возможность перемещений вверх и вниз верхнего и нижнего пуансонов. Уровень верхней поверхности матрицы выполнен таким образом, что отношение высоты части для образования хвостовика концевой фрезы к высоте части для образования режущей части концевой фрезы в пределах пространства, образованного стенкой сквозной прорези и нижним пуансоном, соответствует отношению высоты хвостовика концевой фрезы к высоте режущей части концевой фрезы после формования изделия. Средство для подачи порошка материала для концевой фрезы подает порошок в пространство, образованное стенкой сквозной прорези и нижним пуансоном.
Средство для устранения порошка с верхней поверхности матрицы может включать в себя средство для сметания вниз порошка, который переполняет пространство, образованное стенкой сквозной прорези и нижним пуансоном. Это устанавливает уровень порошка по отношению к уровню верхней поверхности матрицы.
Более того, в соответствии с настоящим изобретением, поперечное сечение, перпендикулярное по отношению к части продольной формующей полости верхнего и нижнего пуансонов, имеет полость полусферической матрицы. Боковые концевые части полости имеют радиус кривизны (r), отличающийся от радиуса кривизны (R) полости. Центр радиуса кривизны (r) расположен за пределами полости и ниже ее верхнего конца.
Более того, настоящее изобретение предлагает способ изготовления концевой фрезы, которая является способной достичь вышеупомянутой цели.
Способ настоящего изобретения предлагает устройство для формования изделия, включающее верхний и нижний пуансоны и матрицу, как описано выше. Дополнительно, настоящий способ содержит этапы подачи порошка материала для концевой фрезы в пространство, образованное стенкой сквозной прорези и нижним пуансоном; устранения порошка с верхней поверхности матрицы и формования под давлением порошка, заполненного в пространство, посредством относительного перемещения верхнего и нижнего пуансонов.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
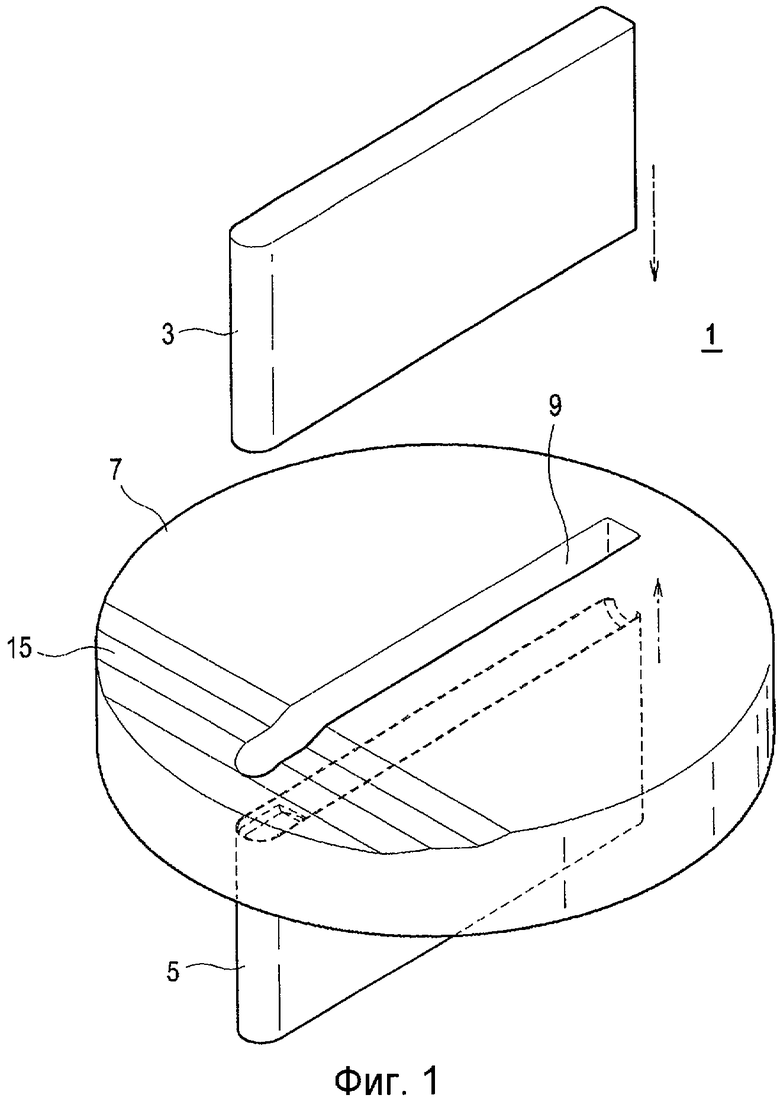
Фиг.1 представляет собой перспективный вид устройства для формования изделия, использующегося для изготовления концевой фрезы, в соответствии с настоящим изобретением.
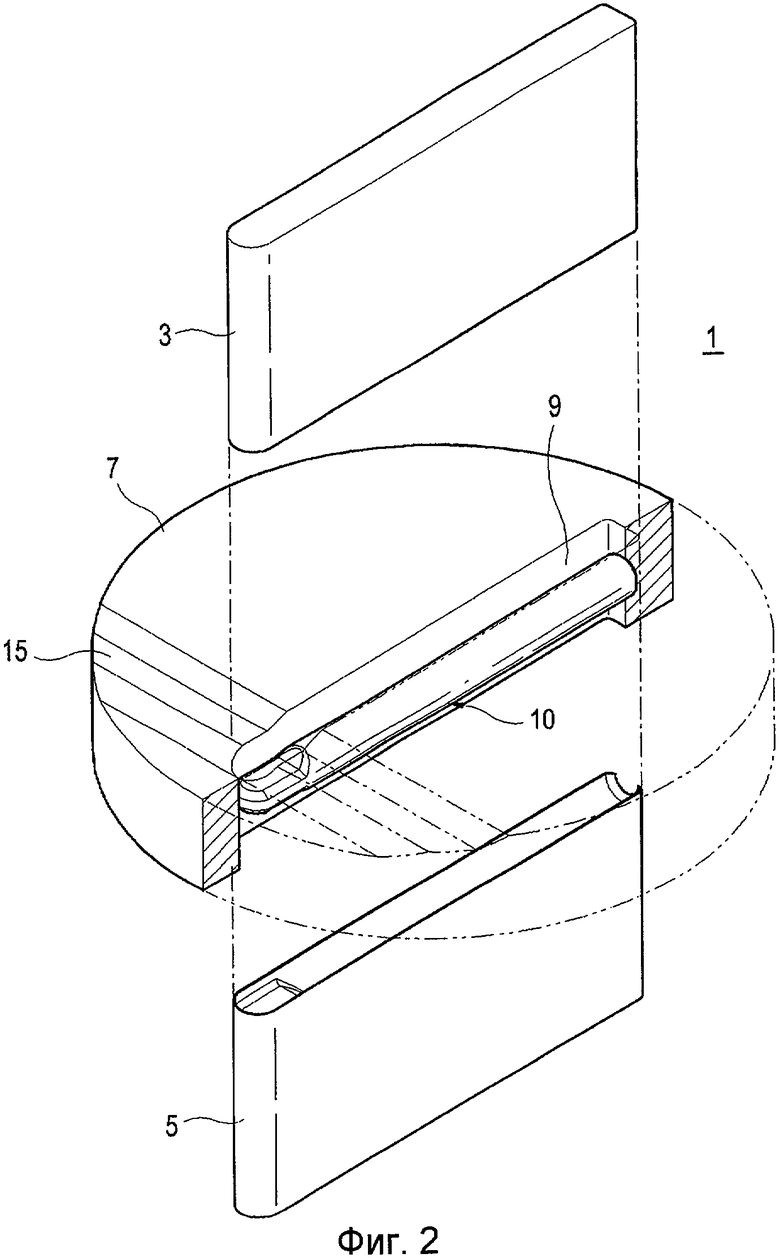
Фиг.2 представляет собой перспективный вид с разнесением деталей устройства для формования изделия, использующегося для изготовления концевой фрезы, в соответствии с настоящим изобретением.
Фиг.3 представляет собой перспективный вид концевой фрезы, образованной с помощью формования под давлением посредством устройства формования изделия, использующегося для изготовления концевой фрезы, в соответствии с настоящим изобретением.
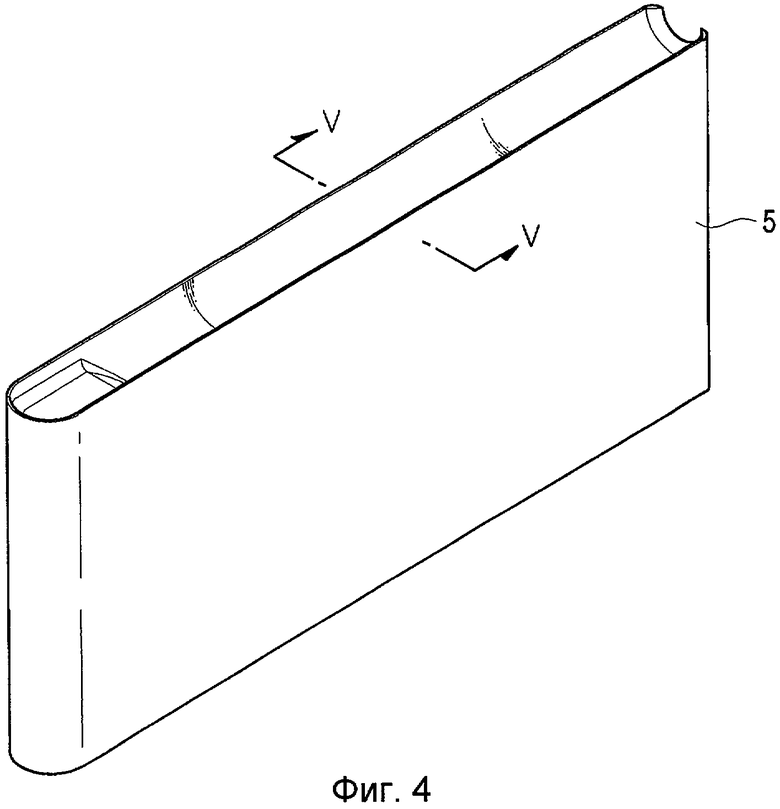
Фиг.4 представляет собой перспективный вид нижнего пуансона, показанного на Фиг.1.
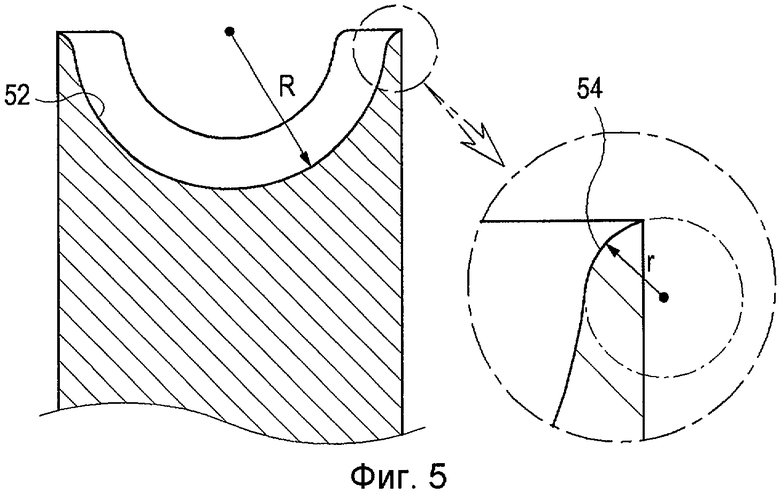
Фиг.5 представляет собой поперечное сечение нижнего пуансона, показанного на Фиг.4, которое взято по линии V-V.
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления настоящего изобретения теперь будут иллюстративно описываться со ссылкой на прилагаемые чертежи таким образом, чтобы настоящее изобретение могло быть более легко понятным, и очевидно могло быть понятным как оно могло бы быть осуществлено.
На Фиг.1 показано устройство 1 для формования изделия, использующееся для изготовления концевой фрезы в соответствии с настоящим изобретением. Устройство 1 для формования концевой фрезы содержит верхний пуансон 3, нижний пуансон 5 и матрицу 7. В общем смысле, верхний пуансон 3 и нижний пуансон 5 имеют матрицу прямоугольного параллелепипеда с тонкой шириной. Такие пуансоны 3 и 5 являются подвижными вверх и вниз по отношению друг к другу. Нижняя часть верхнего пуансона 3 и верхняя часть нижнего пуансона 5 выполнены с продольной формующей полостью. Матрица 7 имеет вытянутую, проникающую через нее прорезь 9. Сквозная прорезь 9 незначительно шире, чем ширины верхнего пуансона 3 и нижнего пуансона 5, чтобы, таким образом, обеспечивать возможность перемещений вверх и вниз верхнего пуансона 3 и нижнего пуансона 5. Когда верхний пуансон 3 и нижний пуансон 5 относительно перемещаются и, таким образом, сближаются друг с другом для формования под давлением, пространство, образованное между ними, является схожим с матрицей изделия концевой фрезы.
Как показано на Фиг.1, верхняя поверхность матрицы 7, расположенная рядом с одним концом сквозной прорези 9, образована с понижающейся ступенчатой частью 15, которая имеет уровень ниже, чем уровень верхней поверхности матрицы 7, расположенной рядом с другим концом сквозной прорези 9. Более конкретно, верхняя поверхность матрицы 7 образована таким образом, что отношение высоты части для образования хвостовика концевой фрезы к высоте участка для образования режущей части концевой фрезы в пределах пространства, образованного стенкой сквозной прорези 9 и нижним пуансоном 5, соответствует отношению высоты хвостовика концевой фрезы к высоте режущей части концевой фрезы после формования изделия.
На Фиг.3 показана концевая фреза 10, формованная под давление, в соответствии с вариантом осуществления настоящего изобретения. Как показано на Фиг.3, концевая фреза 10 имеет в основном стержнеобразный хвостовик 13 и режущую часть 11 более тонкую, чем хвостовик 13. Более того, режущая часть 11 включает в себя первую наклонную часть 11а, плоскую часть 11b и вторую наклонную часть 11с. После формования под давлением концевая фреза 10 имеет матрицу, в целом, сходную с матрицей законченного изделия концевой фрезы.
Верхняя поверхность матрицы 7, показанная на Фиг.1, выполнена с возможностью формования такой концевой фрезы 10. Как показано на Фиг.3, режущая часть 11 концевой фрезы 10 образована со ступенчатой частью, включающей в себя первую наклонную часть 11а, плоскую часть 11b и вторую наклонную часть 11с. Нисходящая ступенчатая часть 15 образована на верхней поверхности матрицы 7 таким образом, что отношение высоты части для образования хвостовика 13 концевой фрезы к высоте участка для образования режущей части 11 концевой фрезы в пределах пространства, образованного стенкой сквозной прорези 9 и нижним пуансоном 5, соответствует отношению высоты хвостовика 13 к высоте режущей части 11 концевой фрезы после формования изделия. То есть нисходящая ступенчатая часть 15 на верхней поверхности матрицы 7 соответствует режущей части 11 концевой фрезы.
Часть верхней поверхности матрицы 7, которая соответствует режущей части 11 концевой фрезы, не ограничена нисходящей ступенчатой частью 15. Если, вышеописанное условие отношения выполнено, в таком случае оно может быть различным образом осуществлено в соответствии с матрицей режущей части 11 концевой фрезы.
Устройство для формования изделия, показанное на Фиг.1, более того, содержит средство для подачи порошка и средство для устранения порошка (не показано). Средство для подачи порошка подает порошок материала для концевой фрезы в пространство, образованное стенкой сквозной прорези 9 и нижним пуансоном 5. Более того, средство для устранения порошка предназначено для сметания вниз порошка, переполняющего пространство, заданное стенкой сквозной прорези 9 и нижним пуансоном 5, чтобы, таким образом, устанавливать уровень порошка по отношению к уровню верхней поверхности матрицы 7.
В дальнейшем, способ изготовления концевой фрезы, в соответствии с настоящим изобретением, будет описываться посредством иллюстративного варианта осуществления.
Как показано на Фиг.1, для того чтобы изготовить концевую фрезу, нижний пуансон 5 проходит в сквозную прорезь 9 матрицы 7 и останавливается на соответствующем уровне, ниже уровня верхней поверхности матрицы 7. Таким образом, образуется формовочное пространство, которое окружено стенкой сквозной прорези 9 матрицы 7 и нижним пуансоном 5. Впоследствии, перемешанный порошок, имеющий порошок материала для формуемого тела и связывающий компонент, такой как воск, подается в пространство. Перемешанный порошок должен быть выше, чем уровень верхней поверхности матрицы 7. Такой излишний порошок сметается вниз с помощью средства для устранения порошка (не показано) в соответствии с уровнем верхней поверхности. По существу, перемешанный порошок, который имеется на нисходящей ступенчатой части 15 верхней поверхности матрицы 7, находится на одном уровне с направленной книзу ступенчатой частью 15.
Затем начинается формование под давлением, когда верхний пуансон 3 опускается. Предпочтительно, нижний пуансон 5 незначительно опускается заранее, до момента опускания верхнего пуансона 3, таким образом, порошок, заполненный до уровня верхней поверхности матрицы 7, не выходит, вследствие взаимодействия с верхним пуансоном 3. Является предпочтительным, чтобы верхний пуансон 3 и нижний пуансон 5 сближались друг с другом, приблизительно, на 1 мм, вместо полного взаимодействия между ними, для того, чтобы предотвратить их повреждение друг другом. В таком близком положении, как описано выше, пространство, образованное между верхним пуансоном 3 и нижним пуансоном 5, является схожим с матрицей изделия концевой фрезы.
На Фиг.2 показаны вместе устройство 1 для формования изделия, показанное на Фиг.1, и концевая фреза 10, после формования под давления, показанная на Фиг.3. Это для того, чтобы процесс формования под давлением, в соответствии с настоящим изобретением, мог быть более легко понят. На Фиг.2, для облегчения понимания, половина матрицы 7 вырезана вокруг сквозной прорези 9, и верхний пуансон 3, и нижний пуансон 5 расположены на расстоянии от матрицы 5.
После формования под давлением верхний пуансон 3 поднимается, и нижний пуансон 5 вместе с формуемым телом, лежащим на нем, также поднимается на расстояние, что формуемое тело может быть открыто над уровнем верхней поверхности матрицы 7. Формуемое тело на нижнем пуансоне 5 перемещается в печь для спекания посредством любого подходящего перемещающего средства для того, чтобы оно подверглось процессу спекания. Так как формуемое тело подвергается процессу спекания, оно становиться твердым и образует заготовку концевой фрезы. Такая заготовка концевой фрезы, которая является схожей с матрицей законченного изделия концевой фрезы, выполняется в законченное изделие концевой фрезы посредством шлифования на небольшую величину.
В соответствии с вышеописанным устройством и способом изготовления для концевой фрезы величина шлифовки заготовки концевой фрезы может быть значительно уменьшена. Более того, является возможным обеспечить равномерное сжатие при спекании формуемого тела.
Так как формуемое тело, как правило, является открытым относительно окружающей среды с высокой температурой во время спекания, компонент, такой как воск, удаляется из формуемого тела. В качестве результата, размер формуемого тела после спекания полностью уменьшается по сравнению с формуемым телом до спекания. В таком случае существует проблема, заключающаяся в том, что формуемое тело деформируется частично или полностью, когда степень сжатия формуемого тела не является равномерной. Следовательно, оборудование, которое может равномерно сжимать формуемое тело, требуется такое, которое не деформирует формуемое тело во время процесса спекания.
Неравномерное сжатие формуемого тела может произойти вследствие давления, неравномерно прикладываемого во время формования под давлением. Таким образом, плотность порошка материала для концевой фрезы или плотность компонента, такого как воск, становится неравномерной во всем формуемом теле. То есть, если плотность компонента, такого как воск, является неравномерной в формуемом теле, тогда количество компонента, такого как воск, выходящего во время спекания, является различным в каждой части формуемого тела, тем самым вызывая неравномерность сжатия формуемого тела.
В соответствии с настоящим изобретением, в устройстве 1 для формования изделия нисходящая ступенчатая часть 15 образована на верхней поверхности матрицы 7, которая соответствует режущей части 11 концевой фрезы. Более того, когда порошок заполняется в пространство, образованное стенкой сквозной прорези 9 матрицы 7 и нижним пуансоном 5, порошок заполняется до уровня верхней поверхности, включая нисходящую ступенчатую часть. Таким образом, относительно небольшое количество порошка заполняется в часть пространства для образования тонкой режущей части 11 концевой фрезы. Следовательно, по существу, равномерное давление прикладывается по всей площади всего формуемого тела во время формования под давлением. Дополнительно, такое прикладываемое равномерное давление может равномерно поддерживать плотность порошка материала для концевой фрезы или плотность компонента, такого как воск, в формуемом теле. Таким образом, формуемое тело равномерно сжимается во время спекания и предотвращается его деформирование.
На Фиг.4 показан нижний пуансон 5 устройства 1 для формования изделия, в соответствии с настоящим изобретением. На Фиг.5 показано поперечное сечение нижнего пуансона, которое взято по линии V-V, показанной на Фиг.4. Как показано на Фиг.5, нижний пуансон 5 имеет полость 52 полусферической матрицы. Более того, обе боковые концевые части 54 полости 52 имеют радиус кривизны r, отличающийся от радиуса кривизны R полости 52. Центр радиуса кривизны r расположен за пределами полости 52 и ниже ее верхнего конца.
Предпочтительно, когда радиус кривизны R полости 52 находится в пределах от 5 до 10 мм, радиус кривизны r обеих боковых концевых частей 54 находится в пределах, приблизительно, от 0,4 до 0,5 мм. Более того, является предпочтительным, что, когда радиус кривизны R полости 52 находится в пределах от 5 до 10 мм, ширина нижнего пуансона 5 находится в пределах, приблизительно, от 10,3 до 20,3 мм. В соответствии с настоящим изобретением, так как верхний пуансон выполнен симметрично нижнему пуансону, описание матрицы верхнего пуансона в настоящее описание не включено.
Более того, верхний пуансон 3 и нижний пуансон 5 сближаются друг с другом только до положения, в котором они располагаются на расстоянии, приблизительно, 1 мм друг от друга. Это для того, чтобы предотвратить какое-либо повреждение, которое может быть вызвано вследствие взаимодействия друг с другом. В качестве результата, обе боковые части формуемого под давлением тела образованы с заусенцами. Эти заусенцы, которые не являются необходимыми для концевой фрезы, устранятся посредством шлифования.
В соответствии с вышеописанной конструкцией нижнего пуансона 5 матрица поперечного сечения формуемого тела может быть образована, чтобы быть как можно более круглой для того, чтобы была возможна подшлифовка на небольшую величину. Более того, так как обе боковые концевые части верхнего и нижнего пуансонов являются укрепленными, устройство для изготовления концевой фрезы, имеющее более продолжительный срок службы, может быть обеспечено. Другими словами, нижний пуансон 5 выполнен таким образом, что обе боковые концевые части 54 имеют жесткость посредством увеличения их толщин на некоторую величину, тогда как заусенец, подлежащий шлифованию, имеет размеры как можно более маленькие.
Несмотря на то, что настоящее изобретение было подробно показано и описано со ссылкой на его иллюстративные варианты осуществления, средним специалистам в данной области будет понятно, что различные изменения или модификации могут быть выполнены, не выходя за пределы настоящего изобретения.
ПРИМЕНЯЕМОСТЬ В ПРОИЗВОДСТВЕННЫХ УСЛОВИЯХ
Настоящее изобретение предлагает устройство и способ для изготовления концевой фрезы, посредством которого можно изготовить концевую фрезу с помощью подшлифовки на небольшую величину, посредством изготовления заготовки концевой фрезы, которая имеет матрицу, схожую с изделием концевой фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЫРЫХ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1992 |
|
RU2050224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| СПОСОБ ТЕРМИЧЕСКОГО ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ, ИМЕЮЩИХ ОСНОВАНИЕ ИЗ ЛИСТА ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2080262C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ, ДОЗАТОР НАЧИНКИ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2004 |
|
RU2269896C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО И СПОСОБ РЕЗАНИЯ | 2016 |
|
RU2685303C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1991 |
|
RU2022709C1 |
| Способ полусухого формования керамических изделий | 1990 |
|
SU1761479A1 |

Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления концевых фрез. Устройство для изготовления концевой фрезы содержит верхний и нижний пуансоны, матрицу, средство для подачи порошка материала для концевой фрезы, и средство для устранения порошка с верхней поверхности матрицы. Верхний и нижний пуансоны являются подвижными вверх и вниз относительно друг друга и имеют продольную формующую полость, образованную на них. Матрица имеет сквозную прорезь с размером, чтобы по существу соответствовать ширине верхнего и нижнего пуансонов. Верхняя поверхность матрицы выполнена таким образом, что соотношение части для образования хвостовика и части для образования режущей части соответствует соотношению между высотой хвостовика и режущей частью концевой фрезы. Устройство позволяет уменьшить количество материала, подлежащего шлифовке, и сократить время шлифования. 3 н. и 2 з.п. ф-лы, 5 ил.
1. Устройство для изготовления концевой фрезы, режущая часть которой, имеющая режущие кромки, проходит на одной концевой части вытянутого хвостовика, содержащее:
верхний пуансон и нижний пуансон, выполненные с возможностью перемещения вверх и вниз относительно друг друга, и имеющие продольную формующую полость, образованную на них;
матрицу, имеющую сквозную прорезь с размером, чтобы, по существу, соответствовать ширине верхнего и нижнего пуансонов, и обеспечивающим возможность перемещений вверх и вниз верхнего и нижнего пуансонов, причем уровень верхней поверхности матрицы выполнен таким образом, что отношение высоты части для образования хвостовика концевой фрезы к высоте части для образования режущей части концевой фрезы в пределах пространства, образованного стенкой сквозной прорези и нижним пуансоном, соответствует отношению высоты хвостовика концевой фрезы к высоте режущей части концевой фрезы после формования;
средство для подачи порошка материала для концевой фрезы в пространство, образованное стенкой сквозной прорези и нижним пуансоном; и
средство для устранения порошка с верхней поверхности матрицы.
2. Устройство по п.1, в котором средство для устранения порошка включает в себя средство для сметания вниз порошка, переполняющего пространство, образованное стенкой сквозной прорези и нижним пуансоном, для того чтобы, таким образом, устанавливать уровень порошка к уровню верхней поверхности матрицы.
3. Устройство по п.1 или 2, в котором поперечное сечение, перпендикулярное по отношению к части продольной формующей полости верхнего и нижнего пуансонов, имеет полость полусферической матрицы, причем боковые концевые части полости имеют радиус кривизны (r), отличающийся от радиуса кривизны (R) полости, и причем центр радиуса кривизны (r) расположен за пределами полости и ниже ее верхнего конца.
4. Устройство для изготовления концевой фрезы, режущая часть которой, имеющая режущие кромки, проходит на одной концевой части вытянутого хвостовика, содержащее:
верхний пуансон и нижний пуансон, выполненные с возможностью перемещения вверх и вниз относительно друг друга, и имеющие продольную формующую полость, образованную на них, причем верхний и нижний пуансоны имеют матрицу прямоугольного параллелепипеда с тонкой шириной;
матрицу, имеющую сквозную прорезь с размером, чтобы, по существу, соответствовать ширине верхнего и нижнего пуансонов, и обеспечивающим возможность перемещений вверх и вниз верхнего и нижнего пуансонов, причем уровень верхней поверхности матрицы на одной концевой части сквозной прорези ниже, чем уровень верхней поверхности матрицы на другой концевой части сквозной прорези, при этом уровень верхней поверхности опущен так, что отношение высоты части для образования хвостовика концевой фрезы к высоте части для образования режущей части концевой фрезы в пределах пространства, образованного стенкой сквозной прорези и нижним пуансоном, соответствует отношению высоты хвостовика концевой фрезы к высоте режущей части концевой фрезы после формования;
средство для подачи порошка материала для концевой фрезы в пространство, образованное стенкой сквозной прорези и нижним пуансоном; и
средство для устранения порошка посредством сметания вниз порошка, переполняющего пространство, образованное стенкой сквозной прорези и нижним пуансоном, чтобы, таким образом, устанавливать уровень порошка к уровню верхней поверхности матрицы.
5. Способ изготовления концевой фрезы, режущая часть которой, имеющая режущие кромки, проходит на одной концевой части вытянутого хвостовика, содержащий этапы:
обеспечения устройства для формования изделия, содержащего верхний пуансон и нижний пуансон, выполненные с возможностью перемещения вверх и вниз относительно друг друга, и имеющие продольную формующую полость, образованную на них; и матрицу, имеющую сквозную прорезь с размером, чтобы, по существу, соответствовать ширине верхнего и нижнего пуансонов, и обеспечивающим возможность перемещений вверх и вниз верхнего и нижнего пуансонов; причем уровень верхней поверхности матрицы выполнен таким образом, что отношение высоты части для образования хвостовика концевой фрезы к высоте части для образования режущей части концевой фрезы в пределах пространства, образованного стенкой сквозной прорези и нижним пуансоном, соответствует отношению высоты хвостовика концевой фрезы к высоте режущей части концевой фрезы после формования;
подачи порошка материала для концевой фрезы в пространство, образованное стенкой сквозной прорези и нижним пуансоном;
устранения порошка с верхней поверхности матрицы; и
формования под давлением порошка, заполненного в пространство, посредством относительного перемещения верхнего и нижнего пуансонов.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Пресс-форма для прессования порошков | 1980 |
|
SU954183A1 |
| Прессформа для формования изделий из металлических порошков | 1985 |
|
SU1252046A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

