Изобретение относится к способам контроля и корректировки технологии производства листового проката из конструкционных экономнолегированных феррито-перлитных сталей по полосчатости в результате термомеханической обработки и может быть использовано в металлургической промышленности и в различных отраслях машиностроения.
Известно, что полосчатая структура после термомеханической обработки, обусловленная ориентированным положением полигонального феррита, может приводить к образованию внутренних дефектов в виде расслоений и, соответственно, к анизотропии сопротивления стали хрупкому и вязкому разрушению, характеризуемому снижением «хрупкой» прочности особенно в Z-направлениях (вертикальная ориентация образца по толщине листа). Кроме того, известно, что полосчатость может оказывать отрицательное влияние и на усталостную прочность металла. Скорость роста трещины в Z-направлении при наличии полосчатости материала может быть в 5 раз быть выше, чем в других направлениях [1, 2].
Известен способ металлографического контроля полосчатой структуры проката по ГОСТ 5640. Согласно этому способу оценка полосчатости производится на микрошлифах, позволяющих осуществлять качественно на основе шестибалльной системы определение полосчатости структуры по толщине листа. Однако данный способ, как и его современный аналог - анализаторно-цифровая металлография (панорамное изображение структуры сколь угодно большой площади с высоким разрешением на базе анализатора изображения Thixomet [3], ASTM E1268 для количественной микроструктурной металлографии и т.д.), не позволяет количественно и с высокой точностью оценить влияние полосчатой структуры на анизотропию сопротивления деформированию и разрушению в направлении, поперечном прокатке и в Z-направлениях и тем самым проведение корректировки не только свойств металла листа, но и технологии производства проката.
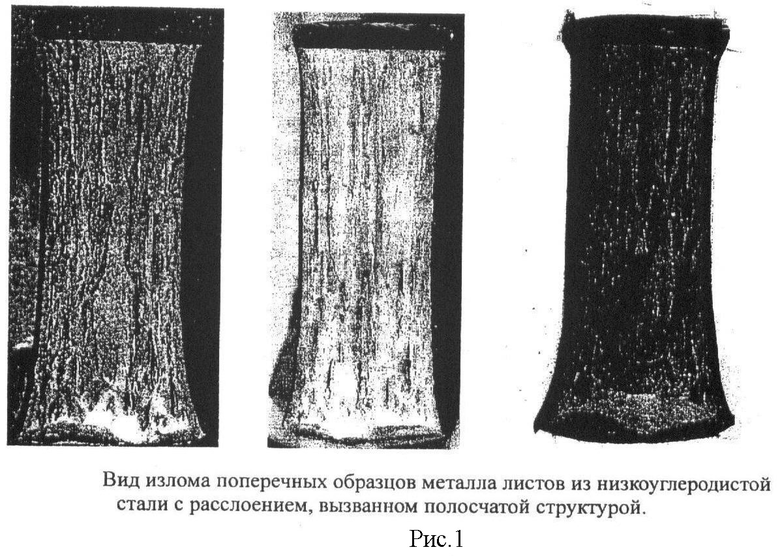
Известен способ контроля качества листового проката с помощью испытаний на ударный изгиб образцов по ГОСТ 9454 (прототип), вырезанных в направлении поперек прокатки, который позволяет выявить поверхности раздела, т.е. участки расслоения, и тем самым оценить полосчатость структуры. Так, например, данные таблицы 1 [4] свидетельствуют, что ударная вязкость образцов различается от 3,79 до 14,3 раз. При этом излом образца, вырезанного в поперечном направлении, с низкой ударной вязкостью, может иметь участки с расслоением из-за полосчатой структуры (рис.1). В случаях, когда надрез не находится в зоне полосчатости, наличие полосчатой структуры не оказывает влияния на энергоемкость работы разрушения металла листового проката, т.к. работа зарождения трещины значительно больше работы ее распространения.
Недостатком способа является большой разброс результатов испытаний и, как следствие, низкая качественная и количественная достоверность обнаружения полосчатых структур, что затрудняет контроль как листового проката, так и технологического цикла производства. Также недостатком ГОСТ 9454 является случайный выбор места отбора образцов и положения надреза в металле.
Техническим результатом изобретения является повышение достоверности определения качественной и количественной оценки степени полосчатости структуры металла листового проката, а также возможность использования изобретения для обеспечения изотропности свойств листового проката.
Для достижения технического результата способ контроля качества листового проката феррито-перлитных сталей включает изготовление ориентированных в поперечном направлении образцов с острым V-образным надрезом, проведение испытаний по определению ударной вязкости и полосчатости структуры проката, при этом дополнительно изготавливают образцы, ориентированные по толщине листового проката в Z-направлении, при этом образцы, ориентированные в поперечном и Z-направлениях, вырезают так, что V-образный надрез находится в средней части листового проката, определяют величину ударной вязкости каждого вида образца при температуре эксплуатации (tэ) и отношение величин ударной вязкости образцов:
 ,
,
где  - ударная вязкость образцов с острым V-образным надрезом, вырезанных из средней части листового проката в поперечном направлении;
- ударная вязкость образцов с острым V-образным надрезом, вырезанных из средней части листового проката в поперечном направлении;
 - ударная вязкость образцов с острым V-образным надрезом, вырезанных из средней части листового проката в Z-направлении, причем при соотношении величин ударной вязкости, равном 3-5, листовой прокат подвергают отпуску при 650°, а при соотношении величин ударной вязкости выше 5 листовой прокат подвергают закалке с последующим отпуском при 610°.
- ударная вязкость образцов с острым V-образным надрезом, вырезанных из средней части листового проката в Z-направлении, причем при соотношении величин ударной вязкости, равном 3-5, листовой прокат подвергают отпуску при 650°, а при соотношении величин ударной вязкости выше 5 листовой прокат подвергают закалке с последующим отпуском при 610°.
Для всесторонней и наиболее полной оценки спротивляемости хрупкому и вязкому разрушению с учетом влияния полосчатости, количественное проявление дефектности которой практически не определимо с помощью результатов испытаний на удар образцов в направлении, поперечному прокатке и методами классической оптической и анализаторно-цифровой металлографии, необходимо изготовить образцы, надрез которых перпендикулярен направлению проката (поперечные образцы, вырезанные из центральной зоны по толщине листа), и образцы в Z-направлениях, надрез которых расположен в средней части по толщине листа и практически параллелен полосчатой структуре. Образцы на ударную вязкость необходимо изготавливать по ГОСТ 9454, тип 11.
Контроль образцов согласно заявленному способу может осуществляться для листового проката толщиной 20 мм и более. Для изготовления образцов в Z-направлениях листов толщиной менее 55 мм допускается изготовление периферийной части образца с помощью сварки трением, ручной дуговой сварки и т.д. в соответствии с ГОСТ 28870, но при этом необходимо исключить влияние сварки на зону надреза в ударном образце.
Отношение величин ударной вязкости образцов, вырезанных в поперечном направлении, к величине ударной вязкости образцов, ориентированных вдоль толщины листового проката в Z-направлении, определяется по соотношению

при этом, если соотношение значений ударной вязкости находится в пределах от 3 до 5, то листовой прокат подвергают отпуску, если соотношение значений ударной вязкости выше 5, то листовой прокат подвергают закалке с последующим высоким отпуском при температуре 610°С. Отпуск позволяет снизить напряжения II рода, повысить пластичность и ударную вязкость стали, при этом величина полосчатости изменяется незначительно.
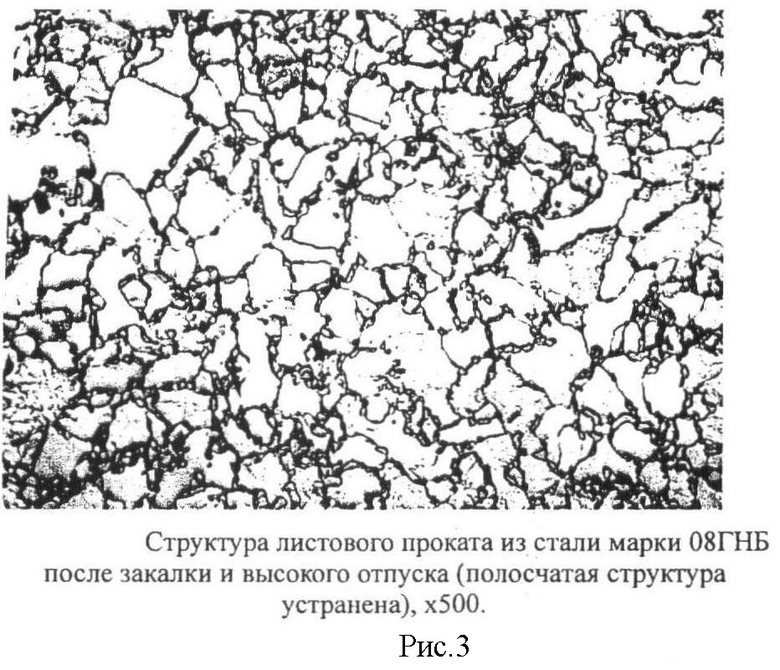
При проведении закалки и высокого отпуска - полной перекристаллизации структуры удается устранить полосчатую структуру (рис.2, 3), тем самым значительно снизить различие по пластичности и ударной вязкости в поперечном и Z-направлениях.
Пример выполнения способа
Для оценки влияния полосчатой структуры на анизотропию свойств и возможной корректировки этих свойств материала толстолистового проката после термомеханической обработки использован толстый горячекатаный лист из стали марки 08ГНБ после контролируемой прокатки при конечной температуре 750-720°С с последующим охлаждением на воздухе.
Химический состав исследуемой стали представлен в таблице 2.
Оценка полосчатости структуры проводилась по результатам значений ударной вязкости и механических свойств.
Результаты испытаний представлены в таблице 3.
Как видно из полученных результатов (таблица 3), а также из соотношения данных испытаний образцов на ударную вязкость в поперечном и Z-направлениях, можно полагать, что данный способ позволяет качественно и количественно определить степень полосчатости структуры, выявить объективное качество материала, а при необходимости осуществить его корректировку с помощью отпуска, снижающего структурную напряженность или термической обработки (закалка + высокий отпуск), обеспечивающей полную структурную перекристаллизацию (рис.3) с целью уменьшения или устранения полосчатости структуры. Для этого отобранные листы были подвергнуты отпуску при 650°С и термической обработке: закалке от 910°С в воде с отпуском при 610°С и выдержкой 4,5 мин/мм.
Ожидаемый технико-экономический эффект, по сравнению с прототипом, выражается в возможности осуществления контроля и корректировке свойств, а также оптимизации технологий изготовления толстолистового проката, что позволяет повысить надежность и долговечность изделий, в частности трубопроводов и судокорпусных конструкций, включая газо-нефтедобывающую морскую технику арктического исполнения, изготовленных из экономнолегированных низкоуглеродистых феррито-перлитных сталей.

ЛИТЕРАТУРА
1. Марков С.И., Головин С.В., Казанцев А.Г. и др. Комплексная оценка штрипса импортной поставки 2006 г. для труб нефтемагистрали Восточная Сибирь - Тихий океан, XV Международная научно-техническая конференция «Трубы-2007», Челябинск, 2007.
2. Анастасиади Г.П., Сильников М.В. Неоднородность и работоспособность стали. СПб: Полигон, 2002, 623 с.
3. Казаков А.А., Киселев Д.В., Казакова Е.И., Чигинцев Л.С. Разработка методов оценки структурной и химической неоднородности современных трубных сталей. Сб. мат. XX Уральской школы металловедов-термистов «Актуальные проблемы физического металловедения сталей и сплавов». Пермь-Екатеринбург, 2010, с.44.
4. Малахов Н.В., Мотовилина Г.Д., Хлусова Е.И., Казаков А.А. Структурная неоднородность и методы ее снижения для повышения качества конструкционных сталей. Вопросы материаловедения, 2009, №3(59), с.52-64.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2427653C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2414517C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННОСТОЙКОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2681074C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ НЕФТЕГАЗОПРОВОДОВ | 2012 |
|
RU2500820C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА | 2018 |
|
RU2690398C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2004 |
|
RU2265067C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ (ВАРИАНТЫ) | 2024 |
|
RU2835873C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2006 |
|
RU2345149C2 |

Изобретение относится к области металлургии и машиностроения. Техническим результатом изобретения является повышение достоверности определения качественной и количественной оценки степени полосчатости структуры металла листового проката, а также обеспечение изотропности свойств листового проката. Для достижения технического результата способ включает изготовление поперечных ударных образцов с острым V-образным надрезом и образцов, ориентированных вдоль толщины листового проката в Z-направлении, вырезанных таким образом, чтобы надрез находился в средней части листового проката, определение величины ударной вязкости каждого вида образцов при температуре эксплуатации и отношения величин ударной вязкости образцов  где
где  - ударная вязкость образцов с V-образным надрезом, вырезанных из средней части по толщине листового проката в поперечном направлении, - ударная вязкость образцов с V-образным надрезом, который проходит по средней части листового проката в Z-направлении. Если соотношение величин ударной вязкости находится в пределах 3-5, то листовой прокат подвергают отпуску, если соотношение величин ударной вязкости выше 5, то листовой прокат подвергают закалке с последующим отпуском. 3 табл., 3 ил.
- ударная вязкость образцов с V-образным надрезом, вырезанных из средней части по толщине листового проката в поперечном направлении, - ударная вязкость образцов с V-образным надрезом, который проходит по средней части листового проката в Z-направлении. Если соотношение величин ударной вязкости находится в пределах 3-5, то листовой прокат подвергают отпуску, если соотношение величин ударной вязкости выше 5, то листовой прокат подвергают закалке с последующим отпуском. 3 табл., 3 ил.
Способ контроля листового проката феррито-перлитных сталей по степени полосчатости, включающий изготовление ориентированных в поперечном направлении образцов с острым V-образным надрезом, проведение испытаний по определению ударной вязкости и полосчатости структуры проката, отличающийся тем, что дополнительно изготавливают образцы, ориентированные по толщине листового проката в Z-направлении, при этом образцы, ориентированные в поперечном и Z-направлениях, вырезают так, что V-образный надрез находится в средней части листового проката, определяют величину ударной вязкости каждого вида образца при температуре эксплуатации (tэ) и отношение величин ударной вязкости образцов:
где
 - ударная вязкость образцов с острым V-образным надрезом, вырезанных из средней части листового проката в поперечном направлении,
- ударная вязкость образцов с острым V-образным надрезом, вырезанных из средней части листового проката в поперечном направлении,
- ударная вязкость образцов с острым V-образным надрезом, вырезанных из средней части листового проката в Z-направлении, причем при отношении величин ударной вязкости, равном 3-5, листовой прокат подвергают отпуску при 650°С, а при отношении величин ударной вязкости выше 5 листовой прокат подвергают закалке с последующим отпуском при 610°С.
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОХЛАЖДЕНИЯ РЕЗЕРВУАРА КУХНИ ТИПА "ПРИМУС" | 1927 |
|
SU9454A1 |
| Металлы | |||
| Метод испытаний на ударный изгиб при пониженных, комнатных и повышенной температурах | |||
| ПРИСПОСОБЛЕНИЕ В ПЕРЕДВИЖНЫХ ПОВОЗКАХ ДЛЯ ВКЛЮЧЕНИЯ В РАБОТУ ЭЛЕКТРИЧЕСКИХ ТОРМОЗОВ | 1926 |
|
SU5640A1 |
| Металлографический метод оценки микроструктуры листов и ленты, шкала 3 | |||
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2008 |
|
RU2383633C1 |
| Способ термической обработки изделий из низколегированных и среднеуглеродистых сталей | 1985 |
|
SU1569342A1 |

