Изобретение относится к трубопрокатной области и касается, в частности, технологии получения гильз-заготовок для дальнейшего производства труб. Может быть использовано на прошивных станах.
Известен способ прокатки гильз на прошивном стане [Ф.А.Данилов, А.З.Глейберг, В.Г.Балакин. Горячая прокатка труб. М.: Металлургиздат, 1962, с.с.40÷76].
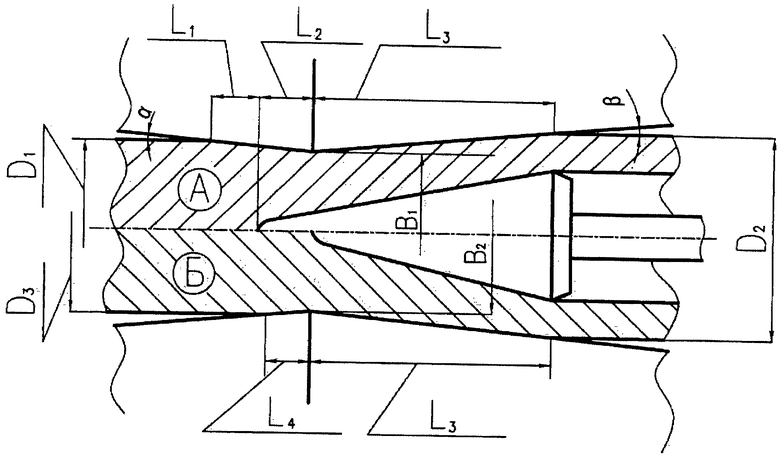
При реализации известного способа прошивки гильзы на прошивном стане в очаге деформации имеется две основные зоны: зона уменьшения диаметра заготовки (входной конус) и зона увеличения диаметра заготовки (выходной конус).
Входной конус, в свою очередь, состоит из участков первичного и вторичного захвата заготовки.
На участке первичного захвата создаются условия для обеспечения достаточного тянущего (толкающего) усилия для деформации заготовки на оправке. При этом диаметр заготовки до контакта с оправкой уменьшается на 6÷10%. Длина этого участка составляет, ориентировочно, половину всей длины зоны деформации во входном конусе. На участке вторичного захвата осуществляется дальнейшее уменьшение диаметра заготовки (в общем на 12÷20%) и начинается деформация стенки гильзы на оправке.
В выходном конусе осуществляется подъем диаметра гильзы и дальнейшая деформация ее стенки с помощью оправки (фиг.1, А).
Недостатком известного способа является:
- ограничение производительности печей при нагреве заготовок максимального диаметра, применяемых для получения гильзы наибольшего диаметра;
- использование оправок значительной длины;
- значительные энергозатраты при прошивке гильзы из-за очага деформации большой протяженности;
- высокая нагрузка на переднюю шейку валка, что имеет особое значение для прошивных станов с грибовидными валками.
Технической задачей изобретения является разработка способа прокатки гильз на прошивном стане существующей конструкции для получения гильзы наибольшего диаметра в их сортаменте из заготовки меньшего диаметра.
Технический результат - повышение производительности производства труб за счет уменьшения времени нагрева заготовок, снижение энергозатрат при прошивке гильзы, снижение нагрузки на переднюю шейку валка, уменьшение габаритов оправок.
Ожидаемый технический результат достигается тем, что при прокатке гильзы на оправке в валках, имеющих входной и выходной конусы с пережимом между ними, во входном конусе валков осуществляется только свободная деформация заготовки (первичный захват), а деформация стенки и подъем диаметра гильзы (вторичный захват) - в выходном за счет установки передней плоскости оправки в пережиме валков. При этом расстояние между валками в месте отрыва от них гильзы в выходном конусе сохраняют неизменным, а длина рабочей части оправки равна длине участка выходного конуса, участвующего в деформации стенки гильзы (фиг.1, Б).
Это позволяет использовать заготовку меньшего диаметра на 6÷10% и увеличить производительность нагревательных устройств и производства труб в целом. При прошивке гильзы того же размера это позволит снизить коэффициент вытяжки и, соответственно, энергозатраты на деформацию. При этом уменьшится длина очага деформации и, вследствие этого, габариты оправок. Новое положение оправки в очаге деформации сместит равнодействующую усилия деформации в направлении задней шейки валка и, таким образом, уменьшит нагрузку на переднюю шейку валка, что немаловажно для прошивных станов с грибовидными валками.
Пример
Начальные условия для существующего способа прошивки гильз:
- длина входного конуса валка (L1+L2) - 600 мм;
- угол наклона образующей входного конуса валка (α) - 3,5°;
- длина выходного конуса валка (L3) - 700 мм;
- угол наклона образующей выходного конуса валка (β) - 5°;
- диаметр заготовки при получении гильзы по известному способу (D1) - 400 мм;
- обжатие заготовки перед носиком оправки (δсущ) - 8%;
- обжатие заготовки в пережиме валков (γ) - 15%;
- овализация гильзы в очаге деформации (θ) - 8%;
- диаметр гильзы (D2) - 450 мм.
Измененные условия для нового способа прошивки гильз:
- диаметр заготовки при получении гильзы по новому способу (D3) - 360 мм;
- обжатие заготовки перед носиком оправки (δнов) - ≈6%;
Расчет параметров очага деформации при существующем способе прошивки гильз (фиг.1, А).
1. Расстояние между валками в пережиме (В1), мм.
B1=D1·(1-γ/100)=340 мм.
2. Длина участка первичного захвата заготовки во входном конусе валков прошивного стана (L1), мм:
L1=D1/2·δсущ/100/tgα=200·0.08/tg 3.5°=261,6=262 мм.
3. Длина участка вторичного захвата заготовки во входном конусе валков прошивного стана (L2), мм:
L2=D2/2·γ/100/tgα-L1=200·0,15/tg 3.5°-262=228,5 мм.
4. Расстояние между валками в месте отрыва гильзы от валков в выходном конусе (Bmax), мм:
Bmax=D2·(1-θ/2/100)=450·(1-8/2/100)=450·0,96=432 мм.
5. Длина участка выходного конуса, участвующего в деформации гильзы (L3), мм:
L3=(Bmax-В1)/2/tgβ=(216-170)/tg 5°=525,8=526 мм.
6. Длина рабочей части оправки (Lопр раб), мм:
Lопр раб=L2+L3=228,5+526=754,5 мм.
Расчет параметров очага деформации для нового способа прошивки гильз (фиг.1, Б)
1. Расстояние между валками в пережиме (B2), мм:
В2=D3·(1-δнов/100)=340 мм.
2. Длина участка первичного захвата заготовки во входном конусе валков прошивного стана (L4), мм:
L4=D3/2·δнов/100/tgα=180·0.06/tg 3,5°=176,2=176 мм.
3. Поскольку расстояние между валками в месте отрыва гильзы от валков в выходном конусе при деформации гильзы по новому способу остается неизменным (Bmax), то и длина участка выходного конуса, участвующего в деформации, также равна длине участка выходного конуса, участвующего в деформации гильзы по существующему способу (L3).
4. Длина рабочей части оправки при прошивке гильзы по новому способу будет равна длине участка выходного конуса, участвующего в деформации гильзы. В данном примере длина ее составит 526 мм, т.е. более чем на 43% меньше длины оправки, применяемой при прошивке гильзы того же диаметра по существующему способу (754,5 мм).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ переточки валков стана винтовой прокатки | 2022 |
|
RU2807154C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| Линейка прошивного стана | 2023 |
|
RU2814544C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
Изобретение относится к способу прокатки гильзы на прошивном стане и может быть использовано на агрегатах, производящих цельные горячекатаные трубы. Способ включает прошивку гильзы на оправке в валках, имеющих входной конус и выходной конус и пережим между ними, при этом переднюю плоскость оправки устанавливают в пережиме валков. Расстояние между валками в месте отрыва гильзы от валков в выходном конусе сохраняют неизменным, а длина рабочей части оправки равна длине участка выходного конуса. За счет установки передней плоскости оправки в пережиме валков свободная деформация заготовки (первичный захват) осуществляется только во входном конусе валков прошивного стана, а деформация стенки и подъем диаметра гильзы - в выходном. При этом для получения гильзы известного диаметра за счет исключения во входном конусе валков участка вторичного захвата требуются заготовка меньшего диаметра, оправки меньших габаритов, а также обеспечиваются меньшие энергозатраты, увеличивается производительность изготовления труб. 1 ил.
Способ прокатки гильзы на прошивном стане, включающий прошивку гильзы на оправке в валках, имеющих входной конус и выходной конус и пережим между ними, отличающийся тем, что переднюю плоскость оправки устанавливают в пережиме валков, при этом расстояние между валками в месте отрыва гильзы от валков в выходном конусе сохраняют неизменным, а длина рабочей части оправки равна длине участка выходного конуса.
| ДАНИЛОВ Ф.А | |||
| и др | |||
| Горячая прокатка труб | |||
| - М.: Металлургиздат, 1962, с.40-76 | |||
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2004 |
|
RU2250147C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК ИЗ СТАЛИ С СОДЕРЖАНИЕМ БОРА ДО 2% | 2005 |
|
RU2294248C2 |
| JP 2006297400 A, 02.11.2006 | |||
| JP 6106209 A, 19.04.1994 | |||
| CN 88101659 A, 07.12.1988. | |||

