Изобретение относится к нанесению покрытий на металлы и сплавы с помощью процесса плазменно-электролитического оксидирования и может быть использовано для формирования покрытий в условиях управления кинетикой указанного процесса.
Известен описанный в патенте РФ №2283901, опубл. 2006.09.20, способ управления кинетикой формирования покрытий на металлах и сплавах в ходе процесса микродугового оксидирования путем регулирования силы тока в каналах микродуговых разрядов до подавления этих разрядов с помощью индуктивного сопротивления, последовательно включенного в электрическую цепь с изделием, являющимся аноднополяризованным электродом. Недостатком известного способа являются его ограниченные возможности, поскольку он обеспечивает только ограничение силы тока в канале пробоя при высоких значениях напряжения, но не позволяет контролировать выход за пределы области стабильного протекания процесса микродугового оксидирования и определять момент его завершения.
Наиболее близким к заявляемому является описанный в патенте РФ №2366765, опубл. 2009.09.10, способ контроля процесса плазменно-электролитического оксидирования путем определения момента окончания процесса плазменно-электролитического оксидирования, включающий измерение переменной составляющей силы тока и переменной составляющей напряжения, которую периодически или постоянно изменяют с частотой 200-20000 Гц, анализ их изменения во времени, при этом переменные составляющие силы тока и напряжения подают на полосовые фильтры с граничными частотами 200-18000 и 500-20000 Гц соответственно и измеряют сдвиг фаз между отфильтрованными сигналами силы тока и напряжения, а момент окончания процесса устанавливают по достижении значения сдвига фаз 20-80°.
Точность определения момента завершения процесса плазменно-электролитического оксидирования с помощью известного способа является недостаточной, что обусловлено неопределенностью предельного значения сдвига фаз между силой током и напряжением, соответствующего завершению процесса. Сдвиг фаз в указанном диапазоне частот заметно изменяется в зависимости от значений силы тока и напряжения, от режима обработки (импульсный разнополярный, однополярный), от времени обработки, от вида обрабатываемого металла, от используемого электролита, от изменения состава последнего при его использовании в течение длительного времени. Вследствие неточного определения момента завершения процесса, а также неоптимизированных условий протекания процесса известный способ не обеспечивает достаточно высокого качества формируемого покрытия. Кроме того, в случае завышения времени процесса ПЭО имеет место излишний расход электроэнергии.
Задачей изобретения является создание способа плазменно-электролитического оксидирования металлов и сплавов, обеспечивающего оптимальные условия протекания и своевременное завершение процесса.
Технический результат предлагаемого способа заключается в улучшении качества получаемого покрытия за счет поддержания оптимальных условий его формирования и более точного определения момента завершения процесса ПЭО, а также в снижении расхода электроэнергии.
Указанный технический результат достигается способом плазменно-электролитического оксидирования (ПЭО) металлов и сплавов, включающим регулирование процесса ПЭО и установление момента его завершения, в котором, начиная с момента замыкания электрической цепи, измеряют мгновенные значения силы тока и напряжения, периодически или постоянно выполняют спектральный анализ сигналов силы тока и напряжения в диапазоне частот от 1 Гц до 30 кГц и осуществляют оцифровку полученных данных, затем с помощью реализуемой в вычислительном устройстве программы-анализатора спектра обрабатывают полученные данные и определяют сдвиг фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения, устанавливают скорость изменения амплитуды гармонических составляющих сигналов силы тока путем вычисления значения соответствующей дифференциальной функции; регулирование процесса ПЭО начинают при значении силы тока, соответствующем максимальному значению скорости изменения амплитуды гармонических составляющих сигналов силы тока в области наименьших значений сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения, и осуществляют ее при повышающемся пульсирующем напряжении, поддерживая с помощью реализуемой в вычислительном устройстве управляющей программы значение силы тока не ниже установленного в начале регулирования; при этом момент завершения процесса ПЭО устанавливают по минимальному значению скорости изменения амплитуды гармонических составляющих сигналов силы тока при возрастающих значениях сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения.
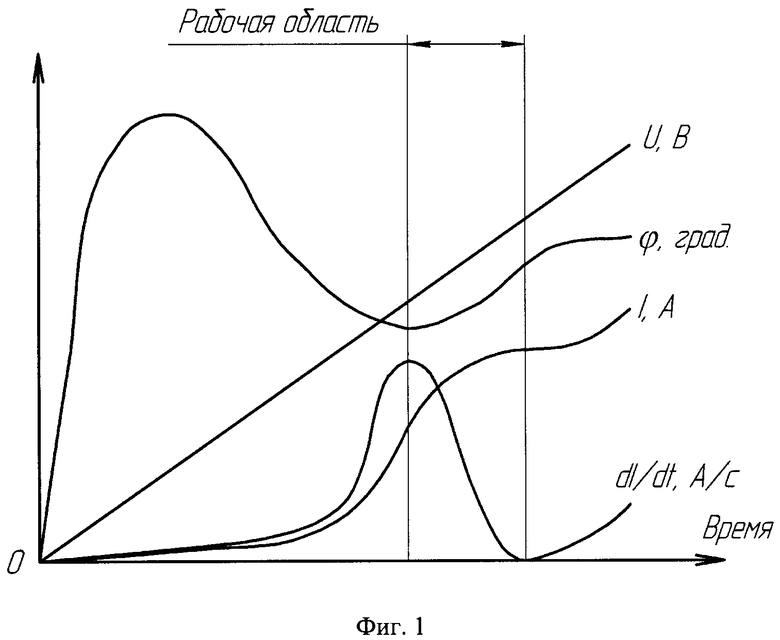
В ходе процесса плазменно-электролитического оксидирования (ПЭО), осуществляемого при увеличивающемся напряжении (потенциодинамический режим) по мере формирования покрытия и увеличения его толщины наблюдается изменение электрических параметров (величины напряжения, силы тока и скорости его изменения, величины сдвига фаз между сигналами силы тока и напряжения), причем указанные изменения могут осуществляться нелинейно (фиг.1).
Для обеспечения оптимальных условий формирования покрытия и точного определения момента завершения этого формирования необходимо контролировать изменяющиеся в ходе оксидирования параметры процесса и соотношение между ними и осуществлять их непрерывное регулирование.
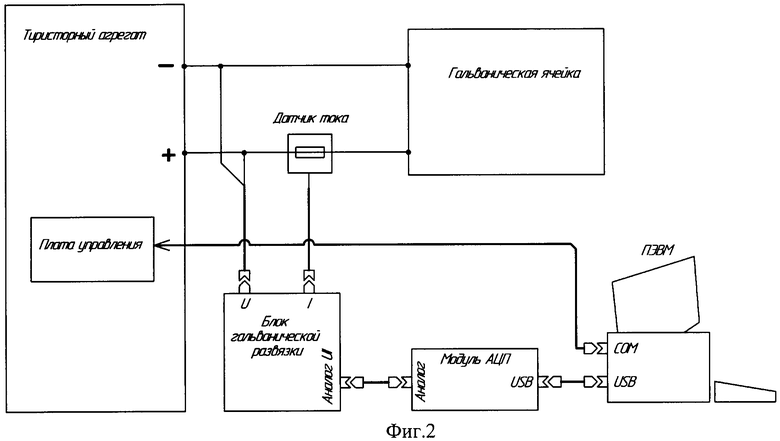
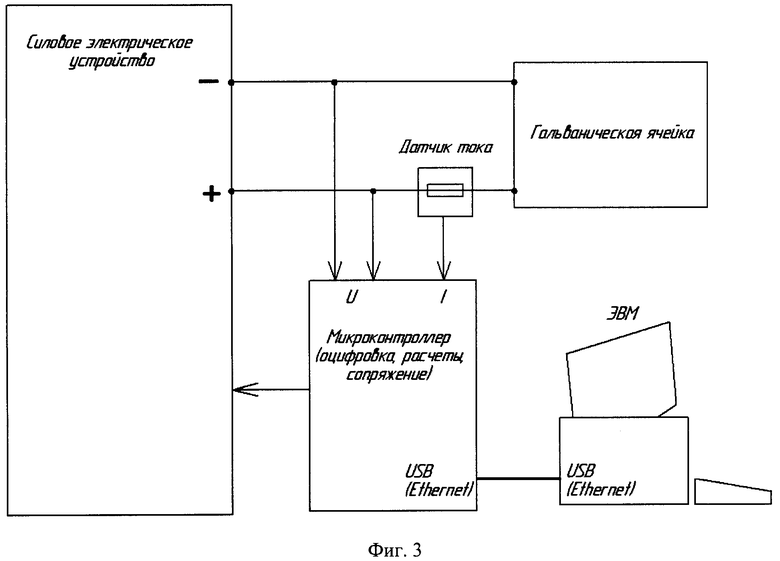
Для осуществления процесса ПЭО в соответствии с предлагаемым способом используют устройство, один вариант схемы подключения элементов которого показан на фиг.2, а другой на фиг.3.
Способ осуществляют следующим образом.
При формировании покрытия с момента замыкания электрической цепи в ходе всего процесса ПЭО осуществляют измерение мгновенных значений силы тока и напряжения и их оцифровку, например, с помощью аналого-цифровых преобразователей (АЦП) либо аналогичных устройств. Выполняют непрерывный спектральный анализ сигналов силы тока и напряжения в диапазоне частот от 1 Гц до 30 кГц, а также расчет сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения с помощью программы-анализатора спектра, например, известной программы Matlab.V6 фирмы MathWorks, реализуемой на быстродействующей персональной ЭВМ, либо с помощью микропрограммы, выполняющей спектральный анализ сигналов, реализуемой на программируемой логической интегральной схеме (ПЛИС) или на микроконтроллере. В течение всего процесса определяют (по каждому измерению либо периодически) скорость изменения амплитуды гармонических составляющих сигналов силы тока путем расчета численного значения соответствующей дифференциальной функции (первой производной по времени) упомянутой амплитуды.
С помощью персональной ЭВМ (ПЛИС либо микроконтроллера) выполняют анализ полученных данных и путем расчета по заданной программе устанавливают момент, когда в области наименьших значений сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения отмечается максимальное значение скорости изменения амплитуды гармонических составляющих сигналов силы тока (экстремум производной). В этот момент, который определяет начало области регулирования процесса ПЭО, измеряют и фиксируют значение силы тока.
С этого момента начинают регулирование процесса ПЭО и осуществляют его при дальнейшем росте напряжения, обеспечивая при этом поддержание значения силы тока не ниже зафиксированного в начале регулирования. Для этого используются загруженные в ЭВМ упомянутая выше программа-анализатор спектра, а также управляющая программа, первая из которых передает результаты выполненных расчетов второй, а та, в свою очередь, формирует управляющее напряжение, поступающее на силовой источник. Регулируемый таким образом процесс характеризуется стабильностью и оптимальной интенсивностью микроплазменных разрядов, оптимальной скоростью формирования покрытия, что в конечном итоге обеспечивает его высокое качество, которое характеризуется достаточной толщиной, равномерностью, сплошностью, отсутствием дефектов.
В случае недостаточной скорости роста напряжения наблюдается нежелательное уменьшение силы тока, увеличение времени формирования покрытия без существенного наращивания его толщины, чреватое вдобавок необоснованным перерасходом электроэнергии. С другой стороны, выход за пределы области оптимального протекания процесса может привести к разрушению уже сформированного покрытия.
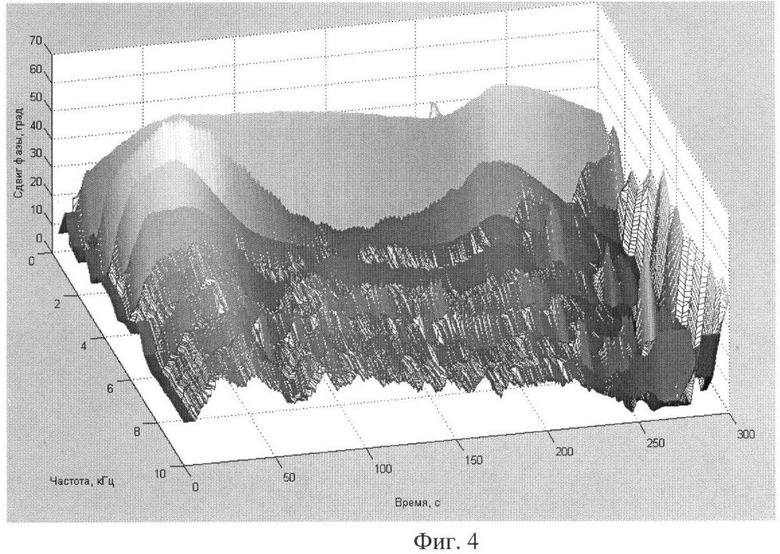
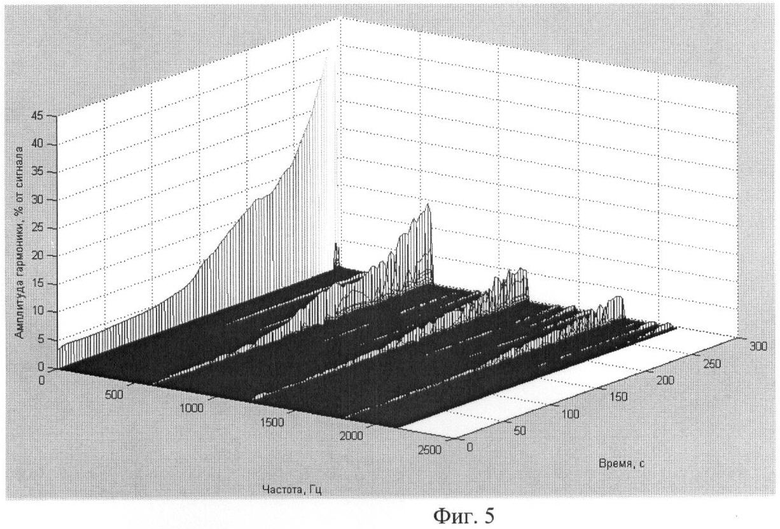
Для обеспечения возможности визуального контроля со стороны оператора ПЭО и наглядного представления границ области, в которой осуществляют регулирование процесса формирования покрытия, персональная ЭВМ одновременно с расчетами выполняет по заданной программе следующие графические построения: 1) скорости изменения сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения (фиг.4) и 2) скорости изменения амплитуды гармонических составляющих сигналов силы тока (фиг.5).
Примечание: на фиг.4 и 5 для наглядности показаны трехмерные графики сдвига фаз между гармониками сигналов силы тока и напряжения и скорости изменения амплитуды гармонических составляющих сигналов силы тока при подаче на гальваническую ячейку напряжения, возрастающего от нуля до максимального (без останова его роста при возникновении условий завершения процесса плазменно-электролитического оксидирования).
На фиг.4 четко прослеживается «впадина», соответствующая области минимальных значений сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения, наличие которой свидетельствует о нормальном протекании процесса ПЭО (при оптимальной интенсивности и стабильности микроплазменных разрядов).
На фиг.5 отмечается участок максимально быстрого изменения амплитуды гармонических составляющих сигналов силы тока (контролируемой с момента замыкания электрической цепи), соответствующий области максимальных значений дифференциальной функции.
Экспериментально установлено, что область оптимальных условий протекания процесса ПЭО графически отображается совмещением во времени упомянутой «впадины» на поверхности спектра сдвигов фаз (фиг.4) с областью скорости изменения амплитуды гармонических составляющих сигналов силы тока от максимальной до нулевой (фиг.5). Как было отмечено, указанная область, условно именуемая «рабочей областью», характеризуется стабильностью и умеренной интенсивностью микроплазменных разрядов, обеспечивающих оптимальную скорость процесса формирования и высокое качество покрытия (заданную толщину, равномерность, сплошность).
Момент завершения процесса ПЭО (и формирования покрытия) определяют по минимальному значению скорости изменения амплитуды гармонических составляющих сигналов силы тока (экстремум производной) в рабочей области на участке возрастающего значения сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения.
Установленный таким образом момент завершения формирования покрытия соответствует моменту выхода процесса ПЭО за пределы оптимальной рабочей области, несмотря на осуществляемую корректировку напряжения. При превышении установленного времени оксидирования и дальнейшем увеличении напряжения электрические микроразряды начинают переходить в макроразряды и появляется возможность возникновения электрического пробоя, чреватого значительным ухудшением качества покрытия.
Известно, что толщина формируемого покрытия увеличивается в соответствии с экспоненциальным законом. Определение момента завершения процесса в соответствии с предлагаемым способом обеспечивает возможность формирования покрытия с толщиной меньше предельно возможной на 1-10%, но с наилучшим качеством покрытия. Таким образом, без существенной потери в качестве покрытия предлагаемый способ контроля обеспечивает значительный выигрыш во времени формирования и, соответственно, более экономичный режим процесса плазменно-электролитического оксидирования.
В предлагаемом способе в отличие от известного для установления момента завершения процесса ПЭО используют не абсолютные значения амплитуд гармонических составляющих сигналов силы тока, а скорость их изменения во времени. Используемый критерий обеспечивает более точные условия завершения процесса ПЭО, что обусловлено наличием экстремумов (максимумов и минимумов) на кривой скорости изменения амплитуды (временная характеристика) сигналов силы тока в области оптимальных условий протекания процесса ПЭО, или рабочей области. Указанные экстремумы наблюдаются при любых реальных условиях протекания процесса ПЭО, осуществляемого при возрастающем напряжении: при изменении скорости роста пульсирующего напряжения, при изменении заданной длительности процесса, при изменении состава электролита, использованного в течение длительного времени и частично «выработавшегося».
Примеры конкретного осуществления способа
Плазменно-электролитическое оксидирование образцов осуществляют с помощью устройства, схема которого показана на фиг.1. Напряжение и ток от силового источника питания подают на аналого-цифровой преобразователь (модуль Е14-440 фирмы L-Card), с которого они в оцифрованном виде передаются в персональную ЭВМ.
С момента замыкания электрической цепи выполняют анализ спектра сигналов в диапазоне от 1 Гц до 30 кГц и рассчитывают первые производные скорости изменения силы тока и величину сдвига фаз гармонических составляющих сигналов силы тока и напряжения.
Для осуществления этих действий в персональной ЭВМ загружена и работает программа-анализатор спектра сигналов, реализованная с использованием известной программы Matlab.V6 фирмы MathWorks.
Для измерения одного сигнала, содержащего 1024 точки, требуется 20 мкс; для вычисления спектра сигнала требуется 125 мкс; для обновления графического отображения информации о процессе - 1 мс (при тактовой частоте процессора 2 ГГц). Частота измерения входных данных - 1 раз в 1 с. Таким образом, временные затраты составляют менее 3 мс при интервале между расчетами 1 с.
Общее расчетное время, необходимое для обработки задачи, получения спектра сигналов, расчета производных составляет примерно 15 мс, что значительно меньше интервала измерения данных, который равен 1 с, что обеспечивает возможность эффективного регулирования процесса ПЭО.
Пример 1
Образцы из титана ВТ1-0 обрабатывают плазменно-электролитическим методом в свежеприготовленном растворе, содержащем 30 г/л тринатрийфосфата, при однополярном пульсирующем напряжении, возрастающем со скоростью 0,7 В/с.
Для гармоники 5000 Гц сдвиг фаз в момент начала регулирования (начала рабочей области) составлял 23°. Измеренная сила тока в данный момент составила 0,23 А.
Далее процесс оксидирования осуществляют при напряжении, линейно возрастающем с прежней скоростью 0,7 В/с и увеличивающейся силе тока.
Завершение процесса ПЭО (конец рабочей области) установлено по величине скорости изменения силы тока, равной нулю (экстремум производной), при увеличении сдвига фаз. Величина сдвига фаз при этом составляла 28°, значение напряжения 282 В, силы тока - 0,47 А.
Общее время процесса составило 6 мин 43 с. Толщина покрытия 72 мкм.
Пример 2
Образцы из титана ВТ1-0 оксидируют в условиях примера 1, при этом берут тот же, но многократно использованный электролит, в котором ранее обработано значительное количество изделий.
Начало области регулирования процесса ПЭО, установленное аналогично примеру 1, соответствовало значению сдвига фаз 27°, измеренная при этом сила тока составляла 0,2 А.
Процесс ПЭО был завершен при более высоком напряжении - 309 В, при этом величина сдвига фаз составила 32°, сила тока - 0,44 А.
Общее время процесса составило 7 мин 21 с. Толщина покрытия 70 мкм.
Сравнение этих двух примеров показывает, что предлагаемый способ позволяет получить покрытие хорошего качества, используя даже истощенный электролит.
Пример 3
В соответствии с известным способом (пат. РФ №2392360) плазменно-электролитическое оксидирование образца стали Ст.3 (мас.%: Fe 99,29; Mn 0,40; Si 0,17; С 0,14) проводили в водном электролите следующего состава, г/л:
при анодном напряжении, изменяющемся от 20 до 310 В со скоростью 0,45 В/с, катодном напряжении, равном 30 В.
Время проведения процесса в известном способе 600 сек, толщина полученного покрытия 25 мкм.
Для заявленного способа при тех же исходных параметрах конечное напряжение формирования 316 В, скорость изменения напряжения от начала регулирования до завершения процесса 0,9 В/с, при этом время проведения процесса 503 сек, толщина покрытия 30 мкм.
Пример 4
В известном способе по примеру 1 анодное напряжение изменяли от 20 до 330 В.
Время проведения процесса 643 сек, толщина покрытия 27 мкм, при этом покрытие обнаруживает дефекты в виде отдельных раковин.
Для заявленного способа при тех же исходных параметрах конечное напряжение формирования 316 В, скорость изменения напряжения от начала регулирования до завершения процесса 0,4 В/с, при этом время проведения процесса 613 сек, толщина покрытия 25 мкм. Покрытие без дефектов.
Пример 5
В известном способе (пат. РФ №2319797) осуществляли плазменно-электролитическое оксидирование образца нитинола (никелид титана) в водном электролите, содержащем г/л:
в анодном режиме при напряжении формирования, изменяющемся от 0 до 180 В со скоростью 0,25 В/с, а затем в биполярном режиме в течение 10 мин при постоянном анодном напряжении 180 В и плотности катодной составляющей силы тока 1,0 А/см2.
Время проведения процесса на первом этапе обработки 600 сек, конечная толщина покрытия 20 мкм.
При проведении процесса оксидирования на первом этапе обработки с помощью заявленного способа в течение 570 сек при скорости изменения напряжения 0,30 В/с, конечном напряжении 180 В конечная толщина покрытия составила 25 мкм.
Пример 6
Образец из сплава алюминия АМг3 (мас.%: Al 94,3-96; Mg 4,8-6,3; Mn 0,4-1,0; Si 0,5-0,8) обрабатывали известным способом (С.В.Гнеденков, О.А.Хрисанфова, А.Г.Завидная. Плазменно-электролитические оксидирование металлов и сплавов в тартратных растворах. Владивосток: Дальнаука, 2008. С.84) в водном электролите, включающем, г/л:
в монополярном режиме при анодном напряжении, изменяющемся от 30 до 300 В.
Время проведения процесса 600 сек, толщина покрытия 32 мкм.
Для заявленного способа при тех же исходных параметрах конечное напряжение формирования 312 В, скорость изменения напряжения от начала регулирования до завершения процесса 0,9 В/с, при этом время проведения процесса составило 513 сек, толщина покрытия 40 мкм.
Пример 7
Образец сплава магния ВМД 10-1 (мас.%: Zn 0,8; Zr 0,4-0,45; Cd 0,75; Y 6,8-7,4, остальное Mg) обрабатывали в водном электролите, содержащем г/л:
в биполярном режим при анодном напряжении, изменяющемся от 30 до 300 В, длительности анодного импульса 20 мс, длительности катодного импульса 20 мс и катодном напряжении 30 В.
Время проведения процесса для известного способа 600 сек, толщина покрытия 19 мкм.
Для заявленного способа при тех же исходных параметрах конечное напряжение формирования 316 В, скорость изменения напряжения от начала регулирования до завершения процесса 0,8 В/с, при этом время проведения процесса 518 сек, толщина покрытия 24 мкм.
Пример 8
Образец сплава магния ВМД 10-1 обрабатывали в водном электролите, содержащем г/л:
в биполярном режиме при анодном напряжении, изменяющемся от 30 до 300 В, катодном токе 3 А, длительности анодного импульса 20 мс, длительности катодного импульса 20 мс и длительности паузы между импульсами 20 мс.
Время проведения процесса 600 сек, толщина покрытия 29 мкм.
Для заявленного способа при тех же исходных параметрах конечное напряжение формирования 319 В, скорость изменения напряжения от начала регулирования до завершения процесса 0,9 В/с, при этом время проведения процесса 570 сек, толщина покрытия 36 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения коррозионностойких гибридных покрытий на магнии и его сплавах | 2023 |
|
RU2809685C1 |
| Способ получения защитных супергидрофобных покрытий на сплавах алюминия | 2021 |
|
RU2771886C1 |
| Способ измерения толщины покрытия в ходе процесса плазменно-электролитического оксидирования | 2024 |
|
RU2826163C1 |
| Способ получения антикоррозионного износостойкого покрытия на сплавах магния | 2016 |
|
RU2617088C1 |
| Способ получения защитных покрытий на вентильных металлах и их сплавах | 2017 |
|
RU2677388C1 |
| Способ получения на сплавах магния композиционных многофункциональных покрытий | 2022 |
|
RU2782770C1 |
| Способ получения защитных покрытий на магнийсодержащих сплавах алюминия | 2020 |
|
RU2734426C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ ПОКРЫТИЯ В ХОДЕ ПРОЦЕССА ПЛАЗМЕННО-ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ | 2018 |
|
RU2692120C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА СПЛАВАХ МАГНИЯ | 2013 |
|
RU2543580C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2005 |
|
RU2283901C1 |
Изобретение относится к области гальванотехники и может быть использовано для формирования покрытий в условиях управления кинетикой плазменно-электролитического оксидирования - ПЭО. Способ включает измерение мгновенных значений силы тока и напряжения, периодическое или постоянное выполнение спектрального анализа сигналов тока и напряжения в диапазоне частот от 1 Гц до 30 кГц, оцифровку данных, определение сдвига фаз между одноименными гармоническими составляющими сигналов тока и напряжения, установление скорости изменения амплитуды гармонических составляющих сигналов тока путем вычисления соответствующей дифференциальной функции, при этом регулирование ПЭО начинают при значении силы тока, соответствующем максимальному значению скорости изменения амплитуды гармонических составляющих сигналов тока в области наименьших значений сдвига фаз между одноименными гармоническими составляющими сигналов тока и напряжения, и осуществляют ее при повышающемся пульсирующем напряжении, поддерживая значение силы тока не ниже установленного в начале регулирования, а момент завершения процесса ПЭО устанавливают по минимальному значению скорости изменения амплитуды гармонических составляющих сигналов тока при возрастающих значениях сдвига фаз между одноименными гармоническими составляющими сигналов тока и напряжения. Технический результат - улучшение качества покрытия при одновременном снижении расхода электроэнергии. 5 ил.
Способ плазменно-электролитического оксидирования (ПЭО) металлов и сплавов, включающий регулирование процесса ПЭО и установление момента его завершения, в котором, начиная с момента замыкания электрической цепи, измеряют мгновенные значения силы тока и напряжения, периодически или постоянно выполняют спектральный анализ сигналов тока и напряжения в диапазоне частот от 1 Гц до 30 кГц и осуществляют оцифровку полученных данных, затем с помощью реализуемой в вычислительном устройстве программы-анализатора спектра обрабатывают полученные данные и определяют сдвиг фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения, устанавливают скорость изменения амплитуды гармонических составляющих сигналов силы тока путем вычисления соответствующей дифференциальной функции, а регулирование процесса ПЭО начинают при значении силы тока, соответствующем максимальному значению скорости изменения амплитуды гармонических составляющих сигналов силы тока в области наименьших значений сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения, и осуществляют ее при повышающемся пульсирующем напряжении, поддерживая с помощью реализуемой в вычислительном устройстве управляющей программы значение силы тока не ниже установленного в начале регулирования, при этом момент завершения процесса ПЭО устанавливают по минимальному значению скорости изменения амплитуды гармонических составляющих сигналов тока при возрастающих значениях сдвига фаз между одноименными гармоническими составляющими сигналов силы тока и напряжения.
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ПЛАЗМЕННО-ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ | 2008 |
|
RU2366765C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2005 |
|
RU2283901C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 2003 |
|
RU2227181C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2119975C1 |

