Изобретение относится к области машиностроения и может быть использовано для базирования деталей типа тел вращения с осевым отверстием, например, дисков турбин, при их механической обработке, в частности, абразивной.
В качестве прототипа заявителем выбрано известное приспособление для базирования кольцевых деталей (RU 30298 U1, В23В 31/10, опубл. 27.06.2003), включающее самоцентрирующийся зажимной патрон, закрепленный на поворотном столе с помощью закладных болтов, с установленным в корпусе патрона механизмом зажима. Устройство зажима включает в себя три зажимных элемента, выполненных с возможностью их синхронного перемещения к центру вращения приспособления посредством механизма перемещения, выполненного в виде винта и связанного через поворотную планку с концами кулачков. Фиксация детали производится вращением винта по часовой стрелке, осуществляя, таким образом, прижим кулачков к детали со стороны ее внешнего диаметра.
Основными недостатками данного приспособления являются недостаточно надежная фиксация кольцевых деталей, а также невозможность базирования в нем кольцевых деталей со сложным профилем торцевой поверхности. Кроме того, отсутствует защита от попадания и скапливания рабочих отходов на элементах устройства, что ведет к неизбежному повышению его износа.
Техническим результатом заявленного изобретения является расширение номенклатуры базируемых деталей при одновременном повышении надежности фиксации.
Поставленный результат достигается тем, что приспособление для базирования кольцевых деталей содержит корпус и установленную на нем систему базирования детали по ее торцевой поверхности с синхронно перемещаемыми базирующими элементами, при этом согласно изобретению система базирования детали по ее торцевой поверхности выполнена с возможностью ее осевого перемещения, при этом, на корпусе дополнительно установлена система базирования детали по ее внутренней поверхности с синхронно перемещаемыми базирующими элементами, снабженная механизмом их перемещения.
Введение в приспособление системы базирования детали по ее внутренней поверхности с синхронно перемещаемыми базирующими элементами обеспечивает фиксацию кольцевой детали по ее внутреннему диаметру, при этом, возможность осевого перемещения системы базирования детали по ее торцевой поверхности позволяет регулировать высоту плоскости базирования торцевой поверхности детали относительно базирующих элементов системы базирования детали по ее внутренней поверхности, благодаря чему обеспечивается надежная фиксация кольцевых деталей в широком диапазоне осевых размеров, а также кольцевых деталей со сложным профилем торцевой поверхности.
Базирующие элементы системы базирования детали по ее внутренней поверхности и система базирования детали по ее торцевой поверхности могут быть выполнены с возможностью вращения, причем, последнюю целесообразно снабдить приводом вращения, что позволяет обрабатывать поверхность детали на станке с меньшим количеством степеней свободы рабочего инструмента.
Система базирования детали по ее торцевой поверхности может быть выполнена в виде колонны с консолями, при этом, каждая консоль может быть оснащена винтом с установленным на нем базирующим элементом, кроме того, на каждом винте упомянутой системы базирования могут быть закреплены сдвоенные звездочки, каждая из которых кинематически связана со звездочкой соседней консоли кольцевой гибкой связью, огибающей попарно установленные на консолях направляющие звездочки. Указанное конструктивное выполнение системы базирования кольцевой детали по ее торцевой поверхности позволяет производить одновременное и идентичное по величине перемещение всех ее базирующих элементов, обеспечивая тем самым базирование кольцевых деталей с различными диаметрами торцевой поверхности, а также исключает скапливание рабочих отходов на элементах приспособления.
Механизм перемещения базирующих элементов системы базирования детали по ее внутренней поверхности может быть выполнен в виде талрепа, нижнюю часть которого целесообразно снабдить подпружиненным стаканом, удерживаемым шпилькой, причем, края стакана могут опираться на педаль, исключающую осевое вращение стакана, при этом верхняя часть талрепа может быть выполнена в виде штока, соединенного через систему рычагов с базирующими элементами. Указанное конструктивное выполнение механизма перемещения базирующих элементов позволяет обеспечить базирование кольцевых деталей с различными диаметрами осевого отверстия.
Кольцевые гибкие связи между двойными звездочками могут быть выполнены в виде круглозвенной цепи, что обеспечивает возможность ее перегиба в двух взаимно перпендикулярных плоскостях.
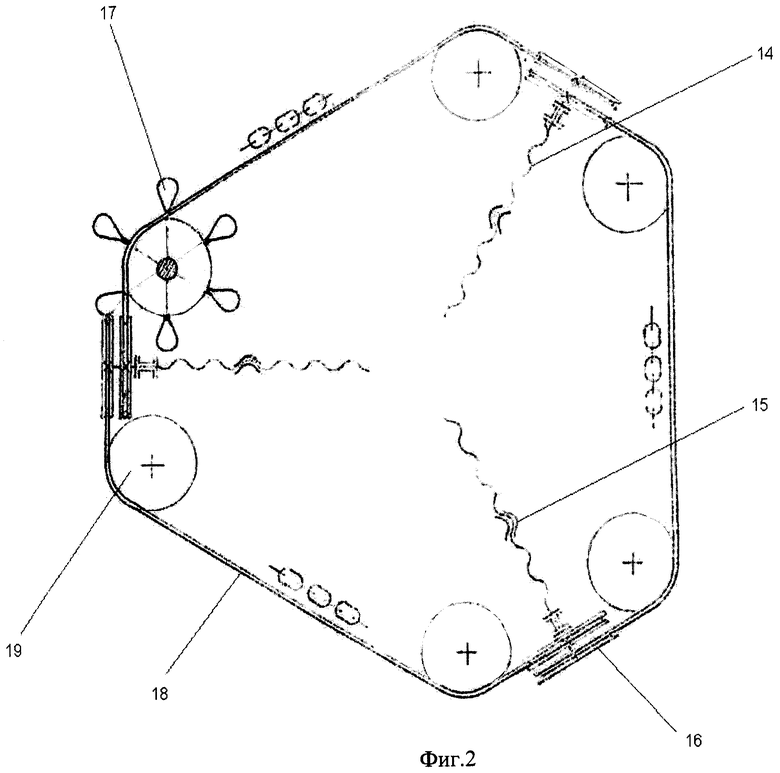
Изобретение поясняется чертежами. На фиг.1 приведен вид приспособления для базирования кольцевых деталей сбоку, на фиг.2 - схема системы базирования кольцевой детали по ее торцевой поверхности.
Приспособление содержит корпус 1 (см. фиг.1), цилиндрический участок которого выполнен с внешней резьбой 2. Внутри корпуса 1 установлена система базирования кольцевой детали по ее внутренней поверхности, выполненная в виде талрепа 3. Талреп 3 выполнен с резьбой различных направлений, диаметров и шагов и установлен вертикально. Нижняя часть талрепа 3 выполнена в виде подпружиненного перевернутого стакана 4, удерживаемого шпилькой 5. Края стакана 4 опираются на педаль 6, причем педаль 6 исключает осевое вращение стакана 4. Верхняя часть талрепа 3 выполнена в виде штока 7 с системой рычагов 9 базирующих элементов 8, опирающейся на подшипник качения 28. Стакан 4 талрепа 3 содержит левую резьбу большого диаметра с мелким шагом, шток 7 содержит правую резьбу меньшего диаметра с крупным шагом. На цилиндрическом участке корпуса 1 установлена колонна 10, нижняя часть которой выполнена с внутренним зазором относительно внешней резьбы 2 цилиндрического участка корпуса. Основание колонны 10 опирается на подшипник качения 27, установленный на гайке 11, образующей соединение с внешней резьбой 2 цилиндрического участка корпуса и регулирующей осевое смещение колонны 10. В верхней части цилиндрического участка корпуса 1 имеются опорные пружины 12, ограничивающие осевое смещение колонны 10. В верхней части колонны 10 перпендикулярно ее оси расположены консоли 13, каждая из которых оснащена винтом 14 с установленным на нем базирующим элементом 15 (см. фиг.2). На каждом винте 14 закреплена сдвоенная звездочка 16, которая кинематически связана со звездочкой соседней консоли кольцевой гибкой связью в виде круглозвенной цепи 18, огибающей попарно установленные на консолях 13 направляющие звездочки 20, при этом одна из направляющих звездочек 20 снабжена штурвалом 17. Приспособление снабжено приводом вращения системы базирования детали по ее торцевой части, расположенным на выступе корпуса 1 в нижней его части и выполненным в виде электродвигателя 20, связанного с колонной 10 через шкив 26 посредством ременной передачи 21.
Работа приспособления
Настройка приспособления на один из множества габаритов обрабатываемых деталей осуществляется следующим образом.
Обрабатываемая деталь торцевой поверхностью устанавливается на базирующие элементы 15 (см. фиг.1). Вращением рукояток 22 управления талрепом 3 осуществляется подъем штока 7, в результате чего базирующие элементы 8 расходятся, обеспечивая своими щечками 23 зажим детали по ее внутренней поверхности. Разность направлений и шагов резьбы элементов талрепа 3 при вращении последнего обеспечивает подъем штока 7 относительно корпуса 1, или его опускание, при этом сохраняется выбранный уровень расположения рукояток 22. Усилие прижима щечек 23 к обрабатываемой детали обеспечивает жесткая пружина 24, расположенная внутри стакана 4. При базировании детали с большим диаметром осевого отверстия, зажим ее внутренней поверхности производится дополнительным вращением талрепа 3. Если плоскость базирования 25 для следующей обрабатываемой детали должна находиться на другом уровне по высоте относительно базирующих элементов 8, то вращением гайки 11 осуществляется осевое перемещение колонны 10 относительно цилиндрического участка корпуса. Для регулировки параметров плоскости базирования 25 детали по ее торцевой поверхности (см. фиг.2), винтом 14, расположенным на консоли 13, настраивается положение базирующих элементов 15. Приводом винта 14 является штурвал 17, при вращении которого происходит кинематическая кольцевая связь посредством круглозвенной цепи 18 между каждой из групп последовательно закрепленных на винтах 14 сдвоенных звездочек 16, при этом каждая ветвь проходящей через звездочку 16 цепи 18 проходит через направляющие звездочки 19, изменяя плоскость перегиба цепи 18 на угол 90°. При вращении винта 14, установленные на нем базирующие элементы 15 начинают синхронно перемещаться по консолям 13 к центру оси колонны 1. Данное конструктивное решение обеспечивает синхронное и идентичное по величине перемещение всех базирующих элементов 15 поворотом штурвала 17. Возможность приводного вращения системы базирования детали по ее торцевой поверхности и базирующих элементов 8 обеспечивается подшипниками качения 27 и 28. При механической обработке вращающейся кольцевой детали, рабочие отходы не задерживаются на элементах приспособления, а осыпаются вниз сквозь множество окон и проемов между консолями 13. Смена детали осуществляется с помощью педали 6, при нажатии на которую пружина 24 сжимается, благодаря чему шток 7 немного опускается, и щечки 23 базирующих элементов 8 сходятся, освобождая, таким образом, внутреннюю поверхность детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ НЕЖЕСТКИХ ЗАГОТОВОК | 2014 |
|
RU2546953C1 |
| УСТАНОВКА МАЯТНИКОВОГО ТИПА ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ВНУТРЕННИХ ПАЗОВ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 2011 |
|
RU2483853C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Соединение цилиндрических деталей | 2021 |
|
RU2772564C1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Устройство для герметизации трубопровода при ремонте и замене шарового крана | 2023 |
|
RU2812289C1 |
| Устройство для установки тяжелых фрез на вертикальный шпиндель с оправкой | 1991 |
|
SU1827332A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
Изобретение относится к области машиностроения, в частности к устройствам для базирования деталей в виде тел вращения с осевым отверстием, например, дисков турбин, при их механической обработке, в частности, абразивной. Приспособление для базирования кольцевых деталей содержит систему базирования торцевой поверхности детали с синхронно перемещаемыми базирующими элементами, выполненную с возможностью ее осевого перемещения, и систему базирования внутренней поверхности детали с синхронно перемещаемыми базирующими элементами. Система базирования внутренней поверхности детали установлена на корпусе и снабжена механизмом ее перемещения. Обеспечивается расширение номенклатуры базируемых деталей при одновременном повышении надежности фиксации. 4 з.п. ф-лы, 2 ил.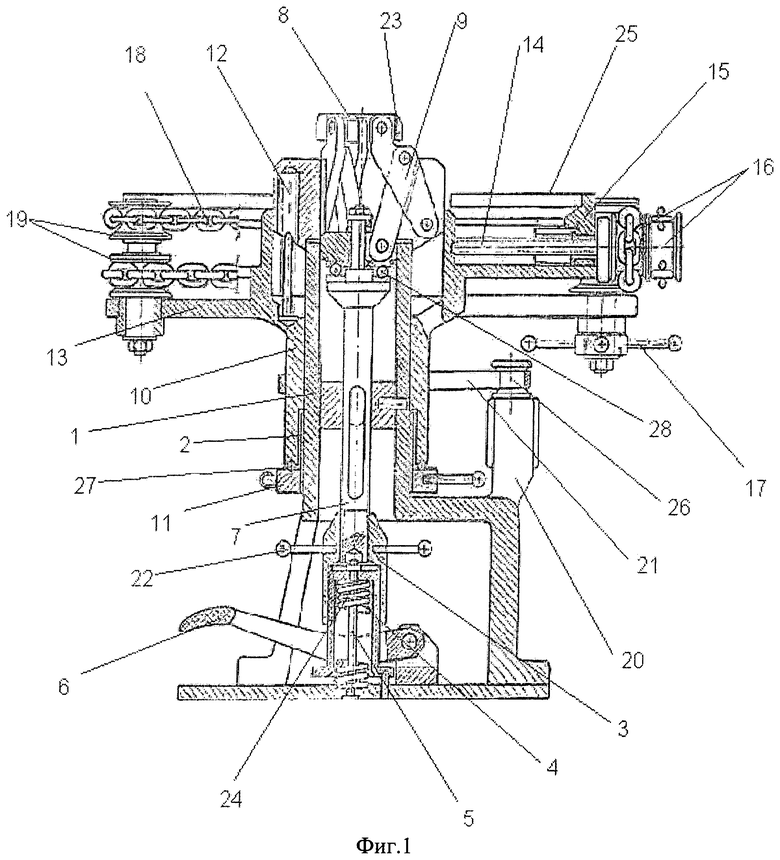
1. Приспособление для базирования кольцевых деталей, содержащее корпус и установленную на нем систему базирования детали по ее торцевой поверхности с синхронно перемещаемыми базирующими элементами, отличающееся тем, что система базирования детали по ее торцевой поверхности выполнена с возможностью осевого перемещения, при этом на корпусе дополнительно установлена система базирования детали по ее внутренней поверхности с синхронно перемещаемыми базирующими элементами, снабженная механизмом их перемещения.
2. Приспособление по п.1, отличающееся тем, что базирующие элементы системы базирования детали по ее внутренней поверхности и система базирования детали по ее торцевой поверхности выполнены с возможностью вращения, причем последняя снабжена приводом вращения.
3. Приспособление по п.1 или 2, отличающееся тем, что система базирования детали по ее торцевой поверхности выполнена в виде колонны с консолями, при этом каждая консоль оснащена винтом с установленным на нем базирующим элементом, на каждом винте упомянутой системы базирования закреплены сдвоенные звездочки, каждая из которых кинематически связана со звездочкой соседней консоли кольцевой гибкой связью, огибающей попарно установленные на консолях направляющие звездочки.
4. Приспособление по п.1 или 2, отличающееся тем, что механизм перемещения базирующих элементов системы базирования детали по ее внутренней поверхности выполнен в виде талрепа, нижняя часть которого снабжена подпружиненным стаканом, удерживаемым шпилькой, причем края стакана опираются на педаль, исключающую осевое вращение стакана, при этом верхняя часть талрепа выполнена в виде штока, соединенного через систему рычагов с базирующими элементами.
5. Приспособление по п.3, отличающееся тем, что кольцевая гибкая связь выполнена в виде круглозвенной цепи.
| Приспособление в воздухораспределителе тормоза Вестингауза для автоматического питания запасного резервуара при всех рабочих положениях поршня распределительного золотника | 1931 |
|
SU30298A1 |
| Устройство для зажима деталей | 1987 |
|
SU1450925A1 |
| СПОСОБ БАЗИРОВАНИЯ СПИРАЛИ ИЗ СТАЛЬНОЙ ПРОВОЛОКИ ИЛИ ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254222C1 |
| DE 1995324 A1, 07.06.2001 | |||
| Оправка для закрепления пакета поршневых колец | 1990 |
|
SU1808493A1 |
| Устройство для зажима деталей | 1983 |
|
SU1079371A1 |

