Область техники
[0001] Настоящее изобретение относится к боковому материалу (side material), используемому в плакированном элементе для теплообменника (листе для пайки), предназначенном для использования в теплообменнике автомобильного транспортного средства или т.п., способу его производства и способу производства плакированного элемента для теплообменника.
Уровень техники
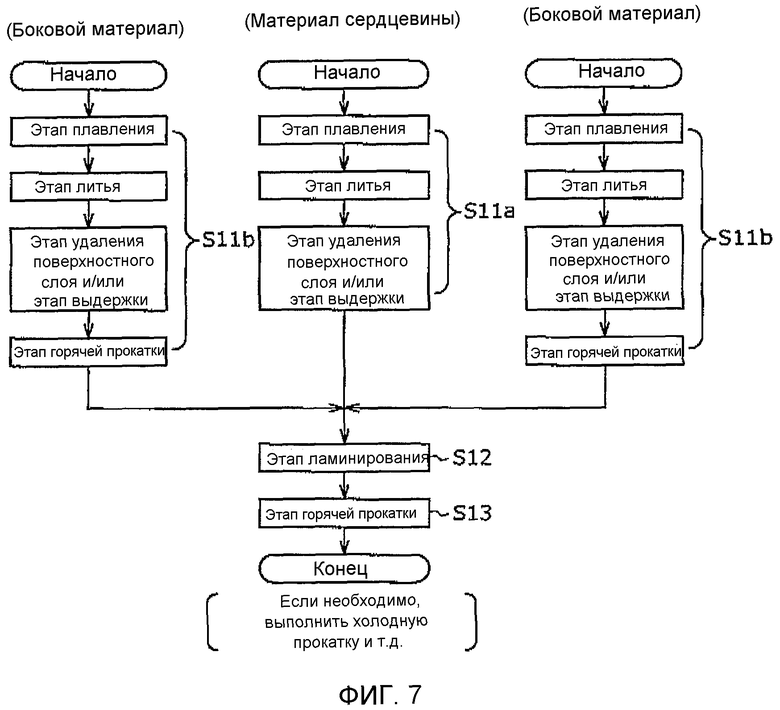
[0002] Обычно, в плакированном элементе для теплообменника, используемом в промежуточном охладителе, масляном охладителе, радиаторе, конденсоре, испарителе, сердцевине нагревателя или т.п. для автомобильного транспортного средства, боковой материал прокатывают или нарезают из слитка и используют. Например, в патентном документе 1 описан следующий способ производства традиционного, типичного плакированного элемента для теплообменника. Вначале, алюминиевый сплав для материала сердцевины и алюминиевые сплавы для боковых материалов (которые являются расходуемым анодным материалом и твердым припоем) расплавляют и отливают методом непрерывной разливки и подвергают гомогенизирующей термообработке (или же они также могут быть подвергнуты выравниванию поверхности), если необходимо. Каждый из слитков алюминиевых сплавов для боковых материалов прокатывают вгорячую до заданной толщины (см. S11a и S11b на Фиг.7, на которой плавление, литье, выравнивание поверхности, гомогенизирующая термообработка и горячая прокатка обозначены соответственно как Этап плавления, Этап литья, Этап удаления поверхностного слоя, Этап выдержки и Этап горячей прокатки).
[0003] Затем, слиток алюминиевого сплава для материала сердцевины (core material) и горячекатаные листы для боковых материалов (материалы боковин) ламинируют и производят плакированный элемент горячей прокаткой (плакировка горячей прокаткой) в соответствии с нормальной практикой (см. S12 и S13 на Фиг.7, на которой ламинирование и горячая прокатка обозначены соответственно как Этап ламинирования и Этап горячей прокатки). В патентном документе 2 описано, что в качестве бокового материала, подлежащего использованию в плакированном элементе для теплообменника, используют боковой материал, нарезанный из слитка и имеющий заданную толщину, и при этом выполняют выравнивание поверхности бокового материала.
Патентный документ 1: публикация японской нерассмотренной патентной заявки № 2005-232507 (абзацы 0037, 0039, 0040).
Патентный документ 2: публикация японской нерассмотренной патентной заявки № 2007-260769 (абзацы 0027-0040).
Раскрытие изобретения
Проблемы, решаемые изобретением
[0004] Однако боковой материал, используемый в таком традиционном плакированном элементе, способ его производства или способ производства плакированного элемента имеют указанные ниже проблемы.
(1) Когда в качестве бокового материала используют горячекатаный лист, число этапов производства плакированного элемента велико, и число раз горячей прокатки увеличивается, приводя к проблеме снижения производительности.
[0005] (2) Слиток для материала сердцевины главным образом подвергают обработке с удалением поверхностного слоя, используя фрезерный станок или т.п. так, чтобы его поверхность была обточена. С другой стороны, горячекатаный лист для бокового материала имеет прокатанную поверхность, образованную полосами прокатки, которые получаются вдоль направления прокатки. Поэтому соответствующие состояния поверхностей слитка для материала сердцевины и горячекатаного листа для бокового материала различаются, и возникает та проблема, что, когда слиток для материала сердцевины и горячекатаный лист для бокового материала ламинируют и подвергают плакировочной горячей прокатке, имеется вероятность появления плохой адгезии между материалом сердцевины и боковым материалом. Для того чтобы улучшить адгезию между материалом сердцевины и боковым материалом, при плакировочной горячей прокатке становится необходимой многопроходная прокатка с малым обжатием, так что производительность плакировочной горячей прокатки снижается.
[0006] (3) Если в качестве бокового материала используют горячекатаный лист, то из этого следует, что контроль состояния поверхности и плоскостности (особенно продольной плоскостности) прокатанного листа осуществляется только с прокатными валками, и на поверхности горячекатаного листа при горячей прокатке образуется толстое оксидное покрытие. В результате контроль состояния поверхности и плоскостности затруднен, и возникает проблема, что плохая адгезия между материалом сердцевины и боковым материалом не может быть предотвращена.
(4) В случае, когда в качестве бокового материала используют отрезанный от слитка лист, даже когда состояние поверхности контролируют путем контролирования плоскостности, толщины оксидного покрытия или т.п., если контроль состояния поверхности (конфигурации поверхности) на основе регулирования формы мелких канавок в поверхности, шероховатости поверхности или т.п. разрезанием или выравниванием поверхности недостаточен, то возникает проблема, что частично плохая адгезия все еще остается.
[0007] (5) Когда имеет место плохая адгезия между материалом сердцевины и боковым материалом, то возникает проблема в том, что заданная степень плакировки не может быть получена, а также, наряду с проблемой сниженной производительности плакированного элемента, возникает проблема ухудшения качества, когда возникает такое отклонение качества, как раковины, а также проблема ухудшения коррозионной стойкости из-за плохой адгезии.
[0008] Настоящее изобретение было реализовано в связи с описанными выше проблемами, и его задача состоит в том, чтобы предоставить боковой материал, состояние поверхности и плоскостность которого контролируются и который позволяет осуществлять производство плакированного элемента для теплообменника, в котором появление плохой адгезии маловероятно и который превосходен по производительности и коррозионной стойкости при производстве плакированного элемента для теплообменника, способ его производства и способ производства плакированного элемента для теплообменника с использованием такого бокового материала.
Средства для решения проблем
[0009] Чтобы решить вышеупомянутые проблемы, боковой материал по пункту 1 формулы изобретения представляет собой боковой материал, используемый в плакированном элементе для теплообменника, включающем в себя материал сердцевины и один или более слоев бокового материала, ламинированного на одной стороне или обеих его сторонах, характеризующийся тем, что в поверхности по меньшей мере одной стороны бокового материала сформировано множество периодических конфигураций мелких канавок, которые становятся дугообразными по одному направлению бокового материала, причем эти периодические конфигурации мелких канавок простираются до внешнего периферийного края бокового материала с радиусом кривизны 800-1500 мм и имеют период 1-8 мм в упомянутом направлении бокового материала, а шероховатость поверхности бокового материала в упомянутом направлении составляет 1-15 мкм по средней по десяти точкам шероховатости (Rz).
[0010] В таком боковом материале множество периодических конфигураций мелких канавок, каждая из которых имеет заданную форму, сформированы в поверхности бокового материала. Соответственно, при соединении давлением с материалом сердцевины при производстве плакированного элемента для теплообменника, воздух, присутствующий между материалом сердцевины и каждым из боковых материалов (когда имеется множество боковых материалов), эффективно высвобождается через эти периодические конфигурации мелких канавок, и адгезия улучшается. Кроме того, при регулировании шероховатости поверхности бокового материала в пределах заданного диапазона, мало вероятно, что образуется зазор между материалом сердцевины и каждым из боковых материалов, и адгезия улучшается. В результате соединяемость давлением (что в данном случае означает легкость выполняемого прокаткой соединения давлением) улучшается, и число проходов при соединении давлением (число раз горячей прокатки) уменьшается.
[0011] Боковой материал по пункту 2 формулы изобретения характеризуется тем, что плоскостность на метр в упомянутом направлении составляет 1 мм или менее. В таком боковом материале, за счет регулирования плоскостности до заданного значения или менее, плоскостность дополнительно улучшается, и адгезия между материалом сердцевины и каждым из боковых материалов дополнительно улучшается. Кроме того, соединяемость давлением дополнительно улучшается, и число проходов при соединении давлением уменьшается.
[0012] Боковой материал по пункту 3 формулы изобретения характеризуется тем, что его толщина составляет 10-250 мм. В таком боковом материале, за счет регулирования толщины в пределах заданного диапазона, должным образом корректируется степень плакировки плакированного элемента для теплообменника.
[0013] Способ производства бокового материала по пункту 4 формулы изобретения представляет собой способ производства бокового материала по любому из пунктов 1-3 формулы изобретения, включающий в себя: этап плавления с расплавлением металла для бокового материала, имеющего компонентный состав, отличающийся от состава материала сердцевины; этап литья с разливкой металла для бокового материала, расплавленного на этапе плавления, для получения слитка для бокового материала; этап разрезания с нарезанием слитка для бокового материала на резаный материал, имеющий заданную толщину; и этап выравнивания поверхности с выполнением поверхностного выравнивания поверхности имеющего заданную толщину резаного материала, который была нарезан, отличающийся тем, что эти этапы выполняют в порядке, указанном выше.
[0014] В соответствии с таким способом производства боковой материал производят путем выполнения разрезания и выравнивания поверхности. Соответственно, состояние поверхности и плоскостность бокового материала может легко контролироваться, и толщина оксидного покрытия уменьшается, тогда как в поверхности формируются периодические конфигурации мелких канавок, каждая из которых имеет заданную форму, и шероховатость поверхности регулируется в пределах заданного диапазона. Кроме того, при соединении давлением с материалом сердцевины в производстве плакированного элемента для теплообменника воздух, присутствующий между материалом сердцевины и каждым из боковых материалов, эффективно высвобождается, и адгезия улучшается. Более того, соединяемость давлением улучшается, и число проходов при соединении давлением уменьшается. Кроме того, в производстве плакированного элемента для теплообменника боковой материал, отрезанный как элемент для бокового материала, используется так, что нет никакой необходимости в уменьшении толщины этого элемента для бокового материала горячей прокаткой, что необходимо в случае традиционного плакированного элемента для теплообменника. В результате число раз горячей прокатки (число проходов при соединении давлением) уменьшается по сравнению с традиционным числом раз горячей прокатки, и рабочие этапы экономятся.
[0015] Способ производства бокового материала по пункту 5 формулы изобретения характеризуется тем, что на этапе разрезания слиток для бокового материала разрезают параллельно посадочной поверхности слитка для бокового материала, который помещен горизонтально. В соответствии с таким способом производства минимизируется влияние смещения (такое как, например, усилие стремящегося упасть вниз отрезаемого слитка) отрезаемого слитка (разрезанного слитка) из-за его собственного веса или его формы, которое возникает при разрезании, плоскостность отрезанного бокового материала улучшается, и адгезия между материалом сердцевины и каждым из боковых материалов улучшается. Кроме того, улучшается соединяемость давлением и уменьшается число проходов при соединении давлением.
[0016] Способ производства бокового материала по пункту 6 формулы изобретения характеризуется тем, что дополнительно включает в себя, после этапа литья и до этапа разрезания, этап гомогенизирующей термообработки с выполнением гомогенизирующей термообработки отлитого слитка для бокового материала. В соответствии с таким способом производства снимаются внутренние напряжения слитка для бокового материала, плоскостность отрезанного бокового материала улучшается, и улучшается адгезия между материалом сердцевины и каждым из боковых материалов. Кроме того, улучшается соединяемость давлением и уменьшается число проходов при соединении давлением.
[0017] Способ производства бокового материала по пункту 7 формулы изобретения характеризуется тем, что выравнивание поверхности выполняют одним или более способами, выбранными из группы, состоящей из способа резания, способа шлифования и способа полирования. В соответствии с таким способом производства состояние поверхности и плоскостность бокового материала улучшается, и улучшается адгезия между материалом сердцевины и каждым из боковых материалов. Кроме того, улучшается соединяемость давлением и уменьшается число проходов при соединении давлением.
[0018] Способ производства плакированного элемента для теплообменника по пункту 8 формулы изобретения представляет собой способ производства плакированного элемента для теплообменника, включающего в себя материал сердцевины и один или более слоев бокового материала, ламинированного на одной его стороне или обеих его сторонах, причем по меньшей мере один слой бокового материала представляет собой боковой материал по любому из пунктов 1-3 формулы изобретения, при этом способ характеризуется тем, что включает в себя: этап подготовки с приготовлением бокового материала и материала сердцевины, на который следует ламинировать боковой материал; этап ламинирования с ламинированием материала сердцевины и бокового материала до заданной конфигурации, чтобы получить ламинированный материал; этап гомогенизирующей термообработки с выполнением гомогенизирующей термообработки ламинированного материала; этап горячей прокатки с выполнением горячей прокатки после этапа гомогенизирующей термообработки; и этап холодной прокатки с выполнением холодной прокатки после этапа горячей прокатки.
[0019] В соответствии с таким способом производства боковой материал, состояние поверхности и плоскостность которого контролируются, используется как элемент для бокового материала. В результате, когда боковые материалы ламинируют на материал сердцевины, вряд ли будет образовываться зазор между материалом сердцевины и каждым из боковых материалов, а воздух, присутствующий между материалом сердцевины и каждым из боковых материалов, эффективно высвобождается через периодические конфигурации мелких канавок, и адгезия улучшается. Кроме того, число проходов при соединении давлением может быть сокращено на этапе горячей прокатки, и выход продукции и производительность улучшаются. В результате улучшаются производительность и коррозионная стойкость плакированного элемента для теплообменника.
Эффекты изобретения
[0020] В боковом материале по пункту 1 формулы настоящего изобретения состояние поверхности и плоскостность бокового материала контролируются. Поэтому в производстве плакированного элемента для теплообменника вряд ли возникнет плохая адгезия, и дефекты, такие как раковины, могут быть сокращены. Кроме того, поскольку соединяемость давлением улучшается, число проходов при соединении давлением может быть сокращено. Благодаря этим эффектам может быть произведен плакированный элемент для теплообменника, превосходный по производительности и коррозионной стойкости.
[0021] При боковом материале по пункту 2 формулы изобретения вряд ли будет образовываться зазор между материалом сердцевины и каждым из боковых материалов, и адгезия и соединяемость давлением дополнительно улучшаются. В боковом материале по пункту 3 формулы изобретения толщина этого бокового материала регулируется, и поэтому может быть произведен плакированный элемент для теплообменника, имеющий соответствующую степень плакировки.
[0022] В соответствии со способом производства бокового материала по пункту 4 формулы настоящего изобретения, состояние поверхности и плоскостность бокового материала могут легко контролироваться, и толщина оксидного покрытия уменьшается, тогда как состояние поверхности бокового материала может регулироваться до заданного состояния. Поэтому в производстве плакированного элемента для теплообменника вряд ли возникнет плохая адгезия, и дефекты, такие как раковины, могут быть сокращены. Кроме того, поскольку соединяемость давлением улучшается, может быть сокращено число проходов при соединении давлением. Более того, поскольку боковой материал не производится горячей прокаткой, толщина элемента для бокового материала не должна уменьшаться горячей прокаткой. Кроме того, в производстве плакированного элемента для теплообменника число раз горячей прокатки уменьшается по сравнению со случаем, когда используется традиционный боковой материал, произведенный горячей прокаткой, и рабочие этапы могут быть сэкономлены. В результате, может быть произведен плакированный элемент для теплообменника, превосходный по производительности и коррозионной стойкости.
[0023] В соответствии со способом производства бокового материала по пункту 5 формулы изобретения, может быть получен боковой материал с улучшенной плоскостностью, и адгезия и соединяемость давлением с материалом сердцевины дополнительно улучшаются, так что возникновение плохой адгезии менее вероятно. В соответствии со способом производства бокового материала по пункту 6 формулы изобретения, за счет выполнения гомогенизирующей термообработки слитка для бокового материала, дополнительно улучшается плоскостность отрезанного бокового материала, так что возникновение плохой адгезии менее вероятно.
[0024] В соответствии со способом производства бокового материала по пункту 7 формулы изобретения, за счет выполнения выравнивания поверхности бокового материала одним или более способами, выбранными из группы, состоящей из способа резания, способа шлифования и способа полирования, состояние поверхности и плоскостность бокового материала улучшаются, и возникновение плохой адгезии менее вероятно.
[0025] В соответствии со способом производства плакированного материала для теплообменника по пункту 8 формулы изобретения, боковой материал, произведенный описанным выше способом, используется как элемент для бокового материала. Поэтому, возможно произвести превосходный по коррозионной стойкости плакированный элемент для теплообменника, в котором контролируются состояние поверхности и плоскостность элемента для бокового материала, и плохая адгезия вряд ли возникнет. Кроме того, плакированный элемент для теплообменника может быть произведен при малой себестоимости производства.
[0026] Краткое описание чертежей
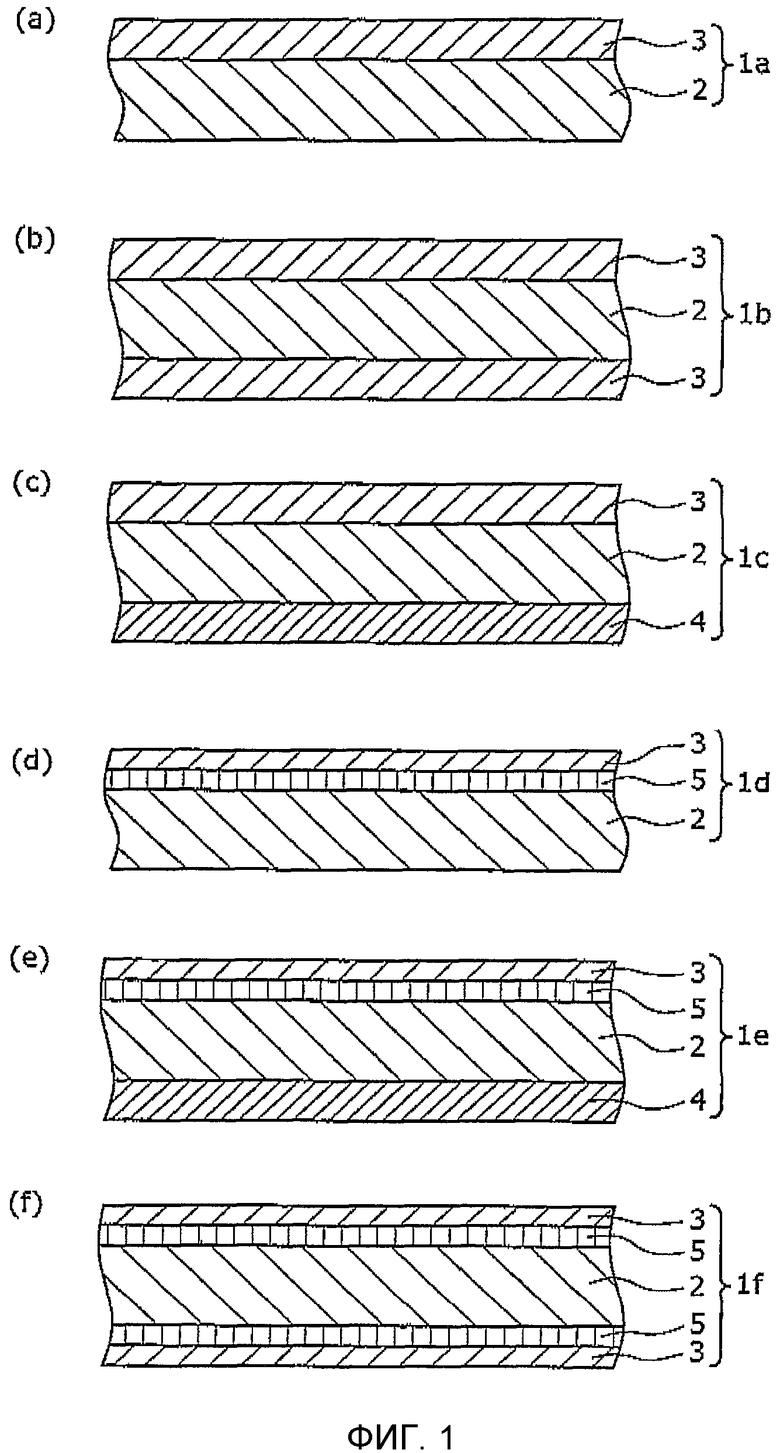
[Фиг.1](a)-(f) представляют собой виды в сечении, каждый из которых показывает структуру плакированного элемента для теплообменника в соответствии с настоящим изобретением.
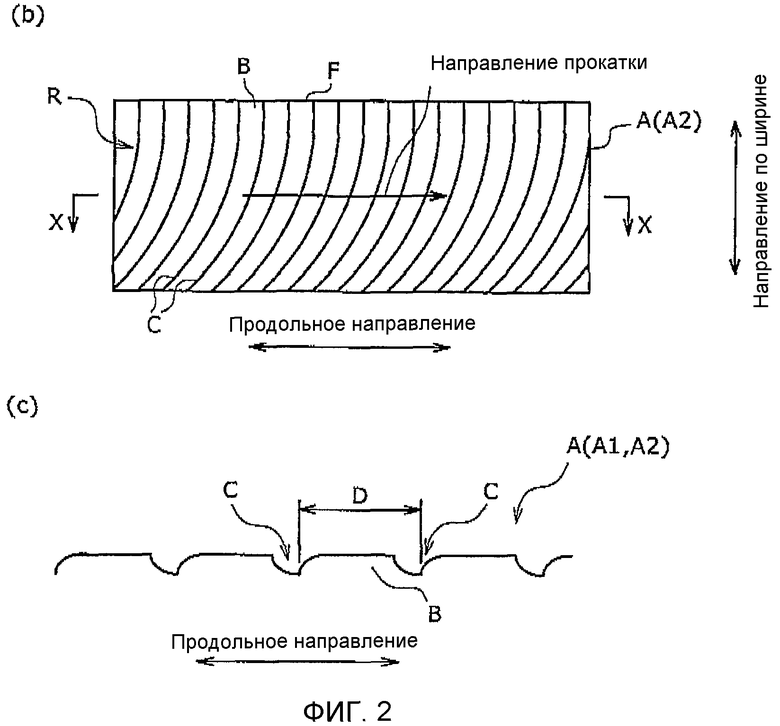
[Фиг.2] - схематичные изображения, иллюстрирующие состояние поверхности бокового материала в соответствии с настоящим изобретением, причем (a) и (b) - схематические изображения, иллюстрирующие формы периодических конфигураций мелких канавок, а (c) - схематическое изображение вид, показывающее часть сечения по линии XX на (a) и (b).
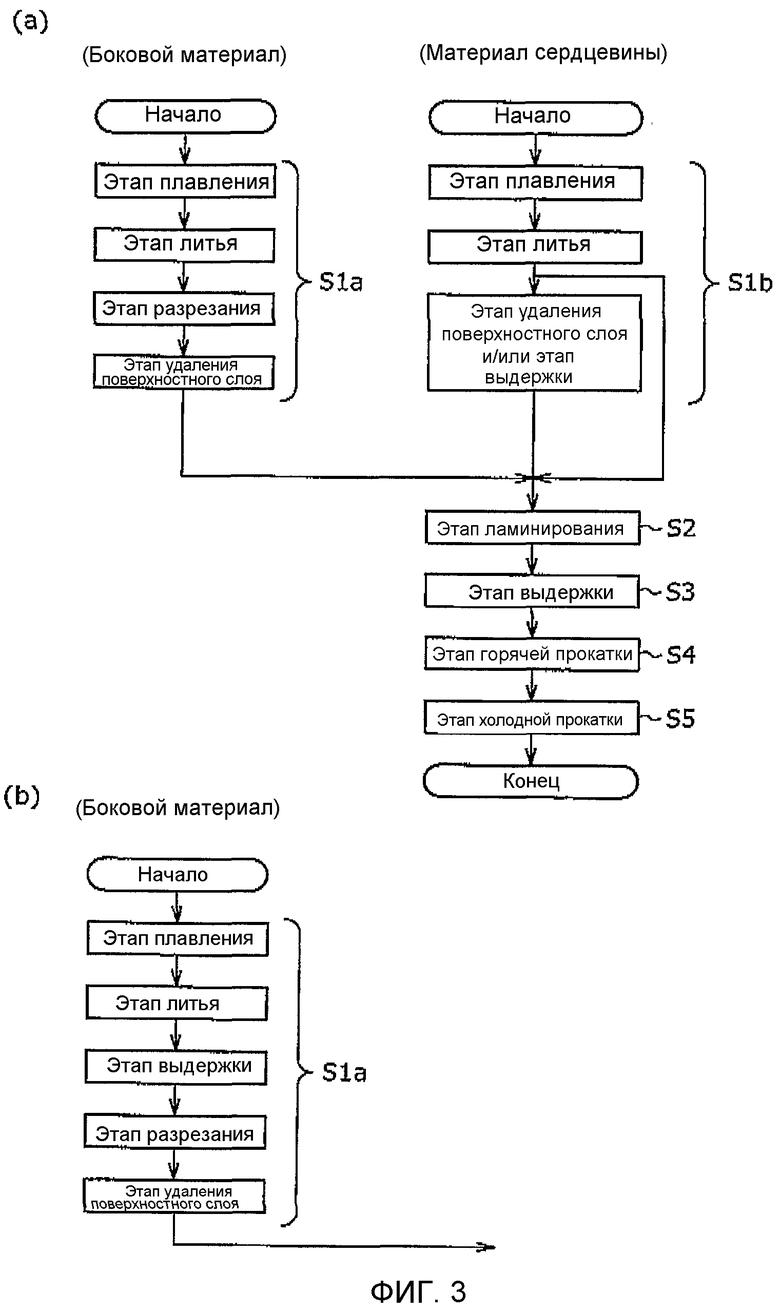
[Фиг.3](a) и (b) - блок-схемы способа производства плакированного элемента для теплообменника в соответствии с настоящим изобретением.
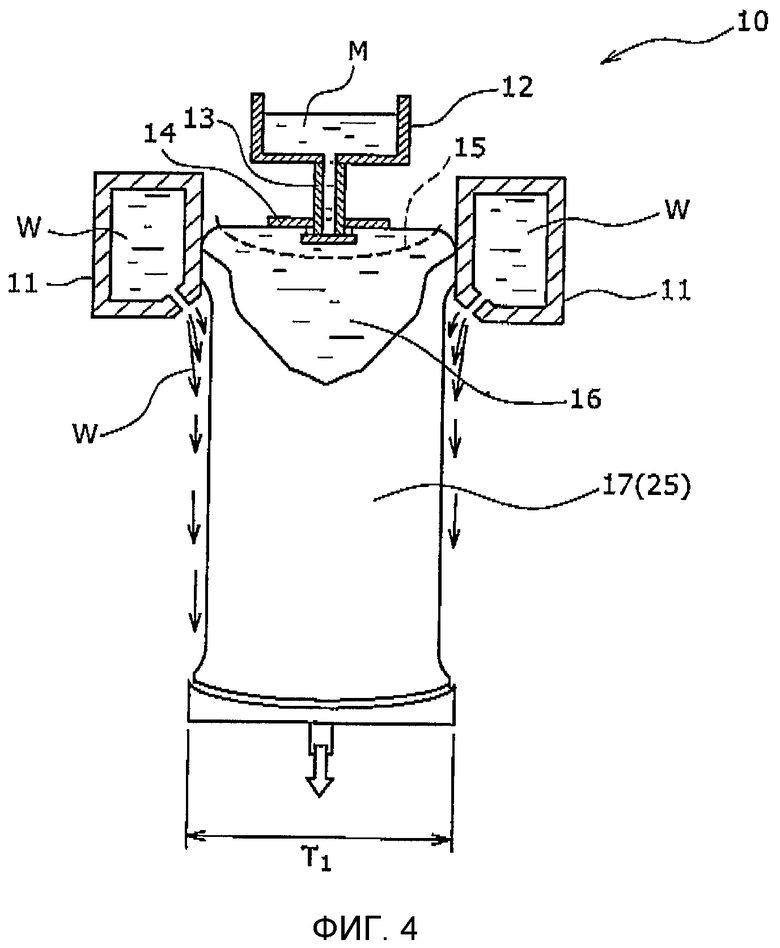
[Фиг.4] - схематичное изображение, показывающее эскиз этапа литья бокового материала или этапа литья материала сердцевины.
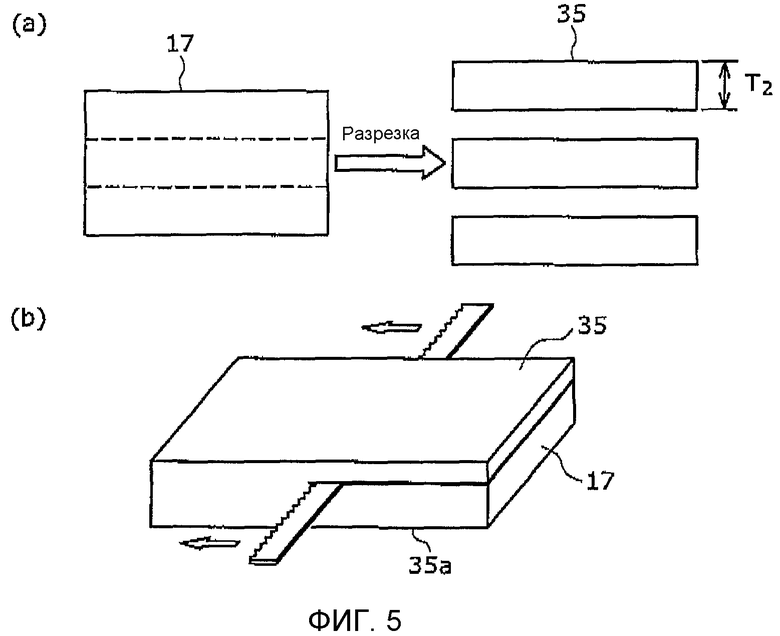
[Фиг.5](a) и (b) - схематичные изображения, показывающие эскиз способа нарезания бокового материала.
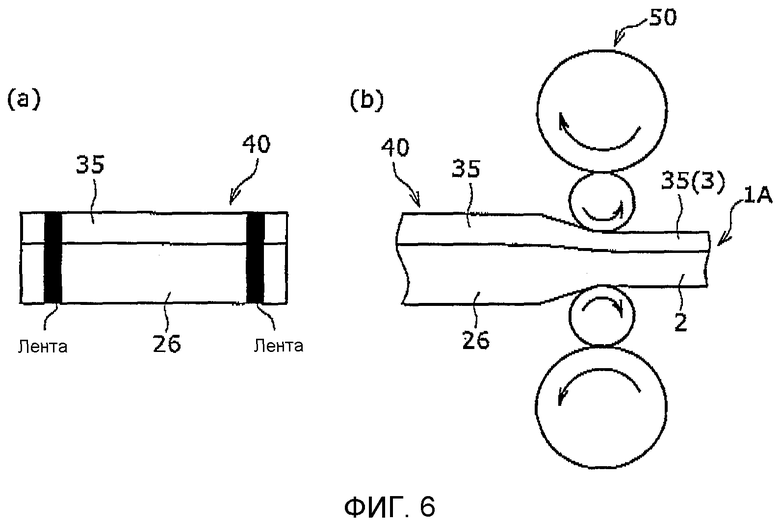
[Фиг.6](a) - схематичное изображение, показывающее структуру ламинированного материала, и (b) - схематичное изображение, показывающее эскиз этапа горячей прокатки.
[Фиг.7] - блок-схема способа производства традиционного плакированного элемента для теплообменника.
[0027] Пояснения буквенных и цифровых обозначений
S1a Этап производства бокового материала
S1b Этап производства материала сердцевины
S2 Этап ламинирования
S3 Этап гомогенизирующей термообработки
S4 Этап горячей прокатки
S5 Этап холодной прокатки
1a, 1b, 1c, 1d, 1e и 1f Плакированный элемент для теплообменника
2 Материал сердцевины
3 Твердый припой
4 Расходуемый материал
5 Промежуточный материал
17 Слиток для бокового материала
25 Слиток для материала сердцевины
26 Материал сердцевины
35 Боковой материал
35a Посадочная поверхность
40 Ламинированный материал
A Боковой материал
В Периодическая конфигурация мелких канавок
С Мелкая канавка
D Период
F Внешний периферийный край
Лучший вариант осуществления изобретения
[0028] Ниже, со ссылкой на чертежи будут подробно описаны боковой материал, способ его производства и способ производства плакированного элемента для теплообменника в соответствии с настоящим изобретением.
[0029] "Боковой материал"
Боковой материал используется в плакированном элементе для теплообменника, включающем в себя материал сердцевины и один или более слоев бокового материала, ламинированного на одной его стороне или обеих его сторонах. Вначале будет описана структура плакированного элемента для теплообменника с использованием этого бокового материала.
<Структура плакированного элемента для теплообменника>
Число слоев бокового материала плакированного элемента для теплообменника никоим образом не ограничено. Например, могут быть перечислены двухслойный плакированный элемент 1a для теплообменника, в котором одна сторона материала 2 сердцевины плакирована одним твердым припоем 3, как показано на Фиг.1(a), трехслойный плакированный элемент 1b для теплообменника, в котором обе стороны материала 2 сердцевины плакированы, каждая твердым припоем 3 в точном соответствии, как показано на Фиг.1(b), трехслойный плакированный элемент 1c для теплообменника, в котором одна сторона материала 2 сердцевины плакирована твердым припоем 3, а другая сторона материала 2 сердцевины плакирована расходуемым материалом 4 в точном соответствии, как показано на Фиг.1(c), трехслойный плакированный элемент 1d для теплообменника, в котором одна сторона материала 2 сердцевины плакирована промежуточным материалом 5 и твердым припоем 3, как показано на Фиг.1(d), четырехслойный плакированный элемент 1e для теплообменника, в котором одна сторона материала 2 сердцевины плакирована промежуточными материалом 5 и твердым припоем 3, а другая сторона материала 2 сердцевины плакирована расходуемым материалом 4, как показано на Фиг.1(e), пятислойный плакированный элемент 1f для теплообменника, в котором обе стороны материала 2 сердцевины плакированы промежуточным материалом 5 и твердым припоем 3, как показано на Фиг.1(f), и т.п. Однако должно быть понятно, что боковой материал также соответственно применим к плакированному элементу для теплообменника, включающему в себя шесть или более слоев, в котором число слоев бокового материала (твердый припой, расходуемый материал и промежуточный материал) дополнительно увеличено, хотя это и не показано.
[0030] Ниже будет описано состояние поверхности бокового материала. Как показано на Фиг.2(a)-2(c), боковой материал А (А1, A2) имеет на своей поверхности множество периодических конфигураций В мелких канавок (fine groove periodic configurations), каждая из которых становится дугообразной по продольному направлению бокового материала A. Каждая из периодических конфигураций В мелких канавок простирается с радиусом кривизны R 800-1500 мм к внешнему периферийному краю F бокового материала A и имеет период D 1-8 мм в продольном направлении бокового материала A. Дополнительно, шероховатость поверхности бокового материала в его продольном направлении составляет 1-15 мкм по средней по десяти точкам шероховатости (Rz). Следует отметить, что, как описывается ниже, состояние поверхности бокового материала A контролируется соответственной регулировкой скорости вращения, скорости подачи или т.п. диска дискового устройства при выравнивании поверхности.
[0031] Следует отметить, что, как показано на Фиг.2(c), периодическая конфигурация В мелких канавок означает конфигурацию с периодом D, включая в себя конфигурацию участка с мелкой канавкой С в одном местоположении. Таким образом, участок с периодом D соответствует одному периоду периодической конфигурации мелких канавок. Конфигурация участка с мелкой канавкой С также включает в себя конфигурацию, в которой на участке с мелкой канавкой С сформировано множество ультрамалых канавок (изображение этого опущено). Конфигурация участка с мелкой канавкой С походит на след резки, след шлифовки, след полировки или т.п., полученные во время выравнивания поверхности. Следует отметить, что Фиг.2(c) представляет собой схематичное изображение, увеличенное в вертикальном направлении для удобства.
[0032] Следует отметить, что на стадии первоначального соединения давлением плакировки, после того как воздух высвобождается из периодических конфигураций B мелких канавок, боковой материал и материал сердцевины объединяются друг с другом, тогда как периодические конфигурации В мелких канавок саморазрушаются из-за горячей прокатки. Поэтому никакой проблемы в плакированном элементе из-за периодических конфигураций B мелких канавок не возникает.
[0033] Продольное направление представляет собой направление прокатки, когда боковой материал A ламинируют на материал сердцевины и прокатывают вгорячую при производстве описанного ниже плакированного элемента для теплообменника. Кроме того, признак "который становится дугообразным по продольному направлению бокового материала А" означает, что каждая из периодических конфигураций В мелких канавок становится дугообразной в том же самом направлении к любой одной стороне в продольном направлении бокового материала A. Таким образом, когда боковой материал A перед ламинированием на материал сердцевины и горячей прокаткой существует независимо, продольное направление еще не определено. Из этого следует, что, в соответствии с направлением периодических конфигураций B мелких канавок, направление прокатки определяется так, как показано на Фиг.2.
[0034] При регулировке радиуса кривизны R и периода D периодических конфигураций В мелких канавок до заданных значений воздух, присутствующий между материалом сердцевины и каждым из боковых материалов, эффективно высвобождается через периодические конфигурации В мелких канавок при соединении давлением с материалом сердцевины в производстве плакированного элемента для теплообменника. Кроме того, при регулировке шероховатости поверхности до заданного значения, вряд ли будет образовываться зазор между материалом сердцевины и каждым из боковых материалов. В результате, адгезия улучшается и образование таких дефектов, как раковины, может быть снижено, тогда как соединяемость давлением улучшается, и число проходов при соединении давлением может быть сокращено.
[0035] Периодические конфигурации В мелких канавок должны быть предусмотрены на по меньшей мере одной из обеих сторон бокового материала, подлежащего плакированию с материалом сердцевины. Периодическое конфигурации В мелких канавок не являются необходимыми на не подлежащей плакированию стороне (т.е. самой внешней поверхности во время соединения давлением/прокатки). Однако, даже если периодические конфигурации В мелких канавок предусмотрены на этой стороне, то нет никакого особенно неблагоприятного влияния. Даже в случае материала с четырехслойным материалом или промежуточным слоем пятислойного материала, необходимо предусмотреть периодические конфигурации В мелких канавок по меньшей мере на стороне, подлежащей плакированию с материалом сердцевины, тогда как периодические конфигурации В мелких канавок не являются необходимыми на стороне, противоположной материалу сердцевины. Но даже если периодические конфигурации В мелких канавок и предусмотрены на противоположной материалу сердцевины стороне, при этом нет никакого особенно неблагоприятного влияния.
[0036] <Радиус кривизны периодических конфигураций мелких канавок: 800-1500мм>
Когда радиус кривизны R периодических конфигураций В мелких канавок составляет меньше чем 800 мм, оставление воздуха на этапе горячей прокатки при производстве описываемого ниже плакированного элемента для теплообменника локализовано, и эффект улучшения адгезии и соединяемости давлением становится недостаточным. С другой стороны, когда радиус R кривизны превышает 1500 мм, расстояние, по которому высвобождается воздух, становится чрезмерно большим, и эффект улучшения адгезии и соединяемости давлением становится недостаточным.
Соответственно, радиус кривизны R периодических конфигураций R мелких канавок устанавливается от 800 до 1500 мм.
Следует отметить, что предпочтительно радиус кривизны R периодических конфигураций R мелких канавок составляет 900-1300 мм. Следует отметить, что периодические конфигурации В мелких канавок простираются до внешнего периферийного края F бокового материала A. То есть периодические конфигурации В мелких канавок сформированы непрерывно к внешнему периферийному краю F бокового материала, без прерываний.
Когда радиус кривизны периодических конфигураций В мелких канавок становится слишком большим, а канавка становится близкой к линейной, если направление (продольное направление) во время прокатки установлено так, как описано выше, то канавка имеет форму, вытянутую в направлении, в целом перпендикулярном направлению прокатки. В этом случае, силе для высвобождения воздуха (выталкиваемого под давлением прокатных валков) вдоль канавок становится трудно действовать. Верхнее предельное значение радиуса кривизны R предусмотрено именно с этой точки зрения.
Измерение радиуса кривизны R делается, например, так, что периодические конфигурации мелких канавок фотографируются, и кривизна соответствующей дуги может быть измерена на фотографии или на мониторе, пригодном для обработки сфотографированного изображения с учетом увеличения.
[0037] <Период периодических конфигураций мелких канавок: 1-8мм>
Здесь, период D периодических конфигураций В мелких канавок, который составляет 1-8 мм, означает, что период D в продольном направлении имеет в целом фиксированное значение даже при любом местоположении в периоде D периодических конфигураций B мелких канавок, и его значение этого находится в диапазоне от 1 до 8 мм.
Если период D периодических конфигураций В мелких канавок меньше чем 1 мм, путь высвобождения воздуха не может быть обеспечен, и воздух не может быть достаточно высвобожден. С другой стороны, если период D превышает 8 мм, число периодических конфигураций В мелких канавок уменьшается, количество воздуха, остающегося между материалом сердцевины и каждым из боковых материалов, увеличивается, и образование раковин возрастает.
Соответственно, период D периодических конфигураций В мелких канавок устанавливается от 1 до 8 мм. Следует отметить, что предпочтительно период D составляет от 2 до 7 мм.
[0038] Дугообразная форма периодических конфигураций В мелких канавок может быть такой, что центр дуги находится в положении центра по ширине бокового материала А, как показано на Фиг.2(a), или же центр дуги находится в положении, отклоненном от центра по ширине бокового материала А с любой стороны, как показано на Фиг.2(b). Измерение периода может быть выполнено, например, изготовлением реплики, в которой дугообразная форма поверхности бокового материала, имеющего периодические конфигурации мелких канавок, переносится на смолу, и измерением шероховатости поверхности смолы таким же образом, как и в способе измерения средней по десяти точкам шероховатости, описанном ниже.
[0039] Такая форма периодической конфигурации В мелких канавок может контролироваться описанным ниже выравниванием поверхности резаного материала. Чтобы сформировать периодические конфигурации В мелких канавок с такими формами, как показано на Фиг.2(a), когда, например, в качестве способа выравнивания поверхности используют способ резания, способ шлифования, способ полирования или т.п., как описано ниже, эти способы осуществляют на практике в комбинации с вращающимся дисковым устройством. При этом выравнивающую термообработку выполняют горизонтально с продольным направлением слитка (резаного материала) так, что центр вращающегося дискового устройства соответствует центру слитка по ширине. Чтобы обеспечивать формы, как показано на Фиг.2(b), когда выравнивание поверхности выполняют так, как описано выше, выравнивание поверхности выполняют горизонтально в продольном направлении слитка и посредством перемещения центра вращающегося дискового устройства от центра слитка по ширине с любой стороны. Следует отметить, что в этом случае в каждом из обоих концевых участков бокового материала A периодические конфигурации В мелких канавок прерываются на продольном краю в зависимости от размера бокового материала A. Однако, можно сказать, что периодические конфигурации В мелких канавок на каждом из обоих концевых участков также сформированы дугообразными в продольном направлении.
[0040] <Средняя по десяти точкам шероховатость (Rz): 1-15 мкм>
Шероховатость поверхности бокового материала A в продольном его направлении составляет от 1 до 15 мкм по средней по десяти точкам шероховатости (Rz). Если средняя по десяти точкам шероховатость (Rz) меньше чем 1 мкм, то путь высвобождения воздуха достаточно не обеспечивается. С другой стороны, если средняя по десяти точкам шероховатость (Rz) превышает 15 мкм, вероятно возникновение плохой адгезии в плакированном элементе для теплообменника. Соответственно, шероховатость поверхности устанавливается от 1 до 15 мкм по средней по десяти точкам шероховатости (Rz). Следует отметить, что предпочтительно шероховатость поверхности составляет от 3 до 14 мкм. В регулируемой здесь средней по десяти точкам шероховатости (Rz) отражены формы, включающие в себя также мелкие канавки С. То есть в упомянутую здесь шероховатость поверхности, прежде всего, вносят вклад мелкие канавки С.
[0041] Измерение средней по десяти точкам шероховатости может быть выполнено измерением с эталонной длиной 25 мм, используя измеритель шероховатости поверхности (SURFCORDER SE-30D), произведенный фирмой Kosaka Laboratory Ltd., на основе Японского промышленного стандарта "JIS Standard B0601 Surface Roughness". Измерение выполняется также, включая длину, соответствующую по меньшей мере двум периодам или более, на участке поверхности бокового материала A, где сформированы периодические конфигурации В мелких канавок. То есть выполняется также измерение в том числе и мелких канавок C. Такое регулирование шероховатости поверхности может контролироваться описанным ниже выравниванием поверхности резаного материала.
[0042] Кроме того, плоскостность бокового материала А на метр в продольном направлении предпочтительно составляет 1 мм или менее, а толщина бокового материала А (толщина одного слоя бокового материала) предпочтительно составляет от 10 до 250 мм.
<Плоскостность: 1 мм или менее>
Если плоскостность превышает 1 мм, то вероятно возникновение плохой адгезии в плакированном элементе для теплообменника.
Соответственно, плоскостность предпочтительно составляет 1 мм или менее, или, более предпочтительно - 0,5 мм или менее.
Измерение плоскостности может быть выполнено, например, прикладыванием стальной линейки длиной 1 м так, чтобы боковой материал отмерялся на 1 м в продольном направлении, и измерением образующегося зазора, используя щуп для измерения зазоров.
[0043] <Толщина: 10-250 мм>
Если толщина составляет менее 10 мм, то, когда боковой материал и материал сердцевины соединяют давлением, из-за чрезвычайной тонкости бокового материала в самом боковом материале возникает неоднородная деформация, такая как гофрировка, и толщина плакировки, вероятно, будет колебаться, увеличивая отклонения степени плакировки. С другой стороны, если толщина превышает 250 мм, то нагрузка от прокатных валков, сжимающих боковой материал при соединении давлением, не достаточно достигает соединяемой давлением границы раздела между боковым материалом и материалом сердцевины. В результате состояние после соединения давлением становится неоднородным, так что удлинение участка бокового материала после прокатки варьируется в соответствии с неоднородностью состояния после соединения давлением, служа фактором, увеличивающим флуктуации степени плакировки.
Поэтому, если толщина находится вне приведенного выше диапазона, то степень плакировки плакированного элемента для теплообменника, вероятно, будет неудовлетворительной. Кроме того, в этом случае также возникает плохая адгезия.
Соответственно, толщина предпочтительно составляет от 10 до 250 мм, или, более предпочтительно, от 20 до 200 мм.
[0044] Следует отметить, что во время производства плакированного элемента для теплообменника, когда боковой материал A соединяют давлением на этапе горячей прокатки, эффект улучшения адгезии и соединяемости давлением достигается без специальной регулировки состояния поверхности противостоящего материала (материала сердцевины или другого бокового материала, когда необходим промежуточный слой), с которым следует соединить давлением боковой материал A.
[0045] Если противостоящий материал (материал сердцевины или другой боковой материал, когда необходим промежуточный слой), с которым следует соединить давлением боковой материал A, имеет то же самое состояние поверхности, что и у бокового материала А по настоящему изобретению, эффект высвобождения воздуха во время соединения давлением дополнительно увеличивается, так что дополнительно получается эффект улучшения адгезии и соединяемости давлением и получается эффект снижения образования раковин. Поэтому, когда противостоящий материал, с которым следует соединить давлением боковой материал A, представляет собой боковой материал для промежуточного слоя, предпочтительно обеспечить то же самое состояние его поверхности, что и у бокового материала по настоящему изобретению, посредством выравнивания поверхности. Когда противостоящий материал, с которым следует соединить давлением боковой материал A, представляет собой материал сердцевины, предпочтительно обеспечить то же самое состояние его поверхности, что и у бокового материала по настоящему изобретению, выполняя выравнивание поверхности таким же образом, как это выполняется для бокового материала по настоящему изобретению.
[0046] Следует отметить, что во время производства плакированного элемента для теплообменника, когда боковой материал A соединяют давлением на этапе горячей прокатки, выполняя горячую прокатку так, что направление горячей прокатки во время соединения давлением соответствует направлению прокатки, показанному на Фиг.2(a) и 2(b), в максимальной степени получается эффект улучшения адгезии и соединяемости давлением.
[0047] "Способ производства бокового материала (Этап производства бокового материала)"
Как показано на Фиг.3(a) и 3(b), способ производства бокового материала предназначен для производства описанного выше бокового материала с помощью этапа S1a производства бокового материала.
Этап S1a производства бокового материала включает в себя этап плавления, этап литья, этап разрезания и этап выравнивания поверхности (обозначенный на Фиг.3 как Этап удаления поверхностного слоя).
Следует отметить, что, при необходимости, этап гомогенизирующей термообработки (обозначенный на Фиг.3 как Этап выдержки) может также быть включен после этапа литья и до этапа разрезания, описанного выше.
[0048] (Этап плавления)
Этап плавления представляет собой этап плавления металла для бокового материала, имеющего компонентный состав, отличающийся от состава материала сердцевины.
Когда в качестве металла для бокового материала плакированный элемент для теплообменника включает в себя твердый припой (см. 1a-1f на Фиг.1), в качестве этого твердого припоя может быть использован алюминиевый сплав типа Al-Si серии 4000. Здесь, сплав типа Al-Si включает в себя также сплав, содержащий Zn в дополнение к Si. В качестве сплава типа Al-Si может использоваться, например, сплав Al с 7-13 мас.% Si, сплав Al с 7-13 мас.% Si и 2-7 мас.% Zn, или им подобный. Однако, сплав для твердого припоя не ограничивается ими. Может быть применен любой сплав, при условии, что этот сплав используется как твердый припой.
[0049] Когда в качестве металла для бокового материала плакированный элемент для теплообменника включает в себя расходуемый материал (см. 1c и 1e на Фиг.1), в качестве этого расходуемого материала могут использоваться алюминиевый сплав Al-Mn серии 3000 или алюминиевый сплав Al-Zn-Mg серии 7000. Также, в качестве расходуемого материала может использоваться сплав Al-Zn. Здесь, сплав Al-Zn включает в себя сплав, содержащий Mn или Si в дополнение к Zn. В качестве сплава Al-Zn может использоваться, например, сплав Al с 1-7 мас.% Zn, сплав Al с 0,5-1,2 мас.% Mn, 0,5-1,2 мас.% Si и 2-6 мас.% Zn, или сплав Al с 0,8-1,2 мас.% Si и 2-6 мас.% Zn. Однако сплав для расходуемого материала не ограничивается ими. Может быть применен любой сплав при условии, что этот сплав используется как расходуемый материал.
[0050] Когда в качестве металла для бокового материала плакированный элемент для теплообменника включает в себя промежуточный материал (см. 1d-1f на Фиг.1), в качестве этого промежуточного материала могут использоваться чистый алюминий серии 1000, алюминиевый сплав Al-Zn-Mg серии 7000 или им подобные. Также в качестве этого промежуточного материала может использоваться сплав Al-Mn. Здесь, сплав Al-Mn включает в себя сплав, содержащий Cu, Si или Ti в дополнение к Mn. В качестве сплава Al-Mn может использоваться, например, сплав Al с 0,5-1,2 мас.% Mn, 0,5-1,2 мас.% Cu и 0,5-1,2 мас.% Si, или сплав Al с 0,5-1,2 мас.% Mn, 0,5-1,2 мас.% Cu, 0,5-1,2 мас.% Si и 0,05-0,3 мас.% Ti. Однако сплав для промежуточного материала не ограничивается ими. Может быть применен любой сплав при условии, что этот сплав используется как промежуточный материал.
Подбор компонентного состава каждого из показанных выше металлов может быть соответственно определен в зависимости от конкретного применения плакированного элемента для теплообменника или тому подобного.
[0051] (Этап литья)
Этап литья представляет собой этап литья металла для бокового материала, расплавленного на этапе плавления, с получением слитка для бокового материала.
В качестве способа литья может быть использован полунепрерывный способ литья.
В полунепрерывном способе литья используют литейное устройство 10, как показано на Фиг.4, расплавленный металл М (который здесь является металлом для бокового материала) вводят в металлический водоохлаждаемый кристаллизатор 11 с открытой донной частью, а затвердевший металл непрерывно отводят из донной части водоохлаждаемого кристаллизатора 11, в результате чего получают слиток для бокового материала 17, имеющий заданную толщину T1. При этом расплавленный металл М подают из ванны 12 в водоохлаждаемый кристаллизатор 11 через патрубок 13, поплавок 14 и стеклянный экран 15. Расплавленный металл М, подаваемый в водоохлаждаемый кристаллизатор 11, кристаллизуется благодаря контакту с внутренней поверхностью стенки водоохлаждаемого кристаллизатора 11, охлаждаемой охлаждающей водой W, превращаясь в затвердевшую оболочку 16. Далее, охлаждающую воду W непосредственно распыляют от нижней части водоохлаждаемого кристаллизатора 11 до поверхности затвердевшей оболочки 16, в результате чего непрерывно производят слиток для бокового материала 17.
[0052] Здесь, толщина T1 слитка для бокового материала 17 предпочтительно составляет от 200 до 700 мм. Ширина и длина слитка для бокового материала 17 конкретно не ограничиваются. Однако, с учетом производительности, предпочтительно, чтобы ширина составляла от 1000 до 2500 мм, а длина - от 3000 до 10000 мм.
Следует отметить, что полунепрерывный способ литья может быть осуществлен на практике либо вертикально, либо горизонтально.
[0053] (Этап разрезания)
Этап разрезания представляет собой этап разрезания слитка для бокового материала на резаные материалы, каждый из которых имеет заданную толщину.
В качестве способа разрезания может использоваться способ продольной резки слябов.
В способе продольной резки слябов, как показано на Фиг.5(a), разрезанием слитка для бокового материала 17, произведенного описанным выше полунепрерывным способом литья, резаком с ленточной пилой или тому подобным, не показанным, производят боковые материалы 35 (резаные материалы), каждый из которых имеет заданную толщину Т2. Здесь, толщина T2 бокового материала 35 такова, что толщина после выравнивания поверхности предпочтительно составляет от 10 до 250 мм или, более предпочтительно, от 20 до 200 мм. Когда толщина Т2 находится вне указанного выше диапазона, степень плакировки плакированного элемента для теплообменника, вероятно, будет неудовлетворительной. Кроме того, как показано на Фиг.5(b), слиток для бокового материала 17 предпочтительно разрезают параллельно посадочной поверхности 35a слитка для бокового материала, которая расположена горизонтально.
Здесь, посадочная поверхность 35a представляет собой поверхность слитка для бокового материала 17, находящуюся в контакте со станиной, где помещено устройство разрезания.
Таким образом, влияние смещения (такого как, например, усилие разрезаемого слитка, стремящегося упасть вниз) разрезаемого слитка (разрезанного слитка) из-за собственного его веса или формы, что случается при разрезании, минимизируется, и плоскостность отрезанного бокового материала 35 дополнительно улучшается.
В качестве способа разрезания, разрез может быть также выполнен циркулярным дисковым резаком, или разрез может быть также выполнен лазером, водяным давлением, или тому подобным.
[0054] (Этап выравнивания поверхности)
Этап выравнивания поверхности представляет собой этап выполнения поверхностного выравнивания поверхности каждого из отрезанных боковых материалов (резаных материалов), имеющих заданную толщину.
Перед ламинированием на материал сердцевины отрезанный боковой материал 35 (резаный материал), имеющий заданную толщину, подвергают выравниванию поверхности для контролирования состояния поверхности или плоскостности бокового материала и для удаления образовавшегося на поверхности продукта кристаллизации или оксида.
В качестве способа выравнивания поверхности могут быть использованы способ резания, такой как резание концевой фрезой или резание алмазным долотом, способ шлифования, при котором поверхность шлифуется шлифовальным кругом или тому подобным, способ полирования, такой как полировка полировальным кругом, или им подобные. Однако способ выравнивания поверхности не ограничивается ими.
[0055] Следует отметить, что, когда при выравнивании поверхности используют, например, способ резания, такой как резание концевой фрезой или резание алмазным долотом, способ шлифования, включая шлифовку шлифовальным кругом или т.п., способ полирования, такой как полировка полировальным кругом или т.п., выполняя резание, шлифование, полирование или т.п. в комбинации с вращающимся дисковым устройством, может быть получено состояние поверхности бокового материала по настоящему изобретению. При этом, контролируя скорость вращения диска и скорость подачи диска по резаному материалу, можно получить состояние поверхности, имеющее желаемые периодические конфигурации В мелких канавок.
[0056] Таким образом, выполняя после разрезания выравнивание поверхности слитка для бокового материала 17, можно получить боковой материал 35, имеющий на своей поверхности множество периодических конфигураций В мелких канавок, каждая из которых сформирована становящейся дугообразной по продольному направлению бокового материала, простирается к внешнему периферийному краю бокового материала с радиусом кривизны от 800 до 1500 мм или, предпочтительно, от 900 до 1300 мм и имеет период от 1 до 8 мм или, предпочтительно, от 2 до 7 мм в продольном направлении. Также может быть получен боковой материал 35, шероховатость поверхности которого в продольном направлении составляет от 1 до 15 мкм или, предпочтительно, от 3 до 14 мкм по средней по десяти точкам шероховатости (Rz), и у которого плоскостность на метр в продольном направлении составляет 1 мм или менее или, предпочтительно, 0,5 мм или менее по оценке плоскостности.
[0057] Кроме того, при использовании такого бокового материала 35 получен плакированный элемент для теплообменника, в котором, после того как выполнили испытание CASS (испытание распылением соленой воды: JIS Z 2371) в течение 1500 часов в качестве испытания на коррозионную стойкость внешней поверхности и выполнили испытание погружением (Na+: 113 ч/млн, Cl-: 58 ч/млн, SO4 2-: 60 ч/млн, Cu2+: 1 ч/млн, и Fe3+: 30 ч/млн) при 80°C в течение 2000 часов в качестве испытания на коррозионную стойкость внутренней поверхности, глубина коррозии после этих испытаний составляла 60 мкм или менее.
[0058] (Этап гомогенизирующей термообработки)
Этап гомогенизирующей термообработки представляет собой этап дальнейшего выполнения гомогенизирующей термообработки отлитого слитка для бокового материала.
Как показано на Фиг.3(b), в отношении слитка для бокового материала 17, отлитого описанным выше способом литья, на этапе гомогенизирующей термообработки до того, как слиток для бокового материала 17 будет разрезан, при необходимости может быть также соответствующим образом выполнена гомогенизирующая термообработка для снятия внутренних напряжений. При выполнении гомогенизирующей термообработки внутренние напряжения слитка для бокового материала 17 снимают, и плоскостность отрезанного бокового материала 35 дополнительно улучшается. В данном случае температура и длительность гомогенизирующей термообработки конкретно не ограничиваются, но предпочтительно, чтобы температура обработки была установлена от 350 до 600°С, а длительность обработки была установлена от 1 до 10 часов.
[0059] Если температура обработки при гомогенизирующей термообработке составляет менее 350°C, степень снятия внутренних напряжений мала, гомогенизация растворимых элементов, сегрегированных во время литья, становится недостаточной, и эффект от рискованного выполнения термообработки оказывается малым. С другой стороны, если температура обработки превышает 600°C, возникает явление, называемое пережогом, при котором часть поверхности слитка плавится и, вероятно, вызовет поверхностный дефект в плакированном элементе для теплообменника. Если длительность обработки меньше чем один час, эффект снятия внутренних напряжений оказывается малым, и гомогенизация, вероятно, будет недостаточной. Следует отметить, что с учетом производительности длительность обработки предпочтительно составляет десять часов или менее.
[0060] "Способ производства плакированного элемента для теплообменника (Этап производства плакированного элемента для теплообменника)"
Способ производства плакированного элемента для теплообменника представляет собой способ производства плакированного элемента для теплообменника, включающего в себя материал сердцевины и один или более слоев бокового материала, ламинированного на одной его стороне или обеих его сторонах, и включает в себя этап подготовки, включающий в себя этап S1a производства бокового материала и этап S1b производства материала сердцевины, этап ламинирования, этап S3 гомогенизирующей термообработки (обозначенный как Этап выдержки на Фиг.3), этап S4 горячей прокатки и этап S5 холодной прокатки, как показано на Фиг.3(a) и 3(b).
[0061] <Этап подготовки>
Этап подготовки представляет собой этап подготовки бокового материала и материала сердцевины, на который следует ламинировать боковой материал.
На этапе подготовки посредством этапа S1a производства бокового материала и этапа S1b производства материала сердцевины производят боковой материал и материал сердцевины.
[0062] <Этап производства бокового материала>
Поскольку этап S1a производства бокового материала описан выше, его описание здесь опускается.
Следует отметить, что в плакированном элементе для теплообменника, по меньшей мере один слой бокового материала может быть произведен описанным выше способом производства (этап S1a производства бокового материала), а другой слой может быть произведен традиционным способом производства.
[0063] <Этап производства материала сердцевины>
Как показано на Фиг.3(a), предполагается, что этап S1b производства материала сердцевины включает в себя этап плавления и этап литья.
Следует отметить, что, при необходимости, этап S1b производства материала сердцевины может также включать в себя по меньшей мере один из этапа выравнивания поверхности (обозначенного на Фиг.3 как Этап удаления поверхностного слоя) и этапа гомогенизирующей термообработки (обозначенного на Фиг.3 как Этап выдержки).
[0064] (Этап плавления)
Этап плавления представляет собой этап плавления металла для материала сердцевины, имеющего компонентный состав, отличающийся от состава бокового материала.
В качестве металла для материала сердцевины могут использоваться алюминиевый сплав Al-Cu серии 2000, алюминиевый сплав Al-Mn серии 3000, алюминиевый сплав Al-Mg серии 5000 или им подобные. Однако металл для материала сердцевины не ограничивается этим. Может использоваться любой сплав при условии, что этот сплав используется как материал сердцевины. Подбор компонентного состава описанного выше металла может быть определен соответственно в зависимости от конкретного применения плакированного элемента для теплообменника.
[0065] (Этап литья)
Этап литья представляет собой этап литья металла для материала сердцевины, расплавленного на этапе плавления, с получением слитка для материала сердцевины.
В качестве способа литья может быть использован описанный выше полунепрерывный способ литья.
В данном случае толщина T1 (см. Фиг.4) слитка для материала сердцевины 25 предпочтительно составляет от 200 до 700 мм. Если толщина T1 находится вне указанного выше диапазона, степень плакировки плакированного элемента для теплообменника, вероятно, будет неудовлетворительной. Ширина и длина слитка для материала сердцевины 25 конкретно не ограничиваются. Однако с учетом производительности предпочтительно, чтобы ширина составляла от 1000 до 2500 мм, а длина - от 3000 до 10000 мм.
[0066] При необходимости, слиток для материала сердцевины 25, отлитый описанным выше способом литья, может быть также подвергнут соответственно по меньшей мере одному из выравнивания поверхности для удаления образовавшегося на поверхности продукта кристаллизации или оксида до того, как на него ламинируют описанный выше боковой материал 35, и гомогенизирующей термообработки для снятия внутренних напряжений.
[0067] (Этап выравнивания поверхности)
Этап выравнивания поверхности представляет собой этап выполнения поверхностного выравнивания поверхности слитка для материала сердцевины, произведенного на этапе литья.
Выполняя выравнивание поверхности на этапе выравнивания поверхности, можно получить материал сердцевины, шероховатость поверхности которого в продольном направлении составляет от 1 до 15 мкм или, предпочтительно, от 3 до 14 мкм по средней по десяти точкам шероховатости (Rz), и плоскостность которого на метр в продольном направлении составляет 1 мм или менее или, предпочтительно, 0,8 мм или менее по оценке плоскостности. Если шероховатость поверхности меньше, чем указанный выше диапазон, то, вероятно, будет образовываться след, и обработка будет, вероятно, затруднена. Если шероховатость поверхности превышает указанный выше диапазон, то вероятно возникновение плохой адгезии в плакированном элементе для теплообменника. Если плоскостность превысит указанный выше диапазон, то вероятно возникновение плохой адгезии в плакированном элементе для теплообменника.
Следует отметить, что, как описано выше, выполняя выравнивание поверхности таким же образом, как это выполняется для бокового материала по настоящему изобретению, в материале сердцевины можно также обеспечить то же самое состояние поверхности, как и у бокового материала по настоящему изобретению.
[0068] (Этап гомогенизирующей термообработки)
Этап гомогенизирующей термообработки представляет собой этап выполнения гомогенизирующей термообработки слитка для материала сердцевины, отлитого на этапе литья. Выполняя гомогенизирующую термообработку на этапе гомогенизирующей термообработки, снимают внутренние напряжения слитка для материала сердцевины 25, и плоскостность материала сердцевины дополнительно улучшается. В данном случае, температура и длительность гомогенизирующей термообработки конкретно не ограничиваются. Однако предпочтительно, чтобы температура обработки была установлена от 350 до 600°C, а длительность обработки была установлена от 1 до 10 часов. Если температура обработки при гомогенизирующей термообработке меньше чем 350°C, степень снятия внутренних напряжений мала, гомогенизация растворимых элементов, сегрегированных во время литья, становится недостаточной, и эффект от рискованного выполнения термообработки оказывается малым. С другой стороны, если температура обработки превышает 600°C, возникает явление, называемое пережогом, при котором часть поверхности слитка плавится и, вероятно, вызовет поверхностный дефект в плакированном элементе для теплообменника. Если длительность обработки меньше одного часа, эффект снятия внутренних напряжений оказывается малым, и гомогенизация, вероятно, будет недостаточной. Следует отметить, что с учетом производительности длительность обработки предпочтительно составляет десять часов или менее.
[0069] <Этап ламинирования>
Этап S2 ламинирования представляет собой этап ламинирования материала сердцевины и бокового материала, которые приготовлены на этапе подготовки, в заданную конфигурацию, чтобы получить ламинированный материал 40.
На этапе S2 ламинирования, как показано на Фиг.6(a), один боковой материал 35 или множество боковых материалов (описание этого опущено) ламинируют в заданной конфигурации на одной стороне или обеих сторонах (описание этого опущено) материала 26 сердцевины, сформированного имеющим заданную длину обрезанием переднего конца и заднего конца слитка для материала сердцевины 25 (см. Фиг.4), произведенного на предшествующем этапе, чтобы получить ламинированный материал 40. В данном случае, заданная конфигурация означает соответствие конфигурации материала 2 сердцевины, твердого припоя 3, расходуемого материала 4 и промежуточного материала 5 в плакированном элементе для теплообменника как продукта, такого как, например, плакированные элементы 1a-1f, показанные на Фиг.1(a)-1(f). В качестве способа ламинирования используется традиционно известный способ, в котором, например, оба концевых участка материала 26 сердцевины и боковой материал 35 обвязывают лентами. Даже когда используется способ, при котором выполняется соединение сваркой или т.п., помимо способа обвязывания лентами, проблемы не возникает.
Следует отметить, что каждый из образовавшихся при ламинировании зазоров составляет не более чем 10 мм максимум, а предпочтительно - не более чем 5 мм.
[0070] <Этап гомогенизирующей термообработки>
Этап S3 гомогенизирующей термообработки представляет собой этап выполнения гомогенизирующей термообработки ламинированного материала, произведенного на этапе S2 ламинирования.
В отношении ламинированного материала 40, произведенного на этапе S2 ламинирования, гомогенизирующую термообработку выполняют для униформизации внутренней структуры и размягчения ламинированного материала 40, чтобы облегчить его горячую прокатку.
[0071] <Этап горячей прокатки>
Этап S4 горячей прокатки представляет собой этап выполнения горячей прокатки после этапа S3 гомогенизирующей термообработки.
На этапе S4 горячей прокатки, как показано на Фиг.6(b), упомянутые выше ленты с ламинированного материала 40 срезают, и ламинированный материал 40 прокатывают вгорячую, получая горячекатаный материал 1А. В данном случае, способ горячей прокатки осуществляют на практике традиционно известным способом прокатки. В качестве используемого прокатного стана на Фиг.6(b) показан 4-валковый прокатный стан 50. Однако также могут быть использованы не показанные 2-валковый прокатный стан или прокатный стан с 4 или более валками. На Фиг.6(b) показан 4-валковый прокатный стан 50, включающий в себя ряд прокатных клетей. Однако горячая прокатка может также выполняться неоднократно, используя прокатный стан, включающий в себя множество не показанных рядов прокатных клетей, до тех пор, пока не будет получен горячекатаный материал 1A с заданной толщиной.
[0072] (Этап холодной прокатки)
Этап S5 холодной прокатки представляет собой этап выполнения холодной прокатки после этапа S4 горячей прокатки.
Горячекатаный материал 1A, произведенный на этапе S4 горячей прокатки, подвергают затем обработке холодной прокаткой. В качестве примера, обработка холодной прокаткой может быть выполнена с обжатием от 30 до 99%.
[0073] При необходимости, чтобы придать желаемые механические свойства или т.п., возможно также выполнить термообработку (обработку отжигом), обработку для снятия напряжений, обработку для упрочнения старением или т.п., обработать горячекатаный материал 1A давлением до заданной формы, или разрезать горячекатаный материал 1A до заданного размера, в соответствии с нормальной практикой. В качестве примера обработки отжигом, может быть указано выполнение грубого отжига, выполняемого перед холодной прокаткой, промежуточного отжига, выполняемого между процессами холодной прокатки, или окончательного отжига, выполняемого после заключительного процесса холодной прокатки в печи непрерывного действия или печи периодического действия при 200-500°C за 0-10 часов. Однако обработка отжигом не ограничивается этим. Должно быть понятно, что условия для этого могут быть изменены соответственным образом при условии, что достигается эффект (механические свойства), получаемый такой обработкой.
Плакированный элемент для теплообменника согласно настоящему изобретению производят отдельными этапами описанного выше способа производства плакированного элемента для теплообменника.
[0074] Как описано выше, с помощью бокового материала, способа его производства и способа производства плакированного элемента для теплообменника согласно настоящему изобретению могут быть получены следующие эффекты.
В боковом материале по настоящему изобретению состояние его поверхности и его плоскостность контролируются, плоскостность и гладкость бокового материала улучшаются, а толщина оксидного покрытия дополнительно уменьшается.
Кроме того, в производстве плакированного элемента для теплообменника воздух, присутствующий между материалом сердцевины и каждым из боковых материалов, эффективно высвобождается через периодические конфигурации мелких канавок, зазор вряд ли будет образовываться между материалом сердцевины и каждым из боковых материалов, и адгезия улучшается. Поэтому оказывается возможным улучшить коррозионную стойкость плакированного элемента для теплообменника. Кроме того, поскольку соединяемость давлением улучшается, число проходов при соединении давлением может быть сокращено, и выход продукции и производительность могут быть улучшены.
ПРИМЕРЫ
[0075] Таким образом, выше были описаны наилучшие варианты осуществления настоящего изобретения, а ниже будет приведено описание примеров, в которых были подтверждены эффекты настоящего изобретения.
[0076] "Производство испытуемого материала"
Сначала алюминиевый сплав для материалов сердцевины, сделанных из сплава JIS 3003, расплавляли и отливали методом непрерывной разливки и подвергали гомогенизирующей термообработке и удалению поверхностного слоя (выравниванию поверхности) так, что получили слиток для материалов сердцевины (материалы сердцевины (элементы для материалов сердцевины)). Также, алюминиевый сплав для твердого припоя, сделанного из сплава JIS 4045, и алюминиевый сплав для расходуемых материалов, сделанных из сплава JIS 7072, расплавляли и отливали методом непрерывной разливки, подвергали гомогенизирующей термообработке, каждый разрезали для придания заданной толщины и подвергали удалению поверхностного слоя (выравниванию поверхности) так, что получили твердые припои (элементы для твердых припоев) и расходуемые материалы (элементы для расходуемых материалов). Следует отметить, что часть твердых припоев и часть расходуемых материалов не подвергали гомогенизирующей термообработке. Материалы сердцевины и боковые материалы (твердые припои и расходуемые материалы) были выполнены имеющими длину 6000 мм и ширину 1000 мм.
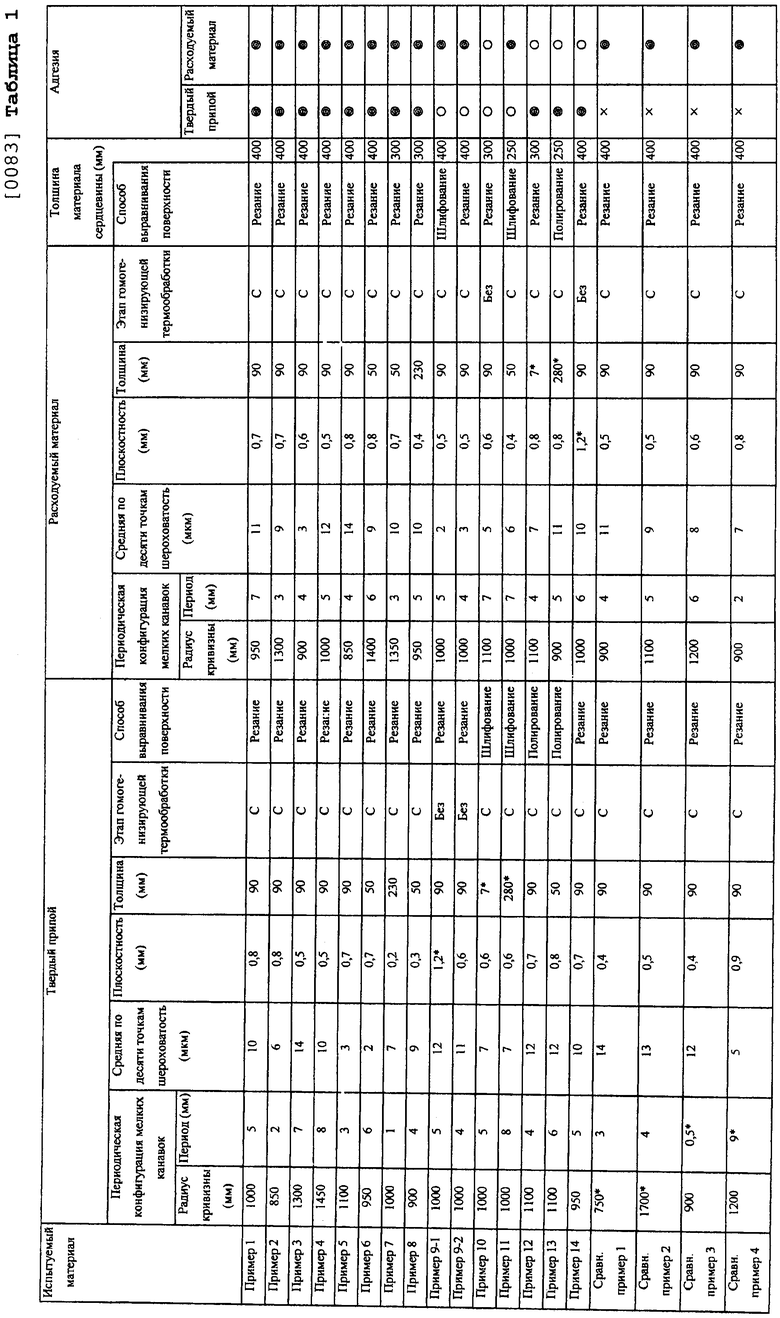
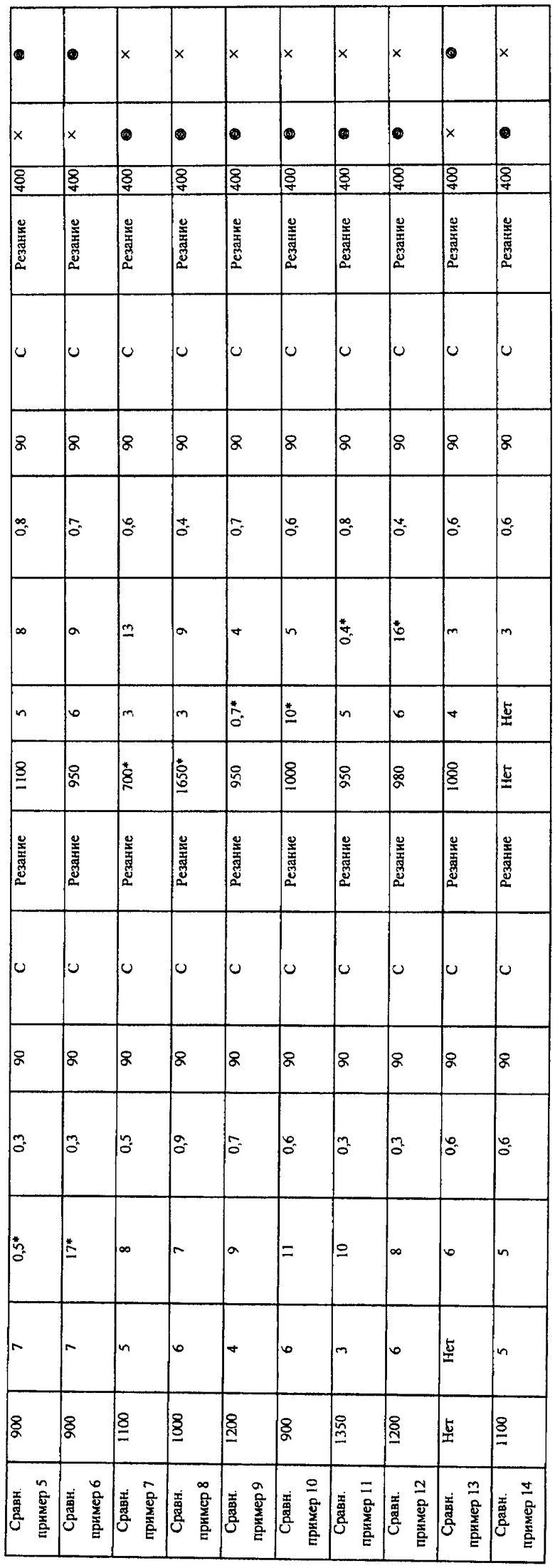
[0077] Чтобы получить желаемую плоскостность и состояние поверхности с периодическими конфигурациями мелких канавок, выравнивание поверхности выполняли с учетом комбинации со способом выравнивания поверхности и соответствующей регулировкой скорости вращения и скорости подачи диска устройства. Следует отметить, что в описанном ниже Сравнительном примере 13 обычное удаление поверхностного слоя, выполненное традиционным образом на основе изобретения, описанного в цитированном документе 2, и специальной корректировки для обеспечения состояния поверхности в рамках объема настоящего изобретения не выполняли. Затем для каждого из изготовленных таким образом боковых материалов были измерены периодические конфигурации мелких канавок (радиус кривизны и период) на поверхности, шероховатость поверхности (средняя по десяти точкам шероховатость (Rz)), плоскостность на метр в продольном направлении и толщина листа. Результаты приведены в Таблице 1.
[0078] Следует отметить, что радиус кривизны измеряли способом, использующим описанное выше сфотографированное изображение, а период измеряли способом, использующим описанную выше реплику смолы. Среднюю по десяти точкам шероховатость (Rz) измеряли с эталонной длиной 25 мм, используя измеритель шероховатости поверхности (SURFCORDER SE-30D), изготовленный фирмой Kosaka Laboratory Ltd., на основе стандарта "JIS Standard B0601 Surface Roughness". Следует отметить, что измерение выполняли, включая длину, соответствующую по меньшей мере двум периодам или более, на участке поверхности каждого из боковых материалов, где были сформированы периодические конфигурации мелких канавок, т.е. также включая и мелкие канавки. Плоскостность измеряли, используя измеритель плоскостности (Zygo mess, произведенный фирмой Zygo Corporation).
[0079] Затем твердые припои и расходуемые материалы соответственно ламинировали на одной стороне материалов сердцевины и других их сторонах, обвязывали лентами, подвергали гомогенизирующей термообработке, а затем соединяли давлением посредством горячей прокатки, получая трехслойные листовые материалы. Эти трехслойные листовые материалы не подвергали последующей холодной прокатке, и материалы после соединения давлением посредством горячей прокатки использовали как испытуемые материалы. Затем каждый из произведенных таким образом испытуемых материалов оценивали на адгезию твердого припоя и расходуемого материала.
[0080] <Оценка адгезии>
Адгезию оценивали визуальным излучением каждой поверхности со стороны твердого припоя и поверхности со стороны расходуемого материала и исходя из числа возникающих раковин (число раковин). Следует отметить, что раковина означает каждый из выступающих вспученных участков, возникших на поверхностях твердых припоев и расходуемых материалов в состоянии после соединения давлением/прокатки и имеющих максимальный диаметр (длину или ширину) в 50 мм или более. Среди испытуемых материалов те, что без раковин, были определены как имеющие превосходную  адгезию, те, в которых число раковин составляло от 1 до 3, были определены как имеющие хорошую адгезию (◯), а те, в которых число раковин составляло 4 или более, были определены как имеющие плохую адгезию (Н). Результаты приведены в Таблице 1. Следует отметить, что в Таблице 1 те, которые не удовлетворяют структуре по настоящему изобретению, и те, которые не удовлетворяют предпочтительной структуре по настоящему изобретению, показаны звездочкой возле числовых значений.
адгезию, те, в которых число раковин составляло от 1 до 3, были определены как имеющие хорошую адгезию (◯), а те, в которых число раковин составляло 4 или более, были определены как имеющие плохую адгезию (Н). Результаты приведены в Таблице 1. Следует отметить, что в Таблице 1 те, которые не удовлетворяют структуре по настоящему изобретению, и те, которые не удовлетворяют предпочтительной структуре по настоящему изобретению, показаны звездочкой возле числовых значений.
[0081] Как показано в Таблице 1, поскольку каждый из Примеров 1-14 удовлетворял структуре по настоящему изобретению, адгезия каждого из твердого припоя и расходуемого материала была превосходной или хорошей.
Следует отметить, что в Примере 9 плоскостность твердого припоя превысила предпочтительное верхнее предельное значение, так что адгезия твердого припоя была хорошей, но не превосходной. В Примере 10 толщина твердого припоя была меньше, чем предпочтительное нижнее предельное значение, тогда как в Примере 11 толщина твердого припоя превысила предпочтительное верхнее предельное значение, так что адгезия твердого припоя была хорошей, но не превосходной. Следует отметить, что в каждом из этих примеров степень плакировки является скорее неудовлетворительной.
[0082] В Примере 14 плоскостность расходуемого материала превысила предпочтительное верхнее предельное значение, так что адгезия расходуемого материала была хорошей, но не превосходной. В Примере 12 толщина расходуемого материала была меньше, чем предпочтительное нижнее предельное значение, тогда как в Примере 13 толщина расходуемого материала превысила предпочтительное верхнее предельное значение, так что адгезия расходуемого материала была хорошей, но не превосходной. Следует отметить, что в каждом из этих примеров степень плакировки является скорее неудовлетворительной.
С другой стороны, каждый из Сравнительных примеров 1-12 не удовлетворял структуре по настоящему изобретению, так что число раковин было большим, а адгезия была плохой. В каждом из Сравнительных примеров 13 и 14 твердый припой и расходуемый материал не имели периодических конфигураций мелких канавок, так что число раковин было большим на каждой из стороны твердого припоя и стороны расходуемого материала, а адгезия была плохой. Следует отметить, что если адгезия плохая, то дефект остается также в толщине листа-продукта, и водный раствор, содержащий ускоряющие коррозию ионы хлора или т.п. в зависимости от коррозийной среды, вероятно, достигнет материала сердцевины, используя дефект в твердом припое или расходуемом материале в качестве пути. В результате коррозионная стойкость становится плохой.
[0084] Хотя выше были описаны боковой материал, способ его производства и способ производства плакированного элемента для теплообменника, каждый в соответствии с настоящим изобретением, суть настоящего изобретения не ограничивается их описанием и должна рассматриваться шире, исходя из описания в объеме притязаний формулы изобретения настоящей заявки. Следует понимать, что технический объем настоящего изобретения может быть широко изменен или модифицирован в пределах объема притязаний без отступления от сути настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2388583C2 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2783714C1 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2785724C1 |
| СВЕРХСТОЙКИЙ К ПРОГИБУ И ПЛАВЛЕНИЮ МАТЕРИАЛ ОРЕБРЕНИЯ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ | 2013 |
|
RU2635675C2 |
| ПЛАКИРОВАННЫЕ ЛИСТЫ ДЛЯ ТЕПЛООБМЕННИКОВ | 2015 |
|
RU2672652C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОДУКТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СЕРИИ АА2000 | 2007 |
|
RU2443798C2 |
| МАТЕРИАЛ В ВИДЕ ПОЛОСЫ С ПРЕВОСХОДНОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ПОСЛЕ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2635052C2 |
| ВЫСОКОПРОЧНЫЙ И УСТОЙЧИВЫЙ К ПРОГИБАНИЮ МАТЕРИАЛ | 2007 |
|
RU2451565C2 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
Изобретение может быть использовано при производстве теплообменников автомобильного транспортного средства. Плакированный элемент для теплообменника содержит материал сердцевины и один или более слоев бокового материала, ламинированного на одной из его сторон или обеих его сторонах. На поверхности бокового материала (А) сформировано множество периодических и дугообразных в продольном направлении бокового материала мелких канавок (В). Канавки простираются к внешнему периферийному краю бокового материала и имеют радиус кривизны 800-1500 мм и период (D) 1-8 мм в вышеупомянутом направлении. Шероховатость поверхности бокового материала (А) и составляет 1-15 мкм по средней по 10-ти точкам шероховатости (Rz). Боковой материал производят путем разрезания слитка на материал заданной толщины и выравнивания в горизонтальном положении с продольным направлением резаного материала. Центр вращающегося дискового устройства соответствует центру слитка по ширине. За счет контролирования состояния поверхности и плоскостности бокового материала предотвращается появление плохой адгезии между материалом сердцевины и боковым материалом. Обеспечивается повышение коррозионной стойкости плакированного элемента и повышение производительности процесса получения теплообменника. 3 н. и 5 з.п. ф-лы, 7 ил., 1 табл., 14 пр.
1. Боковой материал, используемый в плакированном элементе для теплообменника, содержащем материал сердцевины и один или более слоев бокового материала, ламинированного на одной из его сторон или обеих его сторонах, при этом на по меньшей мере одной стороне бокового материала сформировано множество мелких канавок, отличающийся тем, что мелкие канавки выполнены периодическими и дугообразными в продольном направлении бокового материала с радиусом кривизны 800-1500 мм и периодом 1-8 мм и простираются к внешнему периферийному краю бокового материала, при этом шероховатость поверхности бокового материала в упомянутом направлении составляет 1-15 мкм по средней по десяти точкам шероховатости (Rz).
2. Боковой материал по п.1, отличающийся тем, что плоскостность бокового материала на метр в упомянутом направлении составляет 1 мм или менее.
3. Боковой материал по п.1, отличающийся тем, что толщина бокового материала составляет 10-250 мм.
4. Способ производства бокового материала, используемого в плакированном элементе для теплообменника, содержащий:
этап плавления с расплавлением металла для бокового материала, имеющего компонентный состав, отличающийся от состава материала сердцевины;
этап литья с разливкой металла для бокового материала, расплавленного на этапе плавления, с получением слитка для бокового материала;
этап разрезания с разрезанием слитка для бокового материала на резаный материал, имеющий заданную толщину; и
этап выравнивания поверхности с выполнением поверхностного выравнивания поверхности, имеющего заданную толщину резаного материала, который был отрезан, отличающийся тем, что
этап выравнивания поверхности выполняют горизонтально с продольным направлением резаного материала так, что центр вращающегося дискового устройства соответствует центру слитка по ширине, причем
эти этапы выполняются в порядке, указанном выше.
5. Способ производства бокового материала по п.4, отличающийся тем, что на этапе разрезания слиток для бокового материала разрезают параллельно посадочной поверхности слитка для бокового материала, который помещен горизонтально.
6. Способ производства бокового материала по п.4, отличающийся тем, что он дополнительно содержит после этапа литья и до этапа разрезания этап гомогенизирующей термообработки с выполнением гомогенизирующей термообработки литого слитка для бокового материала.
7. Способ производства бокового материала по п.4, отличающийся тем, что выравнивание поверхности выполняют одним или более способами, выбранными из группы, состоящей из способа резания, способа шлифования и способа полирования.
8. Способ производства плакированного элемента для теплообменника, включающего в себя материал сердцевины и один или более слоев бокового материала, ламинированного на одной его стороне или обеих его сторонах, отличающийся тем, что он содержит:
этап подготовки с приготовлением бокового материала и материала сердцевины, на который следует ламинировать боковой материал;
этап ламинирования с ламинированием материала сердцевины и бокового материала до заданной конфигурации, чтобы получить ламинированный материал;
этап гомогенизирующей термообработки с выполнением гомогенизирующей термообработки ламинированного материала;
этап горячей прокатки с выполнением горячей прокатки после этапа гомогенизирующей термообработки и
этап холодной прокатки с выполнением холодной прокатки после этапа горячей прокатки,
причем по меньшей мере один слой бокового материала представляет собой боковой материал по любому из пп.1-3.
| JP 2007260770 A, 11.10.2007 | |||
| JP 63130281 A, 02.03.1988 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТКОЙ СТАЛЬНОГО СЛОИСТОГО МАТЕРИАЛА | 2003 |
|
RU2234385C1 |
| Фрикционная передача | 1923 |
|
SU1252A1 |
| Способ изготовления плакированных листов из алюминиевых сплавов | 1986 |
|
SU1479241A1 |

