Изобретение относится к области нанесения электропроводного покрытия, защищающего электрические контакты из хромистой стали от коррозии в воздушной атмосфере при повышенных температурах, и, в частности, к области нанесения электропроводного защитного покрытия на интерконнекторы катодной камеры твердооксидных топливных элементов - ТОТЭ.
Твердооксидные топливные элементы являются высокоэффективными генераторами электрической энергии, в которых высокий КПД достигается благодаря преобразованию энергии углеводородного топлива в электроэнергию посредством электрохимического процесса. Преимуществами ТОТЭ перед традиционными генераторами электроэнергии, сжигающими углеводородное топливо, а именно тепловыми станциями и газотурбинными установками являются высокие значения мощности на единицу объема, высокие значения КПД и экологичность. Промышленное производство ТОТЭ сдерживается недостаточным для экономически оправданного применения ресурсом работы. ТОТЭ состоит из газоплотного электролита с ионной проводимостью, который контактирует с катодом и анодом, а также токовых коллекторов - интерконнекторов, с которых происходит токосъем. Значительная часть потери ресурса ТОТЭ (около 30%) обусловлена деградацией токового коллектора. Токовые коллекторы ТОТЭ изготавливают из двухкомпонентной хромистой стали с содержанием хрома около 23%. Этот материал наилучшим образом удовлетворяет жестким требованиям термостойкости, механической прочности, доступности и цены. Снижение КПД и потеря работоспособности интерконнектора связаны с образованием на его поверхности непроводящих оксидов хрома, что приводит к повышению переходного электросопротивления токовый коллектор-катод и последующей деградации устройства.
Уровень техники характеризуется в настоящее время изготовлением токовых коллекторов из хромистой стали с защитным покрытием.
Известно защитное покрытие токового коллектора ТОТЭ из хромистой стали, работающего при температурах 650-950°С, из перовскитоподобной керамики LaCrO3, допированной добавками металлов 2, 3, 4, 5 и 8 групп [1]. Защитное покрытие толщиной до 200 мкм предлагается наносить химическим осаждением из паровой фазы (CVD), конденсацией из паровой фазы (PVD) или наносить суспензию на основе золь-гель системы для получения тонких покрытий (Sol Gel). В патенте отсутствуют примеры осуществления и не приводятся данные, характеризующие эффективность покрытия, т.е. ресурс работы токового коллектора без покрытия и с покрытием. Недостатком данного аналога является миграция хрома из защитного покрытия в катодную керамику, приводящая к загрязнению катода хромом и нарушению работы ТОТЭ. Другим недостатком является хрупкость покрытия и ограниченная термомеханическая стабильность из-за роста сплошной пленки оксида хрома в результате диффузии кислорода в сталь. Предлагаемые в патенте методы нанесения покрытия сложные и дорогостоящие.
Известно защитное оксидное покрытие [2] для интерконнекторов ТОТЭ из хромистой стали, работающих при 800°С. В патенте предлагается наносить покрытие толщиной до 500 мкм многостадийным способом с использованием электрофореза, с последующей подпрессовкой, отжигом в восстановительной атмосфере и повторной подпрессовкой покрытия. В патенте не приведены данные по ресурсу работы токового коллектора с защитным покрытием.
Известен также электрический интерконнектор ТОТЭ из хромистой стали [3] с двухслойным металлическим покрытием, в котором слой на внешней стороне состоит из Ni или драгоценного металла, либо сплавов этих металлов, а слой на внутренней стороне из Ni, Та, Аg или сплавов на их основе. Существенными признаками данного технического решения являются следующие: а) двухслойное покрытие с внешним и внутренним барьерными слоями; б) использование во внешнем и внутреннем защитных слоях драгоценных - Ir, Pt, Rh, Ru, Au, Аg и редких - Nb, Та металлов; в) нанесение покрытия магнетронным распылением. Наиболее предпочтительные толщины внешнего покрытия 5-20 мкм и внутреннего 5-15 мкм. По совокупности отличительных признаков данное техническое решение является наиболее близким аналогом предлагаемого нами изобретения и принято нами за прототип.
Техническое решение по патенту WO 9735349 имеет следующие недостатки. В примерах приводятся зависимости переходного сопротивления от времени испытания для токовых коллекторов с защитным покрытием лишь до 800 часов. Однако этих времен не достаточно для корректной характеризации токового коллектора, поскольку минимальные требования предусматривают ресурс работы интерконнектора 10000-12000 часов, в течение которого его переходное сопротивление не должно возрастать более чем на 10%. Другим недостатком является сложность реализации, которая обусловлена необходимостью нанесения двухслойного покрытия из разных металлов на поверхность интерконнектора и сложным методом нанесения покрытия, а именно методом магнетронного напыления, требующим дорогого оборудования, больших затрат энергии и технологического времени, а также трудная доступность и дороговизна материалов - драгоценных и редких металлов. Из литературных данных известно, что технологические затраты на нанесение металлического покрытия методами вакуумного напыления более чем в 10 раз превышают затраты на получение покрытия электроосаждением из раствора.
Задачей настоящего изобретения является повышение ресурса работы токового коллектора до значений более 10000 часов в реальных условиях применения, т.е. при температуре 850-1000°С в воздушной атмосфере в контакте с катодной керамикой при токовой нагрузке 0,5 А/см2. При этом электросопротивление контакта токовый коллектор-катод должно не превышать 20 мОм*см2. Поставленная задача решается созданием электропроводного защитного покрытия толщиной 5-20 мкм из никеля на токовый коллектор из хромистой стали и способом нанесения электропроводного защитного покрытия, согласно которому наносят нанокристаллическое никелевое покрытие электроосаждением импульсным током из раствора электролита, после чего проводят термообработку интерконнектора с покрытием при 900-1000°С в течение 1 часа в вакууме.
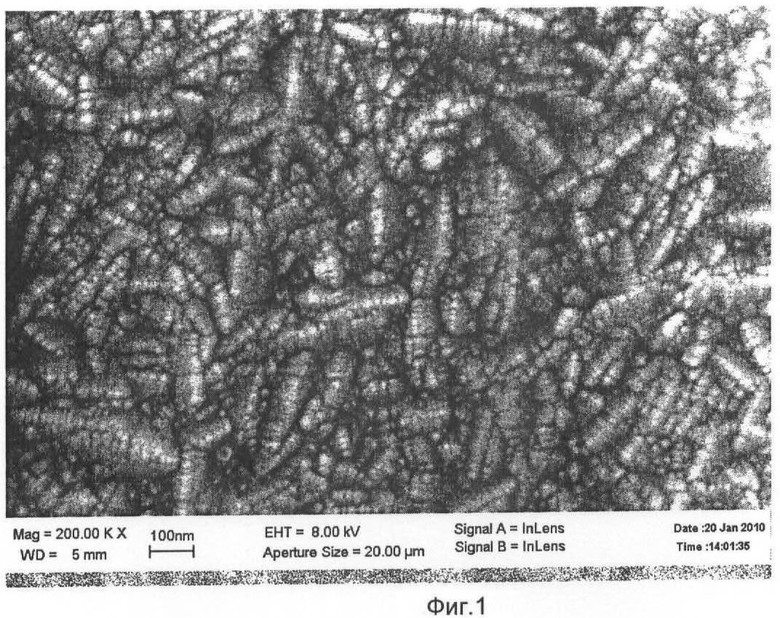
Предложенное изобретение имеет существенные отличия от способа-прототипа. В прототипе наносят двухслойное покрытие из разных металлов, а именно покрытие из никеля и драгоценных или редких металлов, причем покрытие наносят магнетронным распылением. В предлагаемом изобретении на поверхность интерконнектора наносят нанокристаллическое никелевое покрытие электроосаждением импульсным током из электролита никелирования, после чего интерконнектор с покрытием подвергают термообработке в вакууме при температуре 900-1000°С в течение 1 часа. Нанокристаллическое покрытие, полученное электроосаждением импульсным током, отличается высокой адгезией и плотностью по сравнению с покрытием из кристаллитов микронного размера, что позволяет резко снизить процент брака, связанного с отслоением покрытия при термообработке и сформировать структуру защитного покрытия. На фиг.1 приведен снимок поверхности нанокристаллического никелевого покрытия на токовом коллекторе, полученного электроосаждением импульсным током. Снимок сделан на электронном микроскопе SUPRA-50 VP.
Указанные существенные отличия в структуре покрытия и способе его нанесения обеспечили формирование электропроводного защитного покрытия, обладающего особенной структурой, благодаря которой сдерживается миграция хрома к поверхности токового коллектора, на поверхности не образуется непроводящая пленка оксида хрома, предотвращая тем самым загрязнение катодной керамики и деградацию характеристик ТОТЭ. Это доказано детальными исследованиями структуры защитного покрытия на интерконнекторе из хромистой стали в процессе его испытания в рабочем режиме ТОТЭ. Токовые испытания интерконнекторов с никелевым покрытием толщиной 5-20 мкм, нанесенным по предлагаемому способу, показали, что переходное сопротивление контакта токовый коллектор-катод не увеличивается в течение более 10000 часов, т.е. токовый коллектор сохраняет работоспособность. Полученный нами результат не известен в научно-технической и патентной литературе и является новым. Таким образом, устраняется одна из главных причин деградации характеристик ТОТЭ. Это позволяет увеличить время работы токового коллектора в условиях катодной камеры и ресурс работы ТОТЭ.
Заявленное электропроводное защитное покрытие токового коллектора и способ его нанесения имеют следующие преимущества перед прототипом.
1. Токовый коллектор с заявляемым покрытием по ресурсу работы в реальных условиях превосходит известные аналоги.
2. Упрощение технологии: вместо сложного процесса магнетронного напыления двух слоев из различных металлов толщиной 5-20 мкм каждый на поверхность токового коллектора предлагается электроосаждение из раствора никеля, при этом затраты на техпроцесс уменьшаются более чем в 10 раз.
3. Удешевление продукции, обусловленное снижением затрат на технологию, в том числе снижением затрат технологического времени и электроэнергии, а также исключением затрат на драгоценные и редкие металлы.
Пример 1.
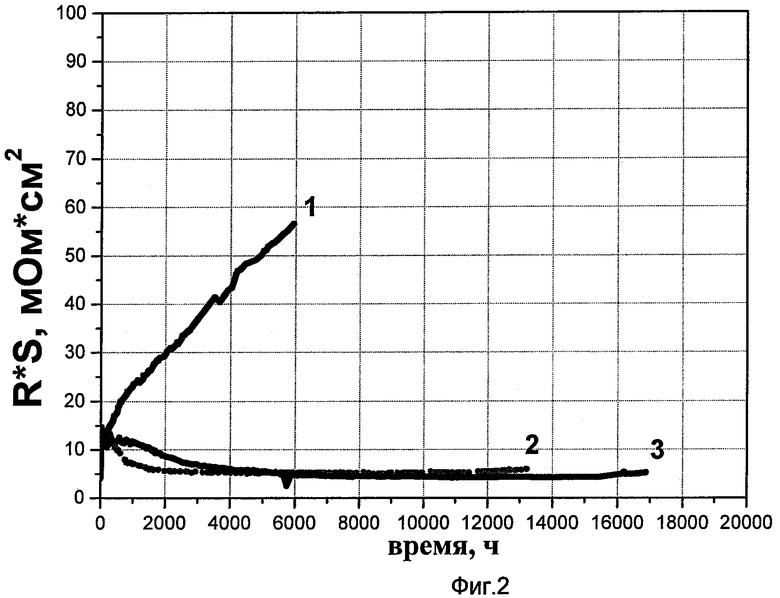
Образцы токовых коллекторов, изготовленные из нержавеющей хромистой стали Crofer 22 APU с содержанием хрома до 23%, представляли собой диски толщиной 1 мм и диаметром 15 мм с приваренными контактными проводами из проволоки той же стали. Детали предварительно шлифовали, обезжиривали и подвергали электрохимическому травлению в растворе 100 г/л NiCl2·5H2O в 10%-ной соляной кислоте в течение 1 мин. После травления на промытую в воде деталь наносили никелевое покрытие из раствора сульфаматного электролита электроосаждением импульсным током плотностью 2,5-10 А/дм2 при температуре 50±5°С при отношении времени импульса тока к сумме времен импульса и паузы 75-80%. При длительности осаждения 2,5 мин получалось покрытие толщиной 5 мкм. Промытую в воде деталь подвергали термообработке в вакууме при 900°С в течение 1 часа. Испытания токового коллектора проводили в условиях работы катодной камеры ТОТЭ, а именно при 850°С на воздухе и токовой нагрузке 0,5 А/см2. Поведение контактного сопротивления перехода токовый коллектор-катод показано на графике линией 2 (Фиг.2).
Пример 2.
Образцы токовых коллекторов, изготовленные из нержавеющей хромистой стали Crofer 22 APU с содержанием хрома до 23% представляли собой диски толщиной 1 мм и диаметром 15 мм с приваренными контактными проводами из проволоки той же стали. Детали предварительно шлифовали, обезжиривали и подвергали электрохимическому травлению в растворе 100 г/л NiCl2·5N2O в 10%-ной соляной кислоте в течение 1 мин. После травления на промытую в воде деталь наносили никелевое покрытие из раствора сульфаматного электролита электроосаждением импульсным током плотностью 2,5-10 А/дм2 при температуре 50±5°С при отношении времени импульса тока к сумме времен импульса и паузы 75-80%. При длительности осаждения 4 мин получалось покрытие толщиной 16 мкм. Промытую в воде деталь подвергали термообработке в вакууме при 900°С в течение 1 часа. Испытания токового коллектора проводили в условиях работы катодной камеры ТОТЭ, а именно при 850°С на воздухе и токовой нагрузке 0,5 А/см2. Поведение контактного сопротивления перехода токовый коллектор-катод показано на графике линией 3 (Фиг.2).
Пример 3.
Образцы токовых коллекторов, изготовленные из нержавеющей хромистой стали Crofer 22 APU с содержанием хрома до 23% представляли собой диски толщиной 1 мм и диаметром 15 мм с приваренными контактными проводами из проволоки той же стали. Детали предварительно шлифовали, обезжиривали и подвергали электрохимическому травлению в растворе 100 г/л NiCl2·5H2О в 10%-ной соляной кислоте в течение 1 мин. После травления на промытую в воде деталь наносили никелевое покрытие из раствора сульфаматного электролита электроосаждением импульсным током плотностью 2,5-10 А/дм2 при температуре 50±5°С при отношении времени импульса тока к сумме времен импульса и паузы 75-80%. При длительности осаждения 4,5 мин получалось покрытие толщиной 20 мкм. Промытую в воде деталь подвергали термообработке в вакууме при 1000°С в течение 1 часа. Испытания токового коллектора проводили в условиях работы катодной камеры ТОТЭ, а именно при 850°С на воздухе и токовой нагрузке 0,5 А/см2. Поведение контактного сопротивления перехода токовый коллектор-катод показано на графике линией 4 (Фиг.2).
Видно, что электросопротивление токового коллектора из стали Crofer 22 APU без покрытия (линия 1) со временем повышается и превышает допустимые значения, тогда как токовый коллектор с заявляемым никелевым покрытием, нанесенным по предлагаемому способу, выдерживает работу в реальных условиях в течение более 10000 часов без повышения контактного сопротивления.
Главными требованиями к токовым коллекторам и к ТОТЭ в целом, которые обуславливают промышленную применимость, являются ресурс работы, технологичность изготовления и цена. По этим параметрам предлагаемое изобретение имеет преимущества перед аналогами и может быть использовано для изготовления промышленных образцов ТОТЭ.
На Фиг.1. Поверхность нанокристаллического никелевого покрытия на поверхности токового коллектора, полученного электроосаждением импульсным током.
На Фиг.2. Поведение электросопротивления перехода «токовый коллектор с электропроводным защитным покрытием - катод» при 850°С на воздухе и токовой нагрузке 0,5 А/см2 с течением времени.
Источники информации
1. Патент WO 03052858 А1, Н01М 8/12, 4/64,опубликован в 2003 г.
2. Патент WO 2009017841 А2, В32В 15/04, В32В 5/00, опубликован в 2009 г.
3. Патент WO 9735349A1, Н01М 8/02, 8/12, опубликован в 1997 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрохимический способ нанесения электропроводящего оксидного защитного покрытия интерконнектора | 2016 |
|
RU2643032C1 |
| Электрохимический способ нанесения двухслойного электропроводящего защитного покрытия интерконнектора | 2019 |
|
RU2783260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО ЭЛЕКТРОДНОГО МАТЕРИАЛА С КОНТРОЛИРУЕМОЙ ПОРИСТОСТЬЮ ДЛЯ БАТАРЕЙ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2568815C1 |
| Способ получения покрытия на основе кобальт-марганцевой шпинели на поверхности нержавеющей стали | 2022 |
|
RU2790490C1 |
| ТРУБЧАТЫЙ ТОТЭ С КАТОДНЫМ ТОКОВЫМ КОЛЛЕКТОРОМ И СПОСОБ ФОРМИРОВАНИЯ КАТОДНОГО ТОПЛИВНОГО КОЛЛЕКТОРА | 2020 |
|
RU2754352C1 |
| ПЛАНАРНЫЙ ЭЛЕМЕНТ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ, БАТАРЕЯ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2417488C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ БАРЬЕРНОЙ СТРУКТУРЫ ДЛЯ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА | 2007 |
|
RU2414775C1 |
| СПОСОБ ПРОИЗВОДСТВА И КАЛИБРОВКИ ИНТЕРКОННЕКТОРА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА ИЛИ ПАКЕТА ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2539288C2 |
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ С ТОНКОСЛОЙНЫМ ЭЛЕКТРОЛИТОМ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И УЗЕЛ СОЕДИНЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ В БАТАРЕЮ (ВАРИАНТЫ) | 2016 |
|
RU2655671C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЙ МЕТАЛЛ-СТЕКЛО, МЕТАЛЛ-МЕТАЛЛ И МЕТАЛЛ-КЕРАМИКА | 2005 |
|
RU2366040C2 |
Изобретение относится к области нанесения электропроводного защитного металлического покрытия. Техническим результатом изобретения является повышение ресурса работы токового коллектора из хромистой стали. Согласно изобретению электропроводное защитное покрытие представляет собой один слой из Ni толщиной 5-20 мкм. Способ нанесения покрытия на токовый коллектор из хромистой стали включает нанесение нанокристаллического покрытия электроосаждением одного слоя Ni из раствора электролита с последующей термообработкой в вакууме при 900-1000°С в течение 1 часа. 2 н.п. ф-лы, 2 ил., 3 пр.
1. Электропроводное защитное металлическое покрытие токового коллектора из хромистой стали, отличающееся тем, что покрытие представляет собой один слой толщиной 5-20 мкм, состоящий из Ni в нанокристаллическом виде.
2. Способ нанесения электропроводного металлического защитного покрытия токового коллектора, включающий в себя нанесение нанокристаллического покрытия электроосаждением одного слоя Ni из раствора электролита импульсным током с последующей термообработкой детали с покрытием в вакууме при 900-1000°С.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| НАНОСТРУКТУРИРОВАННОЕ ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2007 |
|
RU2348741C2 |
| JP 3197688 A, 09.08.1991. | |||

