Область техники
[0001] Настоящее изобретение относится к литому слябу из нетекстурированной электротехнической стали, подходящему для применяемого в высокочастотном диапазоне листа из нетекстурированной электротехнической стали, и способу его изготовления.
Уровень техники
[0002] В последние годы с целью достижения энергосбережения возникла потребность в двигателе для кондиционера воздуха и основном двигателе для электрического транспортного средства и т.п. со сниженным потреблением электроэнергии. Такие двигатели часто используют при вращении на высокой скорости. Соответственно, возникла потребность в листе из нетекстурированной электротехнической стали, используемом для стального сердечника двигателя, с целью улучшения потерь в сердечнике и усиления прочности в диапазоне частот свыше 50-60 Гц, являющихся коммерческой частотой. Усиление прочности потребовалось для предотвращения деформации и разрушения стального листа во время вращения на высокой скорости.
[0003] Как известно, для улучшения потерь в сердечнике из листа из нетекстурированной электротехнической стали в высокочастотном диапазоне эффективным является повышение электрического сопротивления благодаря повышению содержания Si или Al и снижение толщины самого листа из нетекстурированной электротехнической стали.
[0004] Однако при повышении содержания Si или Al существенно ухудшается хрупкость. По этой причине во время производства часто происходят сбои в работе, такие как разрушение стального листа и т.п., приводя к существенному снижению производительности и существенному повышению стоимости. Кроме того, при утончении листа из нетекстурированной электротехнической стали сохранение его прочности становится затруднительным, приводя к тому, что стальной лист может сильно деформироваться во время вращения на высокой скорости.
[0005] Кроме того, было также исследовано повышение электрического сопротивления посредством добавления Cr с целью улучшения потерь в сердечнике из листа из нетекстурированной электротехнической стали в высокочастотном диапазоне.
[0006] Однако при изготовлении листа из содержащей Cr нетекстурированной электротехнической стали таким же способом, как и листа из нетекстурированной электротехнической стали, не содержащей Cr, количество растворенного азота в расплавленной стали повышается, приводя к тому, что во время отжига склонно выделяться большое количество мелких включений AlN. В результате этого рост кристаллических зерен ингибируется из-за эффекта закрепления, и кристаллические зерна становятся мелкими. В результате этого невозможно достаточно улучшить потери в сердечнике даже при повышении электрического сопротивления.
[0007] Это происходит потому, что растворимость азота в содержащей Cr расплавленной стали выше растворимости азота в расплавленной стали, не содержащей Cr. Например, растворимость азота в содержащей Cr расплавленной стали, составляющая примерно 5 мас.%, выше на несколько десятых процента растворимости азота в расплавленной стали, не содержащей Cr.
[0008] Для того чтобы подавить повышение количества растворенного азота, можно попробовать предотвратить контакт между воздухом и расплавленной сталью. Однако, несмотря на контрмеры по предотвращению контакта между воздухом и расплавленной сталью, также предпринимаемые при производстве листа из нетекстурированной электротехнической стали, не содержащей Cr, полное предотвращение такого контакта является затруднительным. Дополнительно воспрепятствовать такому контакту можно усовершенствованием производственного оборудования и способа изготовления листа из не содержащей Cr нетекстурированной электротехнической стали и улучшением регулирования атмосферы и т.п., но для достаточного воспрепятствования такому контакту требуются большие расходы. Кроме того, можно также попробовать понизить температуру отжига для подавления выделения мелких включений AlN, но возникает необходимость осуществления отжига в течение длительного периода времени, что ведет к снижению производительности и повышению стоимости.
Перечень ссылок
[0009] Патентная литература
Патентный документ 1: Японская выложенная патентная публикация №Hei 11-229095
Патентный документ 2: Японская выложенная патентная публикация №Sho 64-226
[0010] Непатентная литература
Непатентный документ 1: издан The Iron and Steel Institute of Japan, Steel manual third edition I basic edition, p.159.
Раскрытие изобретения
Техническая проблема
[0011] Задача настоящего изобретения состоит в том, чтобы предоставить литой сляб из нетекстурированной электротехнической стали и способ его изготовления, способные обеспечить хорошие потери в сердечнике и прочность листа из нетекстурированной электротехнической стали в высокочастотном диапазоне.
Решение проблемы
[0012] Сущность настоящего изобретения заключается в следующем.
[0013] (1) Литой сляб из нетекстурированной электротехнической стали содержит, в мас.%:
Si: не менее 0,1% и не более 7,0%;
Mn: 0,1% или более;
Al: не менее 0,2% и не более 5,0%;
Cr: не менее 0,1% и не более 10%; и
РЗМ: не менее 0,0005% и не более 0,03%,
при этом
содержание С составляет 0,005% или менее,
содержание Р составляет 0,2% или менее,
содержание S составляет 0,005% или менее,
содержание N составляет 0,005% или менее,
содержание О составляет 0,005% или менее, а
остальное составляют Fe и неизбежные примеси.
[0014] (2) Литой сляб из нетекстурированной электротехнической стали, описанный в пункте (1), в котором содержание Mn составляет 2,0 мас.% или менее.
[0015] (3) Литой сляб из нетекстурированной электротехнической стали, описанный в пункте (1) или (2), в котором содержание РЗМ составляет 0,001 мас.% или более.
[0016] (4) Литой сляб из нетекстурированной электротехнической стали, описанный в пункте (1) или (2), в котором содержание РЗМ составляет 0,002 мас.% или более.
[0017] (5) Литой сляб из нетекстурированной электротехнической стали, описанный в любом из пунктом с (1) по (3), дополнительно содержащий, в мас.%, по меньшей мере один вид элемента, выбранного из группы, состоящей из:
Cu: 1,0% или менее;
Са и Mg: 0,05% или менее в суммарном количестве;
Ni: 3,0% или менее; и
Sn и Sb: 0,3% или менее в суммарном количестве.
[0018] (6) Способ изготовления литого сляба из нетекстурированной электротехнической стали включает в себя:
получение расплавленной стали, содержащей, в мас.%:
Si: не менее 0,1% и не более 7,0%;
Mn: 0,1% или более;
Al: не менее 0,2% и не более 5,0%; и
Cr: не менее 0,1% и не более 10%;
при этом
содержание С составляет 0,005% или менее,
содержание Р составляет 0,2% или менее,
содержание S составляет 0,005% или менее,
содержание N составляет 0,005% или менее,
содержание О составляет 0,005% или менее, а
остальное составляют Fe и неизбежные примеси;
добавление к расплавленной стали РЗМ: не менее 0,0005% и не более 0,03%; и
литье расплавленной стали, к которой был добавлен РЗМ.
[0019] (7) Способ изготовления литого сляба из нетекстурированной электротехнической стали, описанный в пункте (6), дополнительно включающий перемещение расплавленной стали, к которой был добавлен РЗМ, из ковша в промежуточное разливочное устройство между добавлением РЗМ к расплавленной стали и литьем расплавленной стали.
[0020] (8) Способ изготовления литого сляба из нетекстурированной электротехнической стали, описанный в пункте (7), в котором концентрацию азота в промежуточном разливочном устройстве задают на уровне 1 об.% или менее до перемещения расплавленной стали, к которой был добавлен РЗМ.
[0021] (9) Способ изготовления литого сляба из нетекстурированной электротехнической стали, описанный в пункте (7) или (8), в котором содержание Mn в расплавленной стали составляет 2,0 мас.% или менее.
[0022] (10) Способ изготовления литого сляба из нетекстурированной электротехнической стали, описанный в любом из пунктов с (7) по (9), в котором количество добавляемого РЗМ составляет 0,001 мас.% или более.
[0023] (11) Способ изготовления литого сляба из нетекстурированной электротехнической стали, описанный в любом из пунктов с (7) по (9), в котором количество добавляемого РЗМ составляет 0,002 мас.% или более.
[0024] (12) Способ изготовления литого сляба из нетекстурированной электротехнической стали, описанный в любом из пунктов с (7) по (11), в котором расплавленная сталь дополнительно содержит, в мас.%, по меньшей мере один вид элемента, выбранного из группы, состоящей из:
Cu: 1,0% или менее;
Са и Mg: 0,05% или менее в суммарном количестве;
Ni: 3,0% или менее; и
Sn и Sb: 0,3% или менее в суммарном количестве.
Преимущественные эффекты изобретения
[0025] Согласно настоящему изобретению, благодаря содержанию соответствующего количества Cr, можно снизить потери в сердечнике посредством повышения электрического сопротивления. Кроме того, несмотря на содержание Cr, поступление азота во время процесса изготовления подавляется благодаря содержанию РЗМ. По этой причине даже при осуществлении отжига литого сляба из нетекстурированной электротехнической стали можно подавить образование включений AlN, ингибирующих рост кристаллических зерен. Поэтому можно получить лист из нетекстурированной электротехнической стали с хорошими потерями в сердечнике без утончения стального листа, что ведет к понижению прочности.
Краткое описание чертежей
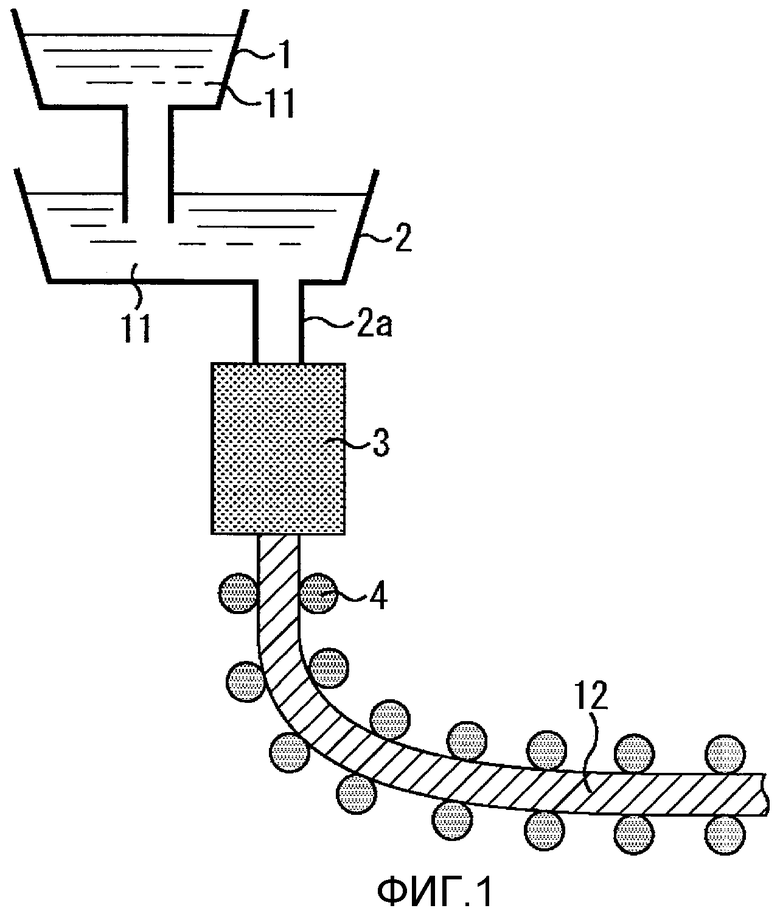
[0026] Фиг. 1 представляет собой схематический вид, иллюстрирующий производственное оборудование для изготовления литого сляба из нетекстурированной электротехнической стали; и
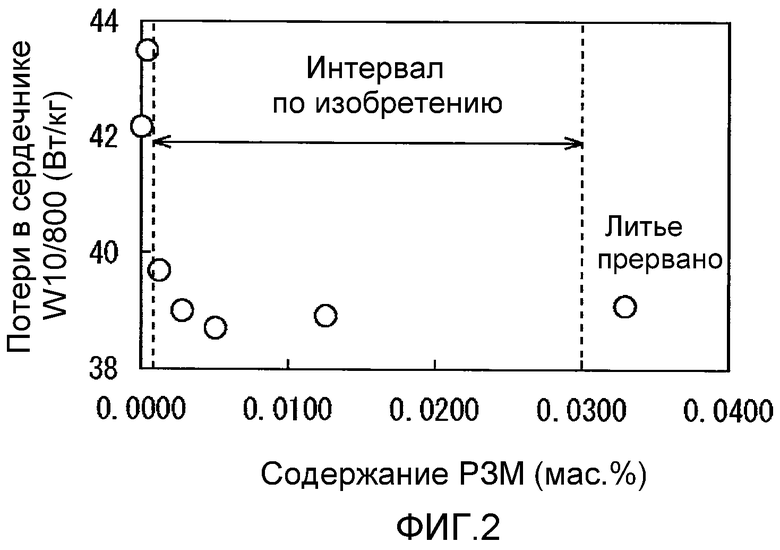
Фиг. 2 представляет собой график, иллюстрирующий результаты эксперимента 1.
Описание вариантов осуществления изобретения
[0027] Прежде всего будет описано оборудование, используемое для изготовления литого сляба из нетекстурированной электротехнической стали. Фиг. 1 представляет собой схематический вид, иллюстрирующий производственное оборудование для изготовления литого сляба из нетекстурированной электротехнической стали. Как проиллюстрировано на фиг. 1, производственное оборудование для изготовления литого сляба из нетекстурированной электротехнической стали снабжено ковшом 1, промежуточным разливочным устройством 2, кристаллизатором 3, роликовым конвейером 4 и т.п. Промежуточное разливочное устройство 2 снабжено погружным разливочным стаканом 2а, простирающимся в кристаллизатор 3. В ковш 1 заливают расплавленную сталь 11, представляющую собой нетекстурированную электротехническую сталь, которая была подвергнута рафинированию в конверторе и дегазации в устройстве для вторичного рафинирования и т.п. Далее расплавленную сталь 11 выливают из ковша 1 в промежуточное разливочное устройство 2 и подают в кристаллизатор 3 из промежуточного разливочного устройства 2 с помощью погружного разливочного стакана 2а, регулируя при этом расход и скорость потока расплавленной стали. После этого расплавленную сталь 11 кристаллизуют в кристаллизаторе 3 и отводят литой сляб 12 из нетекстурированной электротехнической стали. Литой сляб 12 транспортируют при помощи роликового конвейера 4.
[0028] В описанном выше производственном оборудовании поверхность залитой в ковш 1 расплавленной стали 11 предпочтительно покрывают покровным материалом, таким как плавленый флюс. Кроме того, предпочтительно, чтобы промежуточное разливочное устройство 2 было снабжено крышкой, а пространство в промежуточном разливочном устройстве 2 было заполнено инертным газом, таким как газ Ar. Это необходимо для того, чтобы помешать расплавленной стали 11 вступать в контакт с воздухом. Однако даже после принятия вышеописанных мер невозможно предотвратить вступление расплавленной стали 11 в контакт с воздухом, и расплавленная сталь 11 иногда поглощает азот. Например, бывают случаи, когда в потоке расплавленной стали 11 возникает турбулентность, приводящая к тому, что поверхность расплавленной стали 11 недостаточно покрыта покровным материалом. Кроме того, между ковшом 1 и промежуточным разливочным устройством 2 существует зазор, хотя и небольшой, и поэтому воздух может проникнуть в промежуточное разливочное устройство 2 из такого зазора.
[0029] По этой причине количество растворенного азота в расплавленной стали, т.е. содержащей Cr нетекстурированной электротехнической стали, является высоким в традиционном способе.
[0030] В частности, при изготовлении листа из нетекстурированной электротехнической стали с использованием расплавленной стали, содержащей 0,2 мас.% или более Al для улучшения потерь в сердечнике, Al связывается с растворенным азотом во время отжига, приводя к тому, что выделяются мелкие включения AlN, каждое из которых имеет эквивалентный кругу диаметр примерно от 0,1 мкм до 10 мкм. Концентрация Al в 0,2 мас.% или более является достаточно высокой для того, чтобы вызвать выделение включений AlN, так что на число включений AlN главным образом влияет количество растворенного азота в стали. Кроме того, когда выделяется большое число включений AlN, рост кристаллических зерен во время отжига ингибируется из-за эффекта закрепления.
[0031] Напротив, авторы настоящего изобретения обнаружили, что даже при использовании такого производственного оборудования, если в расплавленной стали во время литья содержится соответствующее количество редкоземельного металла (РЗМ), повышение количества растворенного азота после дегазации подавляется, как будет описано ниже. В частности, авторы настоящего изобретения обнаружили, что при подавлении повышения количества растворенного азота выделение включений AlN подавляется, приводя к тому, что кристаллические зерна могут надлежащим образом расти.
[0032] Для того чтобы получить хорошую величину потерь в сердечнике, средний размер зерен в листе из нетекстурированной электротехнической стали предпочтительно составляет примерно от 50 мкм до 200 мкм. Согласно Зенеру (Zener) предпочтительно, чтобы численная плотность мелких включений AlN составляла 1011 штук/см3 или менее для того, чтобы получить средний размер зерен примерно от 50 мкм до 200 мкм путем осуществления общего отжига при температуре от 750°С до 1100°С в течение от 5 секунд до 5 минут.
[0033] При этом, если предположить, что весь растворенный азот в литом слябе из нетекстурированной электротехнической стали (включая сталь после прокатки) использован для образования мелких включений AlN, необходимо задать количество растворенного азота в литом слябе на уровне 0,005 мас.% или менее для достижения численной плотности мелких включений AlN, составляющей 1011 штук/см3 или менее.
[0034] Азот, растворенный в литом слябе, может быть грубо разделен на азот, который присутствовал до дегазации, и азот, попавший во время или после дегазации.
[0035] Количество азота, который был растворен до дегазации с использованием вакуумной обработки, может быть существенно снижено также традиционным способом. Однако для снижения количества азота до менее 0,001 мас.% требуются большие затраты. Кроме того, даже если количество азота снижено до менее 0,001 мас.%, невозможно предотвратить вступление расплавленной стали в контакт с воздухом впоследствии, как описано выше. В частности, в том случае, когда расплавленная сталь содержит Cr, она вступает в контакт с воздухом, приводя к тому, что уровень растворенного азота склонен повышаться. По этой причине предпочтительно не снижать количество растворенного азота в расплавленной стали до менее 0,001 мас.% в результате дегазации.
[0036] С другой стороны, даже когда количество растворенного азота в расплавленной стали достигает 0,001 мас.% в результате дегазации, если количество растворенного азота, попадающего с момента завершения дегазации до литья, может быть подавлено до уровня 0,004 мас.% или менее, количество растворенного азота в литом слябе становится равным 0,005 мас.% или менее. В частности, если повышение количества растворенного азота после дегазации может быть подавлено до уровня 0,004 мас.% или менее, может быть достигнут достаточный рост кристаллических зерен в результате подавления выделения включений AlN без осуществления дегазации, которая требует больших затрат.
[0037] Соответственно, авторы настоящего изобретения провели серьезные исследования по подавлению повышения количества растворенного азота после дегазации до уровня 0,004 мас.% или менее и в результате этого пришли к идее сделать расплавленную сталь содержащей соответствующее количество РЗМ, как описано выше. При этом “РЗМ” представляет собой родовой термин, используемый для обозначения в целом 17 элементов, включая 15 элементов от лантана с атомным номером 57 до лютеция с атомным номером 71, а также скандия с атомным номером 21 и иттрия с атомным номером 39.
[0038] РЗМ представляет собой сильный раскисляющий элемент, так что при содержании в расплавленной стали соответствующего количества РЗМ часть РЗМ связывается с кислородом в расплавленной стали, образуя оксид РЗМ, а другая его часть растворяется в расплавленной стали в виде растворенного РЗМ.
[0039] Когда расплавленная сталь вступает в контакт с воздухом, растворенный РЗМ связывается с присутствующим в воздухе кислородом на поверхности расплавленной стали. В результате этого на поверхности расплавленной стали формируется оксидная пленка. Поэтому даже когда поверхность недостаточно покрыта покрывным материалом, таким как расплавленный флюс, поступление азота из воздуха в расплавленную сталь 11 может быть подавлено. В частности, в настоящем изобретении можно подавить повышение количества растворенного азота после дегазации благодаря действию РЗМ, как описано выше.
[0040] Следует отметить, что для получения такого действия РЗМ должен быть растворен в расплавленной стали в тот момент времени, когда расплавленная сталь вероятнее всего вступает в контакт с воздухом после дегазации. В частности, предпочтительно растворять РЗМ в расплавленной стали в тот момент, когда расплавленную сталь выливают в промежуточное разливочной устройство 2 из ковша 1. Соответственно, количество РЗМ, содержащегося в расплавленной стали, имеет нижнюю предельную величину.
[0041] Например, количество растворенного кислорода в расплавленной стали, содержащей 0,2 мас.% или более Al, составляет 0,002 мас.% или менее. В таком случае, для того чтобы заставить РЗМ растворяться в расплавленной стали, содержание РЗМ должно составлять 0,0005 мас.% или более согласно соотношению равновесия раскисления. Несмотря на то, что количество растворенного РЗМ конкретно не ограничено, предпочтительно, чтобы количество растворенного в расплавленной стали РЗМ составляло 0,0002 мас.% или более, а более предпочтительно, чтобы количество растворенного в расплавленной стали РЗМ составляло 0,0005 мас.% или более.
[0042] Более того, для того чтобы улучшить эффект ингибирования поступления азота посредством повышения количества растворенного РЗМ, содержание РЗМ предпочтительно составляет 0,001 мас.% или более, а более предпочтительно - 0,002 мас.% или более.
[0043] В то же время, если содержится слишком много РЗМ, стоимость возрастает. Кроме того, текучесть расплавленной стали снижается, что вызывает закупоривание погружного разливочного стакана, приводящее к снижению стабильности литья. По этой причине содержание РЗМ задано на уровне 0,03 мас.% или менее. Кроме того, если принять во внимание действие и стоимость РЗМ, содержание РЗМ предпочтительно составляет 0,01 мас.% или менее, а более предпочтительно - 0,005 мас.% или менее.
[0044] Далее будут описаны причины ограничения состава компонентов во время литья расплавленной стали, используемой для изготовления литого сляба из нетекстурированной электротехнической стали согласно настоящему изобретению.
С: 0,005 мас.% или менее
[0045] Углерод (С) вреден для магнитных свойств, и, кроме того, из-за выделения С заметным является магнитное старение. Соответственно, верхний предел содержания С задан на уровне 0,005 мас.%. Следует отметить, что содержание С предпочтительно составляет 0,004 мас.% или менее, более предпочтительно -0,003 мас.% или менее, а еще более предпочтительно - 0,0025 мас.% или менее. Возможно также, чтобы С не содержался совсем.
Si: от 0,1 мас.% до 7,0 мас.%
[0046] Кремний (Si) представляет собой элемент, снижающий потери в сердечнике, и в том случае, если содержание Si составляет менее 0,1 мас.%, хороших потерь в сердечнике получить нельзя. По этой причине нижний предел содержания Si задан на уровне 0,1 мас.%. С целью дальнейшего снижения потерь в сердечнике содержание Si предпочтительно составляет 0,3 мас.% или более, более предпочтительно - 0,7 мас.% или менее, а еще более предпочтительно - 1,0 мас.% или более. С другой стороны, если содержание Si превышает 7,0 мас.%, обрабатываемость существенно ухудшается. Соответственно, верхний предел содержания Si задан на уровне 7,0 мас.%. В частности, учитывая способность к холодной прокатке, содержание Si предпочтительно составляет 4,0 мас.% или менее, более предпочтительно - 3,0 мас.% или менее, а еще более предпочтительно - 2,5 мас.% или менее.
Mn: 0,1 мас.% или более
[0047] Марганец (Mn) повышает твердость листа из нетекстурированной электротехнической стали и улучшает способность листа к штамповке. Для достижения такого эффекта нижний предел содержания Mn задан на уровне 0,1 мас.% или более. Следует отметить, что содержание Mn предпочтительно составляет 2,0 мас.% или менее с учетом стоимости.
Р: 0,2 мас.% или менее
[0048] Фосфор (Р) повышает прочность листа из нетекстурированной электротехнической стали, улучшая его обрабатываемость. Такой эффект может быть достигнут даже при небольшой величине содержания Р. С другой стороны, если содержание Р превышает 0,2 мас.%, способность к холодной прокатке ухудшается. Соответственно, верхний предел содержания Р задан на уровне 0,2 мас.%. Нижний предел его содержания конкретно не ограничен.
S: 0,005 мас.% или менее
[0049] Сера (S) связывается с Mn, являясь существенным элементом для образования включений MnS. Кроме того, при наличии Ti, S связывается с Ti, образуя включения TiS. Кроме того, бывают случаи, когда S связывается с другим элементом-металлом, образуя сульфидное включение. В результате этого рост кристаллических зерен во время отжига ингибируется, что приводит к повышению потерь в сердечнике. По этой причине верхний предел содержания S задан на уровне 0,005 мас.%. Кроме того, содержание S предпочтительно составляет 0,003 мас.% или менее. Возможно также, что S не содержится совсем.
Al: от 0,2 мас.% до 5,0 мас.%
[0050] Алюминий (Al) представляет собой, подобно Si, элемент, снижающий потери в сердечнике, и в том случае, если содержание Al составляет менее 0,2 мас.%, хороших потерь в сердечнике получить нельзя. По этой причине нижний предел содержания Al задан на уровне 0,2 мас.%. С целью дальнейшего снижения потерь в сердечнике содержание Al предпочтительно составляет 0,3 мас.% или более, более предпочтительно - 0,6 мас.% или более, а еще более предпочтительно - 1,0 мас.% или более. С другой стороны, если содержание Al превышает 5,0 мас.%, стоимость существенно повышается. Соответственно, верхний предел содержания Al задан на уровне 5,0 мас.%. Кроме того, для подавления выделения включений AlN, содержание Al предпочтительно является низким. Например, содержание Al предпочтительно составляет 4,0 мас.% или менее, а более предпочтительно - 3,0 мас.% или менее.
Cr: от 0,1 мас.% до 10 мас.%
[0051] Хром (Cr) повышает удельное сопротивление, улучшая потери в сердечнике, и повышает прочность листа из нетекстурированной электротехнической стали. В том случае, если содержание Cr составляет менее 0,1 мас.%, эти эффекты не могут быть получены в достаточной степени. Соответственно, нижний предел содержания Cr задан на уровне 0,1 мас.%. Кроме того, для получения более высокой прочности содержание Cr предпочтительно составляет 0,2 мас.% или более, более предпочтительно - 0,3 мас.% или более, а еще более предпочтительно - 0,5 мас.% или более. Следует отметить, что растворимость азота в расплавленной стали повышается по мере повышения содержания Cr, так что в соответствии с этим обеспечиваемый РЗМ эффект подавления поглощения азота становится заметным. В частности, такой эффект становится заметным, когда содержание Cr составляет 0,5 мас.% или более, более заметным, когда содержание Cr составляет 1,0 мас.%, и еще более заметным, когда содержание Cr составляет 2,0 мас.% или более. С другой стороны, если содержание Cr превышает 10 мас.%, растворимость азота в расплавленной стали существенно повышается, и существенно повышается скорость, с которой азот поглощается в расплавленную сталь. По этой причине, даже при наличии РЗМ, становится невозможно в достаточной степени подавить поглощение азота, приводя к тому, что содержание азота в расплавленной стали склонно повышаться. Кроме того, во время отжига выделяется большое количество включений AlN, и рост кристаллических зерен ингибируется. Соответственно, верхний предел содержания Cr задан на уровне 10 мас.%. Кроме того, в том случае, если содержание Cr составляет 5 мас.% или менее, скорость поглощения азота снижается еще больше, так что появляется возможность подавлять повышение содержания азота более стабильным образом и подавлять снижение плотности магнитного потока (магнитной индукции). Соответственно, содержание Cr предпочтительно составляет 5 мас.% или менее, более предпочтительно - 3 мас.% или менее.
N: 0,005 мас.% или менее
[0052] Азот (N) превращается в нитрид, такой как AlN, ухудшая потери в сердечнике посредством ингибирования роста кристаллических зерен во время отжига из-за эффекта закрепления. К тому же, как описано выше, предпочтительно, чтобы численная плотность мелких включений AlN была задана на уровне 1011 штук/см3 или менее. Соответственно, верхний предел содержания N задан на уровне 0,005 мас.%. Кроме того, для способствования росту кристаллических зерен за счет дальнейшего снижения числа включений AlN, содержание N предпочтительно составляет 0,003 мас.% или менее, более предпочтительно - 0,0025 мас.% или менее, а еще более предпочтительно - 0,002 мас.% или менее. Возможно также, что N не содержится совсем.
РЗМ: от 0,0005 мас.% до 0,03 мас.%
[0053] Как описано выше, растворенный РЗМ реагирует с кислородом на поверхности расплавленной стали, образуя оксид, и подавляет поглощение азота в расплавленную сталь. По этой причине, нижний предел содержания РЗМ задан на уровне 0,0005 мас.%, как описано выше. Кроме того, содержание РЗМ предпочтительно составляет 0,001 мас.% или более, а более предпочтительно - 0,002 мас.% или более. К тому же, предпочтительно, чтобы в расплавленной стали присутствовало 0,0002 мас.% или более растворенного РЗМ, а еще более предпочтительно, чтобы в расплавленной стали присутствовало 0,0005 мас.% или более растворенного РЗМ. С другой стороны, верхний предел содержания РЗМ задан на уровне 0,03 мас.% с точки зрения стабильности литья и т.п., как описано выше. Кроме того, содержание РЗМ предпочтительно составляет 0,01 мас.% или менее, а более предпочтительно - 0,005 мас.% или менее.
[0054] Следует отметить, что РЗМ может быть также добавлен к расплавленной стали в любом виде, например, в виде сплава, такого как мишметалл. В таком случае в качестве РЗМ добавляют, например, лантан и церий. Кроме того, можно получить эффект настоящего изобретения в результате добавления, в качестве РЗМ, только одного вида элемента либо двух или более видов элементов при условии, что количество РЗМ находится в рамках соответствующего интервала.
О: 0,005 мас.% или менее
[0055] Когда в расплавленной стали содержится более 0,005 мас.% кислорода (О), образуется множество оксидов, затрудняя перемещение стенок доменов и рост кристаллических зерен. Соответственно, верхний предел содержания О задан на уровне 0,005 мас.%. Возможно также, что О не содержится совсем.
[0056] Кроме того, в расплавленной стали могут также содержаться описанные ниже элементы.
Ti: 0,02 мас.% или менее
[0057] Титан (Ti) связывается с содержащимся в небольшом количестве растворенным азотом, образуя включения TiN. Кроме того, при наличии S, Ti связывается с S, образуя включения TiS. Кроме того, бывают случаи, когда Ti связывается с другим элементом, образуя включения из соединения. В результате этого рост кристаллических зерен во время отжига может быть ингибирован, что может привести к повышению потерь в сердечнике. По этой причине содержание Ti предпочтительно составляет 0,02 мас.% или менее, более предпочтительно - 0,01 мас.%, а еще более предпочтительно - 0,005 мас.% или менее. Возможно также, что Ti не содержится совсем.
Cu: 1,0 мас.% или менее
[0058] Медь (Cu) улучшает коррозионную стойкость листа из нетекстурированной электротехнической стали и повышает удельное сопротивление, тем самым улучшая потери в сердечнике. Такой эффект может быть достигнут даже при небольшой величине содержания Cu. С другой стороны, в том случае, если содержание Cu превышает 1,0 мас.%, это может привести к ухудшению качества поверхности из-за возникновения дефекта наплыва и т.п. на поверхности листа из нетекстурированной электротехнической стали. Соответственно, содержание Cu предпочтительно составляет 1,0 мас.% или менее. Нижний предел ее содержания конкретно не ограничен.
Са и Mg: 0,05 мас.% или менее в суммарном количестве
[0059] Кальций (Са) и магний (Mg), которые являются обессеривающими элементами, реагируют с S в расплавленной стали, образуя сульфиды и тем самым связывая S. Обессеривающее действие усиливается по мере повышения содержания Са и Mg. Такое действие может быть достигнуто даже при небольшой величине содержания Са и Mg. С другой стороны, в том случае, если суммарное содержание Са и Mg превышает 0,05 мас.%, число сульфидов повышается, что иногда ингибирует рост кристаллических зерен. Соответственно, содержание Ca и Mg предпочтительно составляет 0,05 мас.% или менее в суммарном количестве. Нижний предел их содержания конкретно не ограничен.
Ni: 3,0 мас.% или менее
[0060] Никель (Ni) развивает агрегатную структуру, благоприятную для магнитных свойств, тем самым улучшая потери в сердечнике. Такое действие может быть достигнуто даже при небольшой величине содержания Ni. Однако в том случае, если содержание Ni превышает 3,0 мас.%, стоимость повышается и при этом эффект улучшения потерь в сердечнике начинает насыщаться. По этой причине содержание Ni предпочтительно составляет 3,0 мас.% или менее. Нижний предел его содержания конкретно не ограничен.
Sn и Sb: 0,3 мас.% или менее в суммарном количестве
[0061] Олово (Sn) и сурьма (Sb), которые представляют собой сегрегационные элементы, замедляют образование агрегатной структуры на поверхности (111), что ухудшает магнитные свойства, тем самым улучшая магнитные свойства. Для достижения такого эффекта требуется лишь, чтобы содержало(а)сь по меньшей мере либо Sn, либо Sb. Кроме того, такой эффект может быть достигнут даже при небольшой величине содержания Sn и Sb. С другой стороны, в том случае, если содержание Sn и Sb превышает 0,3 мас.% в суммарном количестве, способность к холодной прокатке ухудшается. Соответственно, содержание Sn и Sb предпочтительно составляет 0,3 мас.% или менее в суммарном количестве. Нижний предел их содержания конкретно не ограничен.
Zr: 0,01 мас.% или менее
[0062] Цирконий (Zr), даже в небольшом количестве, ингибирует рост кристаллических зерен, ухудшая потери в сердечнике после отжига для снятия напряжений. Соответственно, содержание Zr предпочтительно снижают как можно более, и оно особенно предпочтительно составляет 0,01 мас.% или менее. Возможно также, что Zr не содержится совсем.
V: 0,01 мас.% или менее
[0063] Ванадий (V) образует нитрид или карбид, затрудняя перемещение стенок доменов и рост кристаллических зерен. Соответственно, содержание V предпочтительно составляет 0,01 мас.% или менее. Возможно также, что V не содержится совсем.
В: 0,005 мас.% или менее
[0064] Бор (В) представляет собой сегрегирующий по границам зерен элемент и также образует нитрид. Если нитрид образовался, он замедляет миграцию границ зерен, ухудшая потери в сердечнике. Соответственно, содержание В предпочтительно снижают как можно более, и оно особенно предпочтительно составляет 0,005 мас.% или менее. Нижний предел его содержания конкретно не ограничен.
[0065] Следует отметить, что в расплавленной стали также могут содержаться различные элементы, отличные от описанных выше элементов, при условии, что они сильно не мешают эффекту настоящего изобретения. Например, висмут (Bi) и германий (Ge) и т.п., будучи элементами, улучшающими магнитные свойства, также могут содержаться в расплавленной стали.
[0066] Далее со ссылкой на фиг. 1 будет описан пример способа изготовления литого сляба из нетекстурированной электротехнической стали с использованием вышеописанной расплавленной стали.
[0067] Сначала, например, осуществляют рафинирование с использованием конвертера и дегазацию с использованием печи вторичной очистки, тем самым получая расплавленную сталь 11, содержащую элементы, соответствующие вышеописанным компонентам, из которых исключены Al и РЗМ. Количество растворенного азота после дегазации задают на уровне 0,005 мас.% или менее, а предпочтительно задают на уровне, например, примерно 0,001 мас.%.
[0068] Затем к расплавленной стали 11 добавляют Al. Причиной, по которой добавление Al, представляющего собой раскисляющий элемент, проводят после дегазации, является получение высокого выхода. Как описано выше, добавляемое количество Al составляет от 0,2 мас.% до 5,0 мас.%. В результате этого количество кислорода, растворенного в расплавленной стали 11, достигает 0,002% или менее благодаря равновесию раскисления Al. После этого к расплавленной стали 11 добавляют РЗМ. В результате часть РЗМ превращается в оксид, а другая его часть превращается в растворенный РЗМ.
[0069] Впоследствии расплавленную сталь 11 выливают в ковш 1. Затем расплавленную сталь 11 выгружают в промежуточное разливочное устройство 2. После этого расплавленную сталь 11 подают в кристаллизатор 3 через погружной разливочный стакан 2а. Далее в кристаллизаторе 3 осуществляют литье, тем самым получая литой сляб 12.
[0070] При осуществлении такой процедуры, в том случае, если состав расплавленной стали 11 задан так, как описано выше, количество растворенного азота в расплавленной стали 11 во время литья достигает 0,005 мас.% или менее, а количество растворенного азота в полученном литом слябе 12 также достигает 0,005 мас.% или менее. Содержания других компонентов до и после литья не изменяются. Поэтому содержание Al, содержание Si, содержание Cr, содержание РЗМ и т.п. в изготовленном литом слябе 12 соответствуют их содержаниям в расплавленной стали 11.
[0071] Следует отметить, что предпочтительно, чтобы промежуточное разливочное устройство 2 было снабжено крышкой, а пространство в промежуточном разливочном устройстве 2 было заполнено инертным газом, таким как газ Ar, как описано выше. В таком случае концентрацию азота в промежуточном разливочном устройстве 2 предпочтительно задают на уровне 1 об.% или менее.
[0072] Кроме того, для того чтобы задать содержание N в литом слябе 12 на уровне 0,005 мас.% или менее, количество растворенного азота в расплавленной стали 11 после дегазации задают на уровне 0,005 мас.% или менее.
[0073] Кроме того, содержание РЗМ в расплавленной стали может также быть отрегулировано следующим образом. Прежде всего, посредством эксперимента или т.п. определяют соотношение между содержанием РЗМ в расплавленной стали и величиной повышения растворенного азота в расплавленной стали. Далее, при получении литого сляба измеряют количество растворенного азота в расплавленной стали после того, как была осуществлена дегазация с использованием печи вторичной очистки и т.п., с целью определения величины повышения растворенного азота, которая является допустимой, до тех пор, пока осуществляют литье, и содержание РЗМ регулируют, исходя из допустимой величины повышения. Регулируя содержание РЗМ вышеописанным образом, можно предотвратить излишний расход дорогостоящего РЗМ.
[0074] Далее, при изготовлении листа из нетекстурированной электротехнической стали, используя литой сляб из нетекстурированной электротехнической стали, полученный вышеописанным образом, литой сляб, например, вначале подвергают горячей прокатке, отжигу по необходимости и холодной прокатке. Холодная прокатка может также быть осуществлена только один раз, либо быть также осуществлена два или более раза с промежуточным отжигом между ними. Кроме того, после холодной прокатки литой сляб подвергают окончательному отжигу и формируют на нем изолирующую пленку. Используя такой способ, можно получить кристаллическое зерно, имеющее желательный размер, без влияния растворенного азота, что позволяет изготавливать лист из нетекстурированной электротехнической стали с хорошими потерями в сердечнике.
[0075] Следует отметить, что способы исследования включений (выделений) и размеров зерен в литом слябе из нетекстурированной электротехнической стали и листе из нетекстурированной электротехнической стали конкретно не ограничены. В качестве примера могут быть указаны следующие. При исследовании выделений образцы (литого сляба из нетекстурированной электротехнической стали и листа из нетекстурированной электротехнической стали) вначале полируют до зеркальной поверхности и подвергают электролитическому травлению в неводном растворителе, используя способ, предложенный Kurosawa et al. (Fumio Kurosawa, Isao Taguchi, and Ryutaro Matsumoto: Journal of The Japan Institute of Metals, 43 (1979), p.1068). В результате этого растворяется только основной материал, а включения AlN извлекаются. Впоследствии извлеченные включения AlN исследуют, используя SEM (сканирующий электронный микроскоп) - EDX (энергодисперсионный рентгеновский флуоресцентный анализатор). После этого снимают реплику, и включения, перенесенные в эту реплику, исследуют под просвечивающим электронным микроскопом с автоэлектронной эмиссией. При исследовании размеров зерен образцы, отполированные до зеркальной поверхности, подвергают травлению с использованием ниталя и изучают под оптическим микроскопом.
ПРИМЕР
[0076] Далее будут описаны эксперименты, проведенные авторами настоящего изобретения.
Эксперимент 1
[0077] В эксперименте 1 вначале с помощью конвертера и аппарата для вакуумной дегазации получали расплавленные стали и каждую заливали в ковш. В качестве расплавленных сталей получали стали, каждая из которых содержала, в мас.%, С:0,002%, Si:2,0%, Mn:0,3%, P:0,05%, S:0,0019%, Al:2,0%, Cr:2,0% и O:0,001%, а также содержала различные количества РЗМ, а остальное составляли Fe и неизбежные примеси. Следует отметить, что в качестве РЗМ использовали лантан и церий. Количества РЗМ в расплавленных сталях представлены в таблице 1. Содержание азота в расплавленной стали в ковше составляло 0,002 мас.%.
[0078] Затем каждую из расплавленных сталей выливали в промежуточное разливочное устройство, в котором концентрацию окружающего азота задавали на уровне 0,5 об.% продуванием газа Ar. После этого расплавленную сталь подавали из промежуточного разливочного устройства в кристаллизатор, используя погружной разливочный стакан, и изготавливали литой сляб способом непрерывного литья. Затем литой сляб подвергали горячей прокатке, отжигу и холодной прокатке до толщины 0,3 мм. После этого литой сляб подвергали окончательному отжигу при 1000°С в течение 30 секунд и наносили на него изолирующую пленку. Вышеописанным образом изготовили лист из нетекстурированной электротехнической стали.
[0079] Затем исследовали включения AlN и размеры зерен в листах из нетекстурированной электротехнической стали с использованием вышеописанных способов. Кроме того, также проводили измерение потерь в сердечнике в листах из нетекстурированной электротехнической стали. При измерении потерь в сердечнике каждый из листов из нетекстурированной электротехнической стали разрезали на куски длиной 25 см и подвергали измерению с использованием способа Эпштейна в соответствии с JIS-С-2550. Кроме того, проводили Quantovac-анализ содержаний азота в листах из нетекстурированной электротехнической стали. Полученные результаты представлены в таблице 1 и на фиг. 2.
[0080]
(мас.%)
[0081] Как показано в таблице 1 и на фиг. 1, в примерах №№1-4, в которых содержания РЗМ в расплавленных сталях попадали в рамки интервала по настоящему изобретению, содержания азота в листах из нетекстурированной электротехнической стали составляли от 0,0028 мас.% до 0,0044 мас.%, то есть эти содержания составили 0,005 мас.% или менее. По этой причине средний размер зерен каждого из листов из нетекстурированной электротехнической стали составил от 120 мкм до 160 мкм, а потери в сердечнике W10/800 были существенно снижены, составив от 38,7 Вт/кг до 39,5 Вт/кг. Кроме того, было возможно стабильно осуществлять непрерывное литье.
[0082] Между тем, в сравнительных примерах №№5 и 6, в которых содержания РЗМ в расплавленных сталях были меньше нижнего предела интервала по настоящему изобретению, содержания азота в листах из нетекстурированной электротехнической стали становятся высокими, составив 0,0063 мас.% и 0,0069 мас.%. По этой причине наблюдали большое число включений AlN, каждое из которых имело эквивалентный кругу диаметр от 0,1 мкм до 10 мкм, размер зерен стал существенно меньше, а потери в сердечнике W10/800 стали существенно больше. Это происходит потому, что рост кристаллических зерен был ингибирован из-за эффекта закрепления. Кроме того, в сравнительном примере №7, в котором содержание РЗМ в расплавленной стали превышает верхний предел интервала по настоящему изобретению, во время литья происходило закупоривание погружного разливочного стакана, так что непрерывное литье прерывали.
Эксперимент 2
[0083] В эксперименте 2 вначале с помощью конвертера и аппарата для вакуумной дегазации получали расплавленные стали и каждую заливали в ковш. В качестве расплавленных сталей получали стали, каждая из которых содержала, в мас.%, С:0,002%, Si:2,2%, Mn:0,2%, P:0,1%, S:0,002% и Al:2,0%, а также содержала различные количества Cr и РЗМ, а остальное составляли Fe и неизбежные примеси. Следует отметить, что в качестве РЗМ использовали лантан и церий. Количества Cr и РЗМ в расплавленных сталях представлены в таблице 2. Содержание азота в расплавленной стали в ковше составляло 0,002 мас.%.
[0084] Затем каждую из расплавленных сталей выливали в промежуточное разливочное устройство, в котором концентрацию окружающего азота задавали на уровне 0,5 об.% продуванием газа Ar. После этого расплавленную сталь подавали из промежуточного разливочного устройства в кристаллизатор, используя погружной разливочный стакан, и изготавливали литой сляб способом непрерывного литья.
[0085] Затем литой сляб подвергали горячей прокатке, отжигу и холодной прокатке до толщины 0,3 мм. После этого литой сляб подвергали окончательному отжигу при 1000°С в течение 30 секунд и наносили на него изолирующую пленку. Вышеописанным образом изготовили лист из нетекстурированной электротехнической стали. Далее проводили измерение размеров зерен, потерь в сердечнике W10/800 и содержаний N таким же образом, как и в эксперименте 1. Полученные результаты представлены в таблице 2.
[0086]
(мас.%)
[0087] Как показано в таблице 2, в примерах №№11-14, в которых содержания Cr и содержания РЗМ в расплавленных сталях попадали в рамки интервала по настоящему изобретению, содержания азота в листах из нетекстурированной электротехнической стали составляли 0,005 мас.% или менее. По этой причине средний размер кристаллических зерен каждого из листов из нетекстурированной электротехнической стали стал большим, а потери в сердечнике W10/800 были существенно снижены.
[0088] Между тем, в сравнительных примерах №№15-20, в которых содержания Cr и/или содержания РЗМ в расплавленных сталях выходят за пределы интервала по настоящему изобретению, содержания азота в листах из нетекстурированной электротехнической стали превышают 0,005 мас.%. По этой причине средний размер зерен стал меньшим, а потери в сердечнике W10/800 стали существенно больше.
Промышленная применимость
[0089] Настоящее изобретение может быть применено для изготовления листов из нетекстурированной электротехнической стали в двигателе и т.п., используемых, например, в высокочастотном диапазоне.
Получают расплавленную сталь, содержащую, в мас.%: Si не менее 0,1 и не более 7,0, Mn 0,1 или более, Al не менее 0,2 и не более 5,0, Cr не менее 0,1 и не более 10, С 0,005 или менее, Р 0,2 или менее, S 0,005 или менее, N 0,005 или менее, О 0,005 или менее, остальное Fe и неизбежные примеси. К расплавленной стали добавляют РЗМ не менее 0,0005 мас.% и не более 0,03 мас.%. Расплавленную сталь, к которой был добавлен РЗМ, из ковша подают в промежуточное устройство, а затем в кристаллизатор. Сляб получают непрерывным литьем. Обеспечивается снижение потерь в сердечнике двигателя, изготовленного из листа нетекстурированной электротехнической стали. 6 з.п. ф-лы, 2 ил., 2 табл.
1. Способ изготовления литого сляба из нетекстурированной электротехнической стали, включающий:
получение расплавленной стали, содержащей, мас.%:
добавление к расплавленной стали РЗМ не менее 0,0005 мас.% и не более 0,03 мас.% и непрерывное литье расплавленной стали, к которой был добавлен РЗМ.
2. Способ по п.1, дополнительно включающий перемещение расплавленной стали, к которой был добавлен РЗМ, из ковша в промежуточное разливочное устройство между упомянутым добавлением РЗМ к расплавленной стали и упомянутым литьем расплавленной стали.
3. Способ по п.2, в котором концентрацию азота в промежуточном разливочном устройстве задают на уровне 1 об.% или менее до упомянутого перемещения расплавленной стали, к которой был добавлен РЗМ.
4. Способ по п.2, в котором содержание Mn в расплавленной стали составляет 2,0 мас.% или менее.
5. Способ по п.2, в котором количество добавляемого РЗМ составляет 0,001 мас.% или более.
6. Способ по п.2, в котором количество добавляемого РЗМ составляет 0,002 мас.% или более.
7. Способ по п.2, в котором расплавленная сталь дополнительно содержит, по меньшей мере один вид элемента, выбранного из группы, состоящей из, мас.%:
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2154544C1 |
| ЛИСТЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2092605C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ НЕОРИЕНТИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2003 |
|
RU2318883C2 |

