Изобретение относится к сварке металлических деталей, в частности, в самолетостроении и особенно при изготовлении газотурбинных двигателей.
Сварка типа TIG (дуговая сварка вольфрамовым электродом в среде инертного газа) позволяет сваривать металлические детали с помощью электрической дуги. Сварка TIG является способом дуговой сварки нерасплавляемым электродом.
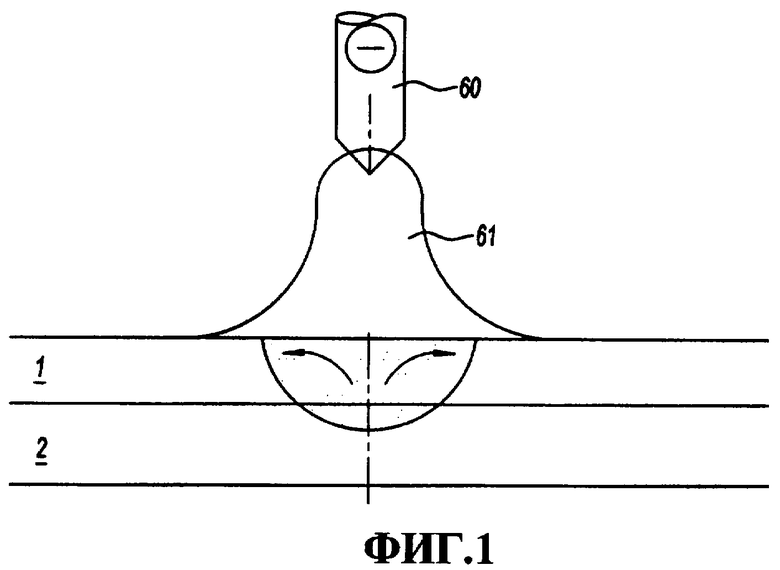
Из фиг.1 видно, что электрическая дуга 61 образуется между сварочной горелкой 60 с отрицательным потенциалом и первой металлической деталью 1 с положительным потенциалом. Первая деталь 1 находится в контакте со второй деталью 2, с которой она должна быть сварена. Сварочная горелка 60 размещается в непосредственной близости с первой деталью 1, при этом разность потенциалов образует электрическую дугу 61. Энергия дуги повышает температуру деталей 1, 2, вызывая их локальное расплавление и сварку при их охлаждении. Однако при значительной толщине деталей проникновение тепла не является достаточным, что мешает эффективной сварке.
Когда толщина не является постоянной, качество сварки также изменяется, при этом качество сварки является, в общем, хорошим в зонах малой толщины, и напротив, плохим в зонах большой толщины.
Для улучшения сварки зон большой толщины можно увеличить мощность дуги. Однако переход настроенной на большую мощность сварочной горелки в зону малой толщины может деформировать деталь из-за глубокого проникновения тепла в упомянутую деталь. Деформированную таким образом деталь нельзя починить и она должна быть отбракована.
Для сварки деталей, толщина которых не является постоянной, можно в толстых зонах выполнить фаску, чтобы деталь имела уменьшенную и постоянную толщину вдоль зоны сварки. После сварки деталей с использованием сварочной дуги осуществляют наплавку материала на сваренные детали, чтобы восполнить материал, вынутый в процессе выполнения фасок. Эта операция, называемая заполнением, позволяет сваренным деталям обрести их первоначальную форму, которую они имели до выполнения фасок.
В настоящее время такая техника используется для сварки толстых лонжеронов промежуточного картера турбореактивного двигателя, однако операция подготовки к сварке металлических деталей такого типа требует важной и длительной работы. Более того, детали могут деформироваться в процессе заполнения вследствие термических напряжений. Осуществление такого типа сварки является весьма затруднительным и мало приспособленным к промышленным масштабам.
Для улучшения проникновения сварочного тепла в деталь и, таким образом, сварки толстых деталей известен способ активирующей сварки, называемой сваркой ATIG (активная дуговая сварка вольфрамовым электродом в среде инертного газа), состоящей в размещении перед использованием дуги проникающего, или активирующего, флюса на свариваемой детали, при этом флюс, в основном, состоит из хлоридов или фторидов. Этот флюс непосредственно влияет на ширину электрической дуги посредством сжатия; при одной и той же приложенной энергии он позволяет увеличить поверхностную энергию и улучшить проникновение тепла в детали.
Такой проникающий флюс хорошо известен специалистам под коммерческим названием ELI TITANIUM. Предназначенную для сварки толстую деталь обычно покрывают флюсом по всей длине, предпочтительно перед проходом сварочной горелки.
Во всяком случае, учитывая повышенную стоимость изготовления авиационных деталей, сварка ATIG, по мнению Заявителя, мало используется в связи с рисками, которые она вызывает.
Целью изобретения является улучшение сварки металлических деталей.
Предлагается способ сварки двух металлических деталей, в котором:
- металлические детали размещают друг напротив друга в сварочное положение, при этом детали находятся соответственно в поверхностном контакте своими свариваемыми поверхностями, причем одна деталь, по меньшей мере, имеет зону припуска вдоль поверхности сварки;
- сварку TIG свариваемых поверхностей металлических деталей осуществляют с помощью сварочной горелки TIG.
Данный способ характеризуется тем, что в зоне припуска металлической детали при операции сварки TIG локально используют проникающий сварочный флюс.
Функцией проникающего сварочного флюса является локальная концентрация сварочной дуги при сварке TIG на уровне единой зоны припуска, при этом тепло проникает в глубину металлической детали.
Благодаря изобретению нет необходимости в предварительном выполнении фаски в детали, что дает выигрыш во времени.
Другие зоны сварены классическим способом c подачей необходимой энергии без риска деформации детали.
Выполненная сварка является однородной и не зависит от изменений толщины.
Предпочтительно, сварочная горелка TIG работает при постоянной мощности в процессе сварки TIG.
Мощность или интенсивность сварки не зависят от толщины детали, поэтому способ по изобретению позволяет ускорить операцию сварки TIG.
Предпочтительно, на металлическую деталь накладывают маску, позволяющую осуществить наложение проникающего сварочного флюса на металлическую деталь точно на зону припуска.
Маска позволяет повторять операцию последовательно на многочисленных деталях при сохранении одинакового качества сварки.
В соответствии с осуществлением способа сварочную горелку TIG перемещают с первой скоростью по покрытой зоне и со второй скоростью по зонам, лишенным проникающего сварочного флюса, при этом первая и вторая скорости постоянны.
В соответствии с необходимостью осторожного обращения с переходной зоной между покрытой зоной и зоной, лишенной проникающего сварочного флюса, сварочную головку TIG перемещают в переходной зоне со скоростью, отличной от упомянутых первой и второй скоростей.
В случае необходимости после сварки деталей осуществляют операцию механической чистки, эта чистка позволяет удалить любой оставшийся след проникающего сварочного флюса.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
- фиг.1 изображает дуговую сварку TIG в соответствии с известным уровнем техники;
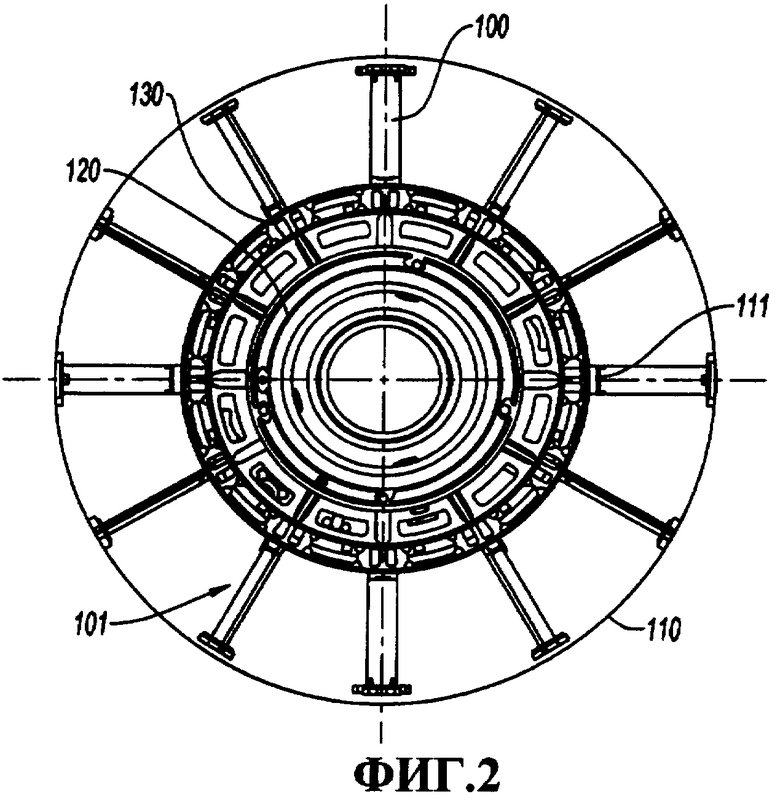
- фиг.2 изображает вид сзади промежуточного картера турбореактивного двигателя;
- фиг.3 изображает вид в аксонометрии части радиального лонжерона промежуточного картера турбореактивного двигателя;
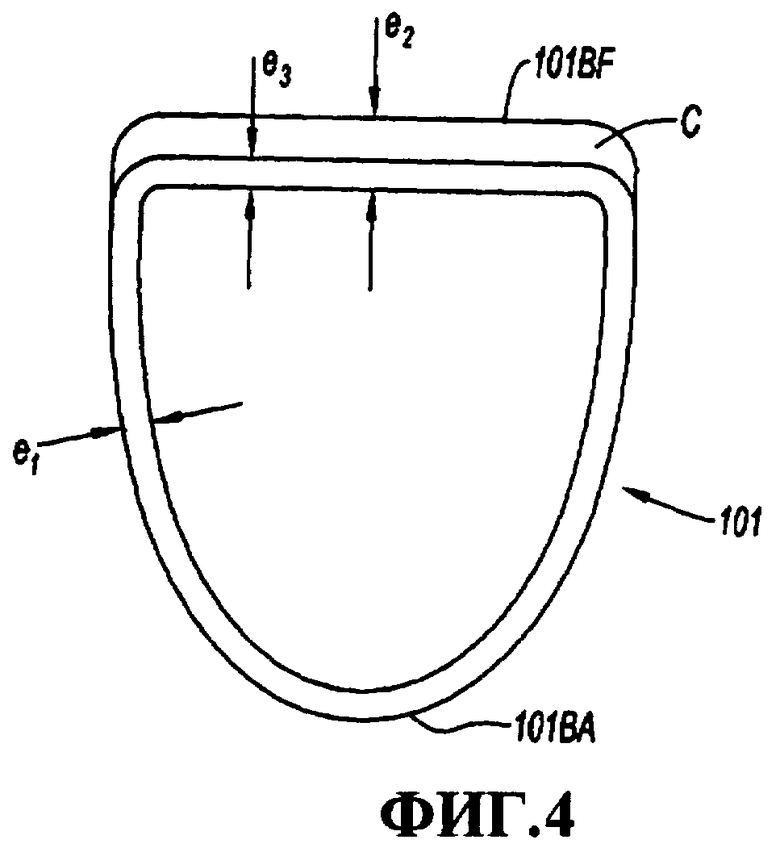
- фиг.4 изображает лонжерон по фиг.3 в разрезе по линии 4-4;
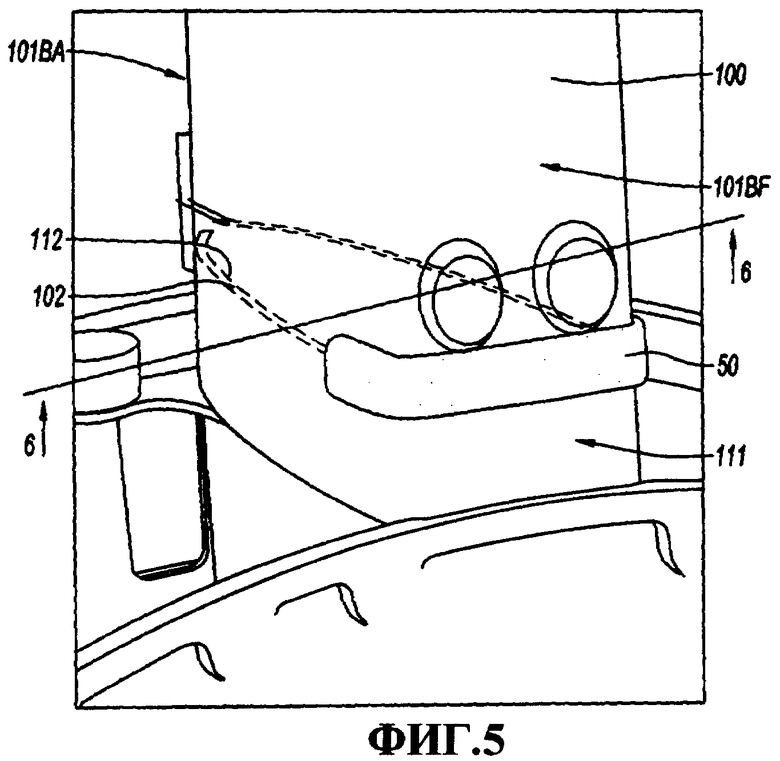
- фиг.5 изображает вид в аксонометрии радиального лонжерона, подготовленного для сварки по изобретению, при этом лонжерон покрыт проникающим сварочным флюсом на части с припуском; и
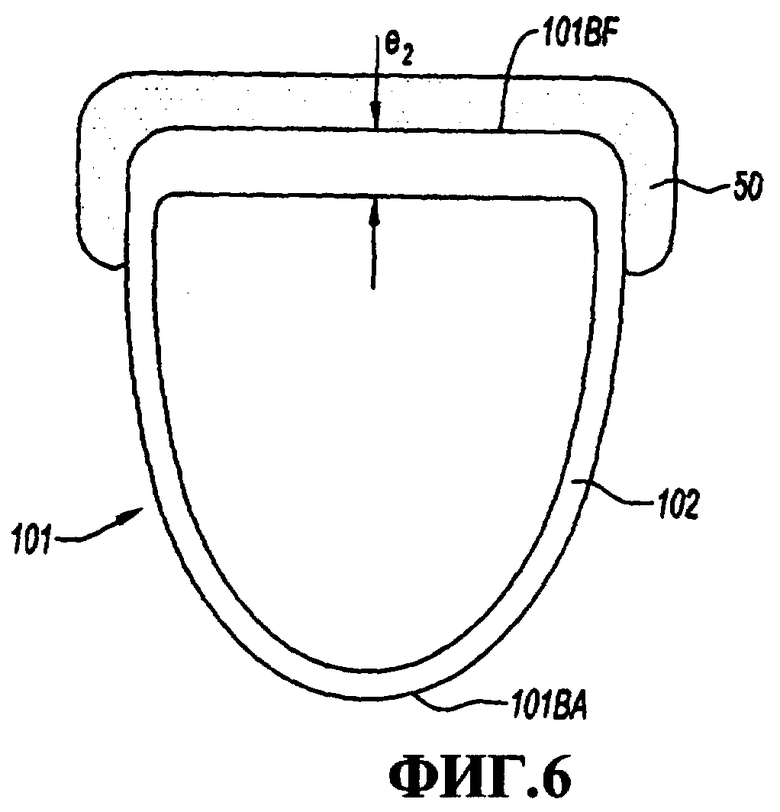
- фиг.6 изображает лонжерон по фиг.5 в разрезе по линии 6-6;
- фиг.7 изображает сварку лонжерона по фиг.5 с помощью сварочной горелки согласно изобретению.
Изобретение касается, в частности, сварки радиальных лонжеронов в промежуточном картере двухконтурного газотурбинного двигателя. Фиг.2 изображает промежуточный картер c внешним кожухом 120, межконтурный картерный элемент 130 - то есть картерный элемент между первичным потоком и вторичным потоком - и ступицу 110, выполненную из сплава на основе титана. Соединительные радиальные лонжероны 100 связывают различные элементы картера между собой. В процессе изготовления сборка этой сложной детали включает сварку радиальных лонжеронов 100 с элементами картера 110 и 120.
Изобретение представлено ниже с более подробным описанием сварки внутреннего конца 101 соединительного лонжерона 100 с элементом 111, жестко соединенным с внешним кожухом 120.
На фиг.3 и 4 соединительный радиальный лонжерон 100 выполнен в виде полой детали, удлиненной в радиальном направлении, с аэродинамическим профилем, имеющим скругленное ребро атаки 101ВА, и плоской спинкой 101BF, перпендикулярной направлению потока воздуха к выходу. Толщина лонжерона 100 не является постоянной вдоль его периферии, и изменяется от 2,5 мм до 7 мм. Толщина е1 сбоку меньше и является максимальной е2 в спинке 101BF. Поперечная поверхность на радиальном конце 101 лонжерона 100 обозначена сварочным сечением 102. Размещенный радиально соединительный лонжерон 100 находится в положении сварки с элементом 111, жестко соединенным с внешним кожухом 120, при этом сварочное сечение 102 соединительного лонжерона 100 базируется на сварочной поверхности 112, определяемой на элементе 111.
На фиг.3 и 4 представлен известный уровень техники. Он заключается в выполнении фаски С в стенке спинки 101BF таким образом, чтобы толщина е3 в месте сварки была уменьшена. е3 практически равно е1. Такая техника позволяет получить сварку хорошего качества, так как условия остаются одинаковыми вдоль всей линии сварки. После сварки зону механической обработки следует заполнить для восстановления аэродинамического профиля. Понятно, однако, что, в общем, операция является сложной и длительной.
На фиг.5 и 6 изображены те же детали, но подготовленные в соответствии с изобретением. Вместо механической обработки на толстую зону лонжерона, которая практически соответствует зоне механической обработки в известном уровне техники, накладывают проникающий сварочный флюс. Эта зона размещена по ширине спинки 101BF и заходит на боковые стенки. Проникающий сварочный флюс образует утолщение 50.
Для размещения флюса лонжерон помещают на элемент 111 и внешнюю поверхность закрывают маской в месте меньшей толщины.
Затем проникающий сварочный флюс 50 накладывают с помощью аэрозоля или кисти сверху на внешнюю поверхность между соединительным лонжероном 100 и элементом 111.
Такой проникающий сварочный флюс 50 известен специалистам под коммерческим названием ELI TITANIUM.
После нанесения флюса 50 на лонжерон 100 маску убирают.
Как изображено на фиг.7, сварочную горелку TIG 60 подводят к зоне сварки, то есть к стыку лонжерона 100 и элемента 111. Электрическая дуга 61 возникает между сварочной горелкой 60 и внешней поверхностью конструкции.
Когда между сварочной горелкой 60 и тонкой частью соединительного лонжерона, не имеющего проникающего сварочного флюса 50, возникает электрическая дуга 61, тепло, выделяемое дугой 61, проникает на несколько миллиметров. Мощность подбирается для ограничения деформаций.
Когда электрическая дуга 61 формируется между сварочной горелкой 60 и толстой частью соединительного лонжерона 100, покрытой проникающим сварочным флюсом 50, тепло, выделяемое дугой 61, проникает вглубь под действием проникающего флюса 50 и его частиц 62, как изображено на фиг.7. Свариваемая толщина увеличивается по сравнению с тонкой частью, лишенной проникающего сварочного флюса 50.
Концентрация тепла компенсирует увеличение локальной толщины, что гарантирует однородную сварку соединительного лонжерона 100 с элементом кожуха. Однородность сварки уменьшает риск разрыва соединения на уровне сварочного стыка.
Проход сварочной горелки 60 по лонжерону выполняется непрерывно. Сварочная горелка TIG перемещается с первой скоростью в покрытой зоне и со второй скоростью в зоне, лишенной проникающего сварочного флюса, при этом первая и вторая скорости являются постоянными.
Скорость перемещения сварочной горелки 60 отслеживают для того, чтобы ее уменьшить при приближении электрической дуги 61 к переходу (Т) между толстой частью и тонкой частью сварочного сечения для локального увеличения поверхностной энергии в переходной зоне (Т), как изображено на фиг.7.
Сварочная горелка 60 управляется автоматически, что уменьшает время сварки и облегчает воспроизводимость сварки на каждом из соединительных лонжеронов 100.
По окончании операции сварки TIG осуществляют операцию отделочной обработки, позволяющую отполировать деталь, заполняя, в случае необходимости, появившиеся полости. Такая операция отделочной обработки не требует предварительной очистки деталей 100, 111. Остатки флюса 50, сгоревшие или нет в процессе сварки, убираются механической очисткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ И НАПЛАВКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ СПОСОБОМ ДУГОВОЙ СВАРКИ МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА С ИМПУЛЬСНЫМ ТОКОМ И ИМПУЛЬСНОЙ ПОДАЧЕЙ ПРОВОЛОКИ | 2012 |
|
RU2627088C2 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ С ГАЗОДИНАМИЧЕСКИМ УДАЛЕНИЕМ СЛОЯ ЗАГРЯЗНЕНИЙ ИЗ ЗОНЫ СВАРКИ | 2006 |
|
RU2332285C2 |
| СИСТЕМА СВАРКИ, СОДЕРЖАЩАЯ СИСТЕМУ ИНДУКЦИОННОГО НАГРЕВА, СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА И СПОСОБ НАГРЕВА ОБРАБАТЫВАЕМОЙ СВАРКОЙ ИЛИ РЕЗАНИЕМ ДЕТАЛИ | 2011 |
|
RU2545974C2 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| УСТРОЙСТВО ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ | 2010 |
|
RU2548545C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |

Способ предназначен для сварки двух металлических деталей и может найти применение при изготовлении сварных разнотолщинных деталей. Металлические детали размещают друг напротив друга в сварочное положение. По меньшей мере, одна из деталей имеет зону припуска вдоль поверхности сварки. Перед операцией сварки TIG локально накладывают проникающий сварочный флюс на упомянутую зону припуска металлической детали. Осуществляют сварку TIG свариваемых поверхностей металлических деталей с помощью сварочной горелки TIG. В результате получают качественное сварное соединение. 5 з.п. ф-лы, 7 ил.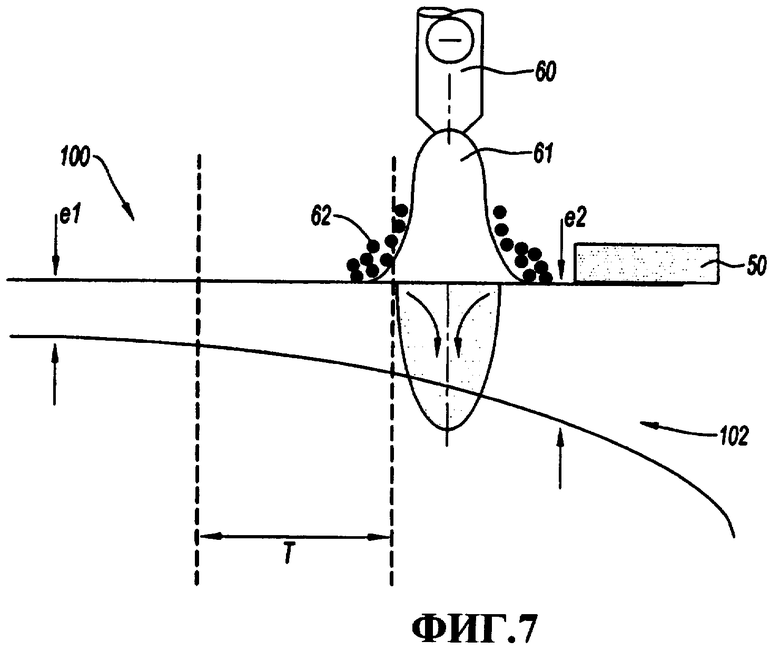
1. Способ сварки двух металлических деталей, в котором металлические детали размещают напротив друг друга в сварочное положение, при этом детали находятся соответственно в поверхностном контакте своими свариваемыми поверхностями, причем, по меньшей мере, одна из деталей имеет, по меньшей мере, одну зону припуска вдоль поверхности сварки, и осуществляют сварку TIG свариваемых поверхностей (v) металлических деталей с помощью сварочной горелки TIG, отличающийся тем, что перед операцией сварки TIG локально накладывают проникающий сварочный флюс на упомянутую зону припуска металлической детали.
2. Способ по п.1, в котором сварочная горелка TIG в процессе сварки TIG работает при постоянной мощности.
3. Способ по п.1, в котором на металлическую деталь накладывают маску, предназначенную для точного нанесения проникающего сварочного флюса на зону припуска металлической детали.
4. Способ по п.1, в котором сварочную горелку TIG перемещают с первой скоростью по покрытой зоне и со второй скоростью по зонам, свободным от проникающего сварочного флюса, при этом первая и вторая скорости постоянны.
5. Способ по п.4, в котором сварочную горелку TIG перемещают по переходной зоне между покрытой зоной и примыкающей зоной, свободной от проникающего сварочного флюса, со скоростью, отличающейся от упомянутых первой и второй скоростей.
6. Способ по п.1, в котором осуществляют операцию механической очистки сваренных деталей, при этом очистка позволяет удалить любой оставшийся след проникающего сварочного флюса.
| СПОСОБ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2003 |
|
RU2231431C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ДУГОВОЙ СВАРКЕ | 1988 |
|
RU1519021C |
| Способ соединения разнотолщинных металлических лент | 1972 |
|
SU471171A1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| JP 9262694 А, 07.10.1997 | |||
| JP 56004381 А, 17.01.1981. | |||

