Изобретение относится к производству графитированных углеродных конструкционных материалов и графитированных электродов для электрометаллургических печей. Измерение температуры керна печи графитации позволяет оптимизировать процесс, обеспечить своевременное отключение печи. Тем самым повышается качество графитированных материалов, увеличивается выход годных заготовок и снижается расход энергии на тонну графитированных материалов.
В настоящее время температуру керна печей графитации в области низких температур измеряют с помощью термопар (1). Термопара платино-платинородиевая (ППP20) устойчиво работает до температуры 1600°C. Для измерения температуры керна выше 1600°C в основном используется метод оптической пирометрии. Для этого в печь через боковую стену и слой теплоизоляции устанавливают специальную выполненную из графита (заготовка ⌀0170-200×1400 мм) температурную трубу таким образом, чтобы один ее конец входил в керн на 200-250 мм. В заготовке просверливают продольно оси два канала ⌀40 мм. Один из них является смотровым, а второй служит для продувки обоих азотом или сжатым воздухом для очистки каналов от конденсирующихся в них оксидов примесных зольных элементов. За температуру керна принимают измеренную оптическим пирометром температуру донышка смотрового канала температурной трубы.
Пирометрический метод измерения температуры керна печей графитации имеет ряд недостатков. В области температур выше 1800°C точность измерения невысока. В соответствии с паспортом на пирометр марки «Проминь», являющийся одним из лучших для промышленного применения, основная погрешность измерения в интервале температур 1800-3000°C составляет 150°C.
К недостаткам относится и то, что конструкционный графит, из которого выполнена температурная труба, является сравнительно дорогим материалом, а на изготовление трубы, причем одноразового использования, расходуется заготовка весом 75-76 кг.
Графит имеет высокую теплопроводность (при t=20°C λ=100 Вт/м°C, при t=2800°C λ=35 Вт/м°C), поэтому температурная труба захолаживает часть керна, где расположен ее конец. При продолжительных кампаниях графитации температурная труба часто перегорает в месте ее заделки в стене, и измерения температуры прекращаются, что недопустимо при проведении технологического процесса.
Кроме того, измерение температуры керна пирометром производится оператором, который находится непосредственно у печи графитации в условиях повышенной загазованности вредными газами, в том числе оксидами азота, углерода, серы, а при процессах химической очистки графита при графитации возможно присутствие хлор- и фторсодержащих газов, например хлористого водорода.
Целью предлагаемого решения является устранение вышеуказанных недостатков.
Поставленная цель достигается следующим образом, по предлагаемому способу измерения температуры керна печи графитации в интервале 1600-3000°C измеряют не непосредственно температуру керна, а температуру в одной или одновременно нескольких точках специального измерительного элемента. Температура горячего конца измерительного элемента в месте его контакта с керном определяется из номограммы зависимости T=f(l), построенной на основании расчетных данных, полученных при измерении в указанных точках измерительного элемента, температур и теплофизических свойств материала, из которого он выполнен. Измерительный элемент выполнен в виде однородного стержня постоянного сечения, изолированного по боковой поверхности, один конец которого находится в прямом контакте с керном печи графитации в месте, температуру которого нам предстоит измерить, а второй его конец поддерживается при постоянной температуре, например при 0°C.
Измерительный элемент рис.2 выполнен из конструкционного графита. Он не меняет своих свойств при многократном нагревании до температуры 2900°C. К тому же конструкционный графит хорошо обрабатывается.
Одним из главных условий при применении предлагаемого способа измерения температуры керна и измерительного элемента является обязательное теплоизолирование его по боковой поверхности для того, чтобы к нему не было дополнительного притока или оттока от него тепла в процессе измерения температуры керна печи графитации, а также поддержание холодного его конца при постоянной температуре, например при 0°C. В этом случае измерительный элемент - стержень длиной L и площадью поперечного сечения S является, по существу, частью бесконечной плоской стенки толщиной L. Решение уравнения теплопроводности для стационарного процесса теплопередачи по измерительному элементу, имеющему на концах температуры T0 и T, имеет вид:

где λ - усредненный коэффициент теплопроводности материала измерительного элемента в интервале температур T0-T ккал/м°C час.
Для материала измерительного элемента с известной зависимостью λ=f(t), в частности для конкретной марки конструкционного графита, легко рассчитать распределение температуры по длине измерительного элемента для любого значения температуры его горячего конца Tгор. Исходим из условия равенства теплового потока Q как в целом по стержню, так и по любой его части Δli, имеющей по концам постоянную разность температур Δt=ti+1-ti=const, можно записать при Т=0°C:
Для каждой температуры горячего конца измерительного элемента T2 расчет сводится к определению отрезков Δli, которые в сумме составляют длину измерительного элемента  при разбивке всего интервала 0°C-Т2°C на n равных частей Δti. Усредненный коэффициент теплопроводности для конкретного интервала 0°C-Т2°C
при разбивке всего интервала 0°C-Т2°C на n равных частей Δti. Усредненный коэффициент теплопроводности для конкретного интервала 0°C-Т2°C
Таким образом, расчетный путь определения температуры горячего конца измерительного элемента, т.е. температуры керна печи графитации, заключается в том, что предварительно для измерительного элемента заданной длины Lст проводят расчеты по изложенной выше методике с учетом известных теплофизических свойств материала измерительного элемента и получают зависимости T2i=f(lст) для различных температур его горячего конца. Строят кривые T2i=f(lст).
Определение температуры горячего конца измерительного элемента, т.е. контакта его с керном при установке в печь графитации, сводится к измерению температуры в одной или нескольких фиксированных по длине измерительного элемента точках и отысканию на номограмме, которой принадлежат измеренные температуры. А значение температуры Tгор=f(Lст) на этой зависимости будет температурой керна печи графитации на момент измерения температуры в фиксированных точках измерительного элемента.
Пример конкретного выполнения.
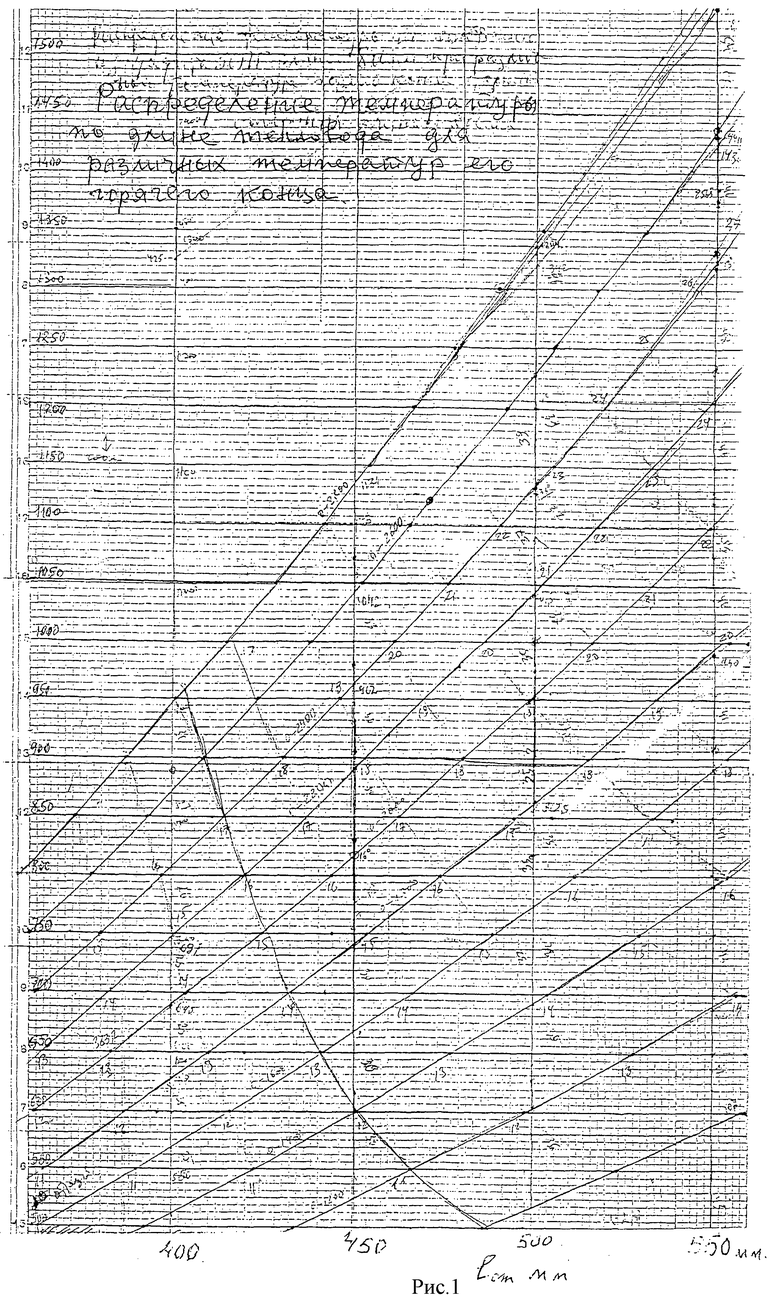
Для измерительного элемента в виде цилиндрического стержня диаметром 40 мм и длиной 800 мм, выполненного из графита марки ЗОПГ, по изложенной методике проведены расчеты зависимостей T2=f(l) в интервале температур горячего конца 1600-2800°C через каждые 200°C. Использовались данные по коэффициенту теплопроводности для графита ЗОПГ в этом интервале температур. Полученные зависимости для участка измерительного элемента по длине от 400 мм до 550 мм приведены на рис.1. Каждая зависимость помечена, для какого интервала температур она построена.
Одновременно измерена температура в двух точках измерительного элемента на расстояниях l1=500 мм и l2=550 мм от холодного конца t1(500)=1000°C и t2(550)=1160°C. Уравнение прямой, проходящей через эти точки, т.е. секущей по отношению к зависимости t=f(l), на которой лежат эти точки, имеет вид:

Отсюда значение температуры на пересечении этой прямой с прямой l=800 мм будет:

Эта температура будет меньше, чем в точке пересечения зависимости t=f(l), на которой лежат измеренные нами в точках измерительного элемента l1=500 мм и l2=550 мм, на величину t(800)-t'(800)=Δt'.
Из приведенной на рис.1 номограммы определено, что при изменении от 1500°C до 2700°C:

Отсюда имеем:
t(800)=1960·(1+0,00742)=2105,4°C.
Пример по прототипу.
В процессе проведения кампании графитации термопара XA, заделанная в элементе на расстоянии 500 мм от холодного конца, показала температуру tизм=1000°C. Ближние расчетные кривые соответствуют температурам горячего конца T1=2000°C и Т2=2200°C, причем в сечении l=500 мм этим кривым соответствуют t1=952°C и t2=1041°C. Из подобия отрезков в сечении l=500 мм и L=800 мм имеем:
Отсюда температура горячего конца для зависимости, которой принадлежит измеренная температура tизм, определяется:

Таким образом, температура керна печи графитации при измеренной температуре t(500)=1000°С составляет 2108°С.
Значение t(800), полученное в первом примере, очень близко значению t(800), полученному во втором примере, для одной и той же зависимости t=f(l).
Таким образом, предлагаемый способ измерения температуры керна печей графитации является более удобным и более экономичным и с меньшей ошибкой при измерении, чем пирометрический. Его точность соответствует точности измерения термопарой температуры в выбранной точке измерительного элемента. Немаловажно и то, что этот метод позволяет проводить измерения дистанционно, не находясь вблизи печей графитации в условиях загазованности вредными газами. Измерительный элемент тщательно изолирован, поэтому не подвергается окислению в процессе проведения кампаний графитации. Его размеры значительно меньше графитовых труб, поэтому в изготовлении он дешевле.
Источники информации
1. В.П.Соседов, Е.Ф.Чалых. Графитация углеродных материалов. М.: Металлургия, 1987, с.84-86.
2. Свойства конструкционных материалов на основе углерода. Справочник. М.: Металлургия, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ КЕРНА ПЕЧИ ГРАФИТАЦИИ | 2014 |
|
RU2608572C2 |
| Способ определения температуры керна печи графитации | 2018 |
|
RU2704558C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЕСТЕСТВЕННОГО ГРАФИТА ВЫСОКОЙ ЧИСТОТЫ | 2016 |
|
RU2612713C1 |
| СПОСОБ ПАКЕТИРОВКИ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК МЕЛКОЗЕРНИСТОГО ГРАФИТА ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПРИ ГРАФИТАЦИИ | 2014 |
|
RU2568493C1 |
| СПОСОБ ОБЖИГА КРУПНОГАБАРИТНЫХ ЗАГОТОВОК МЕЛКОЗЕРНИСТОГО ГРАФИТА ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2014 |
|
RU2559966C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГРАФИТАЦИИ УГЛЕРОДНЫХ ЗАГОТОВОК | 1995 |
|
RU2140392C1 |
| Способ управления процессом графитации | 1986 |
|
SU1395587A1 |
| Способ установки токопроводов электрической печи сопротивления для графитации углеродных изделий | 1990 |
|
SU1753221A1 |
| Способ укладки электроднных цилиндрических заготовок в печи графитации | 1985 |
|
SU1350110A1 |
| Способ укладки углеродистых заготовок в печи графитации | 1990 |
|
SU1765115A1 |
Изобретение относится к измерительной технике и может быть использовано при производстве графитированных углеродных конструкционных материалов и графитированных электродов для электрометаллургических печей. Заявлен способ определения температуры керна печи графитации в интервале 1600-3000°C, согласно которому измеряют температуру в одной или одновременно в нескольких точках по длине измерительного элемента, выполненного в виде однородного цилиндрического стержня постоянного сечения, один конец которого поддерживается при постоянной температуре 0°C, а второй находится в прямом контакте с керном печи графитации. Температуру стержня в точке контакта с керном определяют расчетным путем на основе измеренных температур и данных из номограммы зависимости распределения температуры по длине стержня T=f(l), где Т - температура, а l - длина, предварительно рассчитанной при различных температурах горячего конца измерительного элемента в интервале 1600-3000°C на основе теплофизических свойств материала, из которого он выполнен. Технический результат: повышение точности получаемых данных. 1 з.п. ф-лы, 2 ил.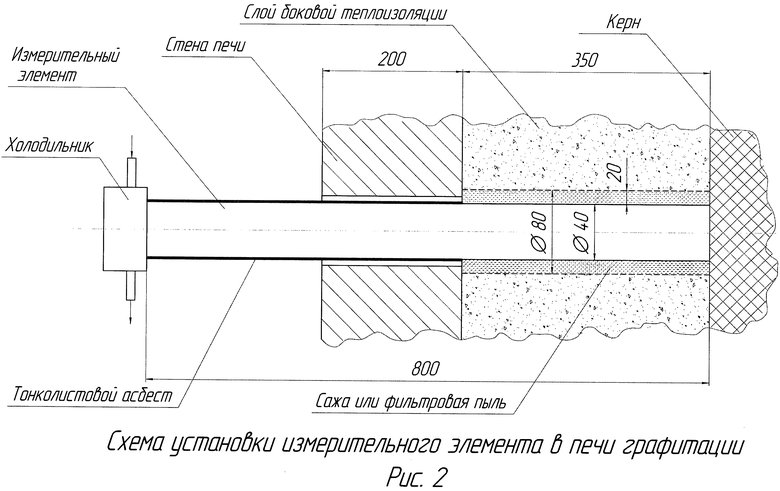
1. Способ определения температуры керна печи графитации в интервале 1600-3000°C, отличающийся тем, что измеряют температуру в одной или одновременно в нескольких точках по длине измерительного элемента, выполненного в виде однородного цилиндрического стержня постоянного сечения, один конец которого поддерживается при постоянной температуре 0°C, а второй находится в прямом контакте с керном печи графитации, а температуру стержня в точке контакта с керном определяют расчетным путем на основе измеренных температур и данных из номограммы зависимости распределения температуры по длине стержня T=f(l), где Т - температура, а l - длина, предварительно рассчитанная при различных температурах горячего конца измерительного элемента в интервале 1600-3000°C на основе теплофизических свойств материала, из которого он выполнен.
2. Способ по п.1, отличающийся тем, что он выполнен из конструкционного графита.
| Способ приготовления смеси для цементации изделий без применения центрированных коробок | 1928 |
|
SU23422A1 |
| Шарнирная установка поворотных полуосей самодвижущихся и других экипажей | 1926 |
|
SU25052A1 |
| Дилатометрический термометр | 1984 |
|
SU1236328A1 |
| JP 4748380 B2, 22.12.2004. | |||

