Изобретение относится к области обработки материалов давлением, а более конкретно к способу изготовления металлополимерного или биполимерного изделия.
Предлагаемое изобретение может быть использовано для изготовления, по меньшей мере, двухслойных плоских декоративных изделий, например, эмблем, значков и тому подобного, а также для изготовления, по меньшей мере, двухслойных укупорочных колпачков, имеющих разную высоту. Например, для изготовления высокого укупорочного колпачка, когда высота колпачка больше его диаметра, низкого укупорочного колпачка, когда высота колпачка меньше его диаметра, и плоского укупорочного колпачка (или плоской крышки), когда высота колпачка (крышки) минимальна.
Известен способ изготовления металлополимерной укупорочной крышки для жестяной банки (SU 1634593). Данный способ осуществляют за несколько технологических стадий, заключающихся в том, что на жестяной листовой материал контактным методом с помощью валов литографической машины наносят уплотнительную полимерную пасту с заданным расположением оттисков. Лист с уплотнительной полимерной пастой подсушивают в горизонтальной сушильной печи. После подсушивания листовой материал сначала раскраивают и образуют заготовку основы изделия, а затем осуществляют штамповку заготовки основы изделия и изготовление готового изделия с требуемой геометрией расположения уплотнительной пасты.
Так как указанный способ осуществляют за несколько технологических стадий, то требуются перемещения листового материала с уплотнительной полимерной пастой для осуществления различных этапов данного способа. Это усложняет и удорожает данный способ. При этом даже наличие этапа подсушивания не обеспечивает надежных укупорочных свойств готовому изделию из-за плохой адгезии уплотнительной полимерной пасты к внутренней поверхности этой основы.
Известен способ изготовления металлополимерного укупорочного колпачка (заявка Франции №2762304), содержащего металлическую основу изделия, на внутренней поверхности боковой стенки которой зафиксирован внутренний полимерный слой, представляющий собой полимерную втулку. Указанный колпачок предназначен для укупорки бутылок с напитками. Данный способ осуществляют за несколько технологических стадий, заключающихся в том, что сначала с использованием, например, штамповки раздельно изготавливают заготовку металлической основы изделия и полимерную втулку. Размещают в заготовке основы изделия предварительно изготовленную полимерную втулку, а затем путем термообработки под давлением создают сцепление указанной втулки и заготовки основы изделия для фиксации указанной втулки. После чего осуществляют обработку полученного изделия для придания ему заданной формы.
Так как указанный способ осуществляют за несколько технологических стадий, то, как и в описанном выше способе, требуются различные перемещения частей готового изделия от одного оборудования к другому для осуществления различных этапов данного способа. Это усложняет и удорожает данный способ. Кроме того, так как заготовку металлической основы изделия и полимерную втулку изготавливают раздельно, а затем осуществляют фиксацию втулки на внутренней поверхности заготовки основы изделия, происходит недостаточно качественное сцепление указанной втулки и заготовки основы изделия.
Известен способ изготовления металлополимерного или биполимерного изделия (RU 2384409), включающий предварительное изготовление заготовки основы изделия из металла или полимерного материала, размещение заготовки основы изделия в матрице, имеющей внутреннюю поверхность, соответствующую конфигурации наружной поверхности готового изделия, и изготовление готового изделия, которое осуществляют за одну технологическую стадию, включающую одновременное изготовление основы изделия, формирование, размещение и фиксацию внутреннего полимерного элемента и образование готового изделия. При этом изготовление готового изделия осуществляют за одну технологическую стадию, при которой внутренний полимерный элемент образуют одновременно с его размещением в заготовке основы изделия. Для чего заготовку помещают в матрицу, вводят в нее пуансон с образованием между поверхностью пуансона и внутренней поверхностью заготовки зазора, конфигурация и толщина которого приспособлены для формирования и фиксации в заготовке заданного внутреннего полимерного элемента. Подают в образованный зазор расплав полимера под давлением, обеспечивающим формирующее усилие полимера и осуществление одновременного обжатия указанной заготовки в матрице до формирования основы изделия. При этом одновременно образуют внутренний полимерный элемент и осуществляют его фиксацию в сформированной основе изделия.
Так как указанный способ осуществляют за одну технологическую стадию, упрощается технология получения готового изделия и улучшается качество сцепления внутреннего полимерного элемента и основы изделия. Кроме того, появляется возможность формирования готового изделия с внутренним пластиковым элементом различной конфигурации.
Однако указанный способ имеет ограниченное применение, так как для его осуществления требуется использование литьевых машин высокого давления, которые имеют цикличный характер изготовления готового изделия, что увеличивает его стоимость. А использование литьевых машин ограничивает возможность использования различных полимеров для изготовления металлополимерного и биполимерного изделий, например, использование литьевых машин исключает возможность использования термореактивных пластмасс на основе фенолоформальдегидных смол, полиэфирных смол, эпоксидных смол, мочевино-формальдегидных смол.
В основу настоящего изобретения поставлена задача создать способ изготовления металлополимерного или биполимерного изделия с такой единой технологической стадией получения готового изделия, которая позволила бы еще более упростить технологию получения готового изделия и обеспечила возможность формирования готового изделия из различных полимеров с внутренним полимерным элементом различной конфигурации при непрерывном процессе производства, что значительно удешевило процесс производства готовых изделий.
Эта задача решена созданием способа изготовления металлополимерного или биполимерного изделия, включающего предварительное изготовление заготовки основы изделия из металла или полимерного материала, размещение заготовки основы изделия в матрице, имеющей внутреннюю поверхность, соответствующую конфигурации наружной поверхности готового изделия, и изготовление готового изделия, которое осуществляют за одну технологическую стадию, включающую одновременное изготовление основы изделия, формирование, размещение и фиксацию внутреннего полимерного элемента на основе изделия и образование готового изделия, при этом, согласно изобретению, на внутренней поверхности заготовки основы изделия размещают размягченный полимерный материал, объем которого, по меньшей мере, соответствует объему внутреннего полимерного элемента заданной толщины и конфигурации, вводят в матрицу пуансон и образуют между внутренней поверхностью заготовки основы изделия и наружной поверхностью пуансона замкнутое пространство, заполненное воздушной средой, образуют, по меньшей мере, один канал для вывода воздушной среды из замкнутого пространства, исключающий выпуск размягченного полимерного материала, осуществляют движение пуансона внутрь замкнутого пространства, в процессе которого одновременно изменяют объем замкнутого пространства, из которого выпускают воздушную среду, создают давление пуансона на размягченный полимерный материал, достаточное для распределения этого материала по замкнутому объему, заполняют замкнутый объем размягченным полимерным материалом, из которого формируют внутренний полимерный элемент заданной толщины и конфигурации, который размещают на внутренней поверхности указанной заготовки основы изделия, преобразуют давление пуансона в формирующее усилие внутреннего полимерного элемента на внутреннюю поверхность заготовки основы изделия и осуществляют расширение заготовки основы изделия и ее обжатие в матрице до формирования основы готового изделия, на внутренней поверхности которой фиксируют внутренний полимерный элемент и образуют готовое изделие.
Использование предлагаемого изобретения позволяет за одну технологическую стадию изготовить внутренний полимерный элемент любой заданной конфигурации, разместить его в металлической или полимерной основе изделия, сформировать заданную форму готового изделия и осуществить надежную фиксацию внутреннего полимерного элемента в основе готового изделия, что значительно снижает себестоимость этого изделия.
Кроме того, использование предлагаемого способа позволяет организовать производство готового изделия на ротационных машинах, которые отличаются большой производительностью и непрерывным процессом производства готовых изделий, что значительно удешевляет их производство. При этом использование ротационных машин для изготовления готовых изделий обеспечивает возможность использования для их изготовления различных полимеров, в том числе термореактивных пластмасс на основе фенолоформальдегидных смол, полиэфирных смол, эпоксидных смол, мочевино-формальдегидных смол, что, в свою очередь, позволяет производить термостойкие металлополимерные и биполимерные изделия.
Целесообразно матрицу и/или пуансон в процессе движения пуансона внутрь замкнутого объема охлаждать водной средой.
Желательно размягченный полимерный материал размещать на внутренней поверхности заготовки основы в виде капли, нагретой до сметанообразного или пластилинообразного состояния.
Предпочтительно в качестве канала для вывода воздушной среды, исключающего выпуск указанного размягченного полимерного материала, использовать зазор, образованный противолежащими участками боковых стенок матрицы и пуансона за пределами указанного замкнутого пространства.
Полезно в качестве заготовки основы полимерного или металлополимерного изделия использовать заготовку основы укупорочного колпачка для бутылки.
Благоприятно в качестве заготовки основы полимерного или металлополимерного изделия использовать заготовку основы плоского изделия.
Возможно одновременно с формированием основы плоского изделия, формированием, размещением и фиксацией внутреннего полимерного элемента на указанной основе плоского изделия обрезать и уплотнять кромки по контуру готового плоского изделия.
Целесообразно на внутренней поверхности боковой и/или торцевой стенок матрицы выполнять первый заданный рельеф и при формировании основы изделия на наружной поверхности боковой и/или торцевой стенок основы изделия образовывать первый готовый рельеф, тождественный по конфигурации и размеру указанному первому заданному рельефу.
Желательно на внутренней поверхности боковой и/или торцевой стенок матрицы выполнять второй заданный рельеф, содержащий, по меньшей мере, один участок, который при формировании основы готового изделия обеспечивает деформацию ее материала, превышающую предел текучести этого материала, и образование на ее боковой и/или торцевой стенках, по меньшей мере, одной сквозной прорези, через которую второй заданный рельеф заполняют размягченным полимерным материалом и образуют второй готовый рельеф, тождественный по конфигурации и размеру указанному второму заданному рельефу и составляющий единое целое с внутренним полимерным элементом.
Возможно на поверхности пуансона выполнять третий заданный рельеф и при формировании внутреннего полимерного элемента на его внутренней поверхности образовывать третий рельеф, тождественный по конфигурации и размеру третьему заданному рельефу.
Для лучшего понимания изобретения ниже приведены конкретные примеры его выполнения со ссылками на прилагаемые чертежи, на которых,
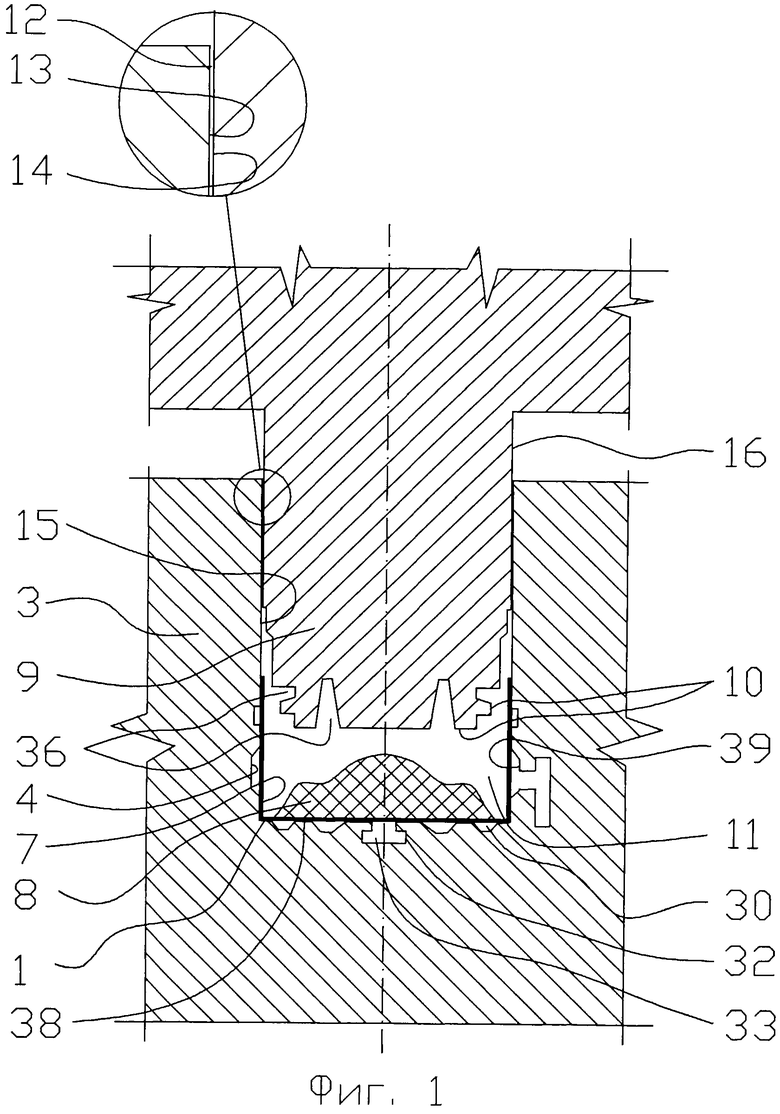
фиг.1 схематично изображает исходное положение средства для осуществления предлагаемого способа изготовления низкого металлополимерного или биполимерного укупорочного колпачка для бутылки после подачи размягченного полимерного материала, согласно изобретению, продольный разрез с выделенным местом в увеличенном масштабе;
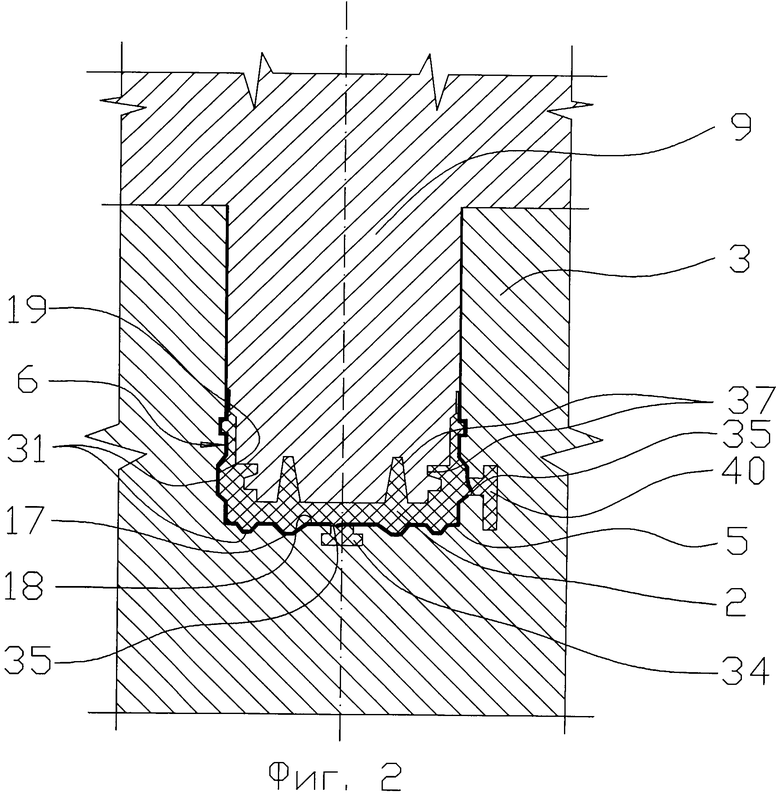
фиг.2 схематично изображает положение средства для реализации способа изготовления низкого металлополимерного или биполимерного укупорочного колпачка для бутылки после изготовления готового изделия, согласно изобретению, продольный разрез;
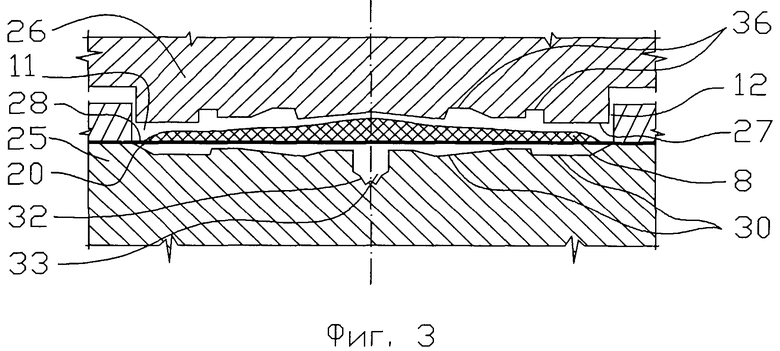
фиг.3 схематично изображает исходное положение средства для осуществления предлагаемого способа изготовления плоского декоративного металлополимерного или биполимерного изделия после подачи размягченного полимерного материала, согласно изобретению, продольный разрез;
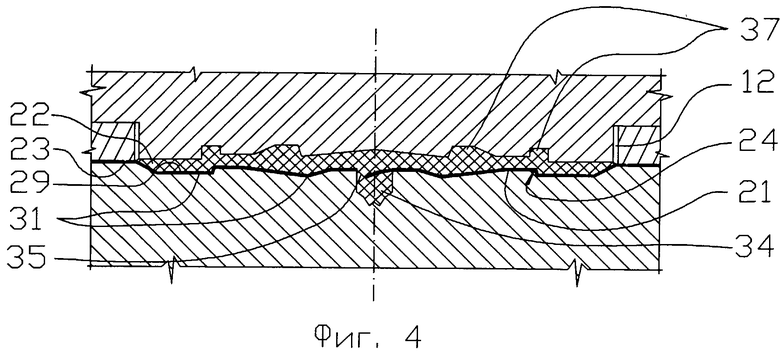
фиг.4 схематично изображает положение средства для реализации способа изготовления плоского декоративного металлополимерного или биполимерного изделия после изготовления готового изделия, согласно изобретению, продольный разрез;
фиг.5 схематично изображает готовый металлополимерный или биполимерный укупорочный колпачок для бутылки, согласно изобретению, продольный разрез;
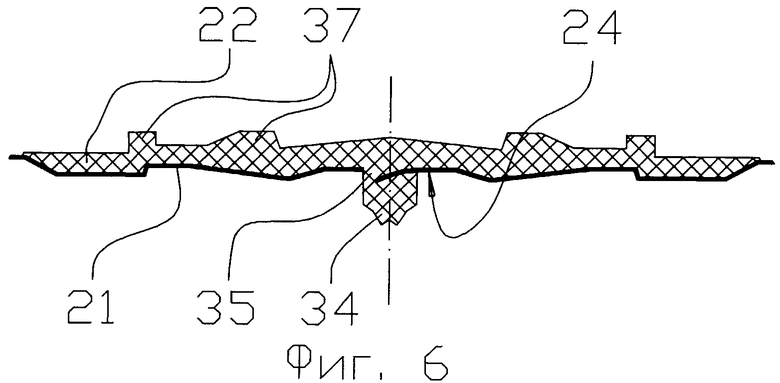
фиг.6 схематично изображает готовое металлополимерное или биполимерное плоское декоративное изделие, согласно изобретению, продольный разрез.
Как было указано выше, предлагаемый способ касается изготовления, по меньшей мере, двухслойных плоских декоративных изделий, например, эмблем, значков и тому подобного, а также для изготовления, по меньшей мере, двухслойных укупорочных колпачков, имеющих разную высоту. Например, для изготовления высокого укупорочного колпачка, когда высота колпачка больше его диаметра, низкого укупорочного колпачка, когда высота колпачка меньше его диаметра, и плоского укупорочного колпачка (или плоской крышки), когда высота колпачка (крышки) минимальна.
Рассмотрим вариант осуществления предлагаемого способа, предназначенного для изготовления низкого металлополимерного или биполимерного укупорочного колпачка для бутылки.
Предлагаемый способ предусматривает использование в качестве заготовки основы полимерного или металлополимерного изделия заготовки 1 (фиг.1) основы укупорочного колпачка для бутылки.
Изобретение предусматривает возможность изготовления заготовки 1 основы укупорочного колпачка, например, из металлосодержащего материала или нескольких слоев разных металлосодержащих материалов, или из композиционного материала на основе металлосодержащего и полимерного материала.
Также предлагаемый способ пригоден для изготовления укупорочного колпачка, заготовка 1 основы которого выполнена только из жесткого полимерного материала, например, поликарбоната, способного деформироваться без разрушения, в том числе при передаче тепла от размягченного полимерного материала, используемого при изготовлении внутреннего полимерного элемента 2 укупорочного колпачка.
При этом заготовка 1 основы укупорочного колпачка может быть выполнена, например, из поликарбоната, а его внутренний элемент 2 может быть выполнен из полимера иного типа, например, линейного полиэтилена.
Изготовление заготовки 1 основы укупорочного колпачка может быть осуществлено любыми известными в настоящее время методами, например, штамповкой или прокаткой.
Предварительно выполненную заготовку 1 основы укупорочного колпачка размещают в матрице 3, имеющей внутреннюю поверхность 4, соответствующую конфигурации наружной поверхности 5 готового укупорочного колпачка 6.
На внутренней поверхности 7 заготовки 1 основы укупорочного колпачка размещают размягченный полимерный материал 8, объем которого, по меньшей мере, соответствует объему внутреннего полимерного элемента 2 заданной толщины и конфигурации. Размягченный полимерный материал 8 размещают на внутренней поверхности 7 заготовки 1 основы, например, в виде капли, нагретой до пастообразного, преимущественно, сметанообразного или пластилинообразного состояния. Нагревание полимерного материала 8 до конкретного состояния зависит от сложности заданной конфигурации внутренней и наружной поверхностей готового укупорочного колпачка 6. Чем сложнее и тоньше заданные рельефы на указанных поверхностях, тем до более мягкого состояния требуется нагревать указанный полимерный материал 8.
В качестве полимерного материала 8 возможно использование, например, термореактивных пластмасс на основе фенолоформальдегидных смол, полиэфирных смол, эпоксидных смол, мочевино-формальдегидных смол. Возможно использование термопластичных пластмасс, например, на основе полиолефинов, поливинилхлорида, полистирола.
Само собой разумеется, что при осуществлении предлагаемого способа для изготовления укупорочных изделий для пищевой промышленности возможно применение только тех полимерных материалов, которые имеют разрешение на использование в этой промышленности.
Вводят в матрицу 3 пуансон 9 и образуют между внутренней поверхностью 7 заготовки 1 основы укупорочного колпачка и наружной поверхностью 10 пуансона 9 замкнутое пространство 11, заполненное воздушной средой.
Образуют, по меньшей мере, один канал 12 для вывода воздушной среды из замкнутого пространства 11, выполненный с исключением возможности выпуска через этот канал 12 размягченного полимерного материала 8.
Этот канал 12 может быть выполнен любой известной конструкции, пригодной для указанных целей. Например, согласно изобретению, в качестве канала 12 для вывода воздушной среды, исключающего выпуск указанного размягченного полимерного материала 8, используют зазор, образованный противолежащими участками 13, 14 боковых стенок 15, 16 соответственно матрицы 3 и пуансона 4 за пределами указанного замкнутого пространства 11. Указанные противолежащие участки 13, 14 преимущественно выполняют цилиндрической формы.
Осуществляют движение пуансона 4 внутрь замкнутого пространства 11, в процессе которого одновременно изменяют объем замкнутого пространства 11, из которого с помощью канала 12 выпускают воздушную среду. По достижении пуансоном 9 капли полимерного материала 8 создают давление пуансона 9 на размягченный полимерный материал 8, достаточное для распределения этого материала по замкнутому пространству 11. Заполняют замкнутое пространство 11 этим материалом 8 и формируют из этого материала 8 внутренний полимерный элемент 2 заданной толщины и конфигурации. Размещают внутренний полимерный элемент 2 на внутренней поверхности 7 указанной заготовки 1 основы укупорочного колпачка, преобразуют давление пуансона 9 в формирующее усилие внутреннего полимерного элемента 2 на внутреннюю поверхность заготовки 1 основы укупорочного колпачка и осуществляют расширение заготовки 1 основы укупорочного колпачка и ее обжатие в матрице 3 до формирования основы 17 готового укупорочного колпачка, на внутренней поверхности 18, 19 которой фиксируют готовый внутренний полимерный элемент 2 и образуют готовый укупорочный колпачок 6.
Как было описано выше, предлагаемый способ также касается изготовления, по меньшей мере, двухслойных плоских декоративных изделий, например, эмблем, значков и тому подобного.
Предлагаемый способ изготовления металлополимерного или биполимерного плоского изделия осуществляют аналогично описанному выше способу изготовления металлополимерного или биполимерного укупорочного колпачка для бутылки.
При этом в качестве заготовки основы полимерного или металлополимерного изделия используют заготовку 20 основы плоского изделия.
Причем одновременно с формированием основы 21 готового плоского изделия, формированием, размещением и фиксацией внутреннего полимерного элемента 22 на указанной основе 21 плоского изделия обрезают и уплотняют кромки 23 по контуру готового плоского изделия 24.
Для изготовления готового плоского изделия 24 осуществляют все описанные выше операции, предназначенные для изготовления металлополимерного или биполимерного укупорочного колпачка 6 для бутылки.
В том числе вводят в матрицу 25 пуансон 26 и образуют между наружной поверхностью 27 пуансона 26 и внутренней поверхностью 27 заготовки 20 основы плоского изделия замкнутое пространство 11, заполненное воздушной средой.
При этом размягченный полимерный материал 8 размещают на внутренней поверхности 28 заготовки 20 основы, например, в виде расплывшейся капли, нагретой до пастообразного, преимущественно, сметанообразного или пластилинообразного состояния. А обжатие в матрице 25 осуществляют до формирования основы 21 готового плоского изделия, на внутренней поверхности 29 которой фиксируют готовый внутренний полимерный элемент 22 плоского изделия и образуют готовое плоское изделие 24.
Матрицу 3, 25 и пуансон 9, 26 или только матрицу 3, 25 или только пуансон 9, 26 в процессе движения пуансона 9, 26 внутрь замкнутого объема 11 охлаждают водной средой. Указанное охлаждение может быть осуществлено любым известным методом, например, внутри матрицы 3, 25 и/или пуансона 9, 26 могут быть выполнены каналы (на чертеже не показаны), в которые подают холодную воду. Это позволяет после формирования всех элементов готового изделия стабилизировать его внутренний элемент и быстро и легко извлечь это изделие из матрицы ротационной машины.
При этом изготовление готового укупорочного колпачка 6 или готового плоского изделия 24 осуществляют за одну технологическую стадию, включающую одновременное изготовление основы 17, 21, соответственно, готового укупорочного колпачка 6 или готового плоского изделия 24, формирование, размещение и фиксацию соответствующего внутреннего полимерного элемента 2, 22 на соответствующей основе 17, 21 готового укупорочного колпачка 6 или готового плоского изделия 24 и образование указанного готового изделия, что значительно снижает себестоимость этого изделия.
Кроме того, использование предлагаемого способа позволяет организовать производство готового изделия на ротационных машинах, которые отличаются большой производительностью и непрерывным процессом производства готовых изделий, что значительно удешевляет их производство.
При использовании предлагаемого, согласно изобретению, способа изготовления металлополимерного или биполимерного изделия возможно за одну технологическую стадию изготовить укупорочный колпачок 6 или плоское декоративное изделие 24, имеющие любую заданную форму. При этом готовое изделие может иметь любую заданную конфигурацию внутреннего полимерного элемента, который надежно зафиксирован на соответствующей основе, которая также может иметь любую заданную конфигурацию.
Для этого на внутренней поверхности боковой и/или торцевой стенок матрицы 3, 25 выполняют первый заданный рельеф 30 и при формировании основы 17, 21 готового изделия на наружной поверхности боковой и/или торцевой стенок основы 17, 21 готового изделия образуют первый готовый рельеф 31, тождественный по конфигурации и размеру указанному первому заданному рельефу 30. Причем на фиг.1 изображено, что при изготовлении укупорочного колпачка 6 первый заданный рельеф 30 выполняют на внутренней поверхности боковой и торцевой стенок матрицы 3, а на фиг.4 изображено, что при изготовлении плоского декоративного изделия 24 первый заданный рельеф 30 выполняют на внутренней поверхности только торцевой стенки матрицы 25. Однако в других вариантах выполнения настоящего изобретения первый заданный рельеф может быть выполнен в другом сочетании боковых или торцевых стенок.
Кроме того, на внутренней поверхности боковой и/или торцевой стенок матрицы 3, 25 выполняют второй заданный рельеф 32, содержащий, по меньшей мере, один участок 33, который при формировании основы 17, 21 готового изделия обеспечивает деформацию ее материала, превышающую предел текучести этого материала, и образование на ее боковой и/или торцевой стенках, по меньшей мере, одной сквозной прорези 35, через которую второй заданный рельеф 32 заполняют размягченным полимерным материалом 8 и образуют второй готовый рельеф 34, тождественный по конфигурации и размеру указанному второму заданному рельефу 32 и составляющий единое целое с внутренним полимерным элементом 2, 22.
Возможен вариант выполнения настоящего изобретения, при котором на наружной поверхности 10, 27 пуансона 9, 26 выполняют третий заданный рельеф 36 и при формировании внутреннего полимерного элемента 2, 22 на его внутренней поверхности образуют третий готовый рельеф 37, тождественный по конфигурации' и размеру третьему заданному рельефу 36.
При этом внутренний полимерный элемент 2, 22 готового изделия может иметь конфигурацию, отличную от конфигурации основы 17, 21 готового изделия, например, внутренний полимерный элемент 2, 22 может иметь бочкообразную форму или форму конуса с расширением к торцу наружной оболочки или любую другую форму, в том числе неконцентрическую.
При этом заданные рельефы 30, 32, 36 можно образовать, например, в виде ребер, рельефных изобразительных элементов, буквенных и цифровых обозначений (на чертеже не показано).
Наличие указанных готовых рельефов 31, 34, 37 обеспечивает сцепление элементов готового изделия в осевом и в радиальном направлениях.
Особенность предлагаемого способа состоит в том, что в процессе одной технологической стадии возможно на наружной поверхности 38 основы 17, 21 готового изделия создать рельефы художественного и информационного назначения, например, надписи или изображения, причем литографическое изображение на наружной поверхности 38 основы 17, 21 готового изделия можно совместить с соответствующим рельефом матрицы 3, 25, что позволяет создать объемно-цветовые элементы художественного и информационного назначения (на чертеже не показано).
Еще одна особенность предлагаемого способа состоит в том, что возможно на внутренней поверхности 38 матрицы 3 (например, для изготовления укупорочного колпачка) создавать полости заданной конфигурации 39 и в процессе осуществления указанной одной технологической стадии на наружной поверхности 5 готового укупорочного колпачка 6 создать полимерные элементы 40, составляющие единое целое с внутренним полимерным элементом 2.
Давление пуансона 9, 26 на размягченный полимерный материал 8 зависит от текучести используемого полимерного материала 8, пластичности материала основы 17 укупорочного колпачка 6 или материала основы 21 плоского изделия 24, высоты и ширины формируемых рельефов 31, 34, 37 готового изделия.
Например, конкретное значение давления пуансона 9 на размягченный полимерный материал 8 при использовании заготовки 1 основы укупорочного колпачка или заготовки 20 основы плоского изделия, выполненных их алюминиевого листа толщиной от 0,1 до 0,5 мм, составляет от 5 до 100 атм. При этом происходит деформация стенок заготовки 1 основы укупорочного колпачка или заготовки 20 плоского изделия в соответствии с конфигурацией стенок соответствующей матрицы 3, 25, имеющих участки первого заданного рельефа 30, в результате чего получают соответствующий первый готовый рельеф 31 на наружной поверхности боковой и/или торцевой стенок соответствующей основы 17, 21 готового изделия, тождественный по конфигурации и размеру указанному первому заданному рельефу 30, то есть происходит формирование основы 17, 21 готового укупорочного колпачка 6 или готового плоского изделия 24. При этом одновременно происходит формирование, размещение и фиксация соответствующего внутреннего полимерного элемента 2, 22 на основе 17 готового укупорочного колпачка или основе 21 готового плоского изделия 24 и образование готового изделия.
Образование множества сквозных прорезей 35, выполненных по окружности на боковой и/или торцевой стенке заготовки 1 основы укупорочного колпачка, обеспечивает создание во втором рельефе наружной оболочки готового укупорочного колпачка 6 ослабленной линии, выполненной в виде перфорации (на чертеже не показано).
Таким образом, предлагаемый способ обеспечивает упрощение технологии изготовлении металлополимерного или биполимерного изделия при обеспечении возможности усложнения конфигурации одного элемента готового изделия по отношению к конфигурации его другого элемента.
Кроме того, предлагаемый способ позволяет за одну технологическую стадию изготовить внутренний полимерный элемент любой заданной конфигурации, разместить его в металлической или полимерной заготовке основы изделия, сформировать заданную форму готового изделия и осуществить надежную фиксацию одного элемента готового изделия относительно его другого элемента.
При этом использование предлагаемого способа позволяет организовать производство готового изделия на ротационных машинах, которые отличаются большой производительностью и непрерывным процессом производства готовых изделий, что значительно удешевляет их производство и обеспечивает возможность использования для их изготовления различных полимеров, в том числе термореактивных пластмасс на основе фенолоформальдегидных смол, полиэфирных смол, эпоксидных смол, мочевино-формальдегидных смол, что, в свою очередь, позволяет производить термостойкие металлополимерные и биполимерные изделия.

Изобретение относится к области обработки материалов давлением, а именно к способу изготовления металлополимерного или биполимерного изделия. Техническим результатом заявленного изобретения является упрощение технологии изготовления металлополимерного или биполимерного изделия. Технический результат достигается способом изготовления металлополимерного или биполимерного изделия, который включает предварительное изготовление заготовки основы изделия из металла или полимерного материала, размещение заготовки основы изделия в матрице и изготовление готового изделия, которое осуществляют за одну технологическую стадию, включающую одновременное изготовление основы изделия, формирование, размещение и фиксацию внутреннего полимерного элемента на основе изделия и образование готового изделия. При этом на внутренней поверхности заготовки основы изделия размещают размягченный полимерный материал, объем которого соответствует объему внутреннего полимерного элемента заданной толщины и конфигурации. Затем вводят в матрицу пуансон и образуют между внутренней поверхностью заготовки основы изделия и наружной поверхностью пуансона замкнутое пространство, заполненное воздушной средой. Далее образуют канал для вывода воздушной среды из замкнутого пространства, исключающий выпуск размягченного полимерного материала. Затем осуществляют движение пуансона внутрь замкнутого пространства, в процессе которого одновременно изменяют объем замкнутого пространства, из которого выпускают воздушную среду, создают давление пуансона на размягченный полимерный материал, достаточное для распределения этого материала по замкнутому объему. Заполняют замкнутый объем размягченным полимерным материалом, из которого формируют внутренний полимерный элемент, который размещают на внутренней поверхности заготовки основы изделия. Преобразуют давление пуансона в формирующее усилие внутреннего полимерного элемента на внутреннюю поверхность заготовки основы изделия и осуществляют расширение заготовки основы изделия и ее обжатие в матрице до формирования основы готового изделия, на внутренней поверхности которой фиксируют внутренний полимерный элемент и образуют готовое изделие. 9 з.п. ф-лы, 6 ил.
1. Способ изготовления металлополимерного или биполимерного изделия, включающий предварительное изготовление заготовки основы изделия из металла или полимерного материала, размещение заготовки основы изделия в матрице, имеющей внутреннюю поверхность, соответствующую конфигурации наружной поверхности готового изделия, и изготовление готового изделия, которое осуществляют за одну технологическую стадию, включающую одновременное изготовление основы изделия, формирование, размещение и фиксацию внутреннего полимерного элемента на основе изделия и образование готового изделия, отличающийся тем, что на внутренней поверхности заготовки основы изделия размещают размягченный полимерный материал, объем которого, по меньшей мере, соответствует объему внутреннего полимерного элемента заданной толщины и конфигурации, вводят в матрицу пуансон и образуют между внутренней поверхностью заготовки основы изделия и наружной поверхностью пуансона замкнутое пространство, заполненное воздушной средой, образуют, по меньшей мере, один канал для вывода воздушной среды из замкнутого пространства, исключающий выпуск размягченного полимерного материала, осуществляют движение пуансона внутрь замкнутого пространства, в процессе которого одновременно изменяют объем замкнутого пространства, из которого выпускают воздушную среду, создают давление пуансона на размягченный полимерный материал, достаточное для распределения этого материала по замкнутому объему, заполняют замкнутый объем размягченным полимерным материалом, из которого формируют внутренний полимерный элемент заданной толщины и конфигурации, который размещают на внутренней поверхности указанной заготовки основы изделия, преобразуют давление пуансона в формирующее усилие внутреннего полимерного элемента на внутреннюю поверхность заготовки основы изделия и осуществляют расширение заготовки основы изделия и ее обжатие в матрице до формирования основы готового изделия, на внутренней поверхности которой фиксируют внутренний полимерный элемент и образуют готовое изделие.
2. Способ по п.1, отличающийся тем, что в процессе движения пуансона внутрь замкнутого объема матрицу и/или пуансон охлаждают водной средой.
3. Способ по п.1, отличающийся тем, что размягченный полимерный материал подают на внутреннюю поверхность заготовки основы в виде капли, нагретой до сметанообразного или пластилинообразного состояния.
4. Способ по п.1, отличающийся тем, что в качестве канала для вывода воздушной среды, исключающего выпуск указанного размягченного полимерного материала, используют зазор, образованный противолежащими участками боковых стенок матрицы и пуансона за пределами указанного замкнутого пространства.
5. Способ по п.1, отличающийся тем, что в качестве заготовки основы полимерного или металлополимерного изделия используют заготовку основы укупорочного колпачка для бутылки.
6. Способ по п.1, отличающийся тем, что в качестве заготовки основы полимерного или металлополимерного изделия используют заготовку основы плоского изделия.
7. Способ по п.6, отличающийся тем, что одновременно с формированием основы плоского изделия, формированием, размещением и фиксацией внутреннего полимерного элемента на указанной основе плоского изделия обрезают и уплотняют кромки по контуру готового плоского изделия.
8. Способ по п.5 или 6, отличающийся тем, что на внутренней поверхности боковой и/или торцевой стенок матрицы выполняют первый заданный рельеф и при формировании основы готового изделия на наружной поверхности боковой и/или торцевой стенок основы готового изделия образуют первый готовый рельеф, тождественный по конфигурации и размеру указанному первому заданному рельефу.
9. Способ по п.5 или 6, отличающийся тем, что на внутренней поверхности боковой и/или торцевой стенок матрицы выполняют второй заданный рельеф, содержащий, по меньшей мере, один участок, который при формировании основы готового изделия обеспечивает деформацию ее материала, превышающую предел текучести этого материала, и образование на ее боковой и/или торцевой стенках, по меньшей мере, одной сквозной прорези, через которую второй заданный рельеф заполняют размягченным полимерным материалом и образуют второй готовый рельеф, тождественный по конфигурации и размеру указанному второму заданному рельефу и составляющий единое целое с внутренним полимерным элементом.
10. Способ по п.5 или 6, отличающийся тем, что на поверхности пуансона выполняют третий заданный рельеф и при формировании внутреннего полимерного элемента на его внутренней поверхности образуют третий готовый рельеф, тождественный по конфигурации и размеру третьему заданному рельефу.
| СПОСОБ ПОЛУЧЕНИЯ ГЕКСАФТОРИДА СЕЛЕНА | 1993 |
|
RU2057063C1 |
| Способ отбраковки кинескопов и устройство для его осуществления | 1961 |
|
SU147679A1 |
| Отключающее устройство к кольцераскатной машине | 1976 |
|
SU654336A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВОГО УДОБРЕНИЯ | 1993 |
|
RU2046785C1 |
| US 5160462 A, 03.11.1992 | |||
| ПРОИЗВОДНЫЕ ПИРИМИДОНА, СОДЕРЖАЩИЕ ДВА КОНДЕНСИРОВАННЫХ БИЦИКЛИЧЕСКИХ КОЛЬЦА | 2020 |
|
RU2827542C1 |
| Механизированный склад | 1975 |
|
SU604750A1 |
| УСТРОЙСТВО для ИНДУКЦИОННО-ШЛАКОВОЙотливки слитков | 0 |
|
SU333198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО ИЛИ БИПЛАСТИКОВОГО ИЗДЕЛИЯ, ПРЕИМУЩЕСТВЕННО УКУПОРОЧНОГО КОЛПАЧКА ДЛЯ БУТЫЛКИ | 2008 |
|
RU2384409C1 |
| US 5424020 А, 13.06.1995 | |||
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 1999 |
|
RU2233741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ФОРМОВАННОЙ СИНТЕТИЧЕСКОЙ ЧАСТИ И ЧАСТЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1999 |
|
RU2244626C2 |

